Лидеры




Популярный контент
Показан контент с высокой репутацией 27.03.2019 во всех областях
-
Почти готова......
 18 баллов
18 баллов -
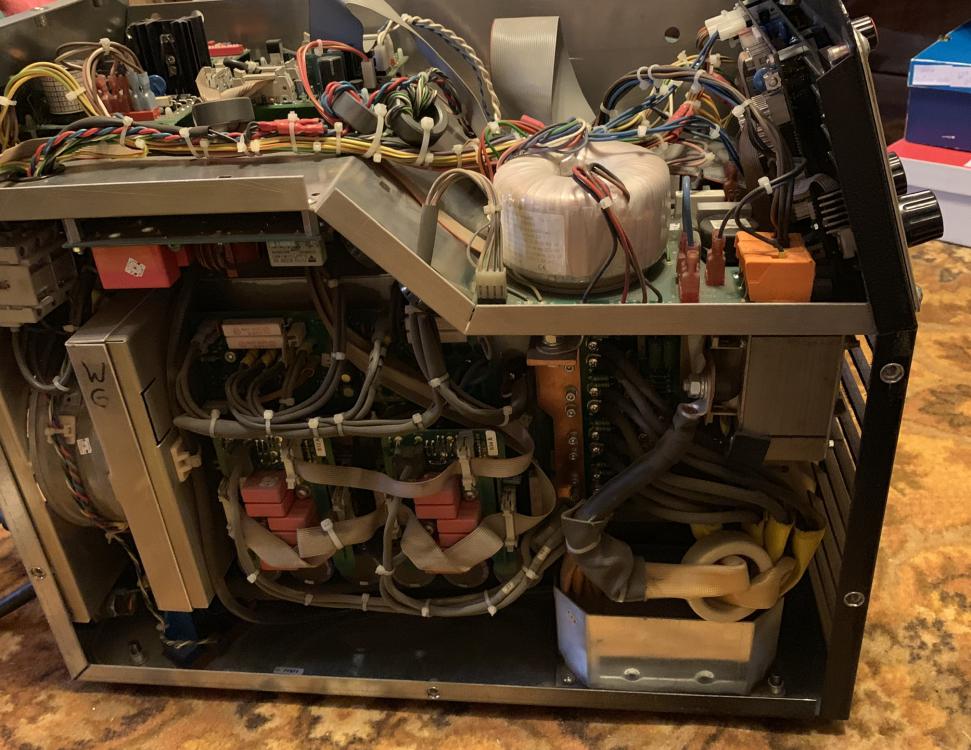
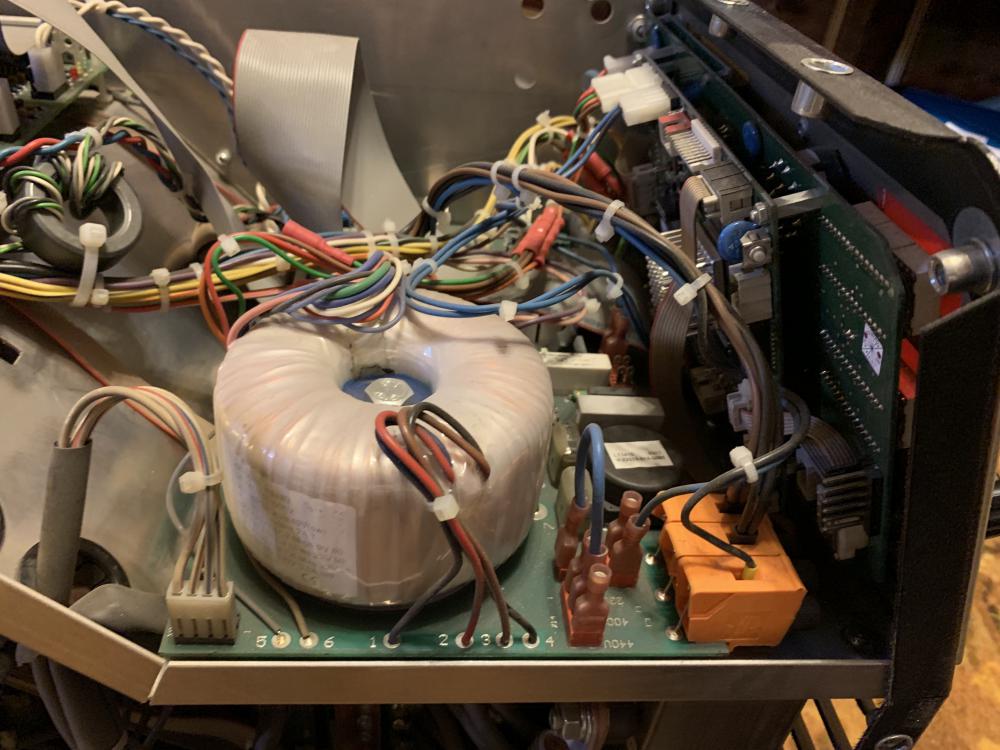
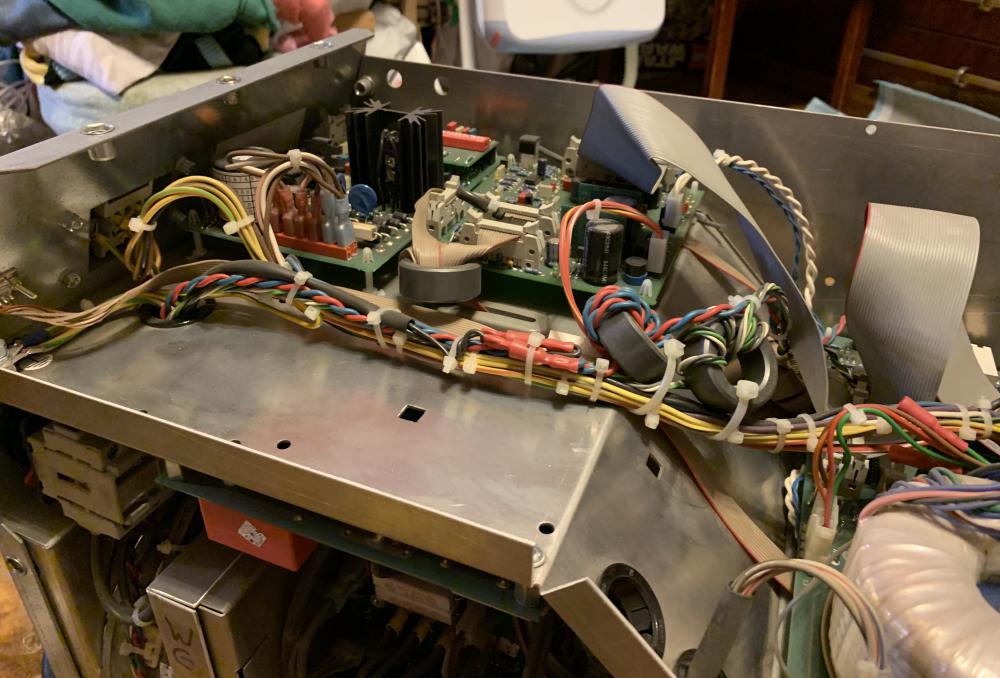
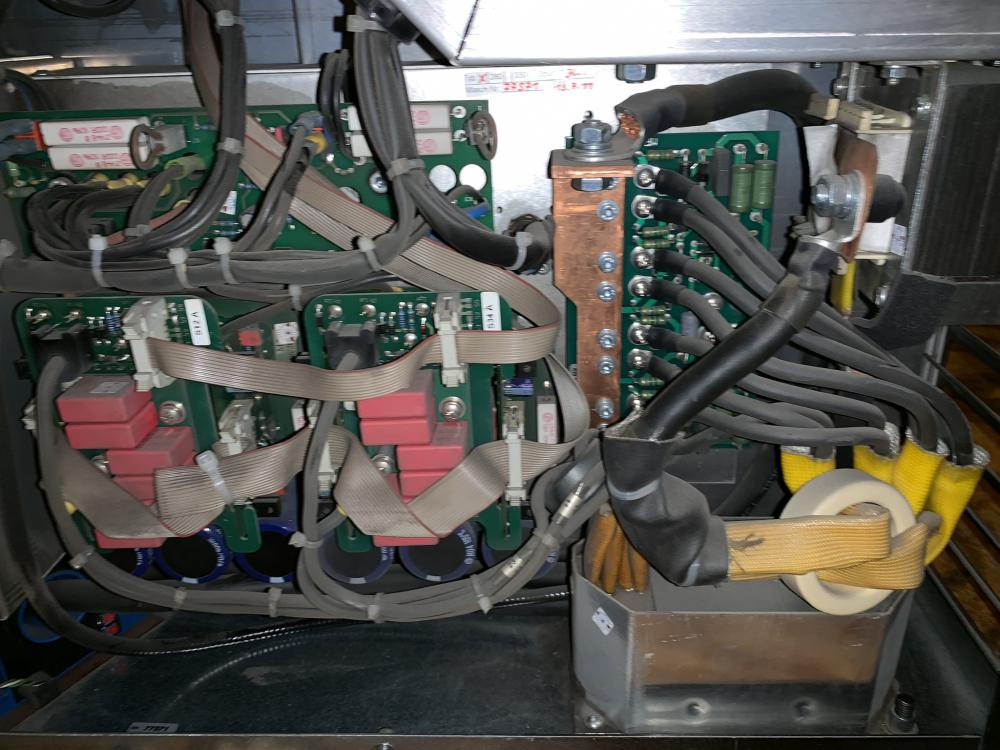
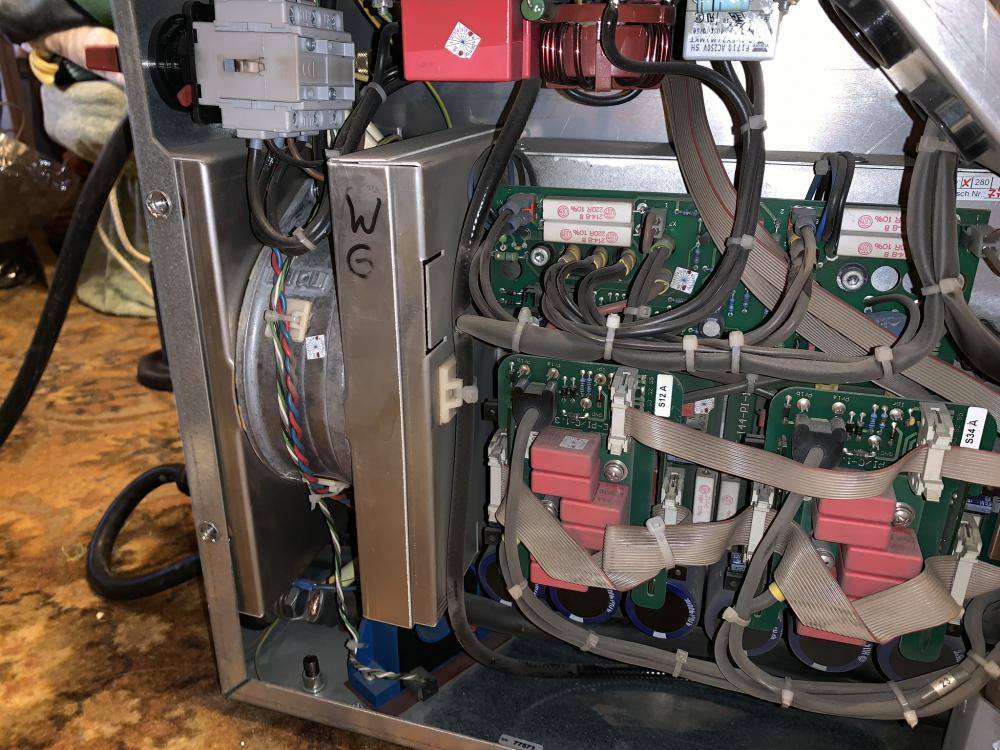
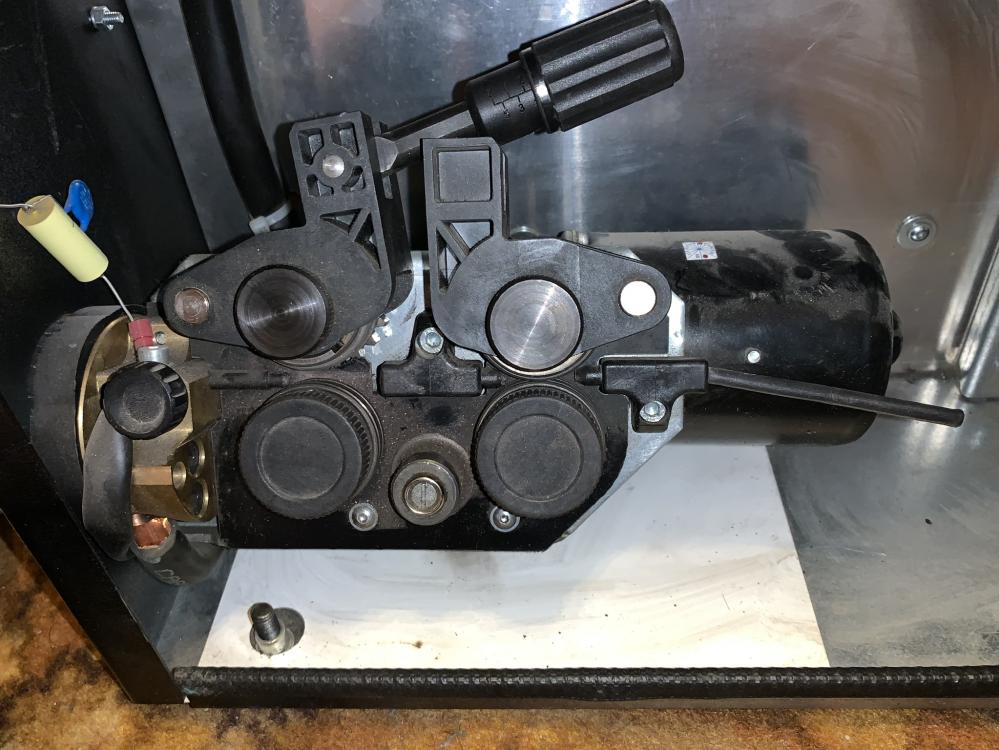
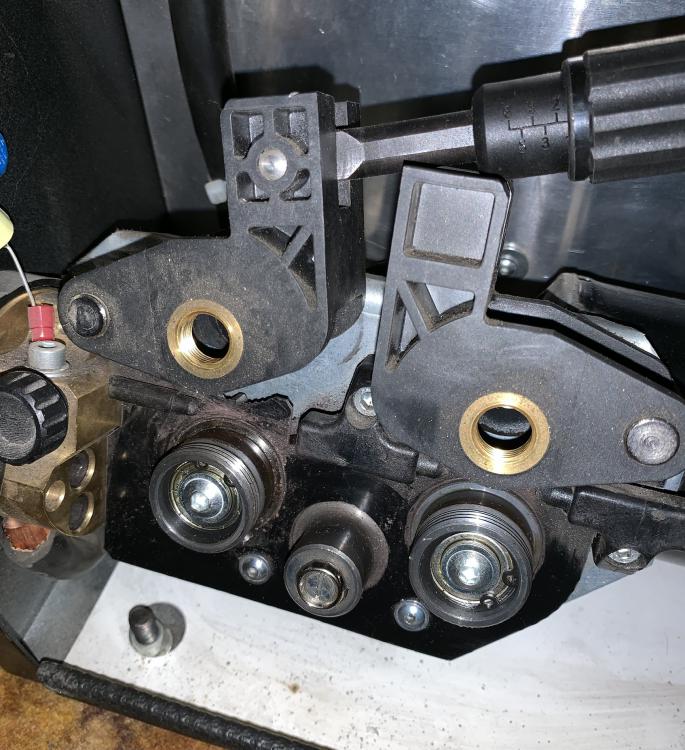
Долго искал подмогу своему Форсажику 200ПА. В нем лично мне не хватает 4 роликового протяга и всяческих наворотов типа пульса. Ну и хотелось трехфазника. Итак, набрел на авито на этот аппарат. Бесценную помощь в покупке оказал Валерий Selco, за что ему отдельное спасибо. Итак, начну с внешнего вида Внешне аппарат уныл три маааленьких дисплейчика и куча крутилок. Вернее, три крутилки и четыре переключателя режимов. Разобраться непросто, вдобавок толковой инструкции к нему нет. Вообще. На задней панели разьем для управления водянки, разьем для подключения компьютера и силовые разьемы кабеля массы и держака в режиме ММА. Внутренности