Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2019 во всех областях
-
Вадим, я думаю это не возможно проплавить ,,,,, с зазором залить да можно но проплавить нет. Ну и теперь мои доводы ,,,, несколько лет тому назад когда появилась "сжатая дуга" сперва у ЕВМ и на помню название ее, помом у Меркле называется DEEP , так вот они в унисон начали рекламу давать что 15мм насквозь нет проблем . Некое время спустя пошла хитрость то есть стали ставить пластину под неким углом и с этим углом получалось типа разделки ну и туты ясень пень что проплавляли и заодно и угол заливали металлом. Но еще чуток времени прошло и уже сей "фокус " не прокатывал , так вот снизили порог до 8мм и теперь примерно так и есть и "обман" или "восторг" производителей о "сжатой дуге" прошел . Вот очень хороший инженер из Евротека пробовал 15 мм DEEP на сквозь и видео было некое время , но потом убрали так как получилась полная хрень. http://merkle-russia.ru/news/1656/ http://merkle-russia.ru/info/1902/ вОТ тут инженер и Краев немного "шуткуют. Ну и вот DEEP в живую и на вскидку пластины по 12мм и может чуть больше или даже меньше и нет полного провара и не будет даже пусть он на усю мощь 550А аппарат запустит , в крайнем случае шов стечет на нижнюю пластину а на верхней останется не хилый подрез.10 баллов
-
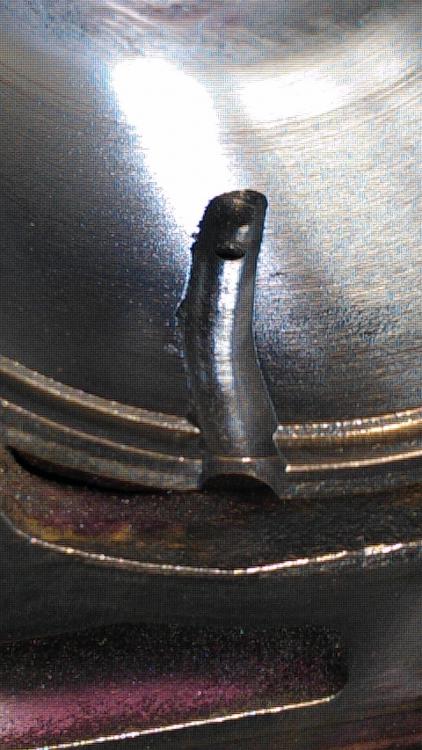
- Какая-то чугуняка типа фланца переходного.Сварка с двух сторон,потом накладки.Накладки задумка клиента.Далее сделают мех.обработку прилегающей поверхности. - Трещина в посадочном месте гильзы.Два прохода.Обратный валик получился хороший.Трудно было сверлить окончание трещины,даже г-образный переходник не лезет,места мало.Забрали уже к станочникам. Все работы Панч-11, WP-20, сопло 6L попалам отрезанное,WZ-8 диа.3.2мм,
 9 баллов
9 баллов -
Валера, думаю тут где то "собака" зарыта, (красным подчеркнул). Давненько я свой феб случайно подключил к 380 в место 220 он мне в легкую протыкал 12м на сквозь, мереть не мерил что там на выходе у меня было но предположу что далеко не 20в... тем более что это все же ВД а не инвертор... Не знаю смеяться или плакать.... что у вас тут для подражания, сила ВД 306, застрявшее производство в прошлом веке из-за руководителей производства??? Это последние вздохи подобного подхода к производству, на одних знаниях ГОСТа и метало ведения (что тоже не всегда подтверждается, больше пафоса и гонора, далеко не "уедешь")... И слова подбирайте (сами не любите когда подобные выражения касаются вас) и не обобщайте, тут давно не мальчики из (ОК ГУГЛ) и многие видали производство по "чище" вашего и кто себя ценит уважает давно ушли из этого "колхоза" и подобных "председателей" и работают там где есть чему учиться и расти или свое дело открывают без стенаний и поиска виновных.9 баллов
-
7 баллов
-
