Лидеры




Популярный контент
Показан контент с высокой репутацией 03.08.2018 во всех областях
-
Обновлю что ли. На видео Меркля, 230А пульс. https://yadi.sk/i/ou9sthre3ZsjuC
 13 баллов
13 баллов -
Вот и пусть идёт лесом и крутит пальцем у виска, свою работу надо ценить и не работать за копейки. Этот конь пойдёт сделает у лепил за пятак а потом к тебе же и приедет переделывать, таких коней мало но попадаются.11 баллов
-
Наверное самые легкие по исполнению верхние бачки Вольво американец
11 баллов
-
@alexofarada, сварка в отрыв это вынужденная мера. Я на таких т-образных соединениях сначала "замазывал" нижнюю часть соединения на два-три сантиметра. То есть в нижней точке пробегал пару сантиметров очень короткой дугой, очень тонким швом, и потом жёстко зачищал это дело. Таким образом заранее перекрывал начала двух швов. Насчёт "в отрыв" или "без отрыва" -- это две крайности. Вас никто не заставляет начать и кончить шов только в отрыв или только без отрыва. Начните шов без отрыва, а потом прерывайте всё больше и больше по мере разогрева. И ещё аспект такой -- зрение. Когда-то наступает рубеж -- оно садится, и мы этого поначалу не замечаем. Я долго не мог этого понять, мне казалось что я всё хорошо вижу, а потом попробовал чужие очки (+1 всего-то) и аж прозрел! С тех пор варю в диоптриях, и разметку чертилкой тоже в них. Мне, например, +2 дают возможность легко делить миллиметр на линейке пополам, да и мелкие швы получаются куда лучше. А в сварочной ванне мы именно вглядываемся в эти квадратные миллиметры её площади, и мне почему-то кажется что вы не видите что там происходит.10 баллов
-
О как...
7 баллов
-
Такие люди спокойно отдают ту же 10 за снять -поставить радиатор в крупном центре. И начинают бится за 50-100 рублей при ремонте у гаражников. Не должен человек в спецодежде зарабатывать , но гарантию на б/у радиатор лохматого года должен дать обязательно.6 баллов
-
Про газ грязный и чистый, влияние его на всех нас, на качество, а так же про наши сварочные аппараты tig и mig https://www.youtube.com/watch?v=KuIwet9n6rw&t=2s6 баллов
-
Я уже говорил где то как прозрел. Год работал в китайской сварочной маске хамелеон , пока догадался пленку снять внутри со стекла и о чудо))). А догадался потому, что бензином ее залил случайно и пленка пузырями пошла оО.4 балла
-
- Рабинович, у вас есть счет в банке? - Да есть, но он не в мою пользу.4 балла
-
В конце первого курса ПТУ, перед первой производственной практикой, мы уже были немного натасканы по сварке -- как никак пять месяцев каждую субботу пол дня проводили в сварочной кабинке учебного класса. Так вот на классном часе нам устроили опрос -- кто как различает металл и шлак -- описать своими словами. 30 человек в группе -- 30 разных мнений. У одного шлак темнее, у другого светлее, у третьего жидкий у четвёртого густой, у пятого более подвижный, кароче начался галдёж, все давай друг с другом спорить, мастачка сидит молчит, улыбается -- успокаивать и призывать нас к тишине она не стала -- видать уже не первый раз проводит этот трюк. Так вот к чему этот репортаж с места очень давних событий -- каждый видит по своему, и понимает что видит по своему, но правило одно -- 40 см от глаз до сварочной ванны, дальше нельзя -- не видно. И ещё я хотел уточнить, у вас на простой маске со стеклом снаружи стекло, или пластмасска? Просто все эксперименты, и обучение для понимания надо проводить через натуральные стёкла, чтобы видно было Всё. Возможно вас слепит свет рассеянный микроцарапинами на внешней пластмасске. Поставьте минеральное стекло, а потом делайте выводы какой вам нужен фильтр. И ещё момент -- в тёмном подвале фильтр темнее надо ставить, а на солнышке светлее.4 балла
-
Помимо того, что у Игоря практика необъятная, без сомнения - он ТАЛАНТ!4 балла
-
Ну вот собственно говоря и все. Работа готова. Вчера забрали. Сделал фото с табличкой и фото на месте, но уже без таблички(неудобно там было как то с табличкой скакать). Путь будет итоговое фото работы вот- А дополнительные итоговые фото вот. Всем спасибо за внимание.
