Лидеры




Популярный контент
Показан контент с высокой репутацией 27.11.2019 в Сообщения
-
Лодочный мотор Ниссан Марино винтом по камням проехались. Две лопасти наплавка 5357 УДГу 250 ток и все остальное нашару. Потом геометрию вывел лепестками. Пока делал опять колесами завалили.
 13 баллов
13 баллов -
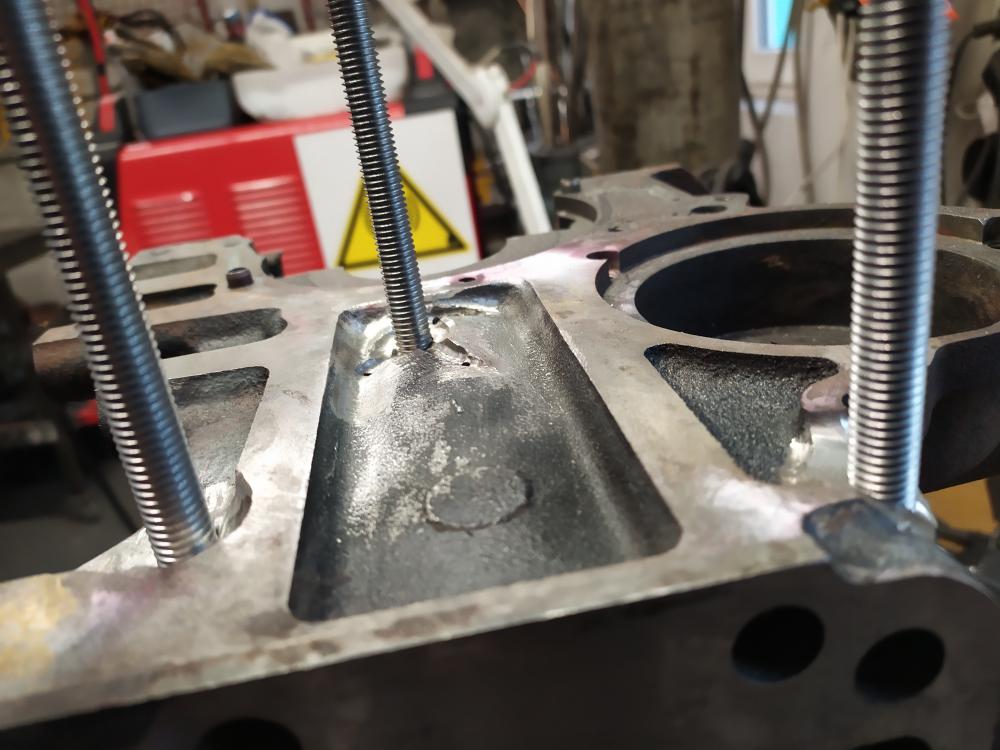
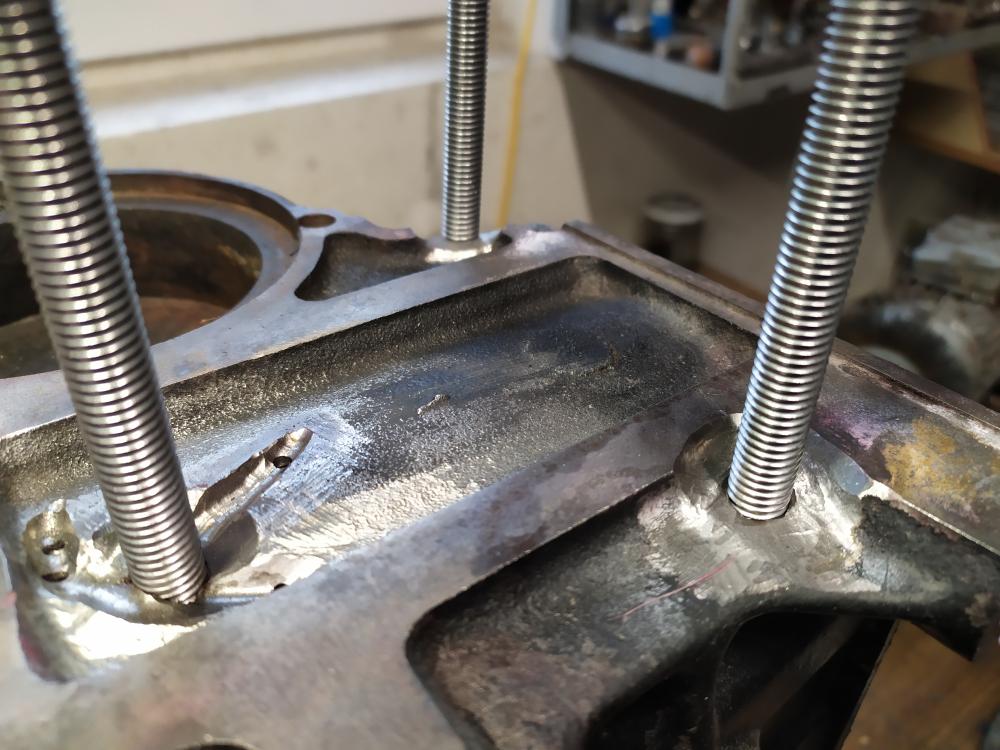
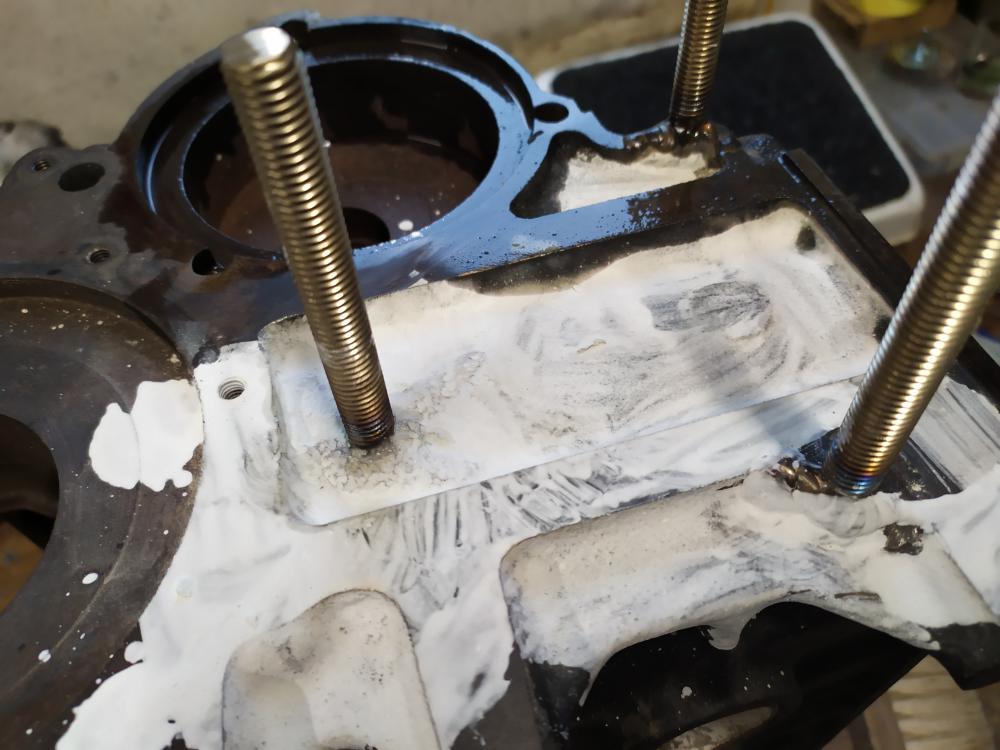
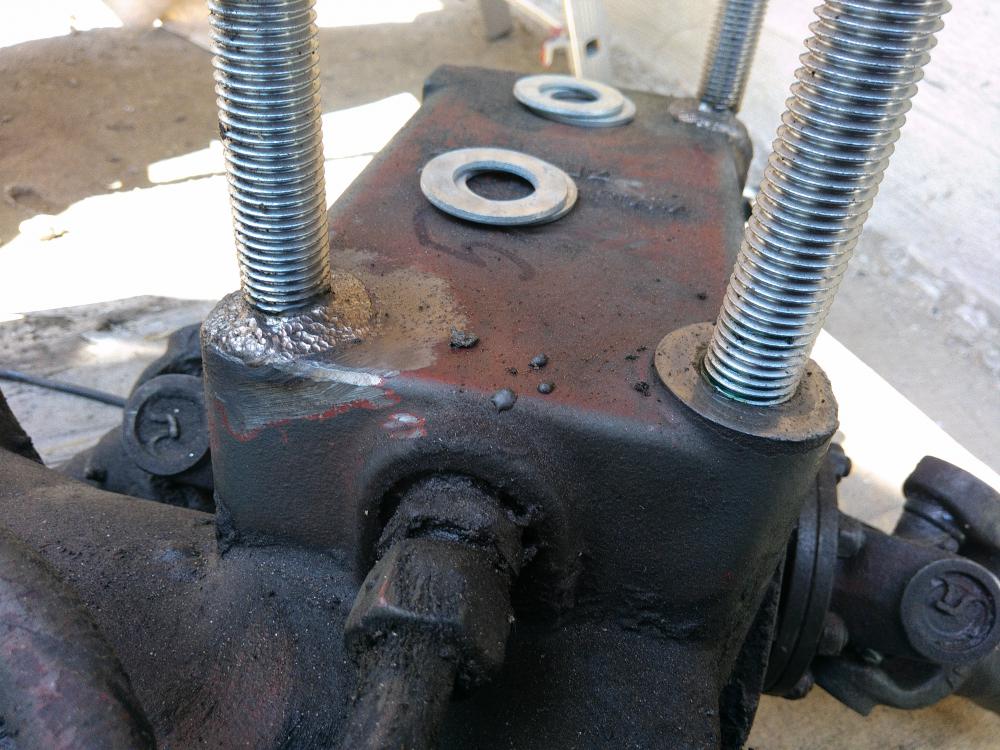
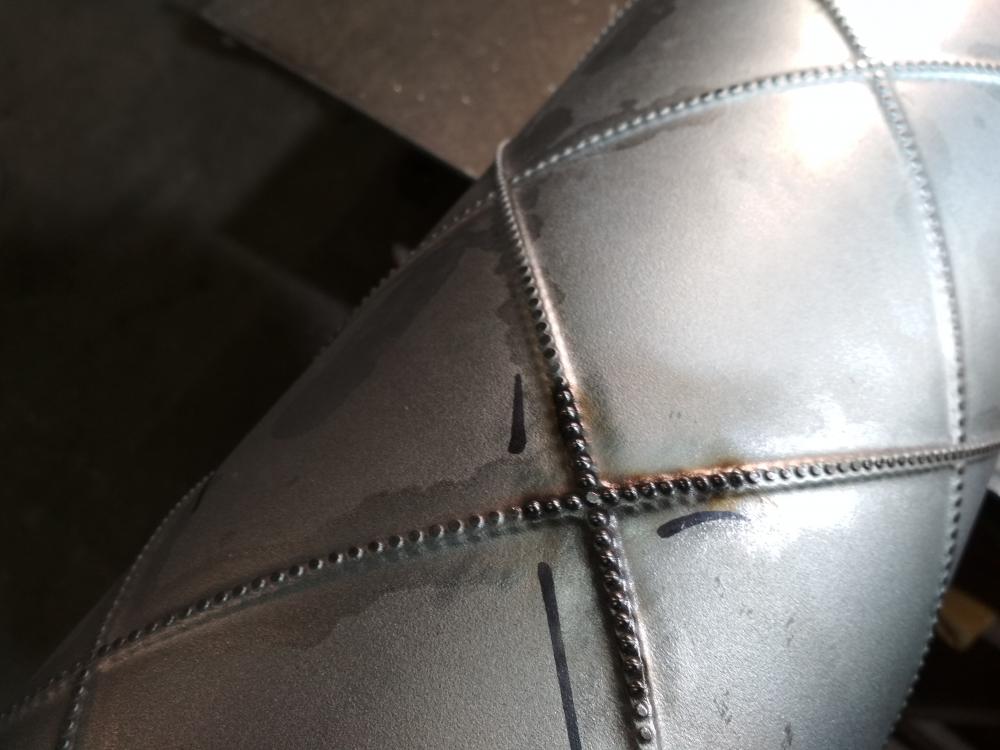
Ну вот и закончил я варить-делать тиски(кто читает ветку видел повреждения). Наплавил панчем для начала. Потом обмылками от нержавейки и 12.64. Шлифанул болгаркой и снова наплавка. Потом вывел плоскости на гриндере. Сверловка и нарезка резьбы. Раковины это слой панча . Ну и стрёмно нарезать резьбу в этом коктейле. Шло тяжковато. Подливал масла и вдшку. Сала старого нет в гаражике .Сломать метчик на 8 это как бы деталь фактически на выброс. Срезать наплавленое и всё заново. Первый вид. Окончательный вид11 баллов
-
Ну вот и Аврора сказала своё слово-8 баллов
-
Давно не отписывался в этой теме, потому как была в основном конструкторская работа, показать особо нечего. А вот теперь поперли плоды этой работы... Мои любимые пазлы для детей старше 30 лет. Из этого должна получится новая горелка на котельную... Дефектоскопист постоянно трется со своим