Лидеры




Популярный контент
Показан контент с высокой репутацией 18.12.2018 во всех областях
-
А не какого "мазохизма" нет и все просто , ухо родное надорвано вместе с резьбой этак так ровненько точно по середине диаметра резьбы , ну и вариант заварить и сверлить по новую резьбу и это не лучший вариант так как резьба из 4043 будет слабовата и потянет нитки а их там дай бог шесть-восемь и шаг 1,5мм . Второй вариант - вырезать резьбу из жигулевского корпуса КПП но там шаг 1,25мм , да и муторно все это. Третий вариант , заварить ухо , просверлить отверстие 10,5мм и не чего не нарезать и просто применить болт + стальная гайка , но это не совсем удобно будет ремонтникам . Ну и мой вариант , подварил трещину только до ниток резьбы ну и конечно трещину стянуло и уже нитки будут немного держать , ну и шайбу с резьбой из В95 и я знаю что приварю и не впервое делаю и тем самым усилю ухо да и резьба будет сопоставима со стальной гайкой и только болтик чуток длиннее нужон будет . В принципе В95 можно было и не приваривать и она бы работала как простая гайка , но зачем когда можно сделать крепче да и ремонтникам проще будет. Ну и усе уже сделано и ждемс клиента что то он в Крыму задержался и даже не звонил , но может и к лучшему я вот усе прикрутил и подтянул и пусть старится и напряжения сойдут и устаканятся . -------------------------------------------------------------------------------------------------------------
 14 баллов
14 баллов -
Для начала-надо точно определиться с диагнозом и конкретизировать масштаб повреждений. Если не лопнула масштабно хотя бы одна из коренных постелей-то всё лечится. Сначала-постели растачиваются на горизонтально-расточном станке, потом навариваются ПАНЧем в аргоне с припуском на проточку в ноль. Затем-бугеля по привалочной плоскости фрезеруются. Если бугель подбирается с другого блока, то обнижать порой надо прилично, но шанс подогнать есть всегда. Далее-наваренный блок и осаженные бугеля скручивают и опять протачивают. Восстановить смазочные отверстия и замки под вкладыши-дело техники. Качество ремонта-напрямую зависит от пряморукости и соображучести работников (токаря, сварщика и слесаря) и точности станков. При правильном подходе-ходить будет долго и счастливо. При условии, что горе-эксплуатанты опять не сотворят какую-нибудь бяку. Лично (в качестве сварщика) участвовал в восстановлении не одного десятка блоков именно по коренным постелям. Вопросов по качеству-не возникало.12 баллов
-
10 баллов
-
Какие-то горшки от трактора сплав хрень редкосная. Ну и очередную игрушку прикупил по случаю. Испытываю слабость к фирме bosch
9 баллов
-
Суть моей темы для того, что бы иметь представление о фирмах которые специализируются на ремонте сварочного оборудования, кому можно доверять а от кого нужно остерегаться. В современном обществе первенство имеет "ОК ГУГЛ" что бы народ мог найти информацию по своей проблеме кому доверять а кому нет. Был у меня ФЕБ 200 из первых инверторов - "машина" изначально была сделана видимо с любовью и надежно т.е. проблем не было но и тут у меня "чесалось" начитавшись форумом про горячий старт (начало 2000г). Обратился в фирму в Питере и приехал с аппаратом к ним, встретили помогли с вопросом как бы решили но чисто психологистически (понятие на сегодняшний день). Прошли годы, аппарат работал исправно всем удовлетворял, но при перемещении на выполнение работ на другом объекте случилась глупость по моей вине - подключил в место двух фаз три и в итоге после приличной отработки аппарат умер. Ремонт, запуск, после ремонта снова умер, отправка Алексею, (техсвару) ремонт по всем канонам и аппарат жив по сей день (не у меня). Суть в том что за годы фирма (или зажралась или потерла квалифицированный персонал), да и с МАГМОЙ подобные проблемы описывал владелиц из СПБ на чипмакере (https://www.chipmaker.ru/user/925/) и "войну" с фирмой без результата (можно спрашивать у него). Был опыт приобретения (сундука под фирмой МАСТЕР находится под Ярославлем и тут есть представитель) и не только сундука, на сегодняшний день не могу сказать что то отрицательное но все вопросы были решены в плоть до выезда на место ко мне т.