Внутри наверчено электроники ну прямо дофига. Причем, вся она разделена на верхний этаж, который полностью изолирован от силовой части, нижнего этажа с силовой частью, ребра которой выходят в отдельный изолированный канал охлаждения. Все выклядит очень кондово, кругом медь или алюминий. Силовой кабель на клеммы минимум 50 квадратов меди Охлаждение Охлаждение сделано интересно. Настоящий туннель коробчатой формы между отделением с катушкой и силовой частью. В него выведены все ребра охлаждения. Туннель с помощью здоровенного вентиля засасывает воздух сзади аппарата и выбрасывает из морды. Недостаток- нет фильтра на входе, как у того же фрониуса, и так как как аппарат б/у, на электронике пыль есть. Причем металлизированная. А нормально продуть и пропылесосить аппарат проблема- монтаж очень плотный. Протяжка. Протяг 4x4, все ролики приводятся во вращение шестеренками от движка. Сам двигатель здоровенный Все ролики на подшипниках. Верхние ролики плоские, нижние с Vканавками под проволоку 1,0 и 1,2. Нужно будет искать под 0,8 и U образные под алюминий. Входная, средняя и выходная трубки в механизме сьемные. Зачем, не знаю. Верхняя прижимная часть пластиковая с латунными вставками. Нижняя металлическая