Всё у всех сильно по разному.Очень сильно. Например у нас: Нельзя бить по деталям молотком сильно -- остаются следы -- некрасиво. Нельзя счистить окисел на листе до белого под сварку -- это слишком долго. На наших сталях он очень крепкий, и даже обычный шлифовочный диск его берёт очень медленно и с трудом. А всякие там тарелки и лепестки вабще не прогрызают. Нельзя оставлять набрызг на изделии. Нельзя использовать никакие пространственные положения кроме нижнего -- все швы гладкие и ровные. Нельзя оставлять на деталях следы захода плазмореза. Вобщем всё для красоты, и разумеется кислота у нас не используется. У меня есть под порошковую проволоку пару баллонов на тот случай если "мой" п/а без пульса становится на сварку товарных изделий, а так то у нас швы от простого п/а без пульса не прокатывают, а трёхкомпонентной смеси поблизости нет.7 баллов
-
@selco, Тему знаешь-зазор здесь должен быть.Оптимально 1 -1,4мм. Читаешь эту ветку и складывается впечатление,что чуть ли не все сварочные гении здесь собрались:с утра до вечера изо дня в день классические сварные швы вылетают,как горячие пирожки..и рука никогда не дрогнет,и стесненности движения не возникнет в всех пространственных положениях.Свято соблюдаются технологические режимы во всех операциях. Засунуть бы этот народ в реальное производство с абсолютной экономией на всем и вся. Фрониусы,смеси,пульсы ... здесь на все толщины от 0,8 мм и выше проволока 1,2мм, кислота,что подешевле,выпрямитель и ВД 306 ..все.7 баллов
-
Сегодня привезли вот такой радиатор- скворечник с фронтального погрузчика, разрезал бачёк а там гнездо, яиц и птенцов не выявлено, значит успели вырасти и улететь с мышиными запасами внутри частенько попадаются но вот чтобы с птичьими гнёздами в первый раз
6 баллов
-
Сегодня маленькая шабашка была, хотя на маслозаводе все примерно в таком состоянии как этот трап, ванны тоже наверное скоро провалятся сквозь лист настила. Как им еще работать разрешают не могу понять. Износ всего 90 %, ладно ванны, у них отопление и производство используется пар.И немного видео УОНИ АНО ЛБ.https://www.youtube.com/watch?v=G6IiBONymjM&feature=youtu.be
6 баллов
-
Поддерживаю ваше мнение, и есть риск то что по горит резинки сальники прокладки пластмасски рядом с местом сварки температура там не шуточная ,привозили коробку от иномарки нам кусок приварить а рядом был привод спидометра , разбирать лень было им сразу сказал приварить смогу но без гарантии и если что то там внутри сгорит я предупредил вас6 баллов
-
@Schlosser, Я думаю что свой ответ на вопрос Вы найдете в книге Потапьевский А.Г Сварка в защитных газах плавящимся электродом. -М.Машиностроение, 1974. -240с и книга Аснис А.Е. и др. - Сварка в смеси активных газов - 1982 Сварка в защитных газах плавящимся электродом Ч1- Сварка в активных газах. Потапьевский А.Г..pdf5 баллов
-
Курица говорите???
5 баллов
-
если правильно, то надо разбирать если нет то будет ерунда.5 баллов
-
"Антивандальный комплект"... хотя у нас и не такое ломали...
5 баллов
-
@Вад11, кислота не даст струю. @Точмаш 23, смеси нет что ли? Вот на днях Хелвиком варил, фланец 18 мм, кольцо 4 мм, Проволока 1.0мм. Пульс конечно, но струя у него ещё стабильней. Единственное, не рискнул на детали подобрать режим, потому зарядил пульс.
