Лидеры




Популярный контент
Показан контент с высокой репутацией 24.03.2019 во всех областях
-
Переходим с экскаваторов на лодки. Чего бы я без п\а делал? Не знаю, что там про 200-ку болтают, отлично все работает...
 15 баллов
15 баллов -
Тёзка, поверь мне на слово. С "самоварами"-тоже не всё столь радужно. Надёжность срабатывания процедуры запуска и постоянства режима работы-напрямую зависят от обслуживания сего непростого девайса и качества горючки. Бывает, что подогреватель запуститься толком не может, а коль запустился-тухнет, не отработав положенное время. К этому-добавляется ещё один аспект. Автономный предпусковик высасывает аккумулятор. Нехило высасывает. На работу горелки, топливного насоса, на циркуляционный насос и вентилятор печки-надо электроэнергию. Ладно, на печке можно сэкономить и не включать её. А остальное-извольте, должно работать и потреблять. Из жизни выведена формула: "самовар" работал полчаса-проедь не менее часа непрерывно, чтобы аккумулятор подзарядился. У большегрузов, солидных автобусов и всякой спецтехники-есть возможность и аккумуляторы солидной ёмкости разместить и дюжий генератор поставить и даже резервную аккумуляторную группу заиметь. Плюс к тому-продолжительный режим работы мотора (8 часов к ряду-минимум). Те же, у кого ежедневный маршрут-типа "дом-работа-дом", с включенными светотехникой, печкой, "попогрейками", обогревами заднего стекла,боковых зеркал и прочими электрофичами, музоном с усилком и активным сабом-регулярно попадают "ногами в жир". Это у средних дизелей-по два аккумулятора, а на бензинках-один, куда меньшей ёмкости. Вот и отплясывают "любители комфорта" по утру "камаринского" перед своей лайбой. И мотор прогрет и в салоне тепло, а аккум-сдох и из-под капота раздаётся или невнятное мычание, или пулемётный треск тягового реле. Ой, обидно-то как... Мне иной раз приходилось ездить на выручку к своим "озябшим" знакомым, оказавшимся в подобной ситуации где-нибудь на даче/зоне отдыха/рыбалке/охоте. Вот поэтому я и сделал выбор в пользу сигналки с автозапуском. Работающий мотор-не только сам себя греет, но и салон, аккумулятор подзаряжает и коробку передач расшевеливает.10 баллов
-
Чугун и панч. Колесо от компрессора.Разделывали до меня и просверлили дальше,и выбрали болгаркой не по трещине,а рядом.Пришлось уточнять пенетратом. Варился чугун неплохо. Параллельно боролся с корпусом масляного фильтра от какого-то японского трактора.Тоже пришлось погоняться за паутинкой трещин.Вроде бы "японо-железо",с полным прогревом варился ужасно.До закладки в печь выжигал открытым пламенем,но сам материал "помойка" или до дури пропитался маслом,железяки от китайских минитракторов - песня по сравнению в этим корпусом.Итоговых фото нет,проворонил,т.к отдавал клиенту "ещё чуть ли не теплую",конечно с проверкой мелом. Далее на колесо буду готовить и вваривать отсутствующий фрагмент шкива.
9 баллов
-
Испытал: Прокатал 20х40 в диаметр 600. Двигателя хватает за глаза, тянет нормально! Завтра видео прилеплю! Сегодня получилось
8 баллов
-
Приехал аппарат на тест. Особо пока не гонял, но на первый взгляд машина интересная. Можно выбрать форму импульса. Баланс переменного тока можно отрегулировать и по времени, и по силе тока. Но при этом нет возможности выбора формы волны переменки и частота переменки вниз смещена (15-150 герц). Дуга и на AC и на DC хорошая. Поджиг на DC вообще без вопросов. На AC любит чистый электрод, на грязном не всегда с первого раза зажигает. Видео/фотки будут позже. Если есть какие-то вопросы - пишите. У меня аппарат пробудет 1-2 месяца.