е. ремонтировали на месте после третьего обращения. Оказывается что маде ин джемони тоже ломаются и надо их ремонтировать. Приобрел себе надежного немца Merkle PU High Pulse 350 по опыту эксплуатации его родственника LogiTIG 240 AC/DC хоть и БУ но практически в работе не был (условно новый) какое то время от времени приходилось его запускать неспешно в работу по сварке как АЛ так и по стали, но появлялись какие то непонятные глюки в виде плохой массы и в итоге (крыша) программа слетела, начал жить своей жизнью (варить варит но на регулировки не реагирует, в общем сам по себе). Нашел фирму в интернете тут! и тут! отправил и... месяцы ожидания, звонки с выяснением что и как - ждите с вами свяжутся, связались через два месяца - ремонт будет стоит в районе 7-8т.р., и мы знаем слабое место которое больше не побеспокоит, даю согласие и жду еще месяц. Получаю аппарат испытываю, счастье - работает, ждет своей работы один месяц, появилась, отработал 3-4 дня (не более пол катушки проволоки) глюк тот же (живет своей жизнью). Звонок в ремонт - отправляйте за наш счет. Месяцы ожидания - прибыл, работает АЛ варит хорошо (на испытании), ждет своей работы почти месяц и - пол катушки АЛ и живет своей жизнью. Звонок на фирму с вопросом как быть ответ : - мы вам перезвоним (а гарантии то 1 месяц и он кончается завтра) и тишина. Звонок на эмоциях ответ :- мы вас понимаем... через сутки звонят сами - дело в том что вы отправили прошлый раз аппарат за наш счет а это как бы не в ходит все же в стоимость ремонта.... отправьте его за свой счет мы попытаемся вновь его отремонтировать и в случае неудачи вернем деньги. Аппарат отправил и приложил подобную плату, что они ремонтировали, для проверки (может и оживления), хотя план был ее проверить самому эта плата с подобного аппарата из Белоруссии) но увидев пломбы на аппарате мастера, решил их не трогать. Как только аппарат они получили позвонил что бы связаться с мастером, но по опыту общения уже знал, что диспетчер подкован и ответит что мастер появится после такого то часа и перезвонит (естественно звонка можно ждать месяц). Повторный звонок с напоминанием и ответ тот же что вам позвонят. В общем получаем результат ремонта почти в один год и чем этот ремонт закончится еще не известен, я обязательно тут напишу что и как и ссылку на эту тему отошлю им. Думаю не я один оказался "терпимцем" но не все решаются подобное признать да и особо то жаловаться некуда но интернет все же имеет силу и в случае неудачного ремонта сниму видео и размещу его на ютубе дабы оповестить как можно больше аудитории о лживой рекламе в 2-4дня ремонта или на оборот, что проблема решена но какой кровью...6 баллов
-
Любой припой любит свою температуру, 4047 тоже неплохо растекается, конечно со 192 не сравнишь ,но всё же. С кулерами больше времени занимает поддержание температуры , очень теплоемкие они.5 баллов
-
Заходил вчера в магаз, слюни попускать... Привезли Кедр TIG 200PN AC/DC. Наконец посмотрел его вживую, пощупал, понюхал, задолбал продавцов))) В общем что увидел - корпус с дешевого пластика, выглядит похуже чем на Джасике и металлическая часть окрашена как-то страшненько, крутилка на панели - просто убогая пластмасска. Горелка обычная в комплекте, без управления током как у Джасика. Заглянул внутрь - куда смог, через вентиляционные отверстия... Компановка 1 в 1 с Джасиком! Может что-то не хватает в элементной базе, но силовая часть - похоже идентична. Цена вкусная! Напомню, что Джасик в этом корпусе и по описанию с теми же характеристиками стоит сейчас 70 тысяч! Бред вообще, не понимаю я политики Сварога. Сварог с 2019 года отменяет замуты с гарантией 2+1+1+1, будет просто гарантия 5 лет! Но блин, если гарантия в 2 раза больше, то аппарат-то не должен стоить в 2 раза больше! Когда я брал Джасик, он мне обошелся в 45 со скидкой. Тут понятно, что против Кедра с 2 годами гарантии и ценой в 35 - Сварог победил. Сейчас я бы ни за что не купил Сварог за 70 зная рынок... Прибалтываю знакомого купить его, может тестдрай получится устроить сравнительный... Еще глянул "новинку" - Сварог Real TIG 200 AC/DC. На Али этими аппаратами уже пару лет торгуют. Отзывы неплохие... По размерам чуть больше описанных выше аппаратов. Тоже потестить бы...
