Лидеры




Популярный контент
Показан контент с высокой репутацией 01.11.2018 во всех областях
-
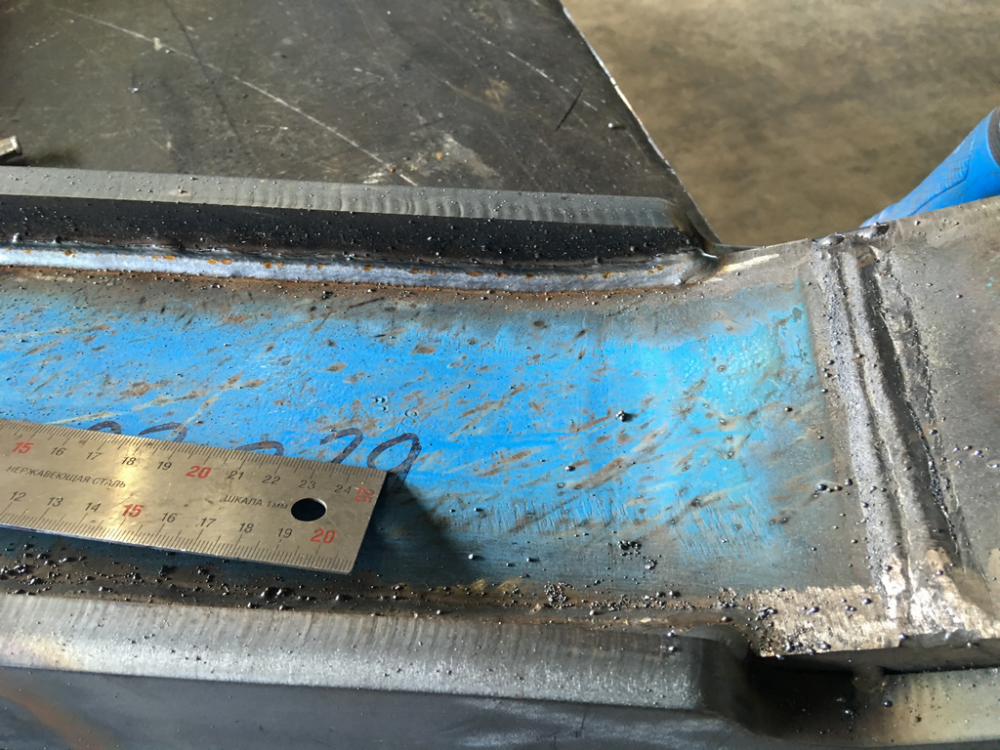
Сергей, вот недавно делал.Машина 2000г.в. дыры сквозные, самое интересное- на некоторых участках сохранился защитный слой, напоминает лак.Найти корпус проблема, только в сборе, цена естественно "космос".Мелкие поры выводил только понижением частоты, видно как ванна колышется, "холостой проход", чистка , проход с присадкой , чистка и опять "холостой проход".
