Лидеры




Популярный контент
Показан контент с высокой репутацией 02.11.2018 во всех областях
-
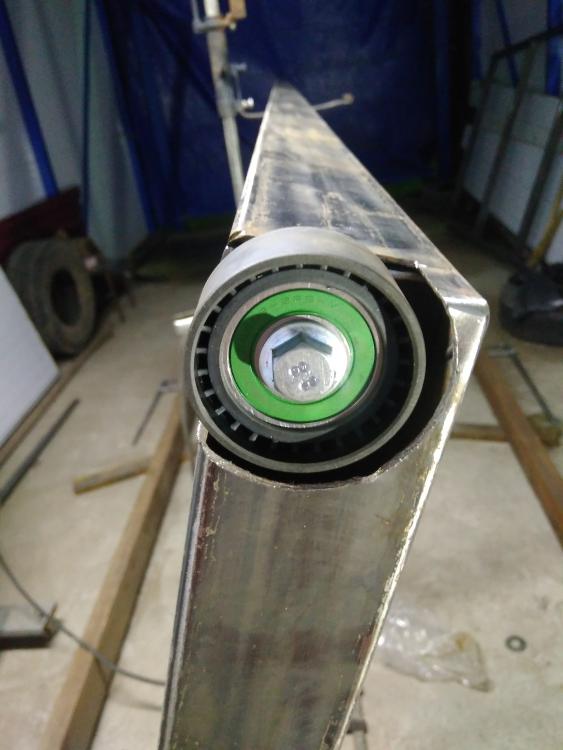
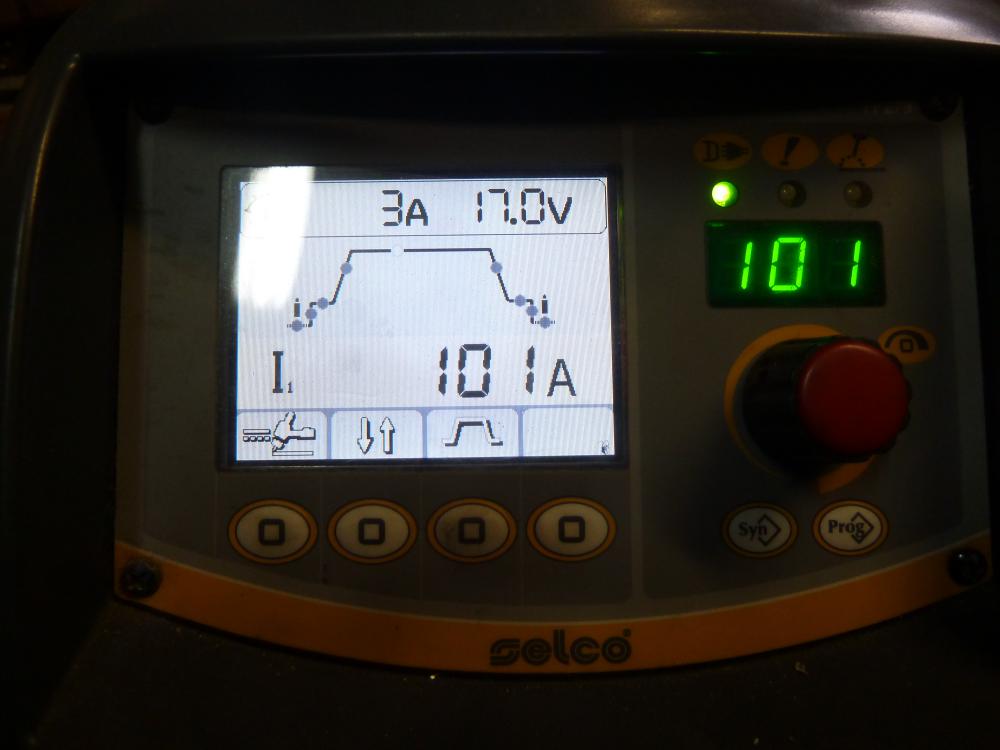
Врезка 219 трубы и приварка накладки. Первый проход тиг, заполнение полуавтомат.