7 баллов
-
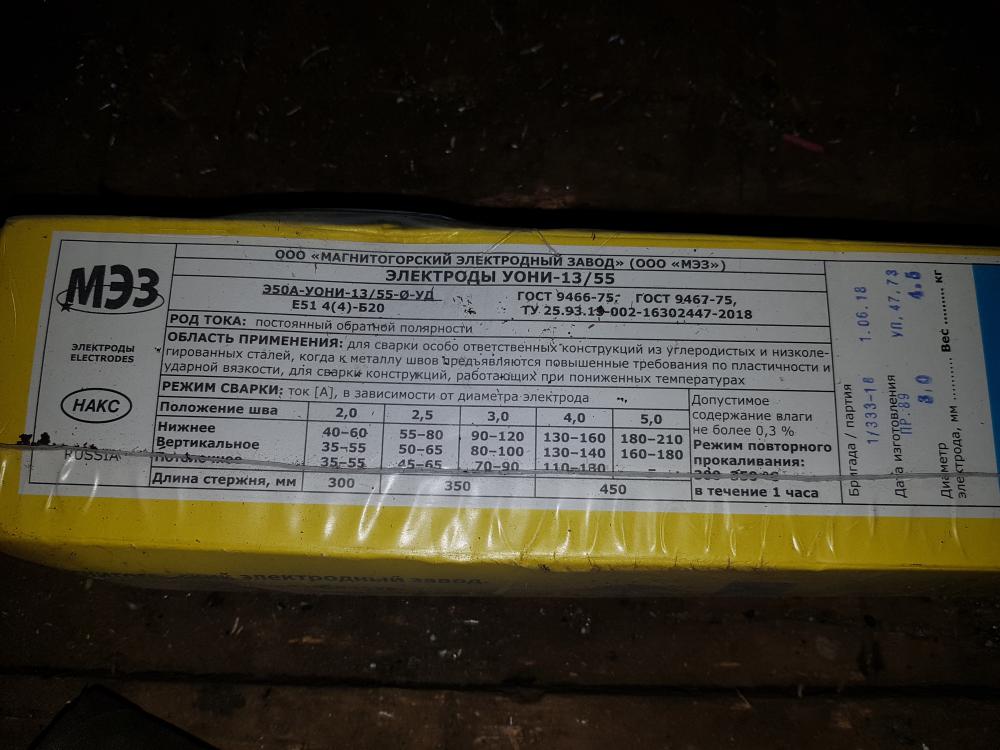
@Вад11, вы тут не одиноки. А я-то как рад!!! Вообще не представляю, как без неё подходить к спецтехнике... Помимо разделки больших толщин и удаления метров корявых швов-применяю строжку и для расковыривания мелких дефектов на всякой всячине. Например-рамка переднего моста с тракторёнка Т-40. Её уже пытались варить невесть чем. Да и как варить... Так, заляпали сверху... Прострагиваю и вижу, что разделки нету в помине. Делаю х-образную разделку. Корень и его подстрожка с оборотной стороны. Поскольку сварку вёл эл-дами ЭА-395/9, поиск свеженаплавленных участков не представлял труда. Корень золотится аустенитом на фоне синюшного основного металла. И корень и заполнение-тщательно расковывал пневмомолотком. Чугунные коллектор и улитка турбокомпрессора с ДВС Катерпиллер. Коллектор уже варили эл-дами УОНИ+медная проволока. На холодную. Отбелили чугун. Треснуло снова. "Бззз!!!" сказала японская пила бор-фреза. Беру строгач и удаляю отбеленный участок. Остальное-подчищаю бор-фрезой. Давно не ГПНил. Улитку никто не трогал, поэтому трещины без труда расковырял фрезой. Залил и зачистил. Акция "Поработал с чугунием-получи люмень бонусом!" Рамка с зубодробильногорезного станка. Фиксация, разделка, сварка в несколько проходов с проковкой. С геометрией-всё нормально. Достаточно квадратного, будет вам круглое. Бетонораспределительный трубопровод. Доработка под удлинение и напрессовку износостойкого кольца. Станочники-обточили и напрессовали. Моё дело-обварить и наплавить твердосплав. Подварочный шов изнутри. Снаружи-корень и облицовка. Эл-ды УОНИ-13/55 пр-ва Магнитогорский электродный завод. Вполне себе приличные. Хорошо зажигаются, не дают пор и не захлёбываются шлаком на малом токе. Только горят немного неравномерно, постреливают. Оттого-напрыск металла и несколько неравномерная чешуйчатость. Ну да ладно, всё одно-под обточку. Потому пожалел на это дело ЛБшки пускать. Напоследок-наплавил изнутри сормайт. Ох уж наши горе-строители... Надо сначала оштукатурить стены и положить плитку на пол, а потом-затеять переделку системы пожаротушения в магазине. Ненуачо? Так же интереснее!!! Мои коллеги-конкуренты дружно слились. Перспектива финансировать замену плитки и перешпатлёвку стен-не впечатлила. Мне же-без всяких магических пассов по защите интерьера-работы на одну ночь. Места для установки нотчера-нету, поэтому в плетях отверстия под новые спринклеры-сверлил угловой дрелью сверлом ф 13 мм. Расположился и погнал. Приварил десяток муфт под спринклеры. Попутно-переложил подводку к навесному гидранту.