ВИКом... Результат: Сейчас собираю стенд для разбора штоков гидроцилиндров, третий уже. С каждым разом оптимизирую какие-то процессы, сборка идет гораздо быстрее, чем даже во второй раз, но есть еще над чем работать...
8 баллов
-
5 баллов
-
https://youtu.be/81IqgH3R0MU Вещь простая, но очень нужная.5 баллов
-
@TNT 23, дай клиенту в аренду аппарат и пусть это мурло фантазирует сам, а то гляди-ка, так не хочу, эдак не буду!!!!! Ты же сам понимаешь, пойдёшь у него на поводу, заработаешь геморрой, а не гонорар.4 балла
-
это хорошо, к деньгам http://chipgu.ru/images/smilies/kolobok_wink.gif.Тож сегодня переобулся утром. Только днём дождь пошёл, до сих пор идёт. Теперь я по воде на шипах .4 балла
-
сложно определить но момент где зачищалось и есть пора внутри это КП сталь, точнее просто такая бадяга попасться может. Вот у вас закипел метал, я попросил взять нержавейку и попробовать в этот момент на ней поварить и если все нормально то вновь перейти на трубу - сделали так? навряд ли. Все же думаю защиты недостаточно. С сервисом то точно не надо а вот попросить напарника снять видео через маску хотя бы телефоном то думаю при не плохой картинке загадку разгадали бы быстрее... Все что на фото во всех швах говорит в первую очередь о слабой защите, остатке гарда и возможно плохого металла. Если сами электроды не макали в ванну то это обыкновенные плевки из ванны т.е. или не защищена ванна и или из "недра" материала плюнула кака. на самой горелке мерили?4 балла