 13 баллов
13 баллов -
МТЗ 320 , другой насос и небольшая переделка крепления трубок ------------------------------------------------------------------------------------------------------------------- Ну и в грузовой сгонял , посмотрел клапанную крышку с трещиной , снимают и думаю завтра привезут. Экскурс небольшой Хаски косточку привез , она инвалид без передней лапы влезла ею под забор и так изуродовала что пришлось ампутировать. Вообще она не голодная и кормят иногда и шашлыки , дальнобойщики бывает живут по неделе тут и есть где ночевать, комната отдыха , диваны, ТВ, ковры,мангал, почти как дома.
13 баллов
-
Продолжаем страдать фигней заниматься приятными мелочами... Приехали ништяки с Али... Испытываем интересный пневмо-девайс и новую расходку...
12 баллов
-
Вообщем приехал! Упаковка нормуль, все в пенопласте и целлофане. Теперь комплектация. Два пакетика слева - это допы ролики 1,0-1,2 на Fe и Al. Теперь рукава, шланги, кабели, каналы и т.д. Ручка отдельно В аппарате стоят ролики 0,6-0,8 Fe, в комплекте отдельно 0,8-1,0 по Al. Так что в целом можно и не брать доп. ролики, но для гурманов и спокойствия души - таки, ДА! берем.... Имеется ключик под горелку, крутить все и вся... Ролики по алюминию не перепутать, имеют свою маркировку. Вилки в комплекте нет, испытания пока отложены...
12 баллов
-
Расширение команды модераторов; ТИГ форум @круазик, и п/а форум @Hlorofos, Прошу любить и уважать.9 баллов
-
Андрей , прежде всего поздравления . Ну и про ролики и они маркированы своеобразно и по первому для меня было не привычно так как у Меркле по другому. То есть на Меркле например 1.0мм под проволоку и с этой же стороны канавка сия и если я ставлю то обращаю надпись от себя то есть к аппарату , у Хелви надпись должна смотреть на тебя и канавка с противоположной стороны будет рабочей . Ну и вставьте небольшой направляющий хвостик из тефлон к катушке и так проволока пойдет увереннее особо Ал
6 баллов
-
Повесил ворота, обналичку приделал, теперь надо подъемный механизм замутить. Буду ставить маленький тельфер (китайскай), на 120 кг, через блок 240, вот через блок и буде потому как ворота получились нелегкие, хотя делал все из тонкого профиля и обшивал тонким листом (0,45 с обоих сторон лист, и профиль стенка 1,5). Возможно в помощь тельферу придется делать противовесы. Ну и с запорными механизмами пока в раздумьях...) Снимал в сумерках, потому фото так, не очень Дверку сделал двустворчатую (из обрезков панелей), чтобы мот можно было загонять своим ходом, с разбегу
6 баллов
-
Сразу хочу сказать о главном! Канал тефлоновый необходимо устанавливать в сварочную горелку, чтобы хвостик торчал и подходил почти касаясь подающих роликов. Для этого на кончине необходимо сделать срез под углом. А так же из аппарата вытащить латунную втулку. Он фиксируется резиновым колечком, чтобы при транспортировке не потерять латунную трубку. Так вот, латунную вытаскиваете и сварочная горелка, хвостик тефлонового канала со скосами, подходит после закручивания гайки на сварочной горелке почти вплотную. Т.е. зазор должен быть но минимальный, чтобы ролики не цепляли канал. В таком случае, не будет алюминиевая проволока цепляться за латунную втулку и переход в тефлоновый канал будет без переходов, прямо с роликов в канал. Так же на сварочной горелке откручиваете газовый рассекатель. Он стоит под черную сталь. Вместо него вкручиваете из комплекта такой же рассекатель но под резьбу М8 и соответственно наконечники применяете с резьбой М8. Для черной стали и нержавеющей, проделываете процедуру в обратном направлении. Откручиваете с М8 и закручиваете с М6. Под всю мелочь в комплекте есть коробочка с фиксацией крышки. Где удобно будет держать всю мелочь. Голубой коннектор для ТИГ горелки нужен если планируете использовать ТИГ сварку в дальнейшем. И для этого можно купить любую горелку ТИГ и используя из комплекта аппарата газовый штуцер и коннектор, присоединяете ее без проблем. Горелка ТИГ с кнопкой нужна, в аппарате есть клапан. С вентилем горелка тут не подойдет. с некоторого времени, промышленные аппараты не комплектуются вилками. Даже если аппарат на 220 Вольт.