6 баллов
-
ты стал поступать как те лепилы что за 1см/100р берут, и не развиваются и скорее всего и присадка у них провод АЛ но придет время когда понадобится менять рукав, чинить аппарат и т.д. и они утонут и ты то же, хочешь с ними конкурировать, зачищай и бери столько же, клиент конечно не всегда понимает но достаточно нескольких правильных клиентов и они буду сарафанным радио и через год другой спокойно поднимешь цену и у тебя будет уже свой клиент, тем более болгарка не много расходов несет да еще покрасить вообще некоторые расплываются в недоуменной улыбке. И еще добавлю - когда тупой клиент везет правильно отремонтированный диск в шинамонтаж то и там не все лохи, понимают что собрать герметично и сбалансировать легче, интересуются - где так классно отремонтировал а он им твою визитку передал по твоей просьбе (ты же наверняка имеешь эти бумажки), вот тебе еще добавок к твоим клиентам.6 баллов
-
@Anton VL,ладно,ко мне едет тоже,сам проверю.6 баллов
-
@круазик, http://krabov.net/uploads/posts/2019-03/1553535460_0016.jpg6 баллов
-
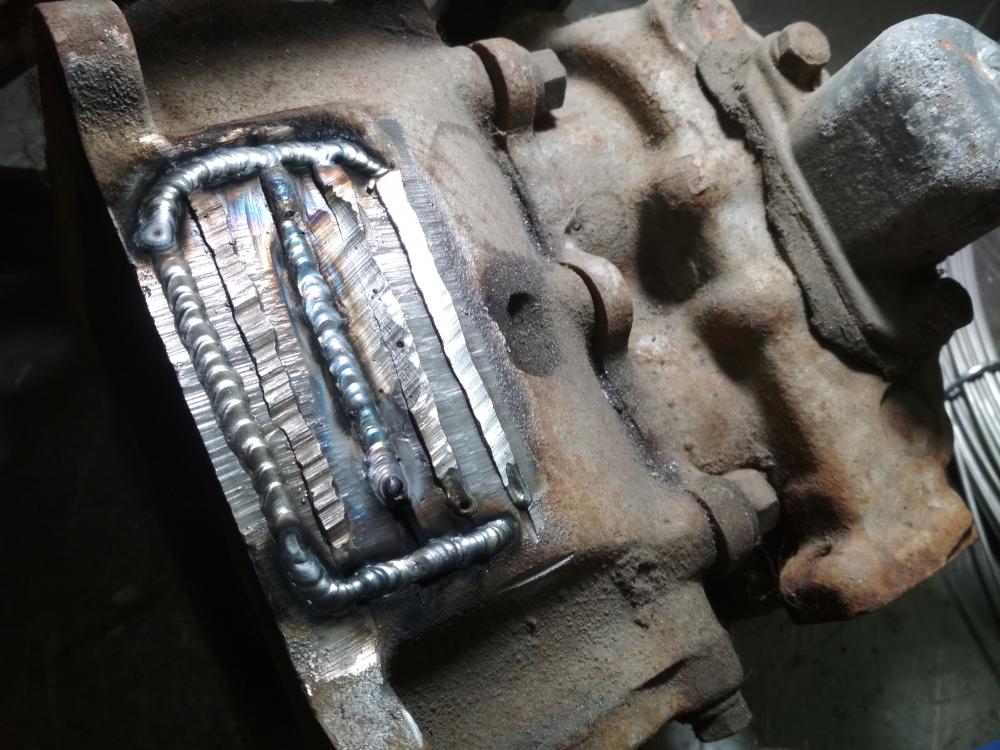
--------- Еще раз повторю:чугун чугуну рознь.Это проволока ф1,2 .В зоне зтв поры отсутствуют.Могут быть единичные поры в середине шва.Это сварка "на холодную" в узкую разделку (3мм) без газовой защиты.На промасленных чугунах дела будут обстоять хуже,но там важна будет подготовка:либо выжигание масла горелкой,либо обработка горячей щелочью(если возможно кипячение) Состав панч 11 разрабатывался для холодной сварки и ,в настоящий момент,проволока Александра соответствует требованиям,предъявляемым к этому сварочному материалу. Надо сказать несколько слов о диаметре.Все-таки я бы исключил диаметр 0,8 как таковой в принципе.Оптимально 1 и 1,2мм.
6 баллов
-
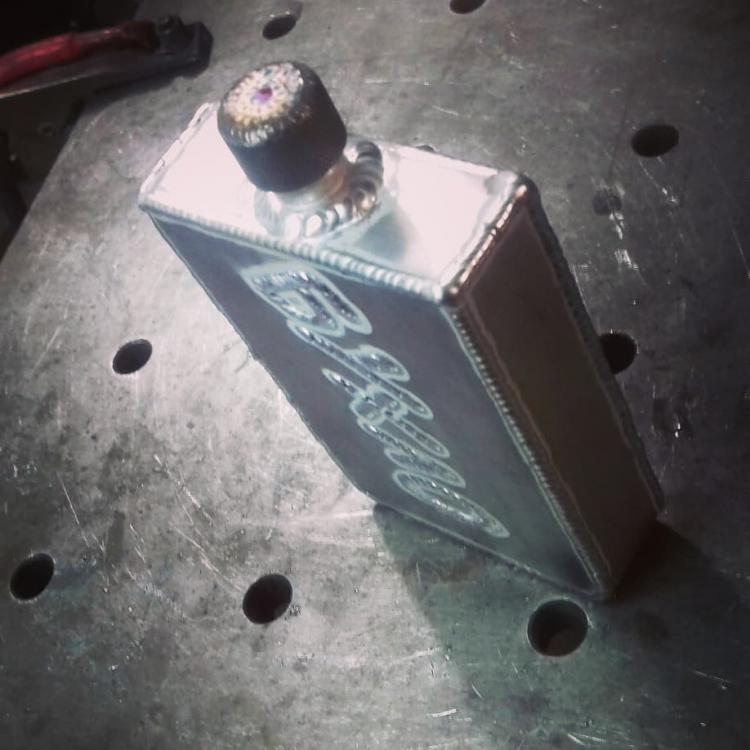
фляжку я сварил,чехол делал мастер по коже. и пробы на тонком алюминии
5 баллов
-
Что- то страшно,что- то не очень,а что- то и ничо.Главное,шоб работало.Будни ремонтной службы...
