Лидеры




Популярный контент
Показан контент с высокой репутацией 09.01.2019 в Сообщения
-
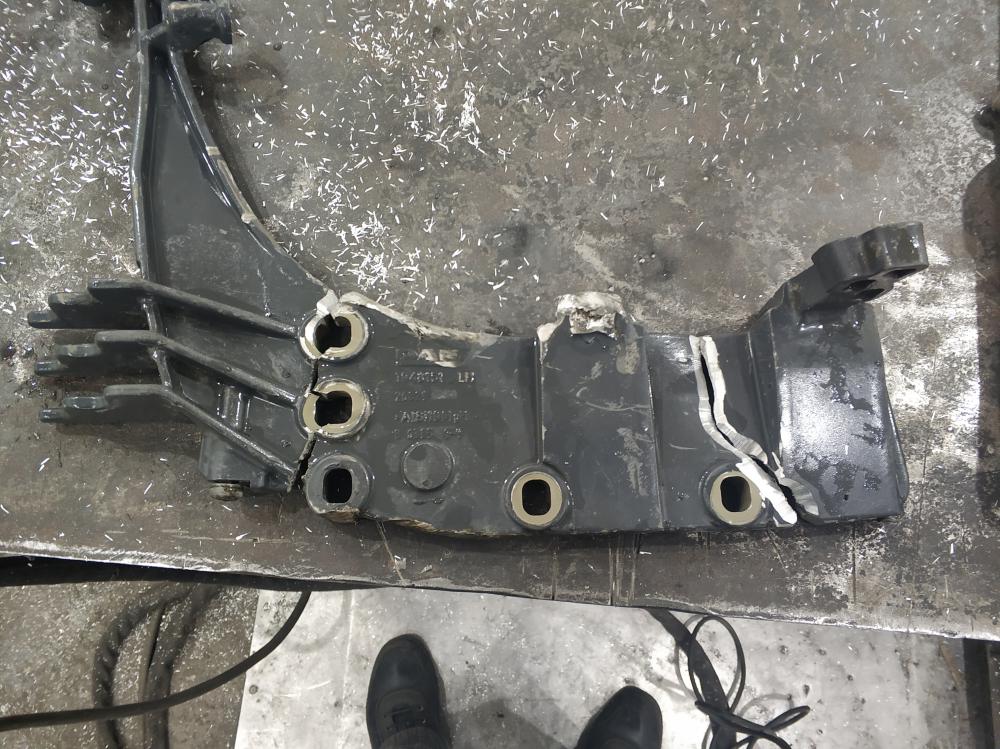
3 кусочка стали целым + ухо. Четыре с половиной часа времени. Сплав AlSi10MgMn, по хорошему надо сваривать 4047, но у меня 4043. Почему-то человека другие сварщики отфутболили, изумительно сваривается. На фотку отдельных кусочков на подготовку внимание не обращать, это самое начало.
 17 баллов
17 баллов -
Доброго времени суток. Доделал ворота. Повесить не успел краска не досохла. Уехал в поисках работы Екатеринбург.10 баллов
-
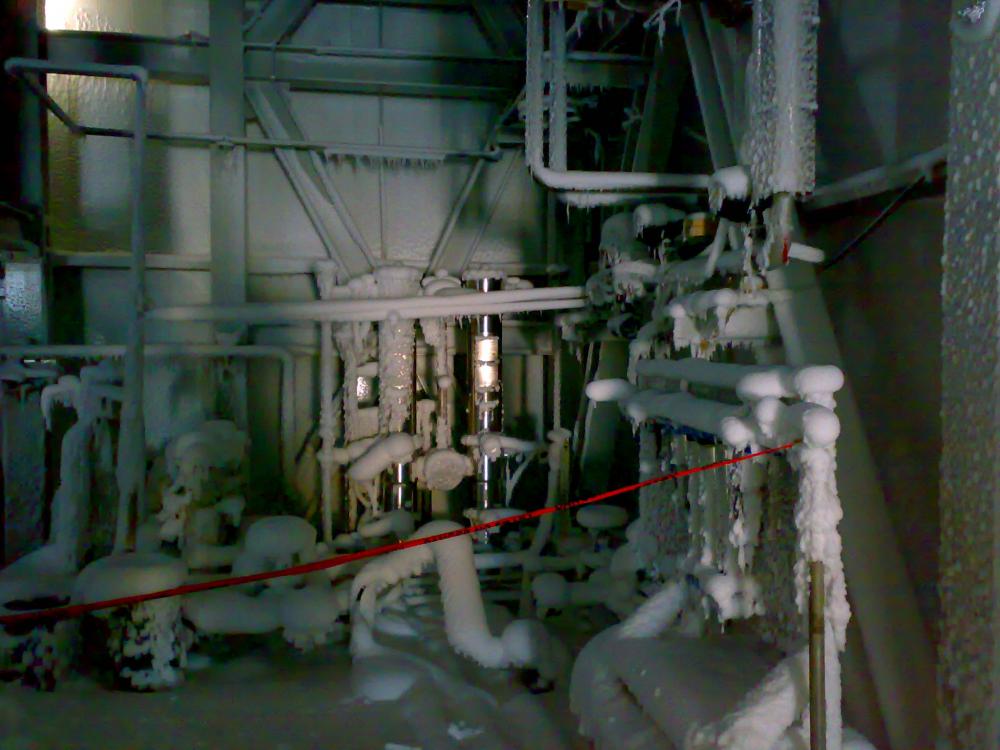
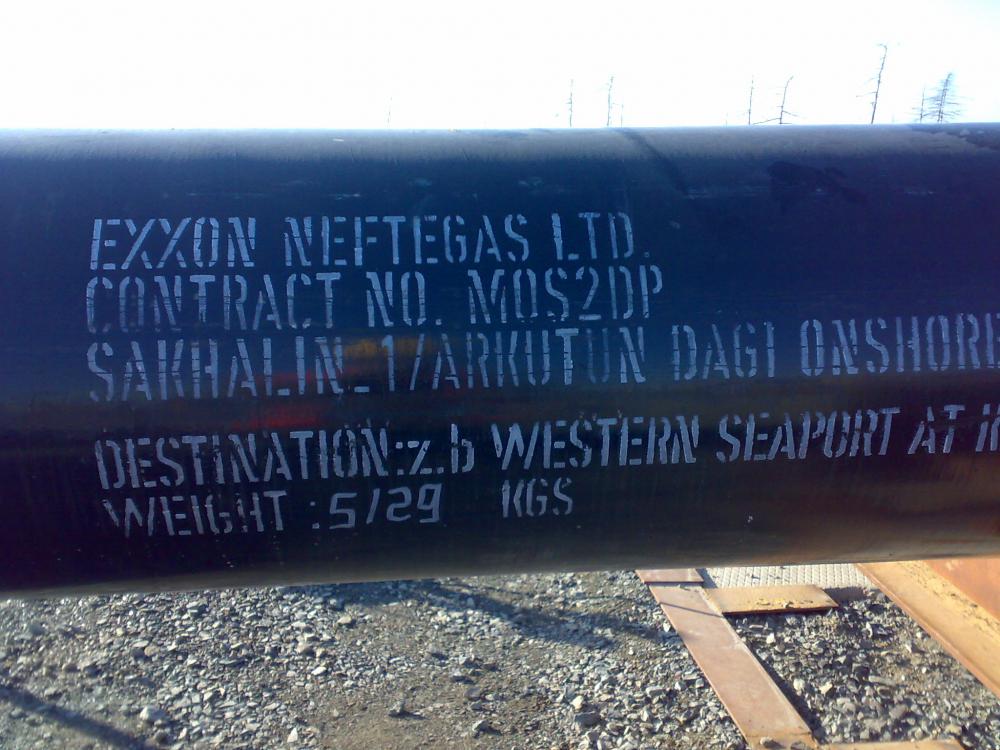
Приветствую! Аркутун-Даги водовод. вода замерзла нерпа в одной палатке американцы варили корень целюлозой сверху вниз
10 баллов
-
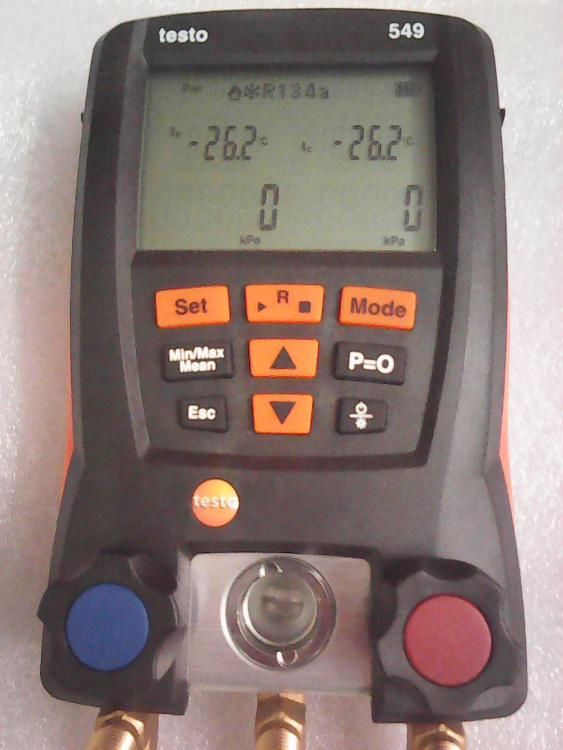
Решил всё-таки себе сделать Рождественский подарок. Работал в прошлом году таким Офигенно удобная вещь.Хотя и немного громоздкая.... Сервисы-от автоматической заправки по (перегреву и переохлаждению) до тестирования на герметичность. Вот такая штуковина:
9 баллов
-