-
Жора, не расслабляй мне студентов...4 балла
-
@Luza,считай,что сессия сдана),это проходной билет на все экзамены))).4 балла
-
Пожалуйста, присылайте. Сделаем !4 балла
-
@МассаТом, для стабилизации дуги. Привыкни к 98/2 , а после попробуй в чистом аргоне, на жопу сядешь3 балла
-
Ровные пацаны подставку от швейной машинки на приемке берут на мангал)3 балла
-
3 балла
-
Посмотрел я пару фоток. Копоть на прихватках признак очень плохой защиты, либо то что у вас электрод во время сварки горит, а жта не правильная полярность. У вас как горелка подключена? В обоих случаях напрямую к редуктору баллона или в первом через клапан в аппарате? Попробуйте на свароге напрямую к редуктору подцепить и посмотреть что получится, будет ли копоть/поры. В обще мне бы хотел на обоих аппаратах увидеть на отдельно взятом куске железки по несколько капель/пятен полностью остывших в аргоне. Вы одной и той-же горелкой работаете или на свароге горелка своя? Меня как-то раз пригласили посмотреть отчего "горелка не варит", оказалось сварщик цангу в цангодержатель не той стороной засовывал, эффект бы тот же что и у вас.3 балла
-
Зачем?! По поводу "какашек" - тоже соглашусь с Валерой, в частности - труба внутри не очищена от слова "совсем".... И, скажите, предгаз 1,5 сек - это отчего и почему? И 5-7 л без линзы - ? И, сугубое ИМХО, конечно, но 646 - в топку... во-первых, сейчас вообще не понятно, что там бодяжат, во-вторых - зачем?3 балла