5 баллов
-
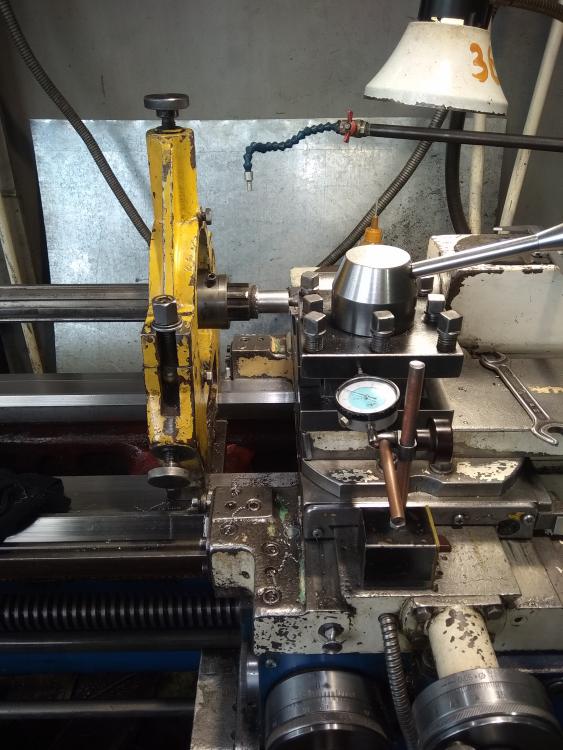
Небольшой ремонт аппарата. Где то старым хозяином была потеряна гайка крепления катушки. Я на радостях не заметил. В итоге сам корпус напечатал на 3d принтере, а резьбу нарезали на токарном. Ходит плотненько. Дизайн мой Было сомнение, что резец вскроет внутренние полости на детали, но даже на 80% заполнении все норм
5 баллов
-
@Георгий 11,Не знаю,мне обработать снаружи,хватает пяти минут,зато клиенты чуть не писают от удовольствия. @Kurt1,Да вся округа уже давно всё знает,,есть ещё двое,так после них я беру две три цены и все монтажки знают.5 баллов
-
По моему он прекрасен Сварочники с дизайном чайника мулинекс или утюга тефаль, мне на подсознательном уровне не внушают доверия. По настоящему суровая техника, для серьезной работы, должна быть квадратной и железной. А крутилки у него не невзрачные, а винтажные Мои поздравления и счастливой совместной жизни5 баллов
-
сегодня вообще мало времени было. из проверенного - баланс от 10 до 65 очистки (DC+) очень похоже на правду. баланс по амплитуде не совсем вкурил, нужно будет ещё помучить. пульс 500 гц на AC поджиг на AC явно дорабатывать нужно. осечек на слегка грязном электроде достаточно большой процент. из того что ранее забыл написать - сейчас работа на спаде некорректно реализована, т.е. если нажать на кнопку горелки во время спада, то цикл полностью завершается, потом поджиг и по новой всё идёт. по хорошему с момента нажатия должно сразу на рабочий ток подниматься. по этому вопросу Константин сказал что подправят логику.5 баллов
-
Саратов оттаивает...
5 баллов
-
Примерно так выглядит везение :5 баллов
-
При намотке наблюдается волнистость проволоки и довольно часто проволока застревает в канале и механизм подачи может останавливаться или пробуксовывать.5 баллов
-
Ещё добавлю из своих наблюдений. Он слишком мягкий. Мой Меркле активно жуёт данный диаметр проволоки. И шибко быстро плавится, с брызгами и прикипанием к токосъёмному наконечнику. Я накрутил косичек и вовсю аргоню им.5 баллов
-
А может и навертится и не будет тереть , но тогда подрезать можно на токарке или крышку приоткрытую держать и Меркле не блокирует сварку при этом у некоторых блокировка есть простейшая кнопочка и обмануть можно . Да согласен да и это как в истребителе , тумблер клац другой клац , третий клац ровно три секунды и почти готово к бою . Я вот в свое время за сии крутилки и выбрал его и не жалею не капли и пока он не чем не уступает современным . Р.С. Да совсем забыл и мои Поздравления!!! Ч то не ясно будет в управлении и сварке , спрашивай не стесняясь4 балла
-
Да так оно и есть и даже более скажу обычно эти трещины всяких мастей у тех кто гоняет и думает машина и диски все выдержат но это далеко не так. Кстати тут в мой задний диск угодил на приличной скорости Опель , меня даже развернуло почти на 90 градусов , опель потерял все фары они вообще из орбит на асфальт вылетели , естественно бампер в хлам и радиатор потек . Вышел от туда лихач- из средней азии и говорит спешил за цементом , денех нет и т.д. . Гаи ждать два часа и решил так , прокатился чуток диск ровный машина едет как и прежде , в общем высказал я ему усе по русски и уехал . Так что диски имеют огромный запас прочности но некоторые и его умудряются израсходовать . Ну а теперь давай экскурс и начнем с литья под давлением и фильм СССр , ну и еще по мере добавлять буду фильмы уже не посредственно касаемы дисков. Так делаю в Японии но может не во всей конечно и есть другие технологии , но тут по сути раскатывают металл и кстати сварка тоже есть. Эти отливают но очень качественно Ну а это так называемые "кованные" и они самые крепкие но и самые трудоемкие в изготовлении4 балла