4 балла
-
@Шурпет, у меня на канале под роликом, куда пилить искрами...
4 балла
-
Сегодня было очень много резки! Наконец-то настоящее испытание для новенького Сварог Real CUT 45. Итого - 2 реза трубы тыщевки стенка 10 и 5 резов трубы 325 стенка 8. Долго провозился с разметкой и перекладываем труб, почти целый день убил. Но благо тыщевка оказалась с одного конца отторцована, без проблем разметился рулеткой и куском линолеума Резал просто по линии, без всяких упоров. Сначала осторожничал выставил на 35А, но конусило сильно и соплей много, поэтому выкрутил на максимум и дело веселее пошло, без проблем дорезал все. Спалил одну сторону электрода, аппарат в защиту не уходил. Под трубы пришлось смастерить вращатель из подручных материалов. Колес конечно надо было в 2 раза больше, но и так - лучше чем на полу. Расстояния между колесами регулируются и по длине и по ширине трубы. Думал конечно сделать привод на вращатель, но это по времени сильно затратно и частотник по хорошему нужен который тоже денег стоит не мало...
4 балла
-
Ещё один пандус4 балла
-
Причём на весь, не взирая на ремонт.3 балла
-
Вопрос по ручной дуговой сварке труб чёрной стали , а именно,какую марку электродов на ваш взгляд лучше всего применять при сварке корня трубы и облицовки ? Подскажите пожалуйста , чтоб проблем с ними не было! Лучше ЛБ Японских мне не приходилось встречать. Есть только 2 минуса у них, зажёг, вари до конца без отрыва на короткой дуге, они это позволяют осуществлять, не залипают и 2, стучать нельзя перед зажиганием по трубе, как дятел, обмазка слабая, отваливается. Левой рукой помог разжечь за электрод держась проводом в кромках и шмаляй. Средний коэффициент наплавки, что радует, проще справляться с металлом, так же плотность шва радует, поры исключены. На сколько мне известно и амеры любят данную модель. Они дороги, но они этого стоят. вопрос по сварке нержавеющих труб аргоном ! Подскажите как варить трубы со стенкой 2мм ? Я всегда варил такую толщину без присадочного материала , но нам досталась линия которую нужно сварить что шов был с небольшим усилением 1-2мм , так просит заказчик. Подскажите как этого добиться? овет Если 2 мм, то объем металла жидкой фазы приличный, с которым совладать сложно, следует ожидать полной переплавки, при том, что еще следует подавать присадку. Так вот, что бы проварилось хорошо, следует по 1 мм снять ребро с обоих сторон стенок торцов, некая малая фаска, для того, что останется у нас в общем для проплава 1.5 толщины, а такая толщина плавится отлично на сквозь. Прихватываем 2 прихватки быстро, остальные ставим прихватки в задутом состоянии, что бы не вылезал шанкер внутри трубы. Следует применить 1 мм прутка присадки, если не можешь быстро подавать, то 1.2, но не толще. Задуваешь трубу, варишь за один проход, будет и внутри и снаружи валик, главное с газом не переборщи, не пере дуй, что бы не поднимало шов, а так же не падал шов, следует подобрать некий баланс давления газа в трубе для намеченной цели. А. побирается согласно качеству газа Расскажите про сварку нержавеющих труб со стенкой 8-12 мм Аргонно- дуговой сваркой , а именно корень меня интересует .Подскажите какая подготовка кромок на таких толщинах? Какой диаметр проволоки использовать лучше всего , и на каком токе варится корень на такой толщине ? Если 8 мм, то развал фаски 8 мм на сторону, если 12 мм, то 12 мм на сторону и сделайте нож. Да развал хороший, но он уменьшится, посмотрите красные линии на рисунке, данные значения порядка 2 мм толщина лишь внизу кромок острых и они именно хорошо проварятся с 1 мм прутком, дабы масса металла и объем его был минимальный, не много его подсовывая в ванну на приличном А же порядка 140 -160 А и ведем быстро. Поддув в трубе на выходе сделать не много больше, порядка 6-8 мм, дабы газ не поддерживал металл в трубе и давал возможность подсесть, как указанно на рисунке в центре кружок. Итак, при сварке корня металл, оба конца трубы подтянутся при сварке друг ко другу порядка 2 мм, что компенсирует развал и далее заполнение и сварка лица так же подтянут около 2 мм. 8+8 16 Именно от 16 до 19 мм будет ширина шва лица. Если 12 + 12 то ширина будет от 24 мм и выше. Лицо лучше всего оформить ниточными швами.