-
@crvnsk,Не знаю почему но есть уверенность что аппарат тут не при чем, @selco, Валера на 100% прав и судя по пьяному шву то точно аппарат не причем, просто не хватает опыта и понятия, плюс у вас дует пушка, подсос воздуха почти гарантирован. Лучшей способ уйти от ошибочных обвинений аппарата, пригласить опытного аргонщика и все повторить.3 балла
-
Цвет прикольный.Присадка 307-я,ф1,2 мм.
3 балла
-
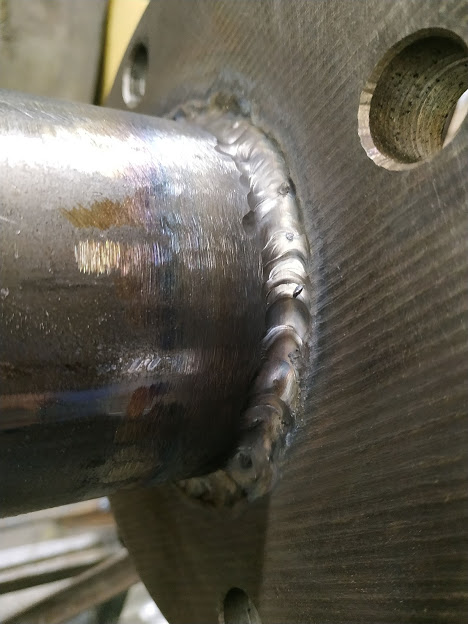
Роман , в общем я посмотрел ваши картинки со швами и вывод ,,, металл и ваши трубы нормальные и нечего на них грешить. А вот подготовка не куды не годиться под ТИГ сварку да и под ПА тоже. И так с вашего позволения скопировал ваши швы и по каждому отдельно поболтаем . --------------------------------------------------------------------------------------------------------------------------------------------------- Это че такое ???? и такое не прокатит в ТИГ . Чем прорезали плазмой или резаком , в прочем какая разница и вот облой и окалина должны быть удалены до чистого металла и даже внутри трубы фасочкой снять облой и окалину , да и отверстие под резьбовую должно быть поплотнее . и так туты меняем технологию отверстия или сверлим или прожигаем с меньшим диаметром и фрезой доводим до ума. -------------------------------------------------------------------------------------------------------------------------------------------------------------------------- Тут похоже "пьяная" горелка (не обижайтесь ради бога) работала , но в принципе понимаю зазоры не равномерны лезет окалина и облой и так приходится "махать" горелкой . ВЫвод от такого тоже надо отказаться и набиваем руку , впрочем если все правильно подготовлено то и махать не надо будет , ведем равномерно и подкидываем присадок. ------------------------------------------------------------------------------------------------------------------------------------------------ и вот и опять подготовка ???? , не так нельзя и подрезы усю грязь в шов заносят ------------------------------------------------------------------------------------------------------------------------------------------- Вот тут подготовлено и металл чистый и шов нормальный даже для новичка --------------------------------------------------------------------------------------------------------------- посмотрите вот сие видео и особое внимание на подготовку , металл блестит и даже не значительный жучек ржи или окалины влияет на шов очень негативно. Запасаемся , лепестковыми кругами , мех карчётками на УШМ ну и фрезами с бор машинкой и тогды будет работа в радость да и времени на сии конфузы отнимать не будет .