 13 баллов
13 баллов -
всем доброго дня , привозили сегодня опорный ролик двери Газель , мол новая запчасть а зазоры люфты мягко говоря огромны что можно придумать наварить ? подготовил посадочные места и потихоньку напаял Бркмц в дс режиме хозяин сказал все все отлично сам подгоню дальше схватил и уехал
10 баллов
-
Такое впечатление, что сейчас технологи работают над обратной проблемой. Как изготовить деталь, чтобы после поломки она восстановлению не подлежала. Газируют они их, что ли , как воду.7 баллов
-
)) так , руки тогда внутрь цилиндров блока с горелкой пролазить не будут , как там трещины варить.?))И вообще я загорел хорошо , можно теперь варить с голым торсом и в солнце защитных очках , хотя нет даже уже без них можно )7 баллов
-
http://img0.joyreactor.cc/pics/post/%D0%B3%D0%B8%D1%84%D0%BA%D0%B8-%D0%BE%D1%80%D0%B5%D1%85-%D1%81%D1%82%D0%BE%D0%BB-4801050.gif7 баллов
-
@selco, сундук может постгазить хоть целый день, просто кратковременно кнопку нужно клацнуть на цикле постгаза и продувка продолжится снова!!!!! Говорю же, ПРОИЗВОДИТЕЛИ берите основу у сундуков, фаршируйте дальше уже герцами, пилами, синусами, но алгоритм некоторых вещей позаимствуйте у бывалых! Не слышит Форсаж, не слышит и Ево. А жаль! P.s и что бы не случилось, какой бы сбой с дугой не произошёл, зажглась и не зажглась дуга, сундук отработает пост газ, а вот Форсаж и Ево этим похвастать не могут, при сбоях поджига или на цикле постгаза только тронь кнопку, всё, пост газ замолчит, детали каюк, электрод в уголь!!! 4Т режим у сундуков закольцованный, бесконечно можно делать и спад и возвращение к циклу сварки, и палец отдыхает. Так, что в этих аспектах, брендам ещё далеко до их предков сундуков!6 баллов
-
@krech, чет совсем худой. пьеш пиво-ешь мясо! сварщик должен быть солидным,толстым упитанным и ленивым6 баллов
-
Вчера шабашка была менял котел газовый. Отправлено с моего Redmi 6A через Tapatalk5 баллов
-
интересная техника подачи прутка5 баллов
-
Ну тут я готов за тех поддержку и сервис, уже Гроверсу переплатить. Кому из Фубаг-фубег, фу-бээээ, я буду рассказывать о недостатках и путях их устранения??? Правильно, меня пошлют в эротическое путешествие, а значит, сэкономив на казалось бы бренде, я буду, как минимум стартовать поджигом с набросом тока, который у гроверса исправлен, со спадом убогим и т.д. Но в гроверсе, это поправят, а вот даже в wtl, вряд ли. Так, что при покупке, нужно в первую очередь думать о сервисе, о апгрейде, а уже после о скидках и бонусах. Совершив ошибку в выборе клона, улучшить машину сможет только «кувалда». Я болел, я знаю!5 баллов
-
Ну и у меня такая есть, и МПП двухроликовый. Всё нормально работает.4 балла
-
@Абдулла, примите за правило: крайние к надорванным трубки паяются всегда, не зависимо от того, что показала опрессовка перед пайкой. И в расчёт при обосновании цены их тоже сразу включайте. Если два надрыва по разным краям, то и дополнительных трубок, которые пока не текут, но находятся по краям надрыва, то же вдвое больше и они тоже учитываются при формировании цены. Как правило клиент понимает, если ему объяснить. Если не понимает и демонстрировать лень, то это не ваш клиент и пусть он идёт лесом.4 балла
-
добрый день всем форумчане ! вчера опять привозили туже рампу но уже были надломаны места пайки двух новых так называемых колодцев , хорошенько подготовил все , и паял в дс режиме но уже Бркмц проволокой
4 балла
-
@selco, видишь теперь, с кем может конкурировать сундук по правильным алгоритмам работы!!!!3 балла
-
А еще рафинирование и дегазация. Вроде как обязательные процессы перед розливом.3 балла
-
@selco, Речь идет о головках.Технологический фактор давай пока оставим,поговорим о металлургическом.В любом случае во время изготовления головки в расплавленный алюминий будет попадать водород - это шихта,флюсы и т.д.Речь идет о том,в этом изделии водород будет присутствовать от "рождения",т.е. может содержаться предельная его концентрация без образования пор.А во время сварки,влага и оксиды будут провоцировать пористость.3 балла
-
Проволоку зарядите и поработайте. Сразу узнаете.3 балла
-
Но вот здесь палка о двух концах и если довольно сильно нагреть то придется убирать ток , иначе начнутся провалы особо на тонком и убавив ток мы получим примерно тоже время ванны в жидком состоянии что и на не нагретой детали . И все же самое лучшее сразу подготовить Ал как положено под сварку ну и конечно посушить прогрев . А еще лучше Гелий (но гелий сейчас дорог и вот где я меняю они сказали что теперь только под заказ и балон для шариков стоит за 10к.р. , для сварки гелий А будет около 20к.р.) подмешать вот тогда ванна более жидкая и пузыри охотно всплывают . А вообще при начале сварки видно как все пошло и пузыри видно и если таковы есть то останавливаемся и вырезаем нещадно и переплав раз , второй, третий не избавит от пузырей и скорее только добавит их.3 балла
-
На выставку не получилось приехать. Не успевал всё. Съездил отдохнул, поправил здоровье , по квоте реабилитации, восстановления здоровья сварщиков.
