Лидеры




Популярный контент
Показан контент с высокой репутацией 30.07.2019 во всех областях
-
Подогрев, зачистка и продавил ванну.
 8 баллов
8 баллов -
дАрАгой, зачем рюгаешься?? Среди гаражников единицы тех, кто готов учиться. Остальным это на фиг не надо. Клиент прёт, бабло идёт, чего еще надо? Тут товарищ сказал, что в городе новые аргонщики появились. Его соседи-автобусники обнаружили свищ в алюминиевом ресивере автобуса. Сняли и отнесли им. Вернулся ресивер уже без кронштейнов - отпилили. Вместо свища навалено алюминиевого гуанидина, но течет, гад!! Четыре раза возили переваривать, механик орал: лучше бы я саморез смазал поксиполом и вкрутил!!! Отпиленные кронштейны они выкинули. Объяснить зачем отпилили и почему не приварили обратно не смогли. В итоге заварили и свищ и согнутые на колене новые кронштейны. Какой уж там Шеффлер8 баллов
-
7 баллов
-
@RVV, перед сваркой покрытие все же лучше удалять на сантим от кромок. Алюминий часто анодируют или поршком. С такими покрытиями век воли сварки не видать.7 баллов
-
Равный по уму, тот с кем есть понимание, с кем говорят на одном языке, причём язык этот можно найти и общаясь на двух разных языках. Даже через гугл переводчик. А тот кто не желает понимать, тому и на его родном объяснять пустая трата времени. Это касается каждого.6 баллов
-
5 баллов
-
Все это слова и самое главное многие "защитнике гуру" совершенно в другом видят авторитет, а вот как только коснется подтверждение от критиков своего умения то начинается подобное - в общем в том же духе и будет. Алексей, я так понимаю, фильма полноценного как "ПРАВИЛЬНО" точить мы не увидим в этом я уверен на 100% на словах рассказывать как оно точится и показывать сверло с правильной кромкой не обязательно, я их вижу каждый день да и многие могут посмотреть на сверло не тронутое наждаком. Фильм нужен тем кто вообще понятия не имеет об углах и как правильно подойти к наждаку, как держать сверло и тому подобное,а у большинства нет даже близко подобных подручникоов, правильных камней, сверл большого диаметра , про талант снимать все это и учить вообще нет, но зато увидят маленький "ляп" (который может и не ляп вовсе) и критика рекой! Так вот Леонтьев Виктор в купе и мастер (пускай может кому то и уступит, хотя вряд ли) и еще и преподаватель, энтузиаст да и вообще просто молодец. Алексей не подумай что его я в кумиры записал но если бы я у него учился в юности то он точно бы был для меня УЧИТЕЛЕМ с большой буквы. Фильмы его отличные и смотрю с удовольствием для напоминания и вообще что бы что то перенять и научиться т.к. себя не считаю совершенным... Так как тема про инструменты, рекомендую его канал, там много видео интересного и нужного https://www.youtube.com/user/Eksmast5 баллов
-
У меня тоже краской на двери написано Но я писал "хамирайтом",были остатки. Может всё дело в марке\типе краски?
4 балла
-
@RVV, даже если там принципиально нет никакого покрытия, околошовную зону необходимо пробежать щеткой.3 балла
-
В данном случае словосочетание "лучше удалить" не подходит-удалить в обязательном порядке и на 15-20 мм на сторону.3 балла
-
дед, а правда ты на войне два самолета сбил? ну, не то что бы сбил... скажем - недозаправил2 балла
-
@Кустарь,Коля,ну какой ад,мы же из Донбасса!ПС.А на работе в маске СФ Текмен,как уже говорил,без нареканий работает,да и цена в принципе не сильно высокая( маска Бинцель).Согласен короче с тов.Хлорофосом.А спидгласс топовый взял у мужиков померять- не понравился,здоровая и тяжёлая дура,хотя фильтр конечно отменный.