Это обусловлено тем, что некоторые заводы устанавливают розетки промышленного назначения. Как пример. Не реклама. Просто поисковик и первая ссылка: https://yandex.ru/images/search?pos=0&img_url=https%3A%2F%2Feway.elevel.ru%2Fupload%2Fraec%2F63fb%2F1a14%2F0bc9%2Fcf14b2e148067eb7c8c9032a505de279.jpg&text=розетка%20промышленная%20220В&rpt=simage&lr=2136 баллов
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения5 баллов
-
Думал -думал где это уже видел. Да у гламурного сварщика.5 баллов
-
Оригинал здесь. https://klyshko.ru/pasport-truboprovoda/ Здравствуйте уважаемый читатель блога прораба, решил написать статью про паспорт трубопровода, так как при сдаче работ нашей строительной организацией по монтажу промышленного трубопровода, заказчик заставил нас, его делать. Что не сделаешь ради заказчика, который должен заплатить за выполненные работы и пугает, что может прекратить сотрудничать с нашей строительной фирмой, ну ладно, надо так надо. Хотя если разобраться в гост технологические трубопроводы 32569-2013 прописано какую документацию должны сдавать монтажники. Пункт «13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П)». В приложение П, перечислены следующие документы: • Свидетельство о монтаже технологического трубопровода; • Исполнительный чертеж трубопровода; • Спецификация изделий, примененных при монтаже участка трубопровода; • Акт промежуточной приемки ответственных конструкций: • Журнал по сварке трубопроводов; • Журнал учета и проверки качества контрольных сварных соединений; (тема для отдельной статьи) • Список сварщиков, операторов-термистов, дефектоскопистов; • Если у вас трубопровод с давлением более 10 МПа, то необходимо предоставить журнал сборки разъемных соединений трубопроводов с давлением более 10 МПа с контролируемым усилием натяжения; • Акт испытания трубопровода; • Акт на предварительную растяжку (сжатие) компенсаторов. Про то как выполнить исполнительную документацию на промышленный трубопровод я рассказывал в статье "Монтаж трубопровода". В вышеперечисленном списке нет пункта на предоставление монтажниками паспорта трубопровода, а он сидит в разделе 14 «Требования к эксплуатации трубопроводов» пункт 14.1.2 «На трубопроводы всех категорий составляют паспорт установленного образца (приложение М)». Получается, что монтажники согласно госту по технологическим трубопроводам сдают исполнительную документацию без паспорта на трубопроводы, а заказчик, который будет его эксплуатировать, должен сам его сделать и заполнить. Какие были у нас замечание при предъявлении паспорта трубопровода заказчику? В принципе изготовить паспорт по образцам, показанным в ГОСТе 32569-2013 , нет ничего сложного, если вы сами смонтировали эти трубопроводы и подготовили исполнительную документацию по списку из приложения П, то у вас все данные должны быть в наличии. Паспорт трубопровода, согласно приложению М, состоит из следующих документов: • Содержание паспорта, в котором указывают перечень всех документов; • Техническая характеристика и параметры, в таблицу вносятся данные из проекта, которые обычно расписаны на 1 листе в разделе ТХ; • Сведения об участках трубопровода, указываем наименование участка, диаметр и толщину стенок труб, протяженность участков трубопроводов; • Данные о монтаже, ничего сложного берем из проекта и журнала сварочных работ; • Данные о материалах. В этом пункте 3 таблицы, в которых необходимо перечислить все трубы и изделия (отводы, тройники, переходы, краны, метизы и т.