3 балла
-
Идеальный спад - регулируемый. При разогретой ванне спад 30% будет мало заметен. Если китайцы сделают несколько вариантов прошивки или Алексей сам сможет её менять - берите аппарат и поезжайте в Новгород. Там и определитесь, какой вариант удобнее. Никакой замены плат не будет, это не рациональный вариант.2 балла
-
-'это просто в Вашем случае настройка данная некорректно работает. К тому же на аппаратах бюджетной и средней ценовой категории данная настройка-скорее маркетинг, чем реально работающий настраиваемый параметр, также лучшие результаты будут в смеси аргона и углекислоты.В чистой углекислоте хорошие результаты по настройке данной функции будут демонстрировать аппараты топ-уровня.. у меня достаточно древний KEMPPI FAST MIG так на нём и в СО2, и в смеси-реально работающая функция, причём для разных положений и типов соединения можно подобрать своё значение скорости нарастания тока короткого замыкания, а вот уже мои ФОРСАЖики 200 ПА( коих аж 5 штук) на углекислоту с данной настройкой почти забивают , с прибором..., на смесь правда , реагируют, но до финна им далеко по эффективности и корректности настроек... и показатели режима у данных Форсажей постоянно уплывают....2 балла
-
@selco, Валерий, в случае с гроверсом, Алексей планирует сброс тока 50%, а уже далее плавное затухание. И регулировок мгновенного сброса в % не будет. Вот Николай и хочет попробовать хотя бы два варианта, выбрать более подходящий.2 балла
-
Вот Селко отрабатывает , правда надо признать что сбоев дуги у него нет и если только сам например макнешь глыбоко так и процесс встанет но пост газ отработает. Кстати при включении он автоматически горелку продует и довольно экономно. Что касается 2Т и самый ходовой способ и не понимаю урезания начального тока и конечного . У селко тоже усе закольцовано и в 2Т тоже и даже есть во втором меню иконка рестарт .2 балла
-
Кто просил обзор!? Ну и у меня вопросы выросли, надо Алексея привлекать!2 балла
-