2 балла
-
Я Сергей, и я алкоголик ... и опа все аплодируют))) Частая сцена в фильмах. У нас это звучит так - Я Сергей, и я точу сверла болгаркой)))2 балла
-
@Кустарь,Лазил недавно в инете по контролю качества автосцепки.Так вот в РЖД кажется список по самому плохому и опасному литью,с номерами заводов- изготовителей.Лидеры- Уралвагонзавод и АзовЭлектроСталь.Прям гордость разобрала!А бтры мы какие делали- ууух,от собственного веса трещат.Знай наших!2 балла
-
Эх! плохо Вас учили в вашем ПТУ..плохо...сварка покрытым электродом на спуск в законе давно ...и СМ с целлюлозным покрытием и основным.... и у нас и у них....смотрите ВСН 006-89..... здесь я тоже писал об этом ещё в 2012 году и фоторепортаж есть... и сам тьму стыков таким макаром сварил-успешно....2 балла
-
Да "придурок - новичок" так отметился и какой тм Союз им там и не пахнет тем паче на фото справа чито пальцы торчат (смотрим внимательнее) и если это Союз на старте то к нему и близко не подпустят . дА и фотка сперта от куды то и скорее это кран козловой или еще что то.2 балла
-
@RVV, подгорание с краев. Да и деталь напоминает декор, такие обычно покрывают2 балла
-
а что , сильно шумит?...Вот Авроровский Айронмен -то.да. слышен, хотя кулер его с лёгкостью переплёвывает, но не критично на фоне общецеховой какофонии( а может симфонии?)А Эво тих, как мышь в засаде...чуть притормозил с процессом минут на 5-он-брык -и в отключку....и тишина...и пока не нагреется-его не слышно, не видно....очень нравиться такое дело2 балла
-
А вот я сверла болгаркой точу, и те что не получились - выкидываю. Правда покупают какую то хрень.2 балла
-
@slava7911,Круто! Пока плюс ставить не куда. Плату управления заказать можно?2 балла
-
@ScrewDriver,вентилятор конечно это основа основ аппаратов,поэтому уделите этому моменту пристальное внимание.2 балла
-
нет такого минуса, Костя прав2 балла
-
Можно, все будет нормально.2 балла
-
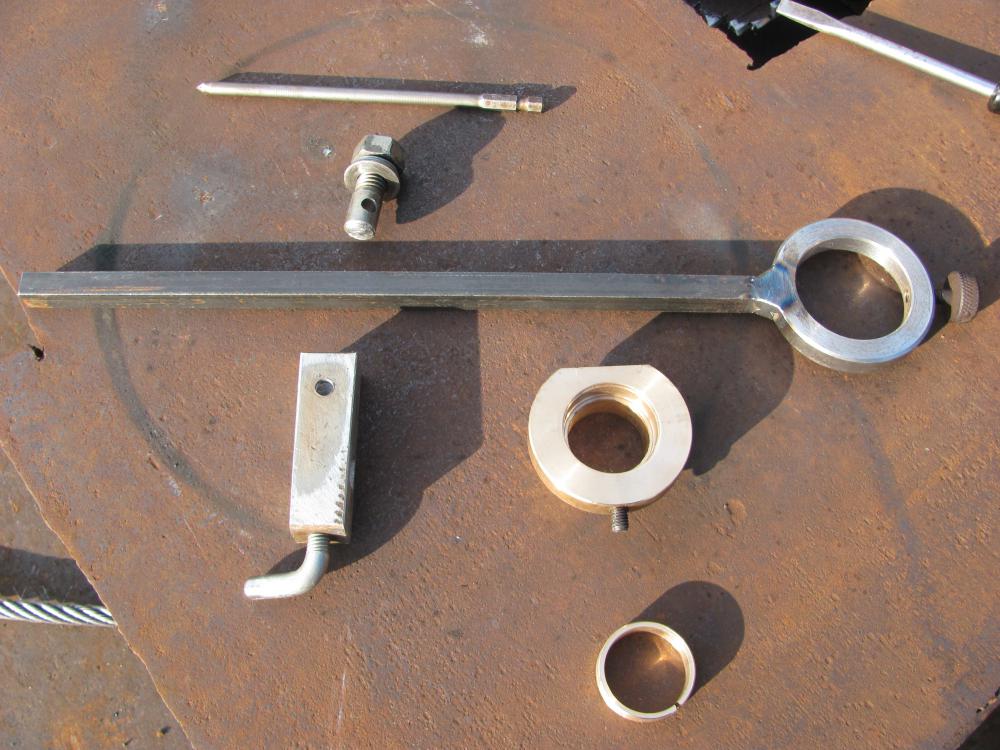
вот такое брс мне понравилось - в работе удобно при переноске.