д.) которые были применены при монтаже трубопровода; • Результаты испытаний, прописываем данные проведенных испытаний трубопровода. Виды и условия испытания пишем если водой, то гидравлическое, если воздухом, то атмосферное; • Заключение, заполняется владельцем трубопровода; • Ответственные за исправное состояние и безопасную эксплуатацию трубопровода, таблица заполняется владельцем, мы сдавали пустую; • Сведение о ремонте и реконструкции трубопровода, то же самое, как и в предыдущем пункте; • Записи результатов ревизии (освидетельствования) трубопровода, это делается точно без монтажников; • Формуляр измерений деталей трубопровода, тоже все данные вносятся в процессе эксплуатации; • Регистрация трубопровода, владелец должен зарегистрировать его в Ростехнадзоре и заполнить данный формуляр. В конце приложения М есть примечание, в котором написано, что обязательно следует приложить схему (чертеж) трубопровода, расчет на прочность, регламент на проведение в зимнее время пуска (остановки) трубопровода (заполняется для трубопроводов расположенных на открытом воздухе или в неотапливаемом помещении). Также прилагаются акты ревизии, удостоверения о качестве ремонта трубопровода, документация по контролю металла трубопровода. Из всего этого списка, перечисленного в примечании, мы прикрепили к паспорту только схему и пример расчета регламента проведения в зимнее время пуска (остановки). При сдаче заказчику выдал замечания из-за нашей не внимательности, из проекта внесли данные в паспорт с ошибками. Посмотреть пример паспорта, который мы сдавали, можно на этой странице.5 баллов
-
https://youtu.be/PPyP71BuA085 баллов
-
Сегодня врезал електро котел паралельно с печным, и врезка насоса. Отправлено с моего Redmi 6A через Tapatalk4 балла
-
Сегодня складывал пазл из частей рычага.Только получил МНЖКТ,прихватки делал ей.Но всё это было похоже на чистую пайку-100%. Но!!! при прихватке словил момент,что не было сильных поводок\подтяжек сложеных кусочков. Почти идеально всё осталось на своих местах. Конечно,сам пайка не совсем приглядна в плане красоты,но позволяет манипулировать,разделывать и подготовить остальные площади для сварки. Далее всё варил Панчем. Даже нет спору,что Панч рулит и сам процесс более схож со сваркой,хоть и через сам пруток работаешь. Сейчас сама железяка остывает,завтра проверю по плоскостям и отдам заказчику.
4 балла
-
Оказывается ,у нас и такие тренажёры есть.
4 балла
-
Дареному коню в зубы не смотрят конечно, но по видимому это первая и последняя маска Сварог в моем арсенале... Кто не в курсе - она шла в подарок с черным Риал МИГ 200. Сначала сломалась вот эта деталь оголовья с одной стороны... Попытка отремонтировать - не удалась. Вторая сторона была удачно отремонтирована таким же образом, пока все работает. Пришлось со второй стороны вгонять болт М8... Думаю взять подлиннее болт, чтобы торчал как у Франкинштейна. Не представляете сколько всяких разных масок у меня было и дешевых и премиум класса, но такое - первый раз. Это при том, что ее дешевой назвать нельзя - 4,5 т.р. При том, что в работе она была крайне мало в сумме набежит пара месяцев активного использования. Сварог, это фиаско братан.