Михаил , у нас тоже не разрешают и так же как везде швы убирают в ноль и скажи у нас можно откупится при техосмотре да и наши так чтательно тех осмотр и не делают фары горят , ааптечка есть , тормоза на стенде в норме (вот тут они тоже не особо обращают каково усилие колодок и от сель тормозной путь и главное на мониторе колонки колес если примерно одинаковы по высоте то есть разность сил на колесах , то + ставят , и только если эта разность уходит больше четверти от других колес вот тогда и - поставят ) и езжай с богом. Да и не одиноки мы в ремонте дисков и вот видео море по всему миру и даже есть с адресами где это делают Да тащили в 90х и начале 2000х , сейчас у них дороже чем у нас и запчасть сейчас или китай или оригинал (хоть стали спрашивать - что хотите ) А вот БУ диски я не когда не покупал и не буду , кот в мешке еще тот ,,, например пусть он даже не варенный но был здорово побит и кривой , поправили для продажи и скорее всего через пару недель он начнет восьмерить или бить . Вообще я вот особо не понимаю правку сильно изогнутых или восьмерящих дисков так как они опять при езде отклоняться от своей геометрии - металл вытянулся в другом сжался и может есть технология но думаю без термообработки не получится. вот привозили подварить и заодно отвез в шиномонтаж на правку так вот поправили но сказали что через неделю лн опять