Лидеры




Популярный контент
Показан контент с высокой репутацией 26.01.2019 во всех областях
-
Ну и я добавлю немного. начнем с самого позднего. Ну и закрытые темы. ну и для себя, любимого... Тоже было много сварки... как впрочем и ошибок (( https://www.youtube.com/watch?v=IcsnKr_hTAg
 12 баллов
12 баллов -
Шарикам о шариках11 баллов
-
Вот как правильно демонтировать верхний бачок. Я уже отправлял Вас к себе на канал смотреть кино. Там все предельно ясно. Насчет ремонта трубок тоже кино имеется. На задаваемые Вами вопросы я давно ответил с помощью видео, потому что другие люди задавили подобные вопросы. Там также есть и некоторый простейший инструмент которым можно зачищать меж трубок радиатора. Изготавливается из подручных материалов очень легко и немудрено. Также есть кино про то, как не надо ремонтировать трубки и как устроен радиатор. ШААЗ наконец занял свою нишу в рыночной экономике. По всей видимости он пересмотрел технические условия материала при изготовлении радиаторов охлаждения. Если раньше на трубки шла латунь марки не ниже Л90, то сейчас из "не пойми чего", кстати, по качеству материал схож с иранскими радиаторами, такой же хрупкий и ломкий. После года-полтора эксплуатации его трудно починить. Зато дешево...для завода-изготовителя. Если пока еще по привычке люди покупают из-за марки ШААЗ, в свое время продукция была качественна и предприятие специализировано на автопром. Если пока еще и сохранилась местами качественная сборка радиаторов этого завода, правда, из поганого материала, в дальнейшем и это сойдет на нет. Полагаю, что таким образом людей пытаются отучить от ремонта разного рода изделий, мол, вышло из строя - меняйте на новый. Такой вот философский ответ.7 баллов
-
это то-же радиатор. снегоход и нашел он чего-то на пути грел, правил заварил. 4047, ток от 40 до 80а, электрод 1,6 wl-20
7 баллов
-
Разные загадочные вещи,плюс испытание антиперегарной жижи,именуемой у сварщиков " маляс".
7 баллов
-
Вот мое, из недавнего. Двойной пульс, 1.2 мм 308lsi. Ток 120А. Но как уже говорил, могу только сверху вниз, иначе и сантиметра не могу вверх поднять. Поставил самый мягкий импульс, звук понравился, не убивает своим гулом мозг, но чешуи практически нет. https://youtu.be/rOqHSEealG8 https://youtu.be/9pqTAtzsYmw6 баллов
-
Всяка хрень пошла . Землеройка. поправили, подварили, но зачем сие сейчас? К весне готовятся. Тиски-прихватил только пока, позже-сделаем по спецтехнологии . Ну и прямо сейчас-бак расширительный. Вот такое "гэ"-эта 430-я нержа . Заварим-заплавим завтра . Главное-мастер отопление оставил включенным у клиента и временной бак типа "пластиковая канистра"-примудрил на ночь клиенту.
6 баллов
-
Собственно вот. Ремонт или переделка, кому как нравится. Такое бывает из-за спешки ну и халатности, изначально листы сваривались автоматом под флюсом и все шло нормально без лишних движений. Но в один момент решили ускорится и добавить группу полуавтоматчиков. Где то корень недобрали, где то не догрели и пошло поехало. Было принято решение что проще отрезать и варить заново . Отрезали, зачистили, провели ЦД - ничего , затем МПД, потом еще срезали и снова ЦД и показало что дефект не просто ниточка, а распространен в ширину между слоями.Благо запас для срезания есть. Толщина 50мм , дефект на глубине 7-24мм . На всю длину. Технология такая, корень П/А, все остальное под флюсом. Вообщем будьте внимательны. Небольшой фрагмент видео с обратной стороной корневого прохода Режим
5 баллов
-
вот мы и ликвидируем))) жкх тут просто для сравнения с обеспечением. и такое попадается. мы когда катушки сдаем у нефтяников они балдеют от нашей работы.