-
Миротворец, Вад11 Присоединяюсь! Удачи и терпения!4 балла
-
Однажды мне приносили Ресанты 250 ПРОФ, пять штук на ремонт (я вообще ремонтом сварочного оборудования не занимаюсь, но взял) и попутно обозрел немного. У пары были мелочи не связанные с силовой частью, у двух пробиты силовые ключи, еще один взорвался (прям в брызги разнесло большую часть корректора коэффициента мощности). Починил (все кроме взорванного), отдал, предложили еще несколько штук в ремонт (тоже 250 ПРОФ), но я отказался, были запланированы более срочные дела. В аппаратах запомнились маленькие радиаторы (буквально в два раза меньше чем на классических китайских "трехэтажках" - на долгое ПВ я бы не рассчитывал), очень маленькие байонеты, плата управления открытая всем невзгодам (стоит прямо за передней решеткой). Кстати, с этой платой и был связан один из отказов - случайная сварочная брызга удачно залепила цепь защиты, аппарат стоял в перегреве . Но они варят, я сжег несколько электродов, дуга приятная (по субъективным ощущениям). За достоверность показаний тока на передней панели я не ручаюсь, но в области средних токов (70-100 ампер по показометру) дефицита не ощущается, вроде совпадает. На высоких токах уже не понятно - электроды Phoenix SH V 1 (диаметром 4 миллиметра, категория E8018) должны нормально работать в диапазоне 140-180 ампер (по пачке), но на 140 чувствуется некоторый дефицит. При проверке сильно аппараты не грузил, электродов по 5-6 четверки, вроде никто не помер. Но повторюсь еще раз, обещанного ПВ я бы там не ждал, не смогут они при таких радиаторах долго работать, и их отказы это подтверждают. Все эти мысли - только ИМХО, но оно похоже совпадает с мнением общественности.4 балла
-
@Us1981, хорошая, правильная покупка! Долгой ему работы без поломок!4 балла
-
@konstantinXX, Обратная.Слишком много водорода тащит в шов этот диаметр.4 балла
-
@Schlosser, Антон , вот я пока ПАНЧ в ПА не пробовал и надо покупать , отстаю от остальных. Что касается ТИГ то там без "газу" не как нельзя и его требует не только металл но и вольфрам .3 балла
-
@konstantinXX, Буржуи же выпускаю,пусть порошковую,но делают.Почему наши не делают панч 12...не знаю,но,может,Александр созреет)3 балла
-
@Us1981, симпотно и мощно! Родная в половину уже. Широкую катуху поджимая, не навертится до торца резьбы и может тереться о крышку.3 балла
-
По мне, самому приятно отдавать когда сам доволен. Правки нет. Поэтому предупреждаю, что могут быть проблемы. Хотя мои сваренные диски без правки ставили. Но и я потратил при этом с кувалдой и сваркой не один час ... Покрутил, посмотрел, стукнул ... и т.д. Выходит красиво. Самому нравится. Тогда и отдаю. А денег ... Ну тут 100р за см не получится ни когда. рубль- два. Может и все три. Это конечно и от диаметра зависит и от трещины. А так, да 500р вполне адекватная цена. Все же гарантировать надо. А вдруг переделка ... Да и по расходам, газ, электричество, присадок и т.п. ниже 500р. ну ни как не получается. Ну хоть тресни. 100р, если только чиркнул лектродом и пошел. Каждого клиента все равно не зацепить. Но и на самотек не нужно пускать. Главное быть на чеку и слушать клиента. А говорить по телефону стоимость. Дело не благодарное. Сколько раз уже убеждался. А трещины на диске, это не рядовое. каждая уникальная и по размеру и по труду. Можно так попасть.3 балла