такой же будет . Ну и 60 евриков на наши 4500 и это нормально и для нас . Вот я брал и 7000 вот за это чудо , но это как сказал хозяин чисто япония и один не заказать только комплект да и стоит он где то под 30кр . Так что ездит на вареном уже 2года и усе в норме , да кстати одна покраска диска после сварки по новой ему обошлась в 8000р .
8 баллов
-
Спортсмены активизировались .Раму поправил.Техничку недавно приобретённую просматривал, на предмет восстановления.
7 баллов
-
@Учусь,многие даже не в курсе,что есть присадки всякие разные,а циферки для них-это номер телефона?Варят проводянками-отсюда проблемы с качеством шва,про зачистку промолчу,дай бог от грязи вытрут.Не берут еще потому,что нужно собирать-это ключевое,куда проще и надежней трещину на диске или поддоне заварить.То что вы взялись-это большой плюс вам,потому что понимаете последовательность действий и уверены в своей сварке,а конкуренты не понимают этого.6 баллов
-
Сын вчера несколько часов потратил на сию урну....попросили сделать. Посмотрел-что-то есть в этом изделии.От ресивера старого компрессора отрезан кусок,несколько штампованных элементов,немного времени и руки.Потом красится,отделывается.Стоимость материала в пределах 900 - 1000р.