2 балла
-
Критической для сверления чермета конечно являться не будет, на чем то потверже неправильная заточка даст о себе знать. Тут как с любым режущим инструметом, показателем будет являться насколько быстро сядет заточка, насколько трудоемка будет резка (хороший нож "сам" режет, знакомо?), ну и естественно точность реза (в данном случае отверстия).На самом деле я хотел лишь одного, сказать, что то сверло (сверла) заточены с косяком. Сверлить можно, но кто с заточкой сверл на вы, тому и адресовано было мое сообщение, чтобы добивались лучших результатов, а не повторяли ошибки и не думали, что так и должно быть. Слепо следующим за авторитетом доказывать ничего не хотел, ибо кроме громких маэстро сказать им нечего). Сверло 20 мм., больше у меня нет, взял максимальный диаметр для максимального приближения к обсуждаемому. Также постарался взять такой же ракурс. Повторюсь, у меня сейчас нет отдельного камня для заточки. Тот что есть точит все подряд, править его смысла нет, да и маленький он уже стал, большие сверла точить на таком тяжко. На большом камне и не затасканным всяким железом результат будет ещё лучше. А вот для примера сверло компании irwin, точнее его кромки (диаметр 10), сверло не новое, но думаю видно прямые кромки или серпом
2 балла
-
Работал с данными СМ на Крайнем Севере, мнение такое- не самая лучшая реплика на электроды известного японского бренда.Нестабильное качество от партии к партии,более высокий порог горения на малых токах, короче,постучался с ними с полгода и бросили эту тему...вернулись к LB-52U,хоть они и дороже.2 балла
-
@Steelcar, https://adetali.com.ua/p643892279-rychag-regulirovochnyj-kamaz.html?gclid=EAIaIQobChMIn8T0w7rd4wIVWuJ3Ch0JGQsMEAQYBCABEgL5z_D_BwE1 балл
-
@Vanguard, Все дошло понял1 балл
-
. Ткни пальцем на ихние ифоны и тож покрути пальцем у виска http://chipgu.ru/images/smilies/kolobok_smile.gif.1 балл
-
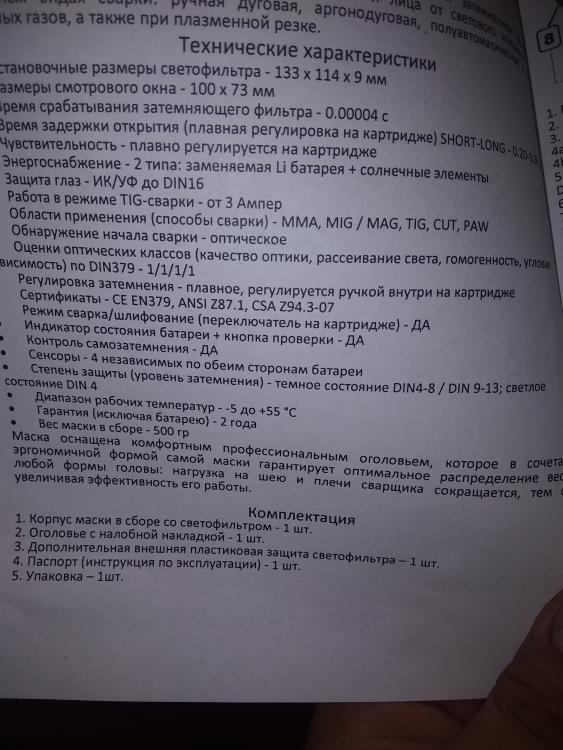
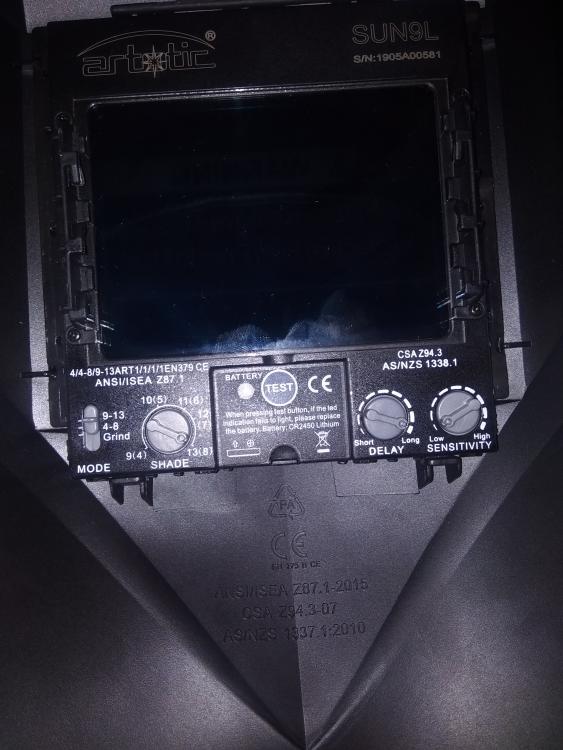
По светлому состоянию кстати не совсем понятно чему верить.Но визуально светлее ,чем мой Бинцель,возможно из- за оттенка СФ.А ещё написанно,что не использовать маску при взрывных работах,а так хотелось,так хотелось)
1 балл
-