5 баллов
-
Костя , да ладно бог с ними с волосяными и я за ними слежу ,,,, вот сегодня почти доделал и я не спешу , да и другую по мелочи приносят , вот сегодня проводок на свечу накаливания от печки Скания припаял CuSi3, а то водитель перемерз у нас 20 было. Завтра в бой Хелви запустим и пусть катаются на здоровье .
5 баллов
-
5 баллов
-
Трубку в круговою на камазовском ШААЗовском кулере 4047 обпаять элементарно, правильный подогрев и правильная пропанкислород. горелка, ну и опыту чутка и всё реально4 балла
-
У нас в Томске все плохо с ремонтом. Да и в Новосибирске не лучше. Весь ремонт сводится к замене сгоревших плат. Когда речь идет о китайских аппаратах - это имеет смысл, средняя цена ремонта 5 т.р., заменил плату, забыл. Но вот когда дело касается европейских аппаратов... Ломался у нас как-то EWM Triton (да они тоже иногда ломаются), сервис в Нске сказал - только замена платы, которая стоит 47 тысяч... 2012 год, новый EWM стоит 140 тысяч... Обратился к другу электронику, починил аппарат, до сих пор работает, денег брать не хотел,. отдал ему 5 тысяч, тот счастлив был, я - тоже... Сейчас ни чего не изменилось, стало только хуже. Уровень знаний ремонтников примерно как у меня, т.е. нулевой. Сам могу потыкать мультиметром и увидеть вздутые конденсаторы или выгоревшие дорожки. В общем хорошие специ есть, но искать их надо не у официалов.4 балла
-
@Anton VL, не, ну 50 - я согласен, но не 70! Если бы знать точно - в чем отличия, может я бы и на 70 согласился, но пока как потребитель я не вижу смысла переплачивать в 2 раза.4 балла
-
Давно кулера не паял и тут опять рено на помощь приехал.
4 балла
-
@Kurt1, я млею от этого дядьки!
4 балла
-
Бабочки-шмабочки... тудыть вашу в качель, заразили!4 балла
-
@copich, без ТЗ они озвучивают цену в минималке. За сотку Дайхен это с источником емнип 450 ампер, и радиусом в два метра. А этот фанук про источник умалчивает, и два метра там вряд ли, судя по фото. Дайхен это второе слово в названии фирмы. Первое "ОТС" -- может с ними сталкивался. Я говорю что озвучивают, то есть по телефону с манагером я общался, и под наши запросы робот нам влетает где-то в две сотки, и то не полный фарш. Узнавал я всё это по заданию моего капиталиста, и за его счёт на выставку летал. У него в голове был какой-то робот за пару миллионов рублей, но реальность оказалась куда страшнее. Всё никак не запилю статейку по технологии SynhroFeed. У меня лежит в почте пдф по этому делу -- впечатляет. Могу показать: https://yadi.sk/i/udiD6AIf8bc5Lg3 балла
-
@Сусанин,куда оно нахрен денется. @selco, Я вот такой штукой пользуюсь довольно давно , дремель нервно курит в сторонке. Фрезы тоже стоматологические еще и левого вращения бывают.3 балла
-