3 балла
-
Охохо ))) канеш )))) Он не даст варить ! Срань очень похожа на оцинковку , поэтому поинтересовался ) Цинк не только не даст варить , но есть еще и риск нехорошую болячку подхватить от его паров . Возьми на разборке за три рубля капот или двери от иномарки , вырезай клочья и вари . Цинк кипит уже при температуре около 1000 градусов , раскидывает металл засырая все вокруг брызгами и белыми хлопьями оксида3 балла
-
от восьми до десятки, как договоришься и смотря какой регион.3 балла
-
Вот развлекается человек в свободные минутки на работе: https://youtu.be/Tdb2oAKcHA0 Высота человечка около пяти сантиметров. В дальнейшем будет композиция из трёх сварщиков. Полу-автоматчик, ручник и аргонщик.3 балла
-
@АндрейСВ,Все ТБ написано кровью,русское авось погубила не одну тысячу человек.3 балла
-
3 балла
-
Toyota Alphard Daf 85
3 балла
-
Переделка. На "шишыгу" поставили двиг. от"хламера".Под запросы клиента и изготовил.
3 балла
-
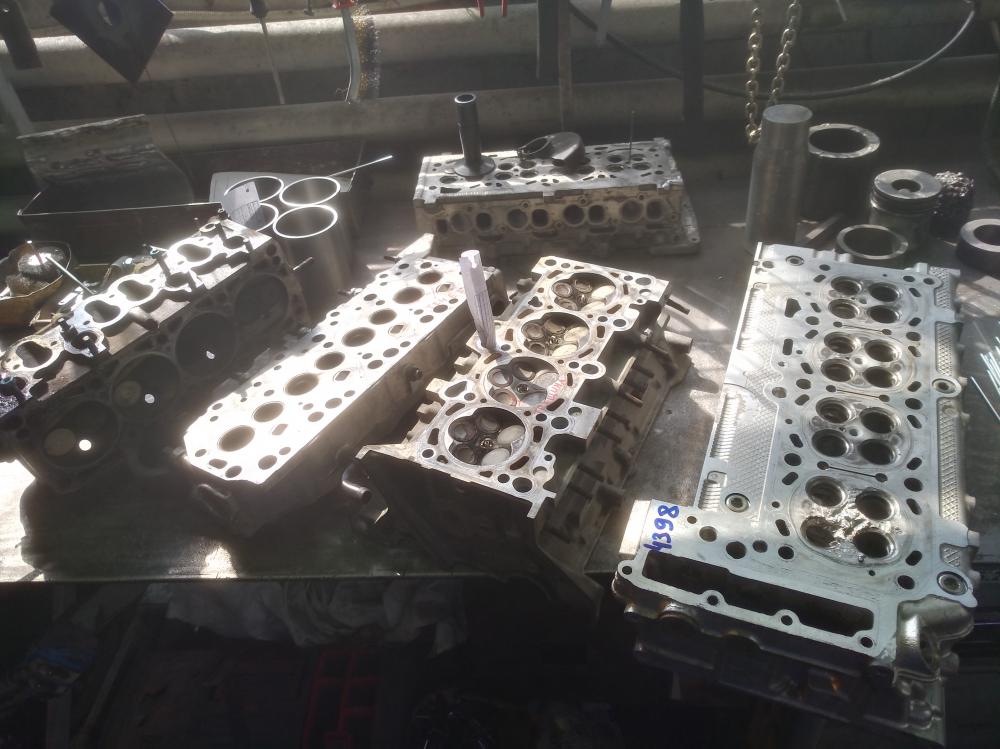