5 баллов
-
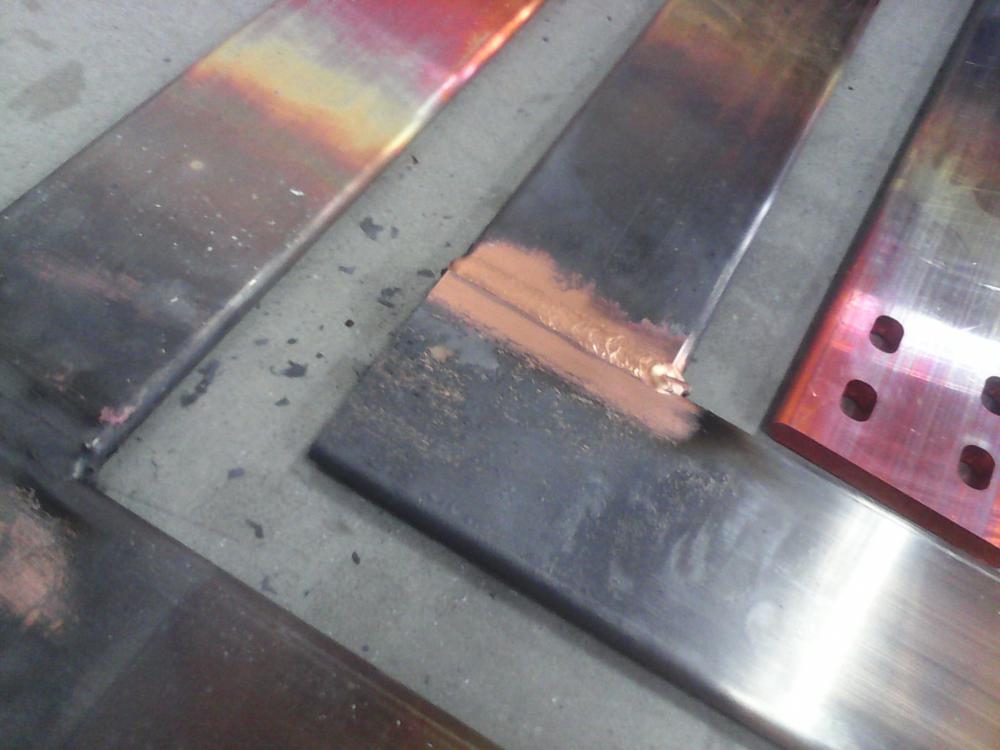
Медь 12мм. CuSn1 1мм, двойной импульс, 5герц, пик +15 процентов мощи, прогрев до красна, х образная разделка
4 балла
-
Победил, нарезав лапшу с клапанной крышки БМВ.4 балла
-
@Кустарь,Причем всей семьёй.
4 балла
-
@svarnoi69,@Кустарь,Есть литература специализированная,если шо.
4 балла
-
4 балла
-
Ну и наконец то я добрался до собственного котла . Пока только "раздел" его и подготовил к опрессовке , координаты трещины надо определить и глазом особо не видно .
4 балла
-
А что посоветовать толком? Почти тоже самое,что люминтий варить, но самый лучший результат варить лапшой не из под крышек и поддонов,а непользованым и не промасленным.Я лично купил у МАГа(форумчанин) лист 2мм и нарубил лапши. Есть же тема "Сварка магния". Никаких хитрых ньюансов вроде нет,подготовка,зачистка и сварка.3 балла
-
@Serj55441,Такая ещё инфа,что есть г- образные переходники под шестигранник и сверла с шестигранным хвостовиком,т.е уменьшается суммарный вылет сверла,за счёт отсутствия патрона.Может будет Вам полезна информация .3 балла
-
Конденсер от ДАФа, может быть главный радиаторщик страны со словесным поносом покажет нам где на нём температурные складки?
3 балла
-
вероятность что отпилят ножовкой (если не выкопают) и сдадут в металлолом рельсы 99%.3 балла
-
Такой расширительный бачок получился.
3 балла
-
Удивляют "кадры", купят недешёвый генератор, а заливают "бурду", принесли с двумя отверстиями Д-5мм. в окончании- 4- ре проблемных места, 2 подварки ,после керосина, пришлось делать.
3 балла
-
https://www.youtube....gevgeniilysenko Полная версия. В ней о важности давления поддува в трубе, про снятие крошки правильно после реза орбиталкой фрезой, а так же одна фишка по разности диаметров труб или отводов в 1-1.5 мм3 балла
-
Углекислота.Проволока ф1,2 . Ток 370а, 48в...с полным проваром.