4 балла
-
@AKeeper, решился наконец!!! Поздравляю! Ну теперь попрешь!!!!!4 балла
-
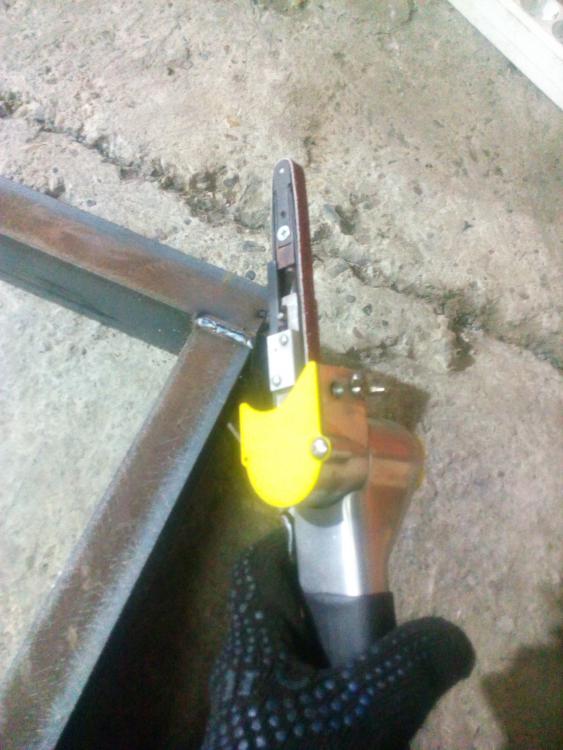
Тюнинг пескоструя, керамика будет ходить дольше и купить можно
4 балла
-
@m4shaman1980, к видео о методе трех пальцах.. Чрезмерный прижим ролика увеличивает нагрузку на подшипники и двигатель - это да, но думаю не столь критично это снижает ресурс. Основная беда чрезмерного усилия поджатия - это то, что ролики начинают крошить и отслаивать слой омеднения и эти ошметки забивают канал очень быстро. На алюминиевой проволоке такая же беда, проволока начинает выкрашиваться и "пылить" если передавить.4 балла
-
Вчера шабашка была менял котел газовый. Отправлено с моего Redmi 6A через Tapatalk4 балла
-
Предлагал из шестёрки сделать, но знакомый хоть и хороший человек, но жадноват. Я им видео обычно посылаю, чтобы увидели сколько "усилий" нужно для разделки и заварки. Лечение от скупости так сказать. Эта штука сейчас на испытаниях. Да и привычки менять сопла у меня нет. Буду этим варить пока не нужно будет куда подлезть(лень будет-просто выдвину электрод ). Расход у меня 6 литров(по попугайскому показометру) на этой дудке. Вполне. Всё правильно. Но есть вещи - это как стрельба по воробьям. Многие простые люди этого не понимают.3 балла
-
Варил в понедельник чугунную дверку от грубки. Попросили, нужно продержаться до весны(пообещали титан подогнать и раньше подгоняли). Предательского треска я давно столько не слушал. Сейчас при прогреве видна "щелька" полтора сантиметра. Вот думаю может прямо на нагретой грубке заварить. Желающим аудиовизуального ряда есть фильма.3 балла
-
@caps, бытует даже такое мнение, что двойной пульс хорошо работает только с пушпулом, где идеальная подача, за счёт доп.пары роликов в рукоятке. Так вот, правильно собранная 3 метровая, обычная горелка, не доставляет неудобств, но нюансы все нужно исключить. Тогда и мысли о пуш-пуле не возникнет. На выставке смотрел такие, цена чуть дороже самого Хелви, оно вам надо?