Самому интересно , но вечером позвонил сказал хорошо подогнал все отлично, но время покажет2 балла
-
@selco,2 балла
-
Не обращали. На Авроре крупно написано Riland2 балла
-
Ха, да это не проблема. Одеваем под краги диэлектрические перчатки и на ноги диэлектрические боты. Обязательно при сварке встаем на диэлектрический коврик.2 балла
-
@Alenka, с арматурой всё должно прекрасно получиться. Только наращивать внахлёст конечно же. Вот в них обжечься не проблема. Они задерживают прохождение тепла, и этим то и опасны -- схватил, не обжигает -- держишь. А потом резко начинает припекать, бросаешь, а жечь продолжает. Стряхиваешь эту варежку вприпрыжку.2 балла
-
@Hlorofos, вот как раз когда есабом верил на выставке он сам и делал так, т.е. сбрасывал ток и так потихооонннииичку заканчивал процесс. Витя, это то что ты обозначил постом выше. Что интересно из тех аппаратов, что я мучал ни один так не делал. Ну это дело правда было на ПА... )) А вот на своём форсажике200, ставлю спад больше 1 сек, и потом как на рояле, там где надо отпускаю, где надо добавлю.2 балла
-
- Папа, а почему ты называешь телевизор "ящиком"?2 балла
-
Не знаю -- не пользовался. Если вы хотите сварить на месте в стык профильную трубу, то это задачка не их лёгких. То есть скорее всего не получиться -- стенка трубы тоненькая, положение не самое удобное, начнутся прожоги, и т. д.Если там не тонкостенная труба, то шансов гораздо больше. Мангал легче будет сварить -- вам бы начать с него, но собака не даст .2 балла
-
Прорезиненные рукавицы в продаже бывают, но это никак не для сварки.Во первых через них можно обжечься -- довольно хорошо проводят тепло. Во вторых руки в них быстро потеют, они отсыревают, и начинают довольно хорошо проводить электричество. Так что не стоит.2 балла
-