2 балла
-
Спасибо. Прикручу от греха подальше. Но с обрезками поэксперементирую)2 балла
-
@saper24, Процент углерода высок - 0,4-0,55. Сталь 45.Рекомендации по сварки стыков рельс - УОНИ 13/55 -85 плюс подогрев.2 балла
-
кран балка самодельная по ним бегать будет. Реденько.2 балла
-
Если очень хочется,то можно,только пластичным металлом2 балла
-
Перевозили мы тут эскалаторы. Фирма финская, сборка китай. Глянул на швы которые на ружу - любо дорого глянуть. Чем думаю варили ровно ж так. Пальцем тык, крашеный герметик. Замазаны швы. А внутри все как надо, поры, наплывы, подрезы))) Тем не мение монтажные уши не оторвались по ходу переезда. Но за то влупили алюминиевую окантовку из уголка. До нас, погрузчиком видимо. Стык под 45° заварен с лица на 70% длинны. Зачищен. На сломе проплавление на половину, обратная сторона стыка девственна. Лопнуло по шву. Не знаю куда смотрят фины, но видимо на отчеты продаж в основном. Дяденьки, так можно рельсу приварить к профтрубе или лопнет шов?2 балла
-
ЭХ , ну чо сказать и думаю лучше промолчать и думаю ОТК этих швов не видело в живую а вот на бумажке может и то когда штемпель ставили. Кстати вот туты рассматривал Комацу фронтальный погрузчик , так вот там примерно тоже самое что на нашем кране . Вот как нить попадется под руку сфоткаю и похоже мир сходит с ума если уж японцы стали так варить , впрочем может и не они его и делали а где нить в Индонезии .2 балла
-
На территории лежит мостовой кран,привезенный и Казани или близлежащих окрестностей.Сделал несколько снимков для любителей эстетики сварочных швов.Безусловно,они были приняты ОТК.
2 балла
-
@Глобул, Выставляю режим по звуку дуги,говорю слесарю-посмотри показания приборов выпрямителя. Сила тока 370а ,напряжение 48в и стабильная дуга.Шов на снимках.2 балла
-
А чо так можно было? Вот общие рекомендации для выбора диапазона тока под толщину проволоки. Так считает компания Selco: Конкретно по типу проволоки можно почитать в её документации, но я чот сомневаюсь чтобы там было хотя бы 350 ампер для 1.2 мм То есть режим сварки сильно нарушен, и прочность соединения под вопросом. Однако... Однако вместо того чтоб исполнять тут капитана Очевидность, а для кого-то и вобще, адмирала Ясенпень, стоило бы поинтересоваться -- как удалось в таком режиме получить более-менее приличный валик! И способен ли я это повторить? Лично я так понимаю пассаж маэстро. Или мы у дядьВалеры тоже поинтересуемся нахрена к пивной банке приварена такая толстая алюминиевая заглушка?2 балла
-
@copich, Действительно пошла какая -то бадяга. Обыкновенный сварной шов.Толщина этой пластины 8 мм,а не 10,как сказал ранее - ошибся..Без зазора на этих токах,проплавление %60,а с зазором 100%.Иными словами,проплавление пластины происходит на всю глубину,в данном случае 8мм без скоса кромок за счет зазора между торцом пластины и основанием.Кто -то нашел здесь брызг миллион;невероятную выпуклость катета и т.д. Уверяю,все находиться в пределах норм. Шов формируется в чистой углекислоте иначе,чем в смеси - это же должны знать все и естественно внешний вид швов будет разный. Этих швов приходиться гнать по 20-30 метров в день.Потом основание стыкуется с крышкой и приходится выполнять сварные швы в труднодоступных местах,где уместны повышенные режимы,чтобы избежать лишних манипуляций горелкой. Абсолютная банальщина,откуда такой ажиотаж? На нижнем снимке - привезенный образец и я должен ему следовать,только стоит ли?Это катушки для намотки проволоки после протяжки.Прочность конструкции будет обеспечена,швы скрыты и никто их не увидит. Сталь Fe360B
2 балла
-
без начальника http://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gifhttp://chipgu.ru/images/smilies/kolobok_redface.gif2 балла
-
Это Хелви в струе. 92/8. Поиграться, к сожалению нет возможности, пока прихватывал, настроился как успел.