Купил таки себе хелмет ,все равно бы бабло прожралось.Первые впечатления положительные,собрано нормально.Единственное не сразу собрал оголовье( я с таким оголовьем не сталкивался ранее), а на кронштейнах оголовья пришлось ножом удалить остатки приливов,которые при открытии/ закрытии маски щелкали.Вообще как- то оголовье не внушает доверия.Да и сама маска мягкая и ажурная,при резких поворотах головы трепыхается.По всей видимости как универсальную ,маску нельзя будет применить,наверное в полевых/ монтажных условиях ей придет амба.Ну и для меня ещё не привычны внутренние регулировки и способ замены переднего поликарбоната.Но с другой стороны,чтоб в бюджет вписаться ,были наружные регулировки и респиратор влез,особо вариков не было.Буду юзать пока под ТИГ,посмотрим.Видно в светлом состоянии хорошо,обзор широкий.По нашим бабкам с доставкой и тремя стеклами вышло 1536 грн.От как- то так,больше похвастаться некому,окружающие крутят у виска)
1 балл
-
Приезжайте ко мне - слушайте, можете в деле опробовать, у меня 2 аппарата ас лс гроверс, и холодильник,1 балл
-
А что Вас в гарантии не устраивает ? По - моему, без всяких преувеличений, поддержка в сервисе в моём лице тут никогда не прекращалась и была на хорошем уровне. В отличии от многих фирм, я никуда не прячусь и от проблем не убегаю и не отписываюсь. 200Р не брат близнец Веги. Они разные. 200-й, что поболее, я бы не сказал, что у него вентилятор воет.1 балл
-
@Kurt1,чего надо, фильм? А кофе не принести? Вопросы по фото на которых есть заточенное мной сверло есть? По кромкам искажения оптические и какие ещё там наблюдаются? Я разговаривал с человеком, который в теме, потому все объяснил. Вы можете идти мимо, кроме демагогии ничего от вас так и не дождался. И да, можете присоединиться к минусователям)1 балл
-
Вот этот момент напрягает. Начинается подточка, а следом переточка. Дороговато P6M5K перетирать в труху. Я решил немного автоматизировать процесс заточки. Главное это симметричность, правильные углы и задний скос. Как на ирвиновских скос тяжеловато обеспечить. Он машинный и обеспечивает и центровку и пятку.1 балл
-
не вижу, чтобы щеткой прошлись. Без зачистки варили? И еще ... в руках баллон с пропановым газом и горелочкой... диск грели?1 балл
-
@Глобул, Саня с Днём Рождения!!!1 балл
-
У меня есть часть заводского вращателя двигателей,я её хочу приспособить для сварочного вращателя.Так там червячный механизм,можно для вращателя приспособить трещётку от Камазовских тормозов,тож будет в любом положении стопорится.Да таких трещёток во многих грузовиках полно,в иномарочных они покачественней.Из них даже лебёдки в гараж делают,у меня тоже такая есть.1 балл
-
У нас так варят: На гараже написано "Сварка аргоном".
1 балл
-
Теперь "колитесь"- вечером , заходя на кухню, многие ели жаренную картошку прям со сковородки?