@Vanguard, от минимума и до 400А делаю спад 0.5 сек, время тока заварки кратера 1.4-1.5 сек. Но пойми, спад мне нужен для контроля ванны, а не для заварки кратера. И вот что бы чётко заварить кратер, на этих же параметрах я делаю так: допустим иду на 400А, решил закончить и отпускаю кнопку, пошёл спад 0.5 сек и время тока заварки кратера, выжидаю примерное время и перед тем как дуге потухнуть, кратковременно клацаю ещё раз по кнопке, ведь ванна то ещё очень жидкая, и так как подъема тока на 100% нет, я всего лишь дал слабый импульс, что бы синхронно с ванной, снова на спаде дать ей красиво остывать, дать второе время спада. На таких высоких токах, на заварке кратера подгазовываю 3 раза. Всё, власть в руке, а не в параметрах, которые под разные токи, умаешься настраивать. Чем и хорош 2Т.2 балла
-
Не ему не как нельзя таким , и тогда прощай блоки и ГБЦ и без работы останется.2 балла
-
Всё управление в цифре. Им по барабану, какую ВАХ формировать. Памяти больше понадобится, под программу полуавтомата, только и всего. Вопрос в целесообразности данного действа. Для использования на производстве это не нужно, а для кустаря - одиночки цена, в среднем по России и так не подъёмная. Тут впору про упрощённый вариант подумать, ампер на 300, без дисплея, чтобы он сотни в полторы, ну в 180 уместился.2 балла
-
@SergDemin, тем более, ждать чудес от Фубага! Если не ошибаюсь, все самое унылое гавно, собрал этот Бренд. А в уши надувают, что немцы!!!! Ну-ну!!!2 балла
-
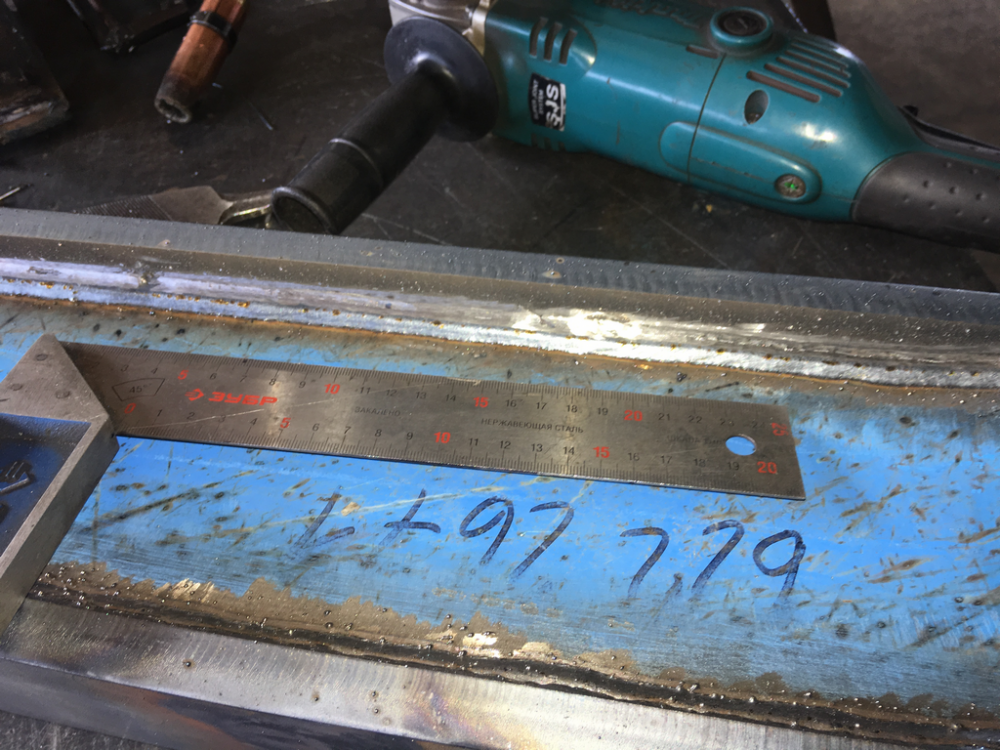
@Сусанин, да -- один горбатенький получился. @G_Kar, брызг от этого аппарата реально многовато -- такой уж он есть. Вот это сразу после второго прохода: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-77849800-1540870565.png Вот это то же самое место но подготовленное болгаркой под третий проход: http://websvarka.ru/talk/uploads/monthly_10_2018/post-14762-0-61984300-1540870583.png2 балла
-
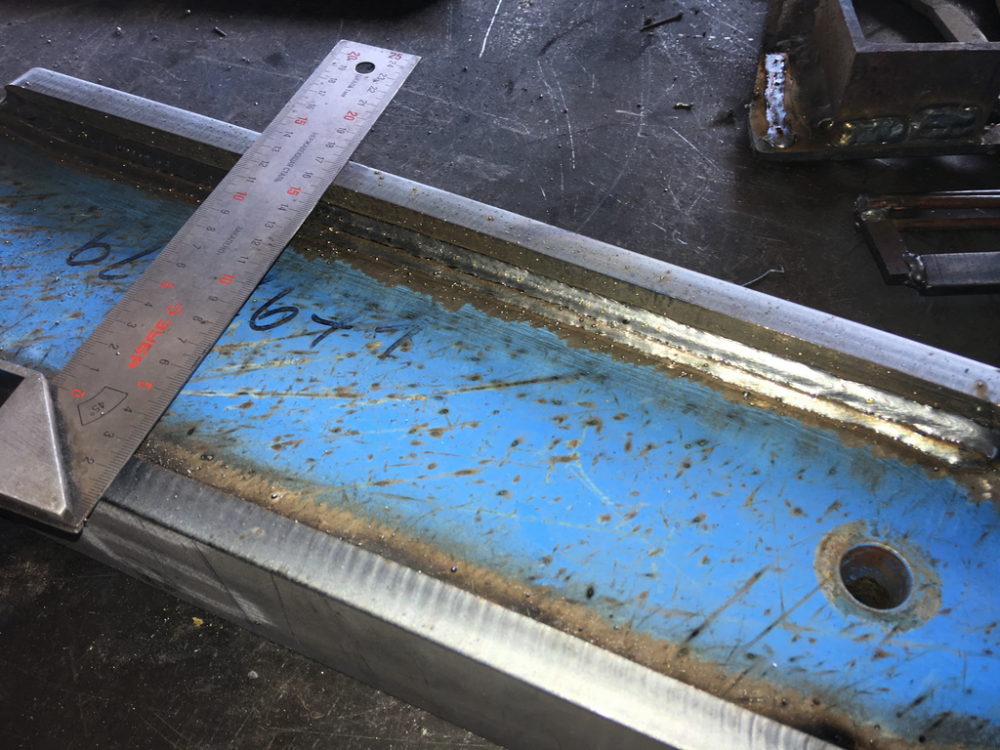
Ну получается не шире, а трёхпроходной. Helvi Silvermig 499, никаких пульсов в нём нет -- кондовый п/а, правда с синергетикой. Регулятора индуктивности нет. Aristorod 69; 1.2 mm; 29 вольт; 226-270 A; смесь.