-
Виктор , вот смотри и книга 63 года и я так понял что борьба с порами и водородом , предлагается с его же помощью то есть водородом . Кстати не в одной этой книге сие есть и у других авторов тоже . Интересно , но дома держать баллон с водородом стремно (опасный он да и больно летуч и так забудешь закрыть и гремучая смесь в гараже получится) и что то не хочется , а вот готовую смесь думаю можно , но она и у нас тоже под заказ. https://markmet.ru/kniga-po-metallurgii/svarka-nikelya-i-ego-splavov3 балла
-
Полезное металлургическое воздействие на расплавленный металл обеспечивается при введении в сварочную ванну сильных раскислителей (рис. 8) — алюминия, титана и особенно РЗМ, которые во всем диапазоне температур сварочного процесса имеют большее сродство к кислороду, чем остальные компоненты расплава [35, 36]. К тому же в этих условиях оксиды названных элементов не являются газообразными соединениями. Введение в электродную проволоку на никелевой основе в определенных количествах РЗМ позволяет даже отказаться от защитного газа, выполняя сварку открытой дугой швов на тонкостенных чугунных деталях за один проход или в несколько проходов на массивных отливках при Ю. Я. ГРЕЦКИЙ, д-р техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины) Это проблема производителей проволоки. В новой проволоке Александра таких явлений не наблюдается.Проблема устранена.3 балла
-
Известна высокая склонность швов на никелевой основе к образованию пор [33, 34]. Для их предотвращения при сварке чугуна необходимо ослабление вредного влияния реакции восстановления оксида никеля водородом с образованием Н2О в период кристаллизации сварочной ванны. Проще объясню на примере ванны оксидирования.Смесь нитрида натрия,тринатрийфосфата и едкого натра кипит при температуре 141С.По мере выкипания,подливают воду.Так вот,сколько было случаев,когда при заливке холодной воды в ванну(от халатности до пьянки),плотность которой выше плотности рабочего раствора,вода опускается на дно,образуется пар,хлопок и происходит выброс содержимого ванны.Штука страшна,но как -то обходилось. Ю. Я. ГРЕЦКИЙ, д-р техн. наук (Ин-т электросварки им. Е. О. Патона НАН Украины)3 балла
-
По сути я об этом речь веду, может не совсем правильно изъясняюсь по поводу кипения но суть такая, что ТИГ шов ляжет идеально а вот повторно дугой начнешь вести а там не пора а пузырь, но не беда, повторный проход с присадкой и вроде все перекроешь. Про замасленный чугун и то что марки разные и по разному себя ведет присадка это понятно, не понятно почему (не всегда) когда повторно по панчу идешь и вроде пузыри все вышли а он возьмет и плюнит в электрод. Когда огарок соединяю с присадкой тоже как то черным кидает (смахивает на кипение) может у меня такой отлив присадки попался, в общем потом еще прикуплю и понаблюдаю.3 балла
-
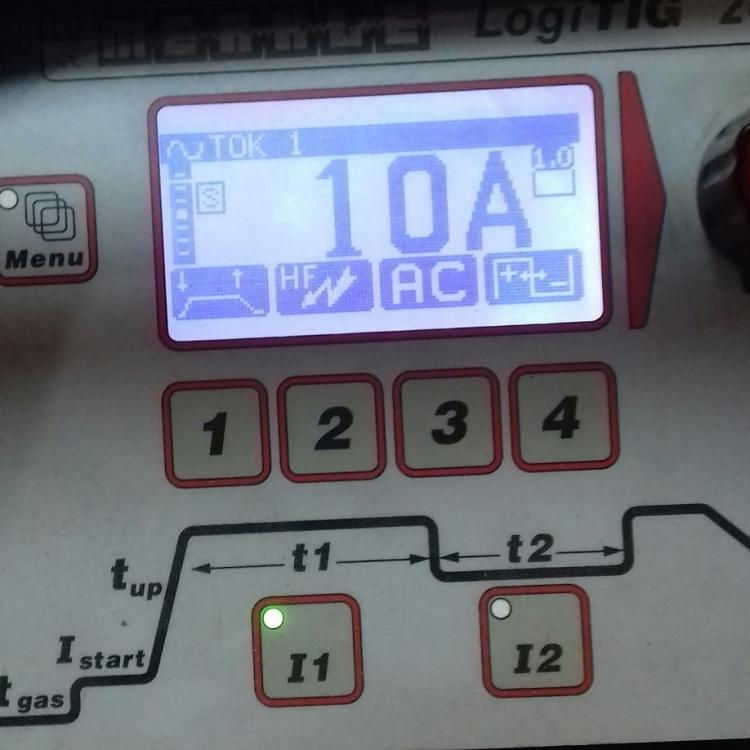
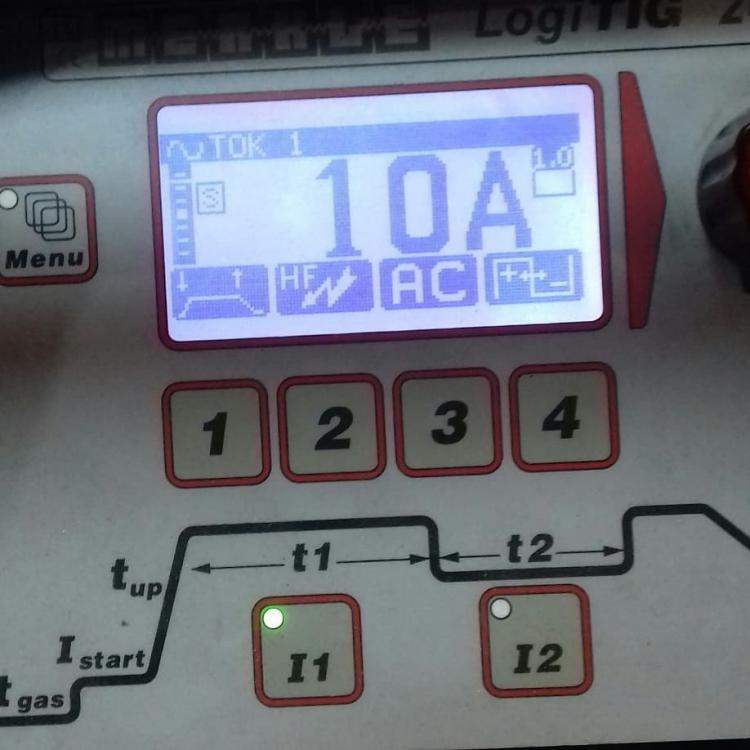
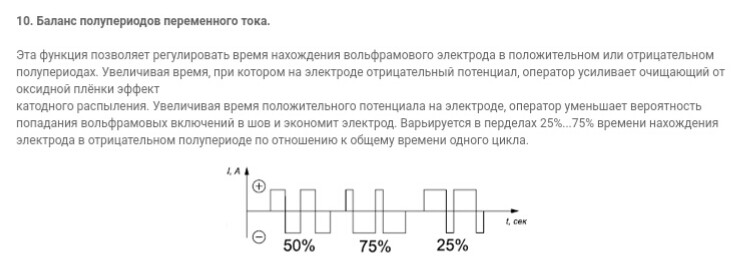
@Anton VL,https://ru.m.wikipedia.org/wiki/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D0%B8%D0%BC%D0%BF%D1%83%D0%BB%D1%8C%D1%81 Разобрался, ничего сложного и нужного для меня лично. P.s. эт для гурманов. @Георгий 11, ничего сложного, вот на картинке баланс и еще плюс регулировка силы тока для каждой полуволны отдельно .