7 баллов
-
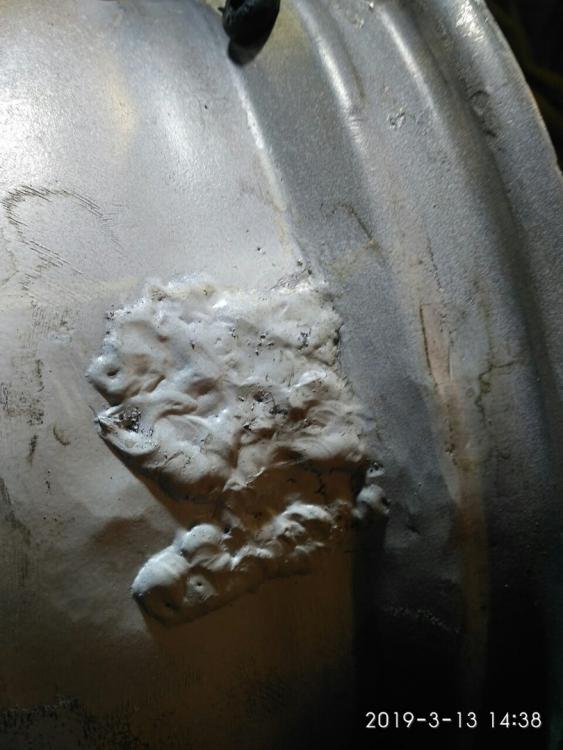
немного не в тему будет наверное , но все же из подобной оперы , не хвалюсь и не спец я далеко , привезли диск нам точку заварить нужно спускает варили диск в волгограде , хорошо где во тут метка стоит зачистил немного обалдел конечно снаружи все ровно снято краска свежая , думаю щас я чуть просверлю чтоб заварить патай сделаю ага не тут было не успел придавить сверло оп и дыра а по стенке смотрю ее нет вовсе диск сточили в том месте ( либо это ковка такая сейчас ) заварил поры убрали все разгладил все хорошо вышло , забрали и позже звонок а у нас тут спускает ? спрашиваю так где я варил или рядом , если рядом то не буду варить если мое то переварю и тишина , второй раз такой был но первый там куча швов было а тут прям гриб какой то вырос , хотя варится и довольно хорошо
6 баллов
-
Смех-смехом - но через раз-то получается вроде, не?