6 баллов
-
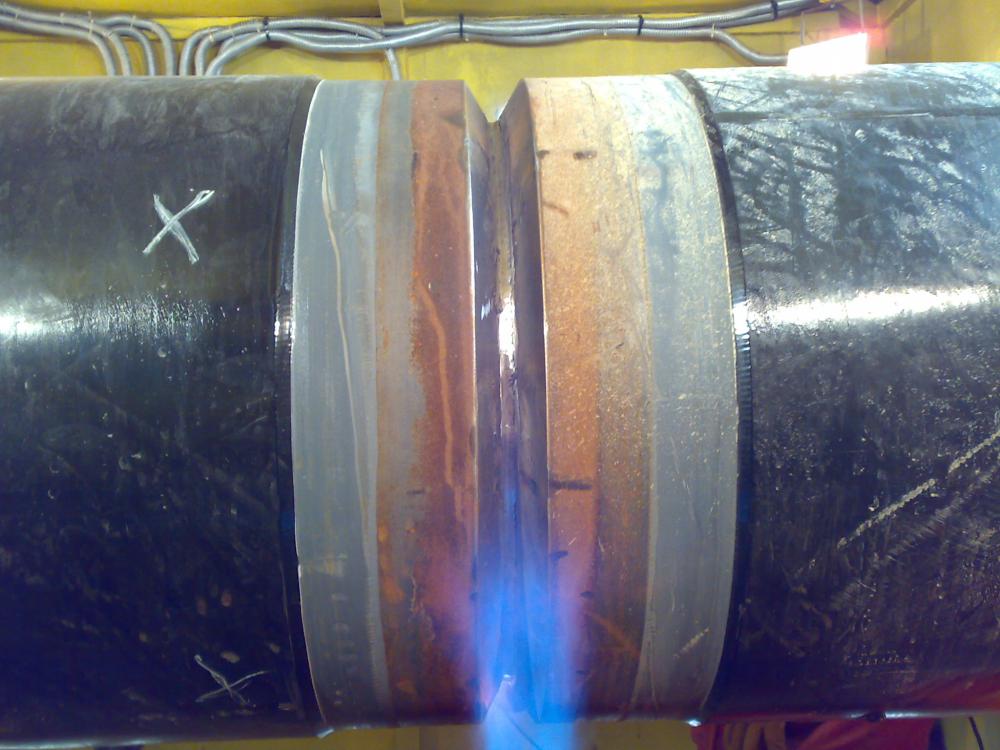
вообщем то да, но корни варили и по такой технологии. основными,целюлозой и полуавтомат. стройка дом в Одинцово
6 баллов
-
Полностью поддерживаю, 90% сварных особо не заморачиваются составами сплавов. @Точмаш 23, я перед сваркой всегда интересуюсь где стоит и какая нагрузка. ВСЕГДА предупреждаю что сваренная деталь имеет меньшую прочность чем новая. НИКОГДА не занимаюсь сваркой деталей ходовой части, хотя раньше просили регулярно.5 баллов
-
@Точмаш 23, гемор с подготовкой, возможно посчитали что надо сваривать 4047, но её в наличии нет, либо просто рукожопы. Деталюха на себе держит пластиковые и металлические обвесы фуры не нагружена, в таком состоянии походит. Ваше мнение?4 балла
-
Раньше фигня была на постном масле. А теперь на пальмовом. Вывод - раньше и фигня была лучше!4 балла
-
Да походит она без проблем. Не должно там быть ничего серьезного... дай бог чтоб я не ошибался.........3 балла
-
... работая в элитных домах на финише когда завозят всякую утварь частенько наблюдаю надписи = ручная работа из италии = , иногда ( на мой рабоче\крестьянский взгляд ) мягко сказать не впечатляет .3 балла
-
@БекасЧе, На железке, уважающие себя изготовители, отштамповали.3 балла
-
Глушитель Lada Granta. Углекислота, проволока 1 мм.
3 балла
-
Также электробритвы электромагнитные себя вели. У отца такая была - от радио-розетки говорила, и работала от 220В и от (вроде) 36В (в поезде))3 балла
-
@saper24, любая резина в той или иной степени на морозе дубеет (если не оплётка, то сами шланги резиновые). силикон спасёт https://ru.aliexpress.com/store/product/WP9F-WP9-4M-Red-Silicon-Hose-Braided-Air-Cooled-Complete-TIG-Welding-Torch-35-70-Connector/202830_32960654765.html?spm=a2g0v.12010615.8148356.63.65d149f0wjZqDJ3 балла
-
Называется "кому делать нечего до вечера". Выбирался на вылазку на выходных. С целью найти заячьи места. Не нашол. Нашол следы от двух зайцев.Большие круглые следы от задних лап. Погрызки его. Пошол по следам. Спугнул одного из лёжки. Убежал. Второй ушол по ходу прям перед тем как я спустился к реке. Услышал наверно меня. Нашол нечто похожее на как говорят охотники "жировка" зайца. Прошол метров 200 если по карте gps. Этот участок весь в погрызках и катышках. Ну где ел там и... Поставил 6 приманок. Вложил их в кусты которые он любит точить. Приманка, (просьба пристегнутся к стулу или леч на пол что безопаснее) пучок сена в ней большая морковка надрезанная чуток о спирали, пучок свежей петушки и всё это полито сильно солёной водой На 6 и 7-ом фото их видно у куста. Думаю что зря. Там метрах в 300 охотник лазил с руЖом и собакой. Но он меня не видел в лощинке. Я его проводил глядя в бинокль с кустов и продолжил. Зайца хочу поймать. Подскажите как? Только без петель... Капканы КПН-140 думаю и сеткой "тропником" или более. Ещё фотоловушку заказал. Может даже пришлют Средненькую. Falcon 110 3G. Почему КПН-140. Не знаю. Пака не купил. Есть и больше. КП-250 но сработает ли и в каком варианте "следовом" или "проходном".