1 балл
-
36 в тени, только что сходил посмотрел. Вчера получил недельную з/п - 2 тыра , счас 100рэ в кармане. А и хрен с ними: не было денег, и это не деньги
1 балл
-
Это целлюлозные электроды - они "быстрозастывающие". При сварке он создавал/поддерживал "замочную скважину", сквозь которую он создавал форму шва на обратной стороне, также сквозь "замочную скважину" поступает и газовая защита этой обратной стороны шва. При сварке "углом назад" или "углом вниз" в данном случае, газовая защита по идее лучше. А чтоб не было наплывов и прожигов - более аккуратные настройки аппарата, диаметр электрода, плюс навык, ну и удобнее ему было наверное. Основной смысл - создать хорошую форму шва на обратной стороне. Второй проход, тот который "горячий", используется для исправления дефектов корневого шва, которые получились уже с наружней стороны - подрезы и вкрапления шлака по бокам шва (так называемые "цепь вагончиков" которые визуально получаются на рентгене). Подрезы это стандартная проблема целлюлозных электродов, они варят как бы струйным переносом и дуга сначала как бы вырезает основной металл, а потом только идет заполнение, и чтобы не было подрезов надо специально удерживать электрод у кромок, как-то так. Но при скоростной сварке ниточный корневых швов, сварщику как бы не до подрезов. Шлак от целлюлозных электродов позволяет его переплавление, и чтобы не вырезать болгаркой всю наружную часть шва в попытке вырезать зашлакованные подрезы, корневой проход слегка защищают, а потом "горячим проходом" переплавляют и устраняют все дефекты корневого прохода. Когда же нужно особо высокое качество металла шва, то корневой шов почти полностью вырезают, грубо говоря оставляют только обратный валик, и остальную часть шва заполняют основными электродами.1 балл
-
@brat_h,Чтобы сберечь глаза и купить спидгласс мне нужно продать почку.) Бинцель нормуль,даже что интересно по ходу на электромагнитный импульс реагирует.При промышленных нагрузках покупается стекляшка за 200 грн и шпарь себе сколько влезет.1 балл
-
Короче не стал я заморачиваться,купил набор юного аргонщега аш за 243 грн. На первое время хватит.Буду копить на Бинцель,нравится мне эта маска).
1 балл
-
Консультант нарисовался.1 балл
-
Тем что он оставляет вкрапления абразива на поверхности, и это архи плохо влияет на качество шва...1 балл
-
В советсое время на один из заводов поступил заказ на трубьё для дружественной африканской страны.Пока готовили заказ, паралельно обучали специалистов со стороны заказчика.Мужику достался один из них и он начал обучать с резака--чтоб тот понял,что такое вообще расплавленный металл.Подкрался он как то к ученику который кромсал металлолом и пережал горючий газ--ученик долго не мог понять в чём дело, кричал и жестикулировал, а когда увидел причину, затаил "черную" обуду. Варит мужик электродом,краем глаза смотрит--ученик крадется, виду не подал, дальше варит.Африканец кабель пережал и ждёт эффекта,а мужичёк обмазкой по детали чиркает, жестами и мимикой выражает растеряннось--куда мол напруга делась. Ученик был очень доволен--свершилась страшная месть.1 балл
-
Вот ещё позитивчик: http://www.youtube.com/watch?v=Z4Y-OWLFDW0&NR=11 балл
-
От Галыгина(хоть и не нравится он мне) Сварщик. Сварщик ссука счастливый. Сварщик - это такая профессия, когда человек каждый день на работе думает, что Новый Год. А какой новый год без маскарада? Поэтому сварщик ссука все время в маске, и она ему портит жизнь. Сварщик все время думает, что у всех рожи фиолетовые. Но есть ссука газосварщик. Это очень богатый сварщик. все знают, сколько можно наварить на газе да? Можно наварить столько, что сын никогда не станет сварщиком.1 балл
-
Пришли как то светилы с наездом-почему мусор в трубе?! На снимок смотрим, пучёк проволоки-быть такого не может!!! Мужики светят в трубу(325я), а на них лупает зенками представитель пернатых(некоторые из них осознав своё предназначение летают задницей вперёд), натаскал паршивец огарков присадки(естественные материалы почему-то ему не подошли) сверху пух и стяжка из дерьма, сидит довольный, яйца высиживает. Пришлось обломать печугу1 балл







.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)