6 баллов
-
@barin716, если это бронза, то БрКМЦ 3-1 она же CuSi3. Если это все же латунь, то ацетиленовая горелка+пруток латунный+бура. При условии, что есть опыт работы газовой горелкой, иначе данный данный метод - верный путь угробить. Нехватку опыта можно компенсировать припоем ПСР-15 вместо латунного прутка или любой его аналог. У кастолина есть вариант сразу с флюсом. @Вад11, я пришел к выводу, что ПМФ хорош только для меди.6 баллов
-
Если отбеленный слой и формируется, то совсем несущественный. По крайней мере, фрезой он не ощущался. Как и после кромления плазмой, после строжки металл в массе-холодный. Если строгать понемногу, без фанатизма и не жалеть воздуха, то нагрев будет незначительный.6 баллов
-
Мужики , перестаньте и не будьте злопамятными . Пусть тестирует и видео делает и интересно , вот уже после можно и посравнивать Аврора200 vs Форсаж200 и может еще кто подтянется новоиспеченный например Ево2005 баллов
-
5 баллов
-
Это лечится легко - за один вечер. Просто сядьте и постарайтесь понять, как работает полуавтомат. Я не механику имею в виду, а суть процесса. На форуме это много раз описывали, и я в том числе. Не поленитесь, поищите. И ещё один важный момент, полуавтоматом гораздо лучше работать при очень хорошем освещении. Желательно, как в солнечный день на улице. Дуга короткая, она почти ничего не освещает вокруг. Кромок не видно. Попробуйте хорошо осветить зону сварки и почувствуете разницу.5 баллов