2 балла
-
@БекасЧе, самое грамотное - взять с собой маленький баллон с углекислотой. И проверить, где нибудь на лестничной площадке хоть пять сантиметров шва проварить. В крайнем случае, просто зарядить проволоку и без газа попробовать. Нормально варить без газа он не будет, но будет видно, что инвертор работает, напряжение и подача регулируются. Как клапан щёлкает, слышно. Можно кусок шланга одеть и подуть, проверить работу клапана. Этот Сварог прост, вероятности, что вылезет какая нибудь хитрая неисправность, практически нет. Надо взять с собой остаток проволоки на катушке, рабочую горелку, массу и огрызок металла и удлинитель 2,5 квадрата метров 10. Маску не обязательно, и так всё понятно будет. Если на проверку не согласится, можно дальше не разговаривать. 100% лажа.2 балла
-
Это не ходовая часть?Не тормозная? Это обвес?Верно? Куда оно денется? Будет держать,так как сделано руками.2 балла
-
Вечер добрый.Лихо закрученный текст вышел. А можно немного проще, доступным языком пояснить? р.с. Неужели те,кто отказался от возни в позиционировании осколков в эти праздничные дни осознают ответственность в сварке именной этой детали?2 балла
-
В любом случае нужно стараться делать на качество,отличная работа2 балла
-
2 балла
-
Нет, примерно 1.1м. Толщина стен порядка 10см на сторону, максимум. Реально меньше. Там секретная эскимосская технология применена. Открыли ее когда нашли метеорит со старинными письменами. Дальше дело техники и золотых ручонок. П. С. Руки из плеч2 балла
-
2 бухты (20метров) магниевой сварочной проволоки ф4мм отправлено почтой России 1-м классом в г.Северск Томской обл.2 балла
-
А что тут говорить то ? Аппарат с ККМ, как я понимаю. Сама по себе плата не запустится без управы. У человека понимания работы аппарата нет. Плату под замену, т.к. модуль не разборный. Он бахнул. Можете его выпаять, сами всё увидите. Там кристаллы и залито силиконом. Наглядно можно увидеть БАХ. Стоимость платы только большая.2 балла
-
@Вад11, лечь без проблем, ну, до роста 1,8-1,9м. С моими 1,75 абсолютно свободно. Но вот парадокс: обычно в бане приятно лежать. А в этой бане дико приятно сидеть. Сидеть опёршись спиной на стену. Стена покатая, выполнена из лиственной древесины и поэтому ни капельки не смолистая, прохладная. Короче, дико приятно просто сидеть и потягивать чего светлого и ледяного из бутылочки, что я собственно сегодня и практиковал с особым остервенением. Фоткать внутри бесполезно, оптическая иллюзия и всё будет казаться маленьким. Диаметр окружности бани 2,4м2 балла
-
@G_Kar, тут не только и даже не столько вопрос времени, сколько вопрос наличия творческой жилки. В плане именно художественного видения. Не всем это дано. Далеко не всем. Мне, к примеру, вот совсем не дано.2 балла
-
Месторождение,, Одопту, кедровый стланик после метели Продолжение следует....