2 балла
-
Практика покажет2 балла
-
Ну, тройной воздуховод (окрашено синим цветом на картинке) был и в модели 9100 Air, из новинок тут система регулировки обдува (выделено зеленым) - правый рычажок регулирует наклон потока воздуха над лбом - ближе/дальше от лица (при помощи зеленой детали в центральном сопле); а левый - регулирует баланс потока воздуха между верхним центральным каналом и двумя боковыми. И все это не снимая маски. Наверное полезная фича, особенно если вспомнить что турбоблок дует очень сильно, на что тоже были жалобы. Далее - в то время как видать патенты на дизайн 9100FX Air уже кончились, и его уже начали активно копировать, например "Tecmen TM1000 FreFlow V3"или "Kemppi Gamma", и начали делать похожие забральные версии масок, достаточно громоздкие и тяжелые, в принципе как и сам 9100FX Air, на что жаловались достаточно многие - в 3M Speedglas решили что пора уже решить эту проблему - сделать маску покомпактнее и полегче, хотя с весом тут еще не известно, что получилось, но пластик корпуса кажется более тонким чем у 9100. Также им пришлось сделать такую модель светофильтра, к кнопкам управления которой можно было бы хоть как-то подлезть пальцами в более компактном дизайне маски, или даже вообще не лезть к кнопкам светофильтра, а управлять им через смартфон по Bluetooth (это наверное даже приоритетный способ настройки - чтоб не лезть грязными руками и не пачкать/царапать большое защитное стекло). То есть вот с таким умным видом придется удобно управлять маской Далее они адресовали проблему с "подбородком" - это тоже была одна из жалоб на Speedglas-ы, особенно заметная с малоформатными светофильтрами, когда из-за упирающегося в грудь "подбородка" светофильтр не мог опуститься ниже. Фототадчики доукомплектовали до 4-х штук, но у двух нижних уж как-то сильно ограничен обзор вниз... даже хуже чем у предыдущих светофильтров. Опять же - вариант кожаного или тканевого "подбородка" возможно пригодится для решения и этой проблемы. Съемное забрало - наверное там где воздух очень грязный или очень жарко и без сварки, может быть интересна и такая фича. Иначе проще снять всю систему и одеть обычный щиток. Разные комплекты "лицевых уплотнителей" позволяют пользователю наращивать степень респираторной защиты в рамках одной системы, а фирме позволяют неплохо зарабатывать на "тряпках" , которые и стоят дорого и расходуются быстрее чем пластмасса. В общем это все исправление предыдущих недостатков, добавление некоторых новых фич, и стратегия заработка для фирмы на ближайшие 10 лет наверное, но уже как бы в полностью новой системе, несовместимой с предыдущими - тут только внешнее защитное стекло светофильтра такое же как в серии 9100. И так как цена вопроса уж очень высокая, особенно если посчитать сумму всех дополнительных опций, которыми захочется доукомпектоваться, то всех кто будет "первопроходцем" надо убедительно попросить сделать толковые обзоры - что хорошо, что плохо, почему и в каких ситуациях, а не просто "О, как все круто!", или "А, фигня!" и больше ни слова...2 балла
-
В со2 струйный режим не добиться, только в смеси, в со2 у вас всё равно будут брызги, можно индуктивность уменьшить тогда вы капли разрбьете, но все равно перенос будет крупно капельный. В со2 будет глубже провар, но перенос будет не управляемый, это же основы сварки2 балла
-
привет от дефектоскопистов )
2 балла
-
В этом году - 30 лет альбому "Последний герой". (в апреле или мае вышел, не помню уже) мысли на текущий момент...
2 балла
-
Вы там какие объёмы гнать собираетесь, чтоб накопилось хотя бы пару кубометров кислоты? Расход грубо 10 литров в минуту. Чтобы вытек куб надо 16 часов кнопку горелки не отпускать.2 балла
-
Будень что-то не задался....частично.... По всему эта шина бензореза из магния, по всему... Но не хочет свариваться хоть тресни. Китайский магний принесли, у меня чуток распила. Всё не то... Опыт сварки магния минимальный - пару клапанных крышек с БМВ.
2 балла
-
На фанерке чертите круг нужного радиуса, делите его на углы (3 шт) по 120 градусов. Вбиваете гвоздики там где ноги будут касаться фанеры. Центральное кольцо и верхнюю корзинку размечаете на три сегмента. Собираете на струбцины - варите.2 балла
-
@selco,И смотрит слон на столбики сии и грустен вид его слоновий.И думает унылый слон,что даже хоботом своим возможно лучше б он сварил.А был бы металлургом слон,так у него бы нержа не ржавела.А если человеком стал бы слон,он всех бы выпустил животных,столбы бы были не нужны.И смотрит слон и грустен вид его слоновий...2 балла
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)