Самое главное , соблюдить тех. сварки и не перегревать и этого вполне достаточно для "самогонных" и других бытовых емкостей , и будут работать десятками лет. Я вот из 430 емкость под воду соседу через 3 дома года четыре назад делал так вот нет не какой коррозии и стоит. Да вот в Электростали на атоммаше , там другое дело но у них и присадки да и газы высшей пробы , да и сварщик каждый день прежде чем приступить к основной сварке , наваривает "бочонок" диаметр около 50мм и длина такая же и на токарник усе режется и экспресс анализ и только потом допуск к основной сварке. P.S. Накидаю я пожалуй информации для "размышления" и осмысления нержавей. Duplex-stainless-steel-Datasheet.pdf Fofanov_D._Austenitno_ferritnye_stali_dupleks.pdf автоматическая сварка.pdf МКК корозия.pdf сварка нерж.pdf3 балла
-
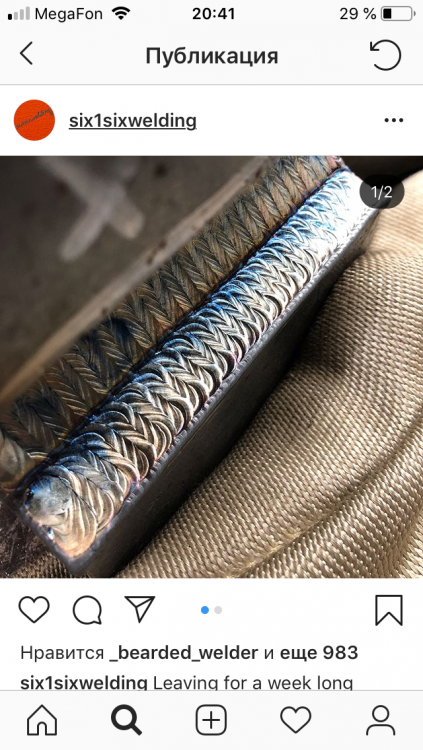
Начитавшись форумов,насмотревшись ютубов,решил попробовать эту вашу бабочку-американку забороть. Пробовал восьмёрку,зигзаг и классику так сказать .Ну шо,окромя завитушек и заболевшей кисти глубинных глубин я честно говоря не понял,хотя зигзагом удобно.Напарник с меня проорал,мол обкурятся своей веб сварки наркоманы проклятые и давай фигнёй страдать.Ну и начал тоже от нефиг делать вертикал варить.Ну и я начал,на верх правда перегрет металл уже был и вышло уродливо.А так практически новогодние мотивы)
3 балла
-
Резьбу на свече сорвали, ещё со сверлом пореборщили. Отправлено с моего Redmi 6A через Tapatalk3 балла
-
ГБЦ немного подустала.3 балла
-
Люди, которых мы встречаем по жизни - определяют наше будущее. Часто получал помощь от совершенно незнакомых или мало знакомых людей, поэтому, если я реально могу кому-то помочь и это мне ни чего не будет стоить - я помогаю. Но в общем-то сейчас хочу сказать о другом, вернее о других... Наши спутники жизни - жены. Из мужчины человека делает женщина и в этом есть истина. Мне в этом смысле повезло, жена с пониманием относится к моим заскокам. Как она меня терпит - не знаю. Вот пример - взял кредит на 300 т.р. обещал с этих денег что-то сделать в квартире и купить новую посудомойку (старая сломалась)... В итоге все впулил в работу... Слова мне не сказала по этому поводу! Ну не чудо ли женщина?! Это не единственный мой косяк конечно. Живем вместе 12 лет, а сегодня годовщина свадьбы - 9 лет! Люблю свою жену, без нее я бы не добился того, что имею сейчас. И это не про материальные блага, а про душевное состояние...2 балла
-
Михаил , в общем забирай у них деньги хоть какую нить часть истраченных. Давай его в Германию отправим и там позаботятся и сделают как надо. Хорошо иметь хороших друзей по всему миру и немцы тоже разные бывают. Жду завтра и подскажет как отправить ему ну а он там разберется он такой же как мы - Сварщик и фанат Меркле.
2 балла
-
При всей игрушечности это довольно хороший помошник отвинтить, завентить. Если доукомплектовать патроном под шестигранник и редуктором под девяносто градусов - возможности станут безграничны.Сам имею бошевскую малютку не раз спасавшую при сборке мебели и починке бытовой техники. В комплекте как раз шел редуктор угловой. В любую дырку влезть можно. К ней еще штопор продается, но я к штопорным напиткам безразличен))) Еще есть макита. Хотя и с древним аккумулятором, но с подсветкой и богатым набором насадок.Причем недурственного качества насадок. Сам бы может и не купил бы и не узнал насколько полезные штукенции, но по случаю был одарен хорошими людьми, за что им спасибо огромное.