2 балла
-
Ну это да Еще фото я тут леворукий
2 балла
-
@Учусь,купите 4047 да и все,он нужен регулярно,поддоны из него есть,может еще чего,да и когда варится плохо,поры лезут,тоже помогает.1 балл
-
Для твоего давления можно брать любую ЦЕЛЬНОТЯНУТУЮ трубу, ее априори из некачественных материалов не тянут. Приблизительный диаметр внутрянки 18-20мм, стенка 2.5 - 3мм, это с запасом по давлению.1 балл
-
Редуктор в вашем случае - это не то оборудование на которое стоит тратиться. Берите самый дешевый с ротаметром и будет вам счастье. Сравнение, чтобы было представление - как это выглядит со стороны. Вы купили бюджетную пузотерку и решили прикупить для него крутой реечный домкрат как у джиперов...Лучше купите хорошую болгарку.1 балл
-
И сервисники так говорят, и я так говорю, но любит наш народ всякое говно, даже если оно стоит ооочень дорого.1 балл
-
Нет, это манометр низкого давления, т.е. он показывает давление на выходе, а не расход. А ротаметр показывает расход в литрах. Вот такой вам нужен.
1 балл
-
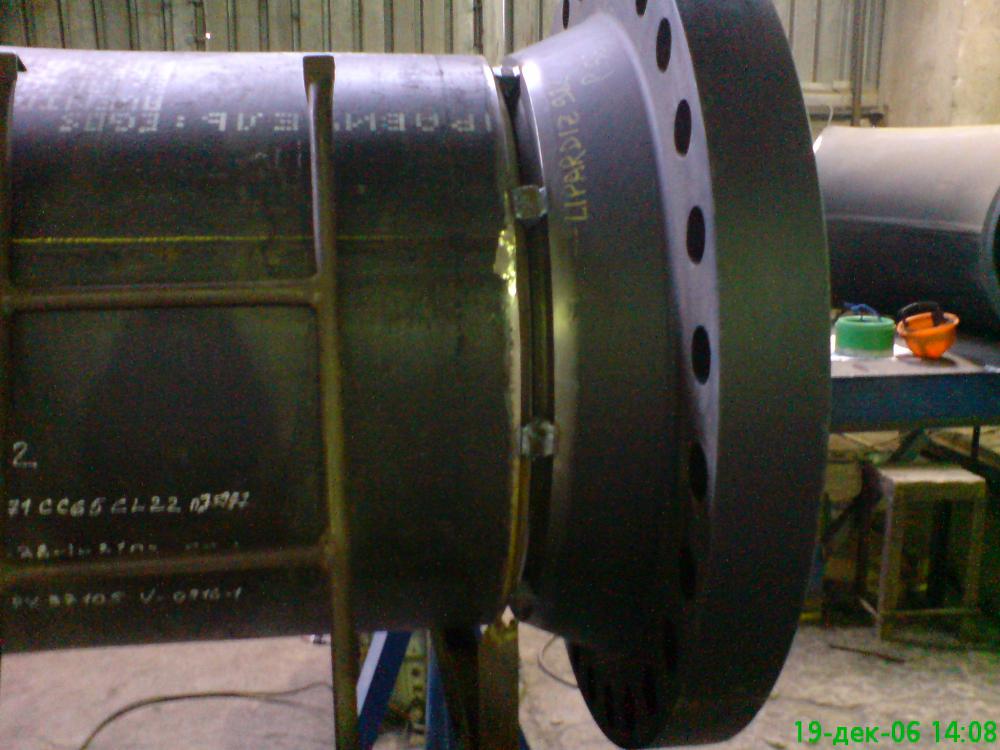
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
Пока делает, что может и на что спрос есть. Подставки для ёлок из обрезков, санки. Не забывайте, у него трудозатраты в любом деле умножаются минимум на два. Дальше видно будет, чем заняться.1 балл
-
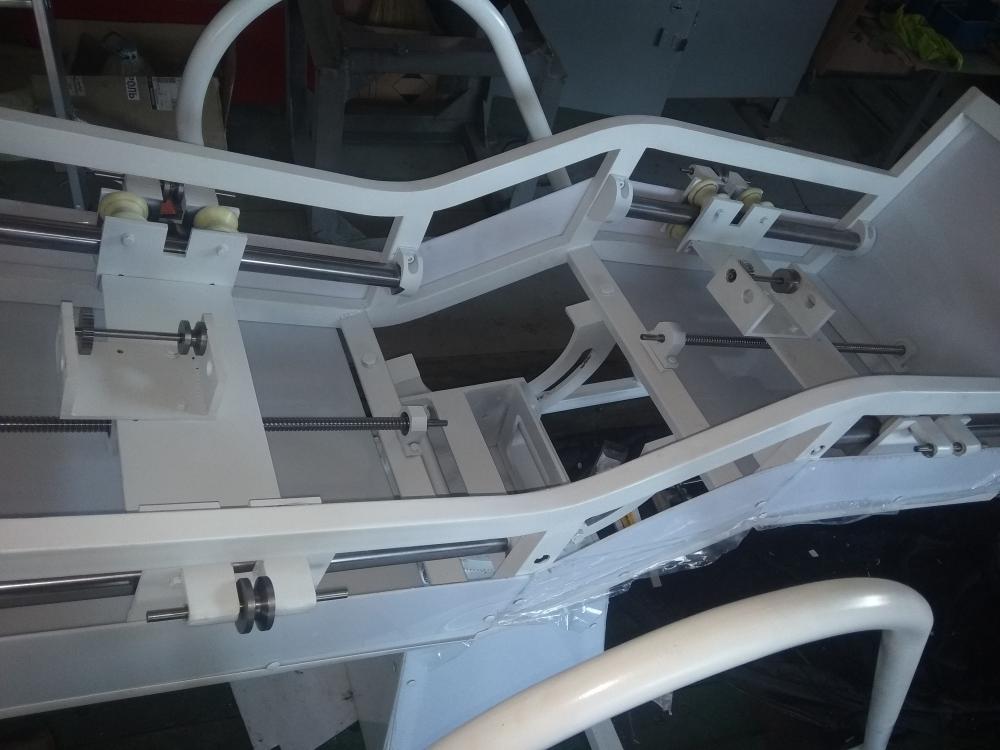
Загадочная конструкция медицинского назначения.Варил не все я ,но большинство .Напоминает дыбу,мне только известно,что поциэнт ложится на нее и с ним какие-то процидурки делают.Каретки приводятся в движение ШВП и серво- приводами .Радиусы проф.труб сварены из сегментов.Круглая труба гнутая.Все механические требуха тоже изготовлены нашей службой .
1 балл
-
Разминаем кривые рученки после праздников.
1 балл
-
Вот и закончились каникулы.
1 балл
-
AC/DC. Теперь и футболки! http://mir-printov.ru/muzhskiye-futbolki/ac-dc/?yclid=180574986860712777981 балл
-
Утро первого января глазами непьющего человека.1 балл
-
1 балл
-