3 балла
-
Если пьянки не избежать - пей первым ____________________________________________ Когда работаешь на дядю - не заработаешь на тёть.3 балла
-
@Hlorofos, я работаю в обычной маске за 400р 90% времени, хамелеон для "прицельных" работ, которые бывают довольно редко у меня ну и на сборку иногда. @Георгий 11, я лишь про то, что фильтр в Фубаге ни чем не хуже того что в Свароге, обе не пригодны для сварки в аргоне3 балла
-
силикон прозрачный, строительный, щётка зубная , затереть в швы и покрыть ровным слоем остальную площадь. Термостойкость и ходимость увеличиваются кратно. Проверено личным опытом.Пригодно, в основном для ММА, ну и для МИГ/МАГ вероятно,тоже...3 балла
-
Про это я знаю, вот и хочу сравнить. Чтобы у выбирающих ПА было чёткое понимание в сопоставимость возможностей аппаратов.2 балла
-
Взгляд со "своей колокольни" : -прихватки нужны,не густо,но разумно почаще. -варил бы т середины по 2-3см,вразброс -такое сопло(раструб) на горелке при сварке чугуна непонятно,по своим наработкам достаточно №6-7, а при наличии увеличенной линзы нового типа можно №8...но зачем?крутануть расход под 15 литров? р.с. если есть желание толково варить чугун,то вам прийдётся и Панч тратить,и другие средства.Тогда будет результат.Без наработок и практики это просто превратится в баловство.2 балла
-
Прихватку поставил на конце трещины(да какую -сантиметра два). Но силища такая, что разорвало и её. Учтём на будущее Да чести много ей . Жалко панч об неё тратить. Посмотрим, что дальше будет. Переварить всегда можно. P.S. Мне по телефону чугунными тисками уже угрожали . Добро пропадает.2 балла
-
Я не сомневаюсь. Вопрос в другом. Когда у трансформаторного ПА заявлен ток 200 ампер, это значит, что трансформатор рассчитан на средний ток 200 ампер при определённом ПВ. И в момент КЗ он может выдать все 400, а то и 500 ампер. А если у инвертора ограничение выходного тока наступает при 200 амперах, то варить им на 200 амперах невозможно - он стабильный режим держать не будет. Штучным или TIG - пожалуйста, а ПА так работать не может по определению. Вот и есть у меня подозрение, что хороший фирменный аппарат будет иметь запас по импульсному току, тем более, что ПА - импульсный. А бюджетный китаец его точно не имеет. Вот и хочу я замерить реальный максимальный сварочный ток, при котором ПА ещё способен нормально режим держать. Это к вопросу выбора полуавтомата, вроде у Helvi 200 ампер заявлено, а это может оказаться больше , чем 250 у Сварога. Проволока 1,2 разная есть, нержа, черняга, люминий разный. Будем сравнивать. Если не найду клещи, хотя бы по ощущениям.2 балла
-
@chdv1971, Дмитрий , а где прихватки и они должны быть довольно часто . Ты шпарил без них и трещина расходилась (с прихватками это было бы в разы меньше) и при остывании конечно сжимаясь рвала сама себя. Ну и деталь проста да и герметичности не надо. Свели отверстия 8мм насквозь в шахматном порядке примерно 5-7мм от трещины по краям , закручивай болты М8 прямо гайками и сваркой соединяй сее то есть болты мостиком из ПАНЧ , ну и потом пройдешь в доль трещины . Думаю зиму переживет а может и две не чего не станется ей.2 балла
-
@selco, через недельку тоже познакомлюсь. Гена очень хочет ПАНЧ в него зарядить. А я хочу клещи хорошие найти и сравнить реальный максимальный сварочный ток Helvi и бюджетного китайца. Ты и Эльдар кое на какие мысли по этому поводу натолкнули. Проверить хочу.2 балла
-
Спасибо,за полезную информацию2 балла
-
Как тут на Вятке говорят, ну так чтооо )2 балла
-
Всем вечер добрый Мурманск ценник подрос нынче СК п.п 1,2,3 24.544 встал заявки все отправил на не недели новой пойду варить метал. Вступаю в круги металлистов.2 балла
-
AKeeper, сразу меняй сварочный рукав . канал из комплекта отличного качества , а вот сам рукав мягкий, для люминки надо жестче. я поменял стало на много лучше.2 балла
-
Шарошки как, норм? Клепатель есть у меня такой, вещь, время экономит очень.2 балла
-
А поцчему ви интере суетесь? Ви таки купили и не можете найти, куда включать, или это единственный доступный в вашем населенном пункте полуавтомат? И да, я вам скажу, что на ЯндексМаркете это 5 из 5-ти совершенство.2 балла
-
Ваши ножички не плохие. Они не подходящие. Я тоже поржал над своими сообщениями. У меня есть для всего остального. Нету для... там выше, пост #161. Спасибо за сообщение. Редко так всё разложат Интернет глючит ужасно блин! от страшных зверей отбиваться. Шутка. Фотки не грузятся в общем.2 балла
-
интересная техника подачи прутка2 балла
-
добрый день всем форумчане ! вчера опять привозили туже рампу но уже были надломаны места пайки двух новых так называемых колодцев , хорошенько подготовил все , и паял в дс режиме но уже Бркмц проволокой
2 балла
-
после прихваток хорошо до блеска зачищал все . зализывать не стал ничего оставил так , пастухам нужно все прочное ) да когда особенно просят срочно нужно.и тут полетели мысли кучей что и как лучше сделать как обхитрить,как пойти путем чтоб сам один смог сварить добрый вечер всем !!! сегодня варил рампа обратки форсунок опель корса дизель , оторвано было 3 колодца . собрал аккуратно и потихоньку обварил в режиме дс после чуть позже привезли крышку с компрессора . купили мол со скидкой сказали упаковка мятая две трещины оказалось потихоньку в пульсе заварил проверил и отдал
2 балла
-
Роза из жести впервые делал, скамейку сделал полгода тому назад была прогрунтована но не покрашена, покрасили уже без меня.