3 балла
-
-lДля снижения силы поверхностного натяжения и лучшей"растекаемости" капли в том числе. Есть еще ряд факторов.2 балла
-
Не знаю,кто такие дремели в виде фрез.Шото загадочное это.В дрель зажимается и шмурыгается на крайняк...2 балла
-
@vic17, Большинство моих работ такие же как и у всех, работников тоже нет, а то что оборудования много, так это приоритеты у всех разные. Кто то вкладывает в дачу, кто то в дом, кто то в машину, кто то платит ипотеку, а я вкладываю в свою мастерскую. Сними видео, как керамикой швы сдираешь или что то подобное, потом я покажу тебе разницу. На маленьких мощностях 100 вт конечно чувствуется.2 балла
-
По поводу растворителя - протирать трубы от масла - да, обезжиривать место сварки - нет (ИМХО), ибо 646 - смесь "тяжелых" растворителей и ацетона, к тому же сейчас вообще неизвестно, что там замешано. Чем ацетон не угодил? По всему остальному - на мой непрофессиональный взгляд - с защитой беда (видно, в первую очередь, по электроду), на тавровом шве еще более-менее, на "лице" - маловато... По поводу 1,5 сек предгаза - опять же ИМХО - я б добавил.
2 балла
-
У меня на дно мангала приварены болты на которые надеваются ножки-трубки Ду15. Можно "инвертировать" - к мангалу приварить кусочки трубок, а ножки из прутка, который в наличии...2 балла
-
При использовании, вы же будете ставить холодный мангал на холодное основание и только потом разжигать? Ну и пусть заклинивает в момент когда дно мангала горячее а основание еще не нагрелось, потом когда остынет нормально разберете.2 балла
-
@welderman,дык пока общие предметы,к тебе поднимутся,вот там и начнется настоящее обучение).2 балла
-
@crvnsk,Чернуха плюет и засерает электрод.Это бывает.Еще прихватки должны в аргоне остыть,в идеале должны быть белыми,но никак не серыми.Как по мне,то тоже думаю дело не в источнике.Вижу есть вентильная горелка- можно её к любому ручнику прицепить и проверить.Ну и зачистка,как уже говорили.Обезжирка тоже думаю,что лишнее.
2 балла
-
нужен, если кабель массы не забыли прицепить к детали или к сварочному столу, на чем лежит деталь.2 балла
-
Немногим ранее, на Ниве 3-дв. возил по два баллона 40л на заправку, когда аргон, он по легче 67+11 кг, когда СО2 67+25, все в одиночку. Единственное, досочку с перегородками сделал, чтоб не катались в движении.2 балла
-
Всё понятно. Есть только моё мнение и неправильное ! Нет. Это возможные варианты изготовления оборудования под указанные сети.2 балла
-
думаю, тут большинство не отказались бы от селко с евмами, а пилили бы исключительно большими ленточками на 380 . Но они есть у единиц. Большинство работают обычным китаем. Да, не идеал, но работать можно, для тех задач, под которые куплены, хватает. Ты тож, наверное, не в Мариуполе хотел бы жить, если был бы выбор, а где-нить в краях, где нет зимы, и бананы с папаями сами в рот падают .2 балла
-
@selco,Валерий,низ- фланец,стакан сверху со стенкой около 4 мм.Довольно быстро прогревается.Сама вот присадка золотистый такой цвет прикольный даёт.С полнотелый вообще бы серебро было.Да ,кайф!)