Бетон ннада?
1 балл
-
Да так оно и есть. У них наверное производство у каждой фирмы по своему поставлено. Вот как то лет 7 назад попался мне ролик (чисто японский , сейчас не могу найти) в инете от Ямаха , так вот каждое утро несколько маленьких грузовичков выезжают с завода и развозят штамповку и полуфабрикаты по частным домам к сварщикам . Естественно Ямаха им дает оборудование и кондукторы в общем усе необходимое для работы дома. Разгружают , забирают готовое и сварщик сам решает когда иму работать и выполнить "план" , днем али ночью , с перерывами или сразу усе сделать и главное требование качество и во время сделанная работа. Ну и суть ролика в том , что качество дома выше , сварщику не куды спешить и ездить и в любой момент он может устроить отдых,,, Япония однако .1 балл
-
Походили сегодня часика 3 по льду. Набурились насиделись не чего не поймали. Была одна щучка 20 см. Отпустили аккуратненько назад. И всё. Были какие то подёргивание но... Тонковат лёд ещо у нас там. Точнее наверно хрупковат. Больше 10 см а в оном месте как треснул во все стороны аж согрелись сразу. Руку засунул, а там явно больше 10 см. Я это к чему. Есть ли смысл купить эхолот для рыбаки через лунку или это всё от лукавого?
1 балл
-
Кому, что а жене моей кроме такой разрядки и не нужно ничего. (звучит саундтрек "Рабыня Изаура") ...а моя задача это сачковать у мангальчика
1 балл
-
Все шлаковые включения обычно собираются по бокам корневого шва, после чего эти участки и зачисчаются оставляя рельсы по бокам корня. У нас в основном сварные при зачистке корня чистят только бока вообще не косаясь середины шва и все проходит УЗК.1 балл
-
Глубокая канавка получится после зачестного, которую потом дольше нужно заполнять, что может привести к прожогу на вертикале. При отрезном же весь корень находится как бы в одной плоскости на которой комфортней держать ванну.1 балл





















































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)