2 балла
-
давно уже снял, а с тебя 4047 как паяет2 балла
-
@Георгий 11,жор, не поверишь, этот малыш кисть свернет и не поморщится, так что зевать нельзя.2 балла
-
звонок вечером по поводу аппарата - мастер сказал что его подключил и он работает, видимо какая то плавающая причина... Спрашиваю - как подключили, горелка, проволока проба варить? диспетчер - нет просто под нагрузку... занавес... а плату что приложил с аппаратом? диспетчер - выдает 400А... может ее починим...Вот скажите или я дурак или лыжи не едут, аппарат с одной и той же причиной на протяжении больше полугода попадает к ним в ремонт с объяснением от меня что глюк программы, зависает, не слушается но дугу поджигает, т.е. на балласте напряжение будет по любому. В общем такое впечатление как у Райкина в монологе про портных, каждый раз новый мастер??? можно. Продолжение следует. Если и после четвертого ремонта умрет, закажу плату и сам установлю, плата меньше спичечного коробка с тремя деталями....2 балла
-
попытался найти свои фото , плохо я орентируюсь на сайте , очень много нужно перелапатить в этой теме , вернее эта уже продолжение . Не осилил ((2 балла
-
@Учусь,ну вот поэтому я добился,что мне нормальный газ возят,даже к окраске баллона нет претензий,потому что так положено и должно быть,а кому то с неисправными вентилями и баллоны как с чермета. @saper24,у линде дороже и баллон если не их,то 1 т.платить нужно за каждый,чтоб на свой поменяли,я брал у них,но ценник сильно подрос.У арно тоже брал-без претензий,сейчас у местных беру,открыли нормальную заправку,дороже,чем у всех в городе,но тоже хороший газ.Да и в приятельских отношениях с ними.2 балла
-
Охотнички опять прибыли.
2 балла
-
Местный авторемонтный завод специализировался на ремонте ярославских дизелей. Лично наблюдал - на изношенные постели блока наплавляли автогеном чугун, используя в качестве присадки поршневые кольца. Затем растачивали. Всё работало. Вот не пойму, зачем этот мазохизм? Картера обычно силуминовые. И приваривать к ним надо тоже что то силуминовое . И это будет правильно со всех точек зрения. А на вопрос - где взять? отвечу - перелить. При наличии резака, металлической покрашенной посудины и лома - это совсем несложно. При наличии муфельной печи - еще проще. А ежели хочется повышенной прочности - переливать поршня, лучше дизельные.2 балла
-
@SvarkaRezka23rus,только у себя,несколько раз обменяете,потом или нормальный будут давать,или пошлют подальше.Можно еще ВЧ брать,там с каждого баллона пробу берут и бирку на баллон лепят с данными и подписью отк.2 балла
-
@SvarkaRezka23rus,моют,так называемая диагностика,при замене вентиля тоже,допустим вы кислородный решили под аргон пустить,без мытья тут ни как,из под углекислоты мытье не прокатит.Потом то все равно вакуумировать.2 балла
-
@Kurt1, ну тут такая ситуация: - пломб на аппарате не должно быть. Это как "отче наш". Пломбы на промышленных источниках не допускаются. Если аппарат отремонтировали то не важно, что пол года на работу или год, гарантия. Но продувать то нужно. А как если пломба? У некоторых и раз в неделю продувать надо. Некоторые раз в месяц дуют. В общем аппарат не протянет год, если производство грязное. - конечно одним может починят и хорошо, другим там же плохо. Зависит от многих факторов и однозначно утверждать, что сервис плохой, огульно. - в данном случае я бы поступил так, что если чините плохо, то пересыл только за счет ремонтников. Не хотят быстро и качественно чинить, то пусть тогда учатся но за свой счет. Ну и мастер должен всегда предоставить то что