5 баллов
-
Отвечу по порядку, профиль уточнять не буду, на работе не молчу-из-за этого кидают по всему городу на разные участки т.к. нечем меня зацепить уволить не могут.5 баллов
-
веб-портфолио на сайте websvarka.ru один из самых древних сайтов сварщиков в рунете. Эта галерея существует давно, когда я и начал профессиональную деятельность. Несколько мудрых истин,годных во всякое время для подготовки к просмотру любых сварочных швов. У шва не было, нет и не будет формы. Форма это глупость. Не зная правил сварщик свободен. Не волнуйтесь так сильно насчёт проплавления. Ваша главная задача зафиксировать железку, вернее две железки. Светом, исходящим из рук сварщика. Хороший сварщик видит насквозь не только шов, но и любой предмет. Каждая железяка жаждет рассказать свою историю, задача сварщика – припечь.4 балла
-
А по моему всё куда проще -- я не буду так делать, и всё. Найдутся те, кто будет. Но я им уподобляться не хочу. Это и есть то, что называется -- начни с себя. Человек работает за мизерную зарплату -- значит можно давать такую зарплату. Человек соглашается выполнять эту работу вот так -- значит её можно сделать вот так -- без затрат. Попробуйте немцу в немцарии втолковать что надо вот так сделать -- он не будет этого делать. Знаете почему? Я думаю знаете -- ему просто будет стыдно.4 балла
-
не только. Еще остывающий шов, при таком положении горелки, гораздо дольше находится в защитной среде, а на нерже даже полсекунды дополнительного обдува это значительная разница в цвете. Лично я обычно веду горелку в диапазоне 45-60 градусов, вертикал снизу уже почти 90. Сварку в импульсе стараюсь всегда вести под максимально прямым углом.3 балла
-
@Точмаш 23,что шов нормальный,это мне автор фото сказал и я ему верю и подтверждения его слов не искал. Из последующих постов для себя вынес, что при своём то опыте зря бился за отсутствие горба на вертикале при сварке снизу вверх). Надо только не давать ему расти.3 балла
-
Это целлюлозные электроды - они "быстрозастывающие". При сварке он создавал/поддерживал "замочную скважину", сквозь которую он создавал форму шва на обратной стороне, также сквозь "замочную скважину" поступает и газовая защита этой обратной стороны шва. При сварке "углом назад" или "углом вниз" в данном случае, газовая защита по идее лучше. А чтоб не было наплывов и прожигов - более аккуратные настройки аппарата, диаметр электрода, плюс навык, ну и удобнее ему было наверное. Основной смысл - создать хорошую форму шва на обратной стороне. Второй проход, тот который "горячий", используется для исправления дефектов корневого шва, которые получились уже с наружней стороны - подрезы и вкрапления шлака по бокам шва (так называемые "цепь вагончиков" которые визуально получаются на рентгене). Подрезы это стандартная проблема целлюлозных электродов, они варят как бы струйным переносом и дуга сначала как бы вырезает основной металл, а потом только идет заполнение, и чтобы не было подрезов надо специально удерживать электрод у кромок, как-то так. Но при скоростной сварке ниточный корневых швов, сварщику как бы не до подрезов. Шлак от целлюлозных электродов позволяет его переплавление, и чтобы не вырезать болгаркой всю наружную часть шва в попытке вырезать зашлакованные подрезы, корневой проход слегка защищают, а потом "горячим проходом" переплавляют и устраняют все дефекты корневого прохода. Когда же нужно особо высокое качество металла шва, то корневой шов почти полностью вырезают, грубо говоря оставляют только обратный валик, и остальную часть шва заполняют основными электродами.3 балла
-
ГОСТ 5264-80 Это надо знать. 13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании. http://www.docload.ru/Basesdoc/3/3930/x432.jpg Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший. 14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП). 15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения. 16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва е, е1. 15, 16. (Введены дополнительно, Изм. № 1).3 балла
-
@G_Kar,Привод полный. Подробнее - http://buggy-plans.ru/forum/viewtopic.php?f=22&t=128913 балла
-
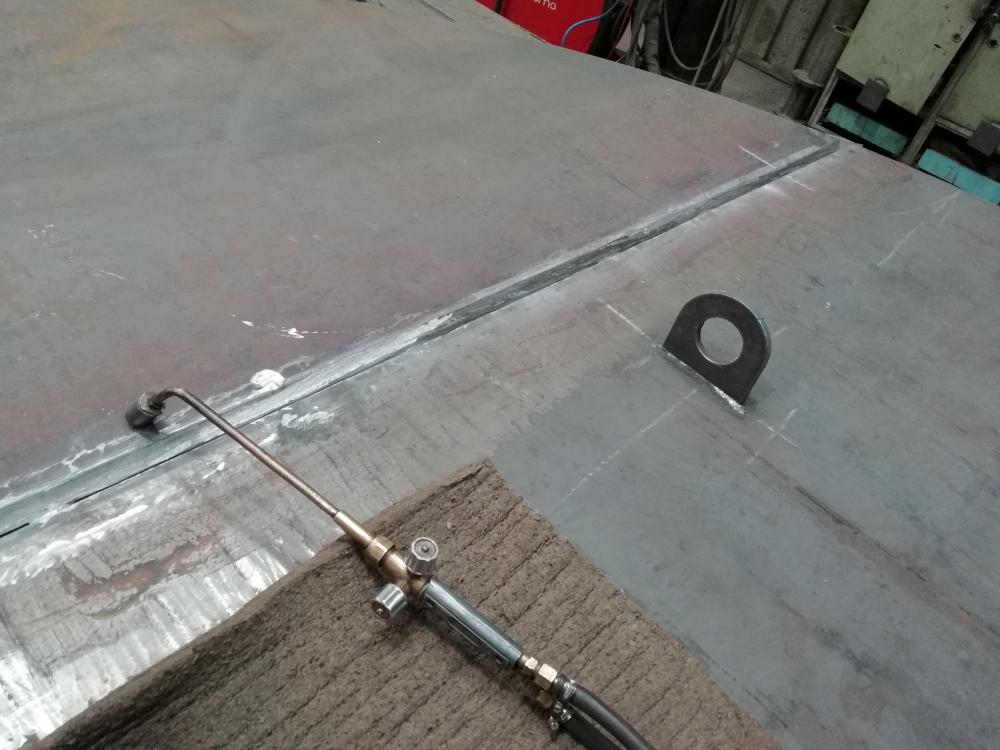
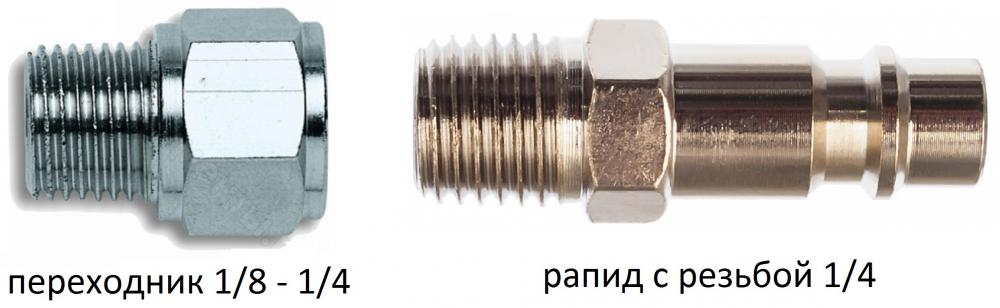
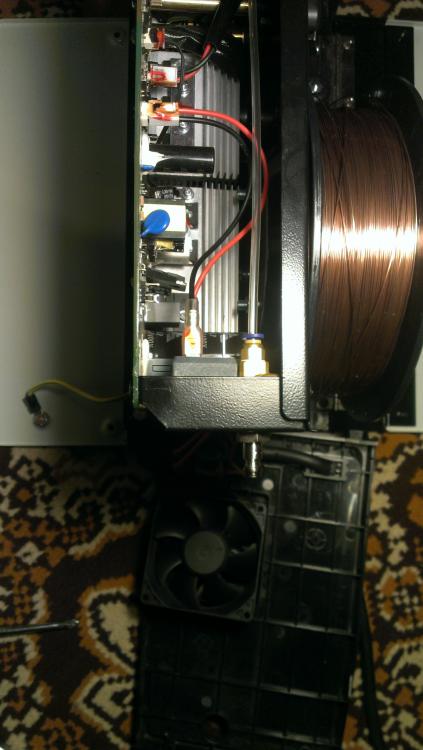
Решил написать небольшое сообщение на тему Быстростросъема для газового клапана. Первая проблема в том что штуцер газового клапана стоит итальянского типа и ответную розетку на шланг по России днем с огнем не найдешь! Это просто ужас! По стране ими торгуют всего несколько магазинов и то с заоблачной стоимостью доставки! Для Москвы это, пожалуй, не проблема, а вот за МКАД’ом - дела обстоят сложнее. Единственный вариант который хотя бы можно купить это розетка Camozzi 5056 09. Брал в Интернет магазине «Инструментовоз» (не сочтите за рекламу, но тут хоть какой-то человеческий вариант доставки в Нижегородскую область - доставляли через СДЭК за 170руб. Все остальное в 2-3 раза дороже). Взял заодно штуцер на шланг, что бы можно было примерить в магазинах другие быстросъемы, авось появиться на рынке что-то более доступное. Цена