2 балла
-
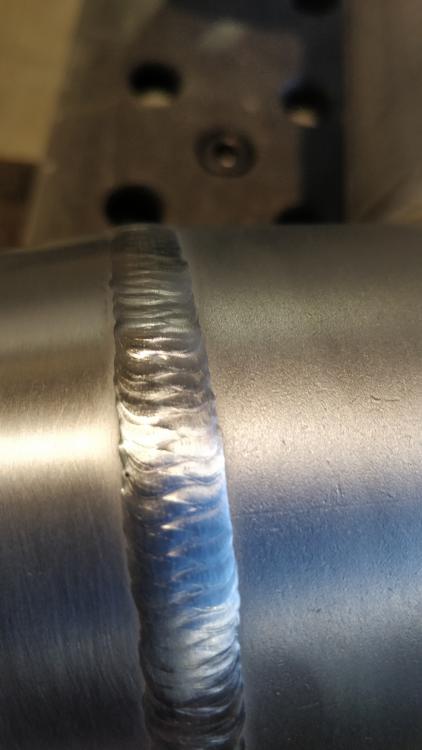
Собственно, вот и он, тот самый шов, вызвавший дискуссию, но уже после обработки. Ребят, один проход. Сын высказал предположение, что разные материалы, хотя обе детали aisi316, но по разному реагируют на тепловложение... потому так и выглядит на первых фото.
2 балла
-
Скопировать адрес ссылки.1 балл
-
@SergDemin,не хочу показаться занудой (но есть такая черта), но написано только на Свароге, на остальных непонятные (по крайней мере мне) лейблы). Вот чтобы прямо, по русски, без обиняков. Пысы. Аврора со своим английским так вообще вне моего понимания)(или это для весу, или они на весь мир поставки делать собираются, или пыль в глаза? (Даже кнопки и крутилки на английском, ну бред же)). В общем Сварог самый честный, я по прежнему так думаю)1 балл
-
@Абдулла,когда паяете, паяйте 1 или 2 трубки соседних, которые будто-бы целые, и будет сюрпризов меньше.1 балл
-
- Женщины - самые скрытные и подозрительные существа. - Это почему же? - Ну вот взять хотя бы их постоянное желание проживать под чужими фамилиями....1 балл
-
@Hlorofos, да -- заняты. Создают товарный вид на продукции на продажу. А это у меня ремонты -- агрохолдинг напрягает. Я пытался фоткать те переломы которые они привозят, но на фотках ничего не понятно -- вот и фоткаю иногда просто швы -- пытаюсь спуститься до уровня форумчан с простенькими п/а. А то на селке швы -- одно расстройство.1 балл
-
Стадия проектирования закончилась и в ожидании металла и комплектующих на новый проект можно заняться всякой ерундой чем-то полезным. Починил и усилил сложившийся домкрат... Нашел небольшой недостаток в новом помощнике - нет фиксатора фильтра тонкой очистки (он просто напеживается и держится на резинке), его мешком набок сворачивает немного и он начинает подсасывать пыль. Пришлось доработать конструкцию. Под гайкой - силикон, теперь точно все герметично. Лишь бы об барашек мешки не рвало, посмотрим, если что - закрытую гайку поставлю. Ну и достал тут немного нити из арамида, решил краги починить попробовать Самая идиотская идея за последнее время - убить 2 часа, чтобы отремонтировать краги за 300р )))
1 балл
-
Еще немного фоток.
1 балл
-
Не обязательно по тех карте. Главное чтобы один предел прочности. Если написано уони- 13/55,. это не значит что тебе нельзя варить электродами лб 52, или ок 53/70. Отправлено с моего Redmi 6A через Tapatalk1 балл
-
Такие шайбы выточили,для вварки сливных отверстий.
1 балл
-
Не спрашивайте зачем?))) Захотелось) Заглушка на 57 трубу, переход с 57 на 20, кусок 20 трубы и чучуть листа полторашки. Если чо, то миномета нету)))
1 балл