они заменили ... По первому требованию. Без требования, может и не приложат. Я тоже иногда забываю или ... тупо выкинул, а потом и прикладывать не чего. Но скрывать нельзя. Если скрывают, значит это первое, что сразу должно насторожить. Этим как раз и пользуются нечистые на руку мастера. Ведь если вы чините не по гарантии, то оплачивая, клиент покупает новую деталь, но и старая изначально принадлежит ему. Поэтому нет ни одного довода, что бы мастер за собой придержал ваши детали. НО!!! Лучше изначально предупредите, что вы свое хотите получить обратно! А лучше в почте это отобразить. Слова к делу не прилепить. Ну и любой ремонт должен быть подкреплен бумажкой. В общем, надо просто изначально, ну после первого не удавшегося раза, точно, брать все под карандаш. Удачи всем! С уважением, Игорь. P.S. не ошибается тот, кто ни чего не делает. И признать, а после устранить он обязан.2 балла
-
Если аппарат на гарантии то сдать его в сервис. Скорее всего у него реальная болезнь. Либо ... а лучше желательно, использовать подключение трех жильного кабеля с заземлением. Аппарат можно и нужно заземлить. Если нет отдельного заземления, т.е. кабель двух жильный изначально идет, то конечно нудно сделать заземление самого аппарата. возможно это и есть причина. Точнее совпадение нескольких моментов, что и приводит к этому. Как вариант перевернуть вилку в розетке. Может и поможет. Может в этом и проблема была. Честно говоря, может и хорошо что в защиту уходит. но гадать на кофейной гуще нет смысла, надо по факту смотреть и разбираться. Но в любом случае, заземление для того и сделано, что его надо использовать. Как говорится, хороша ложка к обеду! И заземление хорошо там где оно должно быть. А то что ни кого не дергало и не убило, не говорит, что так и дальше будет. Дорогу много кто и где народ перебегает. Но 99% везет, а одного из ... на кладбище несут. Надеюсь вы меня услышали.2 балла
-
отвёртка.2 балла
-
а почему должны? Горение есть окисление (не обязательно в кислороде). Окисление металла сварочной ванны происходит? Происходит, только на поверхности при остывании, да в зтв, где защита меньше. Влияет это как-то на кор. стойкость шва? Влияет, если не удалить оксидированный слой и не пассивировать (для использования немедленно, если сразу не использовать, то и без пассивации можно). Но какой процент лигирования уходит на этот "угар"? Подозреваю, что ноль целый жмых десятых. Ведь поверхность для окисления крохотная.Вообще начали с горячих трещин на аустените, а теперь треплемся уже совсем о другом. Предлагаю закончить религиозные войны и перейти к конструктиву. С уважением.2 балла
-
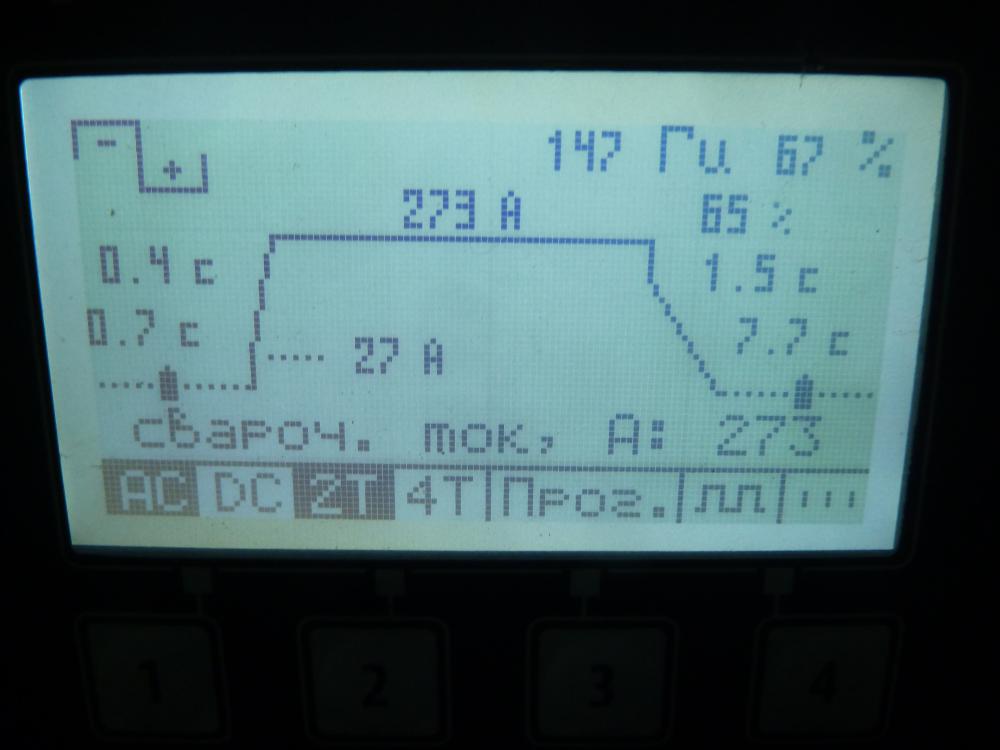
Всем привет! Как и обещал отписаться, погонял аппарат в течении сезона , пульт позволяет экономить кучу времени, да и ноги не так устают, варил и лестницы, и пожарные лестницы, и кучу всего, а это последняя работа ещё в процессе, магазин 18*36 метров каркас профильная труба 300*200*8, закладные 600*500*20, ветровые 80*80*4 и 100*100*4, работа от генератора 6кВт, аппарат не обращает внимания на причуды генератора, то заглох, то помошники выключат когда я с электродом работаю, ни сбоев , ни каких заморочек. один шов успел сфоткать, пока не покрасили, электрод убираю , а они уже кисточкой , только краска дымиться хотел электродами 4 мм поработать, у генератора автомат слабенький на 150 А отсекает, взял 3 мм ок-46, и вперёд. Варит и уоньками и лб без проблем один день без перекуров, электрод за электродом, 24 метра шва с учетом перемещений по площадке и подъёмов.