2 балла
-
Добавляю в библиотеку еще 2 вариации стола в dxf. 1000х600х5 с одним продольным ребром. 1000х600х5 с двумя продольными ребрами. В первоначальном варианте продольных ребер нет.2 балла
-
Если для подследующего крепления чего-либо на это место ваши условия установки позволяют , то самый простой вариант вваривать туда болт из нержавейки и потом отрезать до нужной длины. На сегодняшний день достаточно сделано таким способом блоком,раздаток и прочего. Замечаний на такой ремонт нет,техника работает. р.с. прохожит вариант Панчем,Дратек-ом, МНЖКТ, отбитый от шлака ОК92.78.
2 балла
-
Вал массой 200кг(3000/270мм) для ультрозвуковой сварки слоев синтепона между собой.Примерно ст.20. Восстановлено более 300 контактных точек. Довольно сложное изделие из Китая.Даже не представляю,где сейчас в России это могут сделать.
2 балла
-
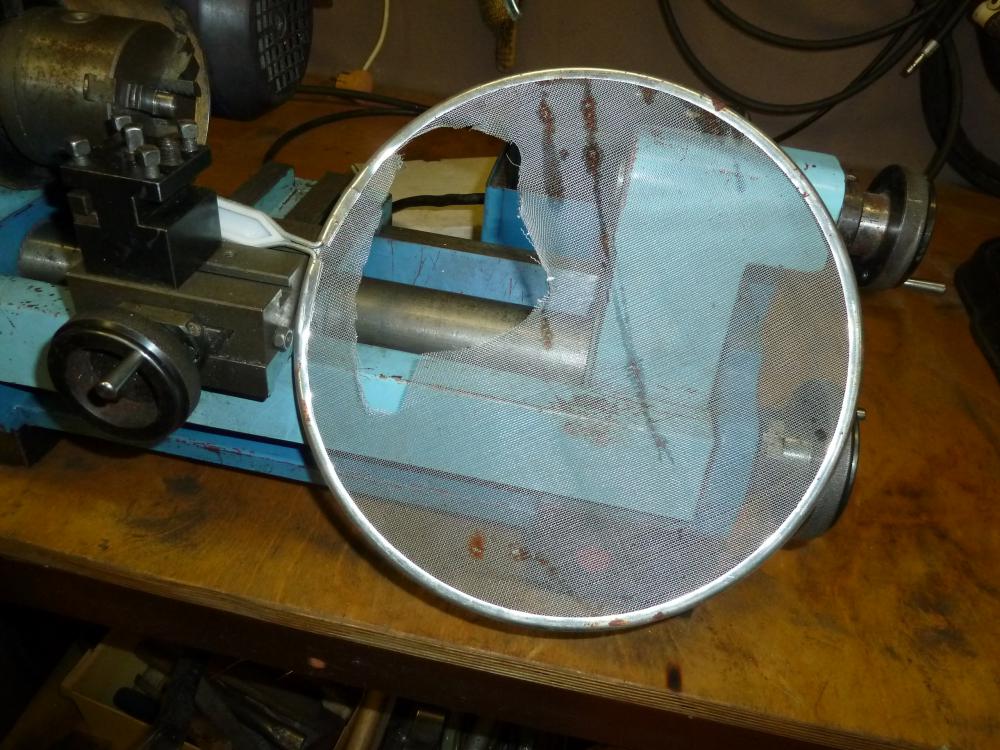
Весьма Интересное сравнение . Вот чо я скажу , у меня уже года четыре валяются китайские линзы новые и я на них даже не смотрю когды в "чемодане" роюсь, вот они скорее больше подходят под ваше сравнение "сопли" ЗЫ , вырезаем сеточку из чего угодно и можно из чайного ситечка что Астап Бендер подарил ЭЛЛОЧКИ . , и это будет в два раза лучше ситечка китайского. вОТ сейчас видео добавлю . А можно еще проще , вырезаем и ровненько вставляем в сопло и достаточно одного слоя.