-
Главное нужна фибра с крупным зерном -- не бойтесь -- дырку не протрёте, как я уже говорил, что дойдя до плоскости фибра начинает снимать металл медленно, но если возьмёте мелкую, или среднюю, Р60 к примеру, то особых восторгов не испытаете. Мы пробовали. Тарелку под фибру можно и жёсткую взять, но ею плоскости выводить будет сложнее, а резиновой вабще не возможно работать в таких режимах -- её начинает колбасить, приходится снижать скорость, или заниматься медленной полировкой. Ну и болгарка ваша -- она на простых зачистных греется, а на фибре просто сдохнет -- там нагрузка на неё возрастёт порядочно. Углом вперёд ниточку шириной миллиметров пять, и достаточно. То есть: Углом вперёд -- шов получается плоский, углом назад -- горбатый. Ниточка -- быстрый проход на большом токе -- проплавление будет порядочное, металла будет мало, времени потрачено будет на сварку мало, и на зачистку мало. Миллиметров пять -- катет шва больше чем толщина свариваемого металла не нужен -- это прочности не добавляет, а наоборот отнимает. Конечно сразу не получиться, но вы к этому сами придёте. Это проверенный ход событий -- раз уж вы сюда припёрлись, и начали задавать вопросы, то на сварке точками вы не остановитесь, ибо для того чтоб на этом остановиться мозгов надо иметь поменьше. Гораздо.5 баллов
-
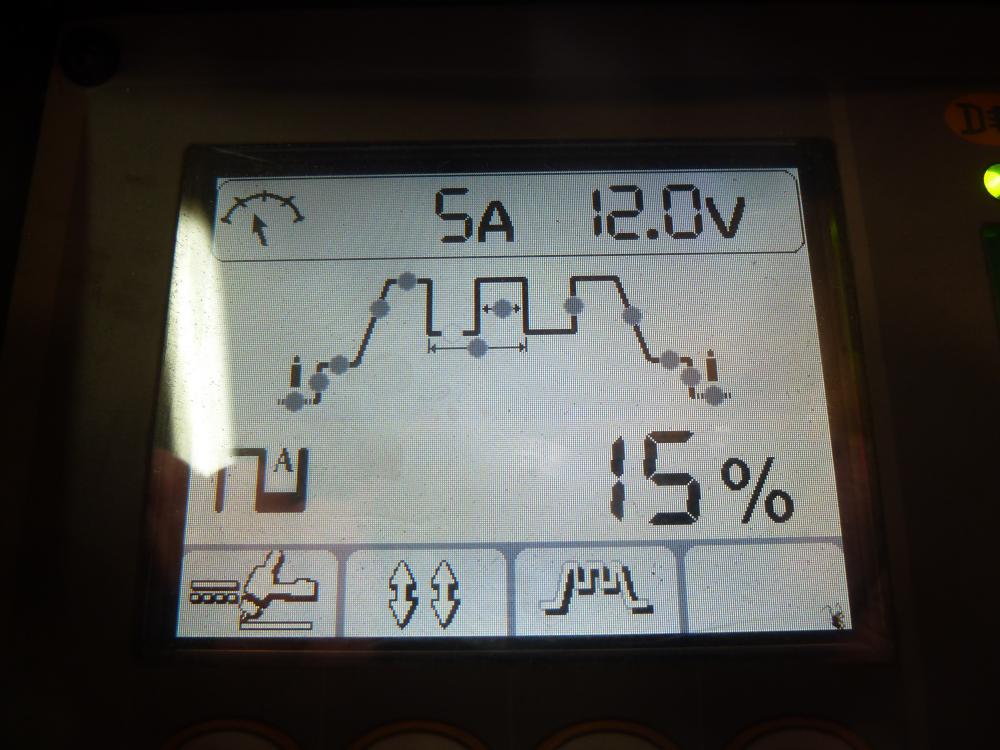
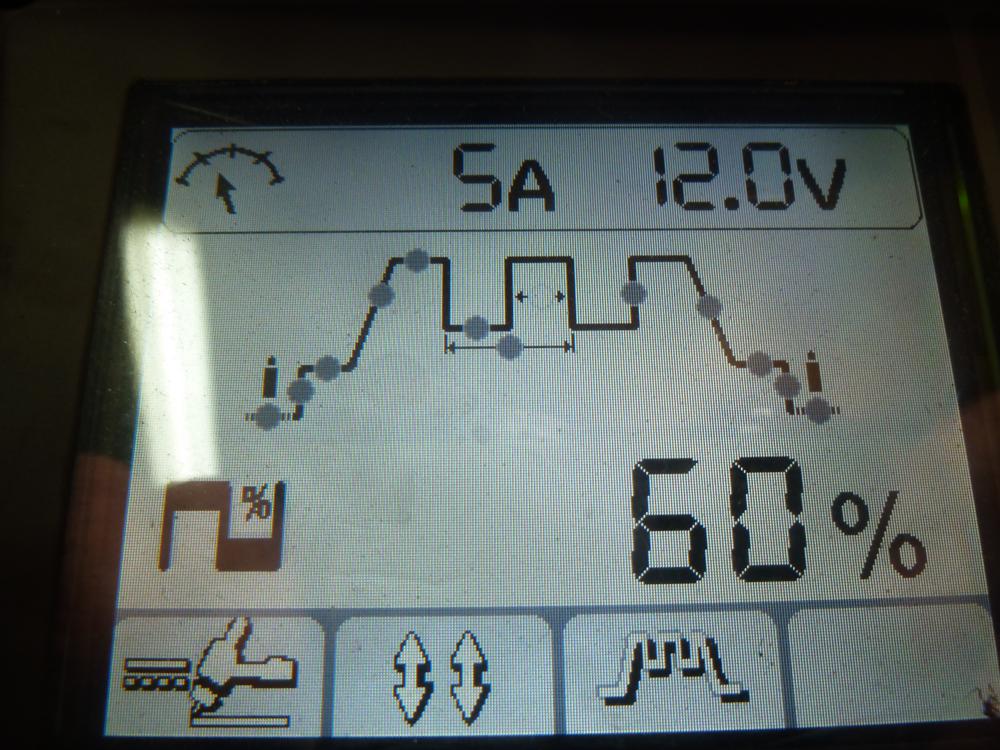
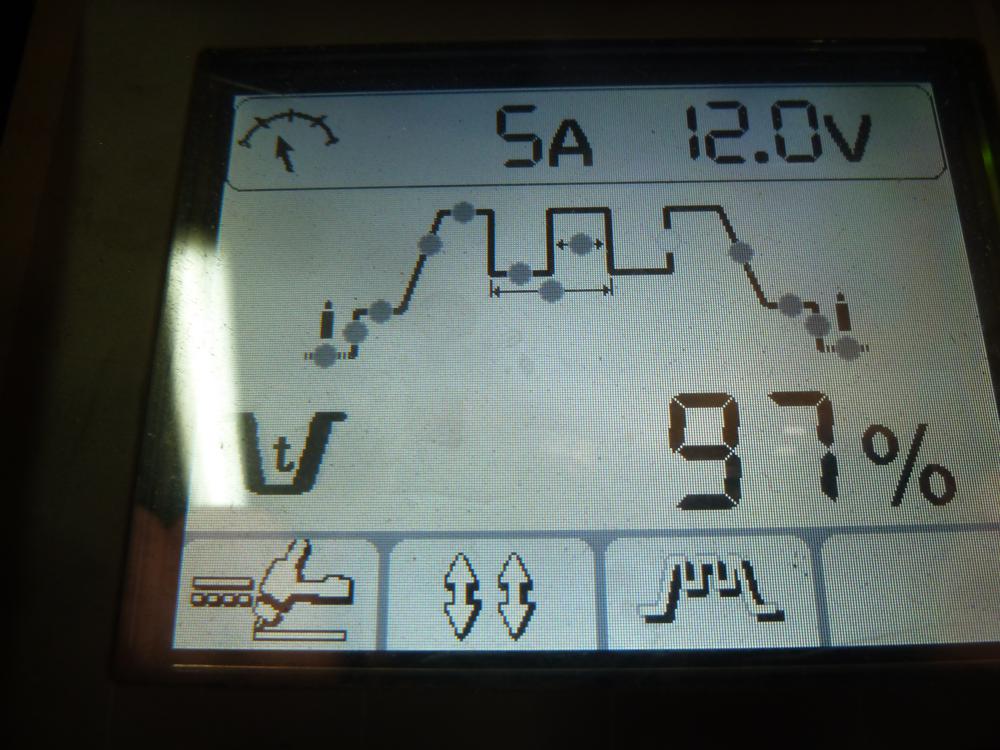