2 балла
-
Интересная работа:2 балла
-
Изготовление индуктора для нагрева подшипников(если кому надо расскажу подробней). Газовало страшно,после шлифовки две поры,аяяяяй))
2 балла
-
@sneiper, Варить так как сказал тов. @caro. Если у вас там на работе сильно требовательный умник имеется, то попросите обьяснить, с каких пор, и по каким нормам мы наваливаем такие катеты одним проходом. Может для красоты разве... Дальше надо шов выводить -- на задницу предыдущего шва. Следовательно предыдущий шов надо начинать немного раньше, чтоб потом на этот навал загнать кратер следующего шва. Кстати и кратера такого жуткого в конце шва не будет если делать трёх проходной. Просто наваливаете первый проход углом назад -- получается бугор, а затем этот бугор с двух сторон привариваете к основному металлу, но плоскими швами -- углом вперёд. После обработки щёткой граница проходов практически стирается и становится мало заметна. Конечно. Вы можете сделать красивый вертикал, и красивый шов в нижнем, но рядом они смотреться будут плохо. Вот вам малёха фоток чтоб подумать.Все швы мои.2 балла
-
@saper24,для более серьёзных задач есть шуруповверт, а этот малыш понравился именно своей конструкцией.1 балл
-
Классно, что тут ещё скажешь)1 балл
-
@Учусь,ну опять видел-не видел,я про как должно быть,гост привел,можете загуглить про ВЧ какой чистоты должен быть.Почему на линдегаз ни кто не жалуется?Почему они только со своими баллонами работают?1 балл
-
Ну вот, ещё и дремель. ты меня совсем убиваешь своим трудолюбием и прилежанием. Один я такой: а, и так сойдёт!1 балл
-
Все я читаю и проникаюсь.Сахалинский кот вроде уже разжевал в своих подробных экскурсах все что можно. Уже весь ТИГовский раздел многократно прочитал и умом постиг.Но мозг не дает правильную команду рукам))Как говорил гн.А.Н.Крылов-"Теория без практики мертва..."Насчет углов я уже вроде озаботился-надо просто чтобы пнул кто то под зад в нужный момент.Ну ничего-я все равно научусь..на старости лет1 балл
-
Может проще воздуховод с хаты в мастерскую кинуть?1 балл
-
Тудвасев В.А - Рекомендации сварщикам по ручной и дуговой сварке сосудов и трубопроводов, работающих под давлением. Книга 1 - 1996 Тудвасев В.А - Рекомендации сварщикам по ручной и дуговой сварке сосудов и трубопроводов, работающих под давлением. Книга 1 - 1996.djvu1 балл
-
@Глобул, дед покойный делал замки слесарным методами,но это, в принципе, не показатель.А так и сейчас встречаются спецы. У меня, вот, на работе, например, слесаря-ремонтят станки, в том числе и уникальные .Это-не хелперы. Это-шлоссеры. Зубил-несколько видов. Возможно, Вы слышали, например, про крейцмессель. Есть ещё штихели- мессерштихель, грабштихель и т.д. Мастер- мэйстер .1 балл
-
Не раз сталкивался с проблемой, когда твоё доброжелательное и человеческое отношение, принимают за возможность сесть на шею, или выказать какие то свои потаенные амбиции и комплексы. И даже те, которые понимают, что при необходимости их могут запросто съесть со всеми их ужимками. И делают это, тупо рассчитывая на твою снисходительность и добродушие, посему решил не заводить понебратские отношения с компаньонами. А как этот вопрос решаете вы?!1 балл