2 балла
-
@crvnsk,Доброго дня,Вы случайно не передерживаете сварочную ванну?Если с газом все в порядке ,то есть такая неприятная вещь как перегрев сварочной ванны при которой начинает выделяться окись железа,тут нужно не топтаться на месте и вовремя подавать присадку с раскислителями.2 балла
-
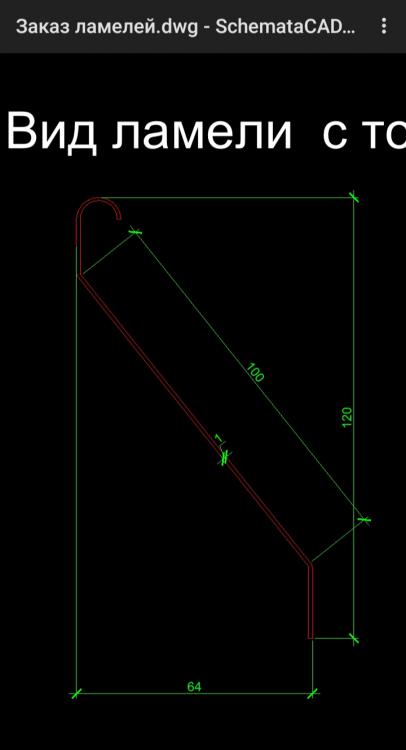
Длинна ламели на больших воротах 1540мм, так что в первую очередь это ребро жесткостти и элемент безопасности. Если браться за верхнюю часть ламели обращенной во двор, то под пальцами нет острой кромки. Миллиметровкой вполне можно порезаться. Закругление хотели в декоративных целях. Перед без подгиба и зад с подгибом дают разную общую картину. Но с переду подгиб не сделать, будет собираться грязь. Вообще эта идея привезена из Польши. Там такие заборы распостранены. У нас делают жалюзийное заполнение на продажу, но там ламели из 0.45мм толщины. Сходил до мастерской, сфотал запасные. Заказчик еще не забрал. Заказчик будет отдавать в фирму где красят порошком. Пескоструить будут. Им там решать эту задачу. Сейчас бы я сделал по другому чуть. И так все лето мудровали)
2 балла
-
Жалюзи сталь ст 3, миллиметр толщиной. Лазерная резка, гибка. Правда пришлось по России побегать, поискать кто согласится согнуть. От с такими нас бороднули везде. Сделали в итоге вместо радиусного подгиба прямой.
2 балла
-
О чем вообще разговор? В нормальном доме ( где живут железом) имеется 4-5 УШМ разного размера и мощности. У меня их 6шт.1 балл
-
@nik633,Шож там за мангалище такое?1 балл
-
Дак поменяйте местами горелку. 99,9% что проблема не в аппарате, а в горелке либо в шлангах. Цанга на фотке правильно установлена. Оставьте вопрос подготовки, всё +- нормально, и даже если вы будите варить по нечищеной чернухе, если она будет без существенной ржи и без грата всё будет +- нормально, ну подрезы могут лезть, хотя можно и без них.1 балл
-
Я уже как то на спор тут выкладывал результаты запила профтрубы( если память не изменяет как раз 40×40) под 45 градусов. Абразивкой. Спор шел что ей нельзя, а твердосплавкой можно.По угольнику в нулях вышло. На попа не ставил. Но знаю что на длинне среднего угольника 25-30см,видимый зазор будет. Потому как если перекос на торце будет 0.5мм( что вроде бы фигня) ,то уголок увеличит этот показатель минимум в пять раз на своей длинне. То есть в верху или в низу уголка будет зазор 2.5мм с деталью.1 балл
-
Надо на блювельде испытать горелку, которая стояла на джасике. На кипящих швах нет защиты. Коричневая пакость(копоть) на поверхности рядом со швом тоже говорит о этом.1 балл
-
Страшно подумать, как выглядело это животное Хорошая скидка, однако:
1 балл
-
Наткнулся в интернете, цех по производству турников и брусьев )))
1 балл










































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)