розетки - 360р, цена штуцера - 50р. Когда вы оденете быстросъем на шланг, старайтесь не кидать конец шланга с быстросъемом на асфальт или бетонный пол - это может нарушить герметизацию соединения, либо розетка перестанет стыковаться со штуцером. Есть другой вариант - переделать оснастку полуавтомата под более распространенные пневматические разъемы, но это геморрой еще тот! Придется повозиться с переходниками. Я счел, что экономить 170р на доставке не имеет смысла. Как отмечалось в одном сообщении на этом форуме, резьба у штуцера, который вкручен в газовый клапан, дюймовая, на 1/8. Все широкодоступные штуцеры начинаются с резьбы 1/4, используя переходник, можно перевести аппарат на более распространенный вид разъемного соединения. По фотографиям вино, что туда такая конструкция поместится. По ценам: переходник - 65 руб., штуцер - 120 руб., розетка - 260 руб. (производители Fubag и GAV). Из проблем - важно герметично собрать данную конструкцию, корпус полуавтомата трудоемок в сборке-разборке, особенно когда это делаешь в первый раз. Все винты сидят на фиксаторе резьбы (что-то на подобии клея), и когда вы будете все собирать обратно, то при желании затянуть винт потуже, крестовые шлицы винта сразу слизываются (конечно, можно вкрутить другие винты).
3 балла
-
Латунь варят присадкой БРКМЦ или CUSI3 нормально сваривается.3 балла
-
Не, именно вальцы. Вашей трубой можно толстый металл катать. Ну и профтрубу тоже конечно. Причем сразу на теплицу набор за раз)https://www.stankoff.ru/product/10775/valtsyi-trehvalkovyie-elektromehanicheskie-mg-2000-v-u3 балла
-
Второй справа судя по рукам и хрюкалу прямо рвется в бой)))3 балла
-
Если стоит нормальный насос то массив в котором уложен теплый пол активно аккумулирует тепло. И через какое то время температура его практически выравнивается. Прогрев в массе идет во все стороны, а теплосъем только с поверхности. У родителей дома теплый пол запитан от ленинградки на штатном насосе котла. Просто через отводы. Причем зятек мне всю кровь попил советами от великих сантехников. Что чуть ли не автоматику надо ставить, а так просто работать не будет. И что подачу с обраткой надо от котла тянуть а не от трубы, потому как циркуляции не будет. Батя послал его в лес. Запустили. Первый день зятек все бегал пол щупал, делал скорбное лицо и причитал что не греет. На завтра уже кричал - прижмите теплый пол, плитка от клея отойдет! Коты и покойный собакен с плитки с тех пор не ногой. Любимое лежбище. А тож змейкой уложено.3 балла
-
Окончательный вид.