Александр , а зачем катать не надо и достаточно импульса ,,,, но сопло на весу что важно на Ал и присадка подается прерывисто ну и от "катания " мало отличимо , ну а если чуток подстроить получше то и совсем не отличишь , я вот на сие потратил сегодня ровно пол часа . Правду сказать у Selco с импульсом можно что угодно накрутить и будет работать . И так импульс пик - 136А пауза - 15% от импульса частота - 0.7гц скважность пика 60% плавность подъем-спад импульса 97% то есть очень плавный импульс ---------------------------------------------------------------------------------------------------------------- Ну и АЛ (просто проба) на коем катать нельзя и останется след от сопла , что и хотел вчера доказать но увы P.S. Я не против катания и катайте на здоровье , тем паче сей опыт будет только на пользу сварки .
5 баллов
-
Жизнь вообще, зачастую БДСМ. Работа сварщиком в России - тем более. Причём у нас, далеко не самый худший вариант .4 балла
-
Шестерня с пилорамы. Две трещины, плюс перелом открытого типа, 27мм толщина проблемы .Тиг, Панч, Х-разделка, 4 прохода с обеих сторон. Субъективно, пористость на переменке значительно ниже http://i.piccy.info/i9/2bfe6f7b28bc3dee88706d13fd6f8707/1553449464/9664/1304058/IMG_20190315_183526_240.jpghttp://i.piccy.info/a3/2019-03-24-17-44/i9-13060697/180x240-r/i.gif4 балла
-
4 балла
-
@тор, Днище более-менее, транец поднимаю, второй этап буду тоннель делать. Переверну - сфоткаю. Она даже такое пережила!