2 балла
-
Всё ещё варю ворота)(мастерская будет автомобильная, потому везде колёса) В творческий процесс вмешался друг, очень ему надо приварить одну железку к другой чтобы получились турники (да, турника два. Почему два и зачем вразумительного ответа не услышал, может в акробаты решил податься) Швы делал по сантиметру, кусочками. Протянуть на коленке больше не получалось.
2 балла
-
https://youtu.be/9eYSQf96wK82 балла
-
Так точно. Вы его вобще не ставили. Регулировка пред и пост газа у аппарата отсутствует, это у него на лице написано -- просто нет этих ручек. Да и зачем?1 балл
-
https://youtu.be/gM2FAj_CmcU1 балл
-
Не стоит извинений, но все равно спасибо. Просто эти фото общего плана, поэтому не видно зазора. Но он там есть. Без зазора трубы не варю вообще. Трубу варю РДС под рентген уже 16 лет , с 2001 года непрерывная аттестация. В данный момент хочу освоить сварку труб полуавтоматом. Если кто поможет советом, буду благодарен. Можно в личку. А это из прошедших будней. Псков, работа в командировке. Капитальный ремонт газораспределительного пункта (ГРП). Рабочее давление 45 кгс/мм2. P.S. Больше писать не могу, действует ограничение на количество сообщений.
1 балл
-
Доброго дня всем. Сезон сварки теплотрасс открыт 11 апреля.
1 балл
-
Никак не монополист, а просто руководитель предприятия. И мне необходимо знать и применять на практике куда нужно применять смесь и пульс а куда нужно применять кислоту и линейный режим. Вот когда вы будете руководить заводом тогда и сможете понять и меня и мои тексты. Ведь то, что мной пишется здесь прочувствованно на своей шкуре и извлечено из собственных ошибок, неудач и побед. Мне просто смешно читать весь бред который тут обсуждается и жалко людей которые на этот бред поведутся и потратят лишние деньги которые были заработаны кровью и потом. Мдя... Костя просто вырос и избавился от многих детских фантазий и розовых очков. Несколько лет назад я не понимал АВН, всё удивлялся почему он редко пишет на форуме, хотя толковый специалист и мог бы многое рассказать. Года два как понял, но всё равно постоянно натыкаюсь на эту ошибку. Пытаюсь, что либо обьяснить, но люди всё равно понимают так как им хочется, а не так как написано да еще и дурака из тебя сделать пытаются. Просто у нас разные задачи, взгляды на жизнь и многое многое другое. Поэтому я просто не знаю, что я вообще делаю в этой ветке и зачем мне нужно было пытаться вам что либо обьяснять. Пойду я в "Поржать" это единственная тема где мы почти понимаем друг друга, сидел там год и дальше сидеть буду. Так как цирк смотреть лучше молча.1 балл














































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)