3 балла
-
@Георгий 11, можно регулировать баланс не только по времени (как везде), но и по силе тока. @selco где-то на форуме эту фишку описывал, на сколько я понял, она ему сильно нравится. @Георгий 11, по настройкам на этой неделе, если голос будет. простыл слегка. на эту неделю в планах или обзор по возможностям запилить или дугу DC/AC в разных режимах отснять. и то и другое точно сделать не успею.3 балла
-
Не претендуя на инстанцию,а просто ,чтоб убедится, ещё раз пробывал в разных вариациях панч-11 от Александр ПАНЧ 11 ,получен в разное время и разных диаметров. Чугун: 1.тиски совдеповские ,марки неизвестны. Варианты сварки: 1.Чугун с чугуном 2.Чугун со сталью 3.Ранее наваренный панч опять с панчем. 4.Заплавление панчем щели примерно 5-6мм 5.Сталь со сталью(косынки усиления между собой) Материал для сварки -всё "Панч александровский",кроме позиции №4 1.косички из самых первых поставок 1,2ммх2шт 2.пруток 2мм. 3.пруток 3мм "осветлённый" 4. косички украинские 1,2мм х 3шт. Итог : всё варится, ничего не кипит.Швы на мой взгляд даже немного симпатичны (из того,что видел в интернете). р.с в такой "дуркой" ещё никогда не занимался,а просто готовил и варил чугун. Вывод: Вы не любите кошек ??? Да Вы просто не умеете их готовить....(с)3 балла
-
@konstantinXX, Да,для сварки с подогревом вполне подходит,главное,чтобы были условия для дегазации ванны .Так же пойдет для приварки каких-либо отломанных частей на повышенных режимах.3 балла
-
Сегодня подготовка . Чугуний зверь , фрезу посадил . Попробовал чуток варится отлично и опосля фрезой подрезал нормально усе . В общем большое отверстие Ф140 и не нашли такой болванки и пришлось подготовить трубу Ф110 , а токарь сим временем на работе два кольца сделает наруж Ф150 внутренний Ф110 ширина по 40мм и я приварю к трубе в нужных местах и он потом обработает в чистовую Ф140 .Малое отверстие Ф80 и он выточит из болванки . Ну и останется усе совместить и прихватить насверлить шпилек и тогда сварка полностью
3 балла
-
Институт электросварки им. Е. О. Патона разработал проволоку марки ПАНЧ-11 ТУ 48-21-593–77 сплошного сечения из никелевого сплава специального состава [41, 42]. Соотношение содержания никеля и легирующих добавок обеспечивает пониженную температуру плавления электродной проволоки, высокую стойкость швов против горячих трещин и достаточную степень графитизации наплавленного металла. Введение в состав сплава оптимального количества РЗМ гарантирует высокую устойчивость горения дуги и позволяет выполнять сварку без использования защитного газа. Широкое внедрение в промышленность способа механизированной сварки чугуна открытой дугой, без подогрева и без последующей термической обработки позволило радикально решить проблему качественного массового ремонта корпусных чугунных деталей машин и механизмов во всех республиках бывшего Советского Союза [37, 43–45]. 1. Стеренбоген Ю. А., Хорунов В. Ф., Грецкий Ю.3 балла
-
@selco, у меня проволока блестит, а покупал ее пару лет назад. Но обезжириваю для радс. Для п|а конечно не обезжириваю. @Schlosser, я уже говорил, что чует моя больная печень - никель это самофлюсующийся на воздухе металл. По крайней мере в тех условиях, которые ему создает сварщик. А рзм, как говорил Виктор, это устранитель некоторых вредных для мех. свойств газов, например, водорода2 балла
-
@selco,Валерий,конечно в ТИГ без газа ни как.Но вот в ПА как он может без газа? За счёт чего ванна защищается от воздуха?Все пишут копипасты с копипасты про РЗМ и Патона,но вот нигде я описания физического смысла так и не нашел .Загадка).Кстати висит у меня бухта,подозреваю,что это ПАНЧ ,надо будет как-то это определить(как?) и попробовать таки им поварить.2 балла
-
Газ при сварке полуавтоматом создает красивый цвет шва и минимальное количество копоти. Возможно, что и качество шва будет лучше, но как то не делал сравнений.2 балла
-
нееее это в желтеньком раз два клац и ты в дамках и никакого табло, не есть одно табло и то не на жк а диодное вроде. Жду не дождусь своего из реанимации.... почувствовал разницу с авророй, где с регулировками вроде и просто но тыкаться пальцем и внимательно смотреть на какое меню перескочил а в меркле круть ручку и смотреть особо не надо. Так что ваши с жк уступают желтенькому.2 балла
-
@Точмаш 23, а по суперПАНЧу ты ещё не уговорил их на производство? Ну тот ПАНЧ, что на железоникелевой основе, про который ты рассказывал2 балла
-
Конечно и даже по роже получил "взрывной волной " , акума всю ночь заряжался- кипел пробки откручены и лежали рядом с отверстиями ну и я утром М .... , подхожу и не выключив выпрямитель снимаю крокодил , вспышка - хлопок , увидел только голубое что то , рожа обожжена , вобщем урок на усю жизнь. Да может и так , попробовали в экспериментах и выдают за истину .2 балла
-
@selco, Я читал это.Ты видел,как взрывается водород? Они что-то пробуют делать в экспериментальных лабораториях,а потом подают,как отработанный производственный процесс. Но там идет речь о сварке никеля,а не чугуна никелем.2 балла
-
@ugaida,Юра ну ты меня учил диски варить.Я выкатил ценник по минимуму 500 р до 5 см.трещина,еще и шлифовать что ли за эти деньги?В городе умельцы по см.варят,если 2 см.трещина,то берут 200 р.,если 1 см.,то 100 р.,как с ними конкурировать?Поставлю я цену 1 т.со шлифовкой,вообще не поедут,им же не объяснишь по тел.,что вот я шлифую,а те нет,клиенту пофигу,он поедет где 100 р.и шлифовка ему до одного места.Я пытался как доп.услугу двинуть ни кто не соглашался,поэтому плюнул и просто варю.И так редко возить стали,к конкурентам видимо возят.2 балла
-
@ugaida,не понял подвоха.Я не точу,потому что не платит клиент за это,нескольким предлагал за доп.оплату-отказались,а за бесплатно нет желания.2 балла
-
Я бы вам предложил другой аналог из методички Св-08Х20Н9Г7Т это тоже 100% для обеих проволок. Кроме того - дуговая металлизация -совсем другая история, тем более в вашем случае, т.е. ответ - критично! Правильно. По методике вроде нет требования учитывать проектные мощности, т.е. можно и по факту. Какой вы хитренький. Сплавляются оба металла и основной и присадочный, т.е. выделения от обоих. Здесь уж вам самому надо искать выход для расчётов.2 балла
-
Поздравляю с днём варенья! Твори мир и варись шовчик большой и маленький!2 балла
-
@Us1981,Поздравляю с прекрасным преобретением!!! Замечательная покупка! Чтоб побыстрее отбил затраты и заработал денег!!!2 балла
-
Готово! Готов к отгрузке
2 балла
-
2 балла






































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)



