4 балла
-
4 балла
-
Можно, я иногда буру добавляю, что бы меньше лохмотьев летело.4 балла
-
4 балла
-
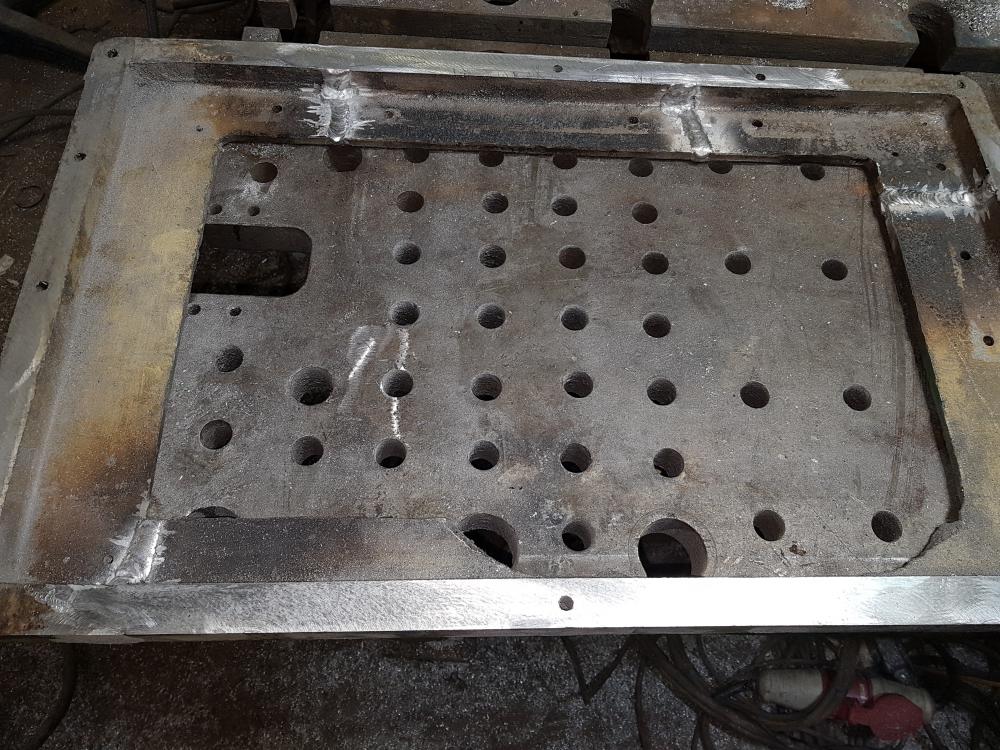
Оснастка для вибропресовальной линии4 балла
-
Обещание выполнено, в 20-00 работа закончена. Никогда такого не было чтобы 1!! час ковш вешать, там всего 2 пальца поставить. Но когда ремонтом занимаются долбоящеры, то после них может быть все что угодно. Ладно, работа сделана.
4 балла
-
Отмечусь. Пайка теплообменника. Труба - латунь, отводы 180 градусов - медь, припой - Gastolin 5246. Диаметр трубок примерно 12-14 мм, не измерял. Лет 10 пайкой не занимался. За рабочую смену запаял 218 стыков.
4 балла
-
@welderman[/ Согласен, сварка менее 2 мм РДС это БДСМ, но это со стороны, когда под руками полуавтоматы, РАДС, и резак есть, я ведь писал, в ДРСУ где я имею счастье трудится кроме 2 ТДМ ничего нет, и варю я гнилые кабины 3ф МР-3, и это в порядке вещей, и накладки приходилось резать электродом, болгарки в нашем колхозе появились в 2000 начале. Так что для кого БСМД, а для кого то обычные будни . А пульс ставил как на видео, сам им не пользуюсь, Сергей, Вы как технолог можете высказать свое мнение по поводу пульса в РДС, вот нужная это опция или так, баловство. Думаю многим это интересно будет.3 балла
-
Можно и варите , присадок CuSi3 или наш МНЖКТ . Осторожненько ток ставим чтобы сразу ванночка и добавляем присадок и как только начнет шипеть останавливаем процесс и намного ждемс и пошли дальше . Как усю трещину пройдете и опосля можно пройтись дугой подровнять шов.
3 балла
-
Конечно с перекурами. Параллельно делал другую работу. По требованию заказчика (был несказанно удивлен) проверил сверлом околошовную зону на отбел, все ок. По случаю купил ПАНЧа еще советского производства, 1100гривен за кг. Правда в одном диаметре- 1.2мм, кручу теперь шуруповертом косички3 балла
-
@Vanguard,форсаж 56 т.стоит 200А,этот 48 т.,гроверс большой 70 т.,урезанный 49 т.На сегодняшний день форсаж выглядит более привлекательно,если сравнивать функционал.3 балла
-
@ЕвгенийZ, почитайте тему-то немного назад. Я уже описывал как варит алюминий. Даблпульс есть. Нержу еще не варил.3 балла
-
@Вад11, Динамика 200 хороший полуавтомат, на следующей неделе работу им закончу, сделаю видео. ТИГа у меня от Авроры нет, но думаю 300-ку попробовать3 балла
-
@Anton VL,ну неужели услышали мои молитвы).Да лишь бы варил нормально и не отключался в самый ответственный момент.3 балла
-
@G_Kar, эверласт активно пиарят на ютубе, при этом пиарщики сами продолжают работать на миллерах и линькольнах3 балла
-
Я же вам сразу тогда говорил, что и как. Общались даже в личке. Скорость меньше, току и напряжения больше, индуктивность две трети или максимум Я стараюсь варить на грани прожога. Тут еще было про зачистку, плотно подгонять, навалить гору и потом спиливать под ноль. Я считаю нужно делать зазор, и варить на большом токе. Как ответили выше, чтобы усиление было внутри3 балла
-
Наверное можно,можно также внутрь засуньть кирамику или асбест(возможно небольшую разделку сделать) ну и прокуй потом. несколько слоёв с залипухой сверху,меж слоями проковка и остывание особенно в начале поаккуратней могут быть горячие трещины в корне с обратной стороны PS:Но фыркать явно будет при сварке ,потренируйся сначала на чём небудь.3 балла
-
@dmitrui, Не поленитесь прочесть и,желательно,понять,то что прочли.ГОСТ 5264-80. Не привыкайте варить,как попало,а привыкайте,как нужно. У вас уже неплохо получается. Экспериментируйте с настройками и добивайтесь требуемого. 12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2. 13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании. http://www.docload.ru/Basesdoc/3/3930/x432.jpg Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший. (Измененная редакция, Изм. № 1). 14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП). 15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения. 16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва е, е1. 15, 16. (Введены дополнительно, Изм. № 1). Таблица правильно не становится - откройте ГОСТ.3 балла
-
впуск от Д-245.
3 балла
-
Начал обшивать ) на след неделе вынос тела на обьект планируется )
3 балла
-
Кто там про снег спрашивал?
3 балла
-
Уделали и куды он денется . -----------------------------------------------------------------------------------------------------------
3 балла
-
Продолжение. Пошел мокрый снег... строим "штабики" . Рукоять почти готова, а еще стрела без разделки...засада в том, что обещал отдать завтра вечером. С погодой непруха......
3 балла
-
Обещали принести куски разбитых насосов таких же. Попробую на них. Присадкой CuSi3 с бурой.2 балла
-
У вас вроде ТИГ и хороший и по чему им не работаем . Главное чтобы усе подогнать и подготовить ну и самые простые присобы в помощь и не будет хлопушек и провалов. http://websvarka.ru/talk/topic/166-svarochnye-shvy-chast-1/?p=102300 http://websvarka.ru/talk/topic/1223-nerzhavejka-1/?p=1643052 балла
-
@Anton VL,я хоронить?Да кто я такой,тем более он уже в продаже.2 балла
-
@Anton VL,чудес и не ждут,выдавал бы заявленное,да надежный был.2 балла
-
чуть не в тему может но все же , лет 5 назад привозили лист оцинковка на какие то домашние нужны ну сложили с топочку аккуратно , вылетела утка пока поймали ее выгнали она сделала мину на лист так в итоге в том месте пятно мутное стало а после уже еще хуже стало ржаветь в главной дороге был такой эксперимент брали капоты и под мини голубей и воробьев а потом уже под микроскоп рассматривали и показывали как влияет , жуть а не мини2 балла
-
@G_Kar, попробую. @ЕвгенийZ, 13,5 кг. и по габаритам не самый маленький. Кемпарь с БВО, по этому выше.
2 балла
-
@Лепило,Отверстия не надо электродом.Можно попробовать балериной либо в крайнем случае старым слесарным методом- размечаем отверстие,по контуру насверливаем ,перемычки удаляем зубилом,подчищаем абразивом/ борфрезой.Если есть выход на листогиб задача упрощается- меньше сварки,меньше деформаций .Коробки часто варю,правда ТИГом,тоже на коленке ,без нанотехнологий,нужно лишь пару магнитов да ровный стол,
2 балла
-
Всем привет! Подскажите можно заварить латунь аргоном,принесли водяной насос,он лопнул по шву при гильзовании.
2 балла
-
Прошу прощения если задам глупый вопрос, но кабель массы у вас как подключен? Просто такое чувство что вы верите не на той полярности. Тапками только не кидайте плиз!))) Ну и про напряжение сети уже спросили.2 балла






.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)