3 балла
-
Weldermax когда металл до 3 мм, далее если толще металл, угол меняю ближе к 90 градусов, для лучшего про плавления, но все же ориентир на сварочную ванну.2 балла
-
Кому нужны радиаторы,которые служат по 10 - 15 лет? Потребителям - да,а производителям нет...человек должен покупать,покупать и покупать...слегка перефразируя Владимира Ильича)2 балла
-
@vnuk, Обратил внимание, вы горелку ведете почти "лежа". Я варю более вертикально, наверное и шов перегревается из за этого сильнее. Надо попробовать такой же угол.2 балла
-
По большому счету я это и имел в виду. Просто Вы большое внимание уделили последней строчке. Из кучи предлагаемого нам дерьмовых изделий будем играть в лотерейку. Выбирать из всех бяк хорошую каку.2 балла
-
Абсолютно нормальный шов,правда,разбрызгивание металла повышенно - слегка завышено напряжение2 балла
-
Теперь уже со 100% уверенностью могу сказать - это шааз бракоделы, какой антифриз туда не лей.2 балла
-
Так в том и дело что не один потребитель на трубе, а по несколько домов и по трассе разные диаметры труб. Посмотрели бы вы пластиковый водопровод из чего спаивают, то что есть под рукой может быть пластик 90-60-40-90 муфты переходы. Любимая раза начальства-НУ ХОТЬ КАК НИБУДЬ СДЕЛАЙТЕ ЧТОБ РАБОТАЛО(((2 балла
-
Я четыреста, но первая полторы2 балла
-
Немного реальностей, откачка-21век ладно канализация рядом, какую трубу нашли ту и поставили на 133ю-159ю, операционка на диаметре 400 трубу просто "сварили в кипятке", камеру пришлось полностью вырезать сгноили трубы. Отвечу на вопрос про пиво и слесарей -пьют можем за ихних детей не переживать.
2 балла
-
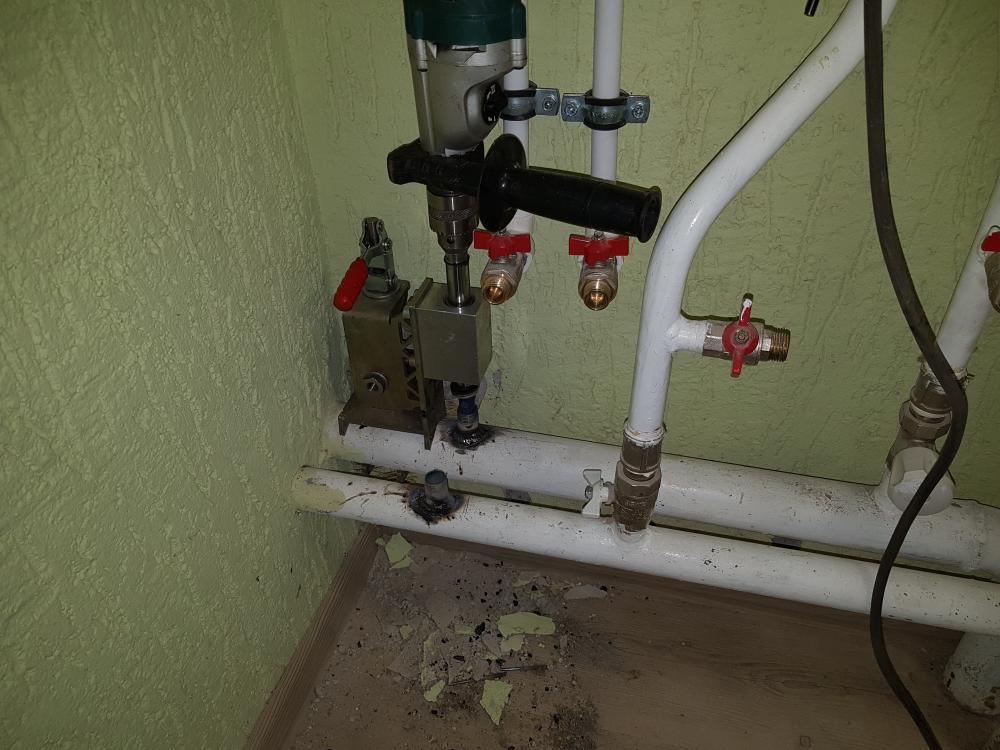
@welderman, есть ещё одно, более прошаренное братство-"Братство УОНИ и медной проволоки" @Дед мазай, некоторые-не отказываются и варят. Причём, не токмо не снимая ГБЦ с мотора. Даже не сливая охлаждайку! Во гусары!!! Уж лучше бы сразу во втормет сдавали... К счастью, для наварки постелей КВ-движок надо снять, разобрать и отмыть. Очередники. Пока блоки перетасовывали и протачивали-в этом же сервисе шла перепланировка и я поучаствовал в переделке отопления. Проделали новый проём, а лежаки-надо уложить в штробу. Опять отопление. Знакомые строители делают в подвале коттеджа сауну. Вот и вспомнили про "Лёху-чистодела". Потребно врезать штуцера в лежаки под смесительный узел тёплого пола. Не сливая антифриза и не уделав отделку. Да нет проблем! Потушил газовый котёл, скинул давление, прицелил штуцера по трубе и приварил. Ваше слово, товарищ маузер нотчер! Ааа, ты же алмазными резкой и сверлением занимаешься? Ну, тогда-на тебе коммуникации. Так, до кучи, как говорится. Не вопрос! Нарезал-насверлил, что надобно. Заодно-разложил трапы, развёл канализацию самотёчную и напорную, установил фекальный насос. Развёл водопровод. Ненуачо? Воробьи же поют? Вот и сварка полипропилена-тоже сварка. Смонтировал смеситель на тёплые полы и раскидал собственно контуры тёплых полов. Знакомые системщики взялись переделывать серверную в офисном комплексе. Попутно-надо было переделать разводку газового пожаротушения. Сварку в здании запретили в принципе. Поэтому пришлось резать и варить в техпомещении, принадлежащем собственно системщикам. Ничего величавого, труба 3/4". Набралось с десяток стычков.
2 балла
-
Продолжаем понемногу, но каждый день-дело до электричества дошло...
2 балла
-
Нержа 321, 5 мм, масса 110 кг
2 балла
-
Корпус редуктора и маслоуказатели на редукторы.Из- за этих редукторов погавкался с начальником и чуть было не уволился,Сделал только пару штук,остальной заказ ( около сотни) делали другие люди.Сварка корпуса- ПА,маслоуказателя- ТИГ своим телом,шток нержа .Сталь окромя нержи тоже из нашего города .
2 балла
-
Из латуни. Если это для ацетилена, медь использовать категорически нельзя. Только латунь с содержанием меди не выше 59%, если цифру не путаю. Ацетилен с медью образует гремучее соединение - ацетиленид меди. Со всеми вытекающими последствиями. А паяется без проблем.2 балла
-
@Steelcar, это же вертикал, что бы столб шва рос, каждой следующей чешуе нужна опора снизу, это нормально. Я например снизу вверх не могу варить вертикал на стали-нерже, что в линейном режиме, а особенно в пульсе!1 балл
-
@G_Kar, Объём самого маленького 360 л, большого 520 л. ГП 500 кг. Посему 1. Чтобы не разгружать лопатой. 2. Особой разницы технологически нет, крепить кузов к раме болтами намертво или вместо одного поставить легковынимаемый палец. 3. Хочется так...1 балл
-
При неравномерном, не прямоугольном периметре контуров, наличии желобчатых трапов, выступов и пробелов под купель, перегородки, печь и прочее уложить трубу улиткой-"несколько" проблематично. Насос в узле-25/60, контуров-два, длина которых-25 и 27 м соответственно. При таких данных и змейка прокатит. Остыть до ощутимой разницы в 10 град. при расходе в пару кубов в час (по кубу на "брата")-теплоноситель не успеет. Это на больших площадях-есть где развернуться. Там-то улитка-гораздо уместнее будет. Под подложкой-100 мм керамзитобетона, а под ним-ещё 350 мм керамзита. Куда уж с добром-то?1 балл
-
Ну и будней немного.Слава богам привезли мой заказ- под сотню кил присадок разных и расходки,моя довольна,но как на зло аргон закончился.ER70 что интересно полированная,надо будет попробовать.Ну и варим всякое.
1 балл
-
Часто спрашивают, как лучше заточить вольфрам. К этому материалу еще и о прихватках сравнение полезное редкое. Здесь рассказывал письменно уже давно. Теперь на видео1 балл
-
Полипропилен, сшитый полиэтилен, металлопластик?1 балл
-
Как быстро подстричь кустарник бензопилой? Это просто! (анимашка)1 балл
-
Раз пошла такая пьянка.Однако не все так плохо.
1 балл
-
1 балл
-
глушь...Саратов..
1 балл
-
1 балл
-
Утро первого января глазами непьющего человека.1 балл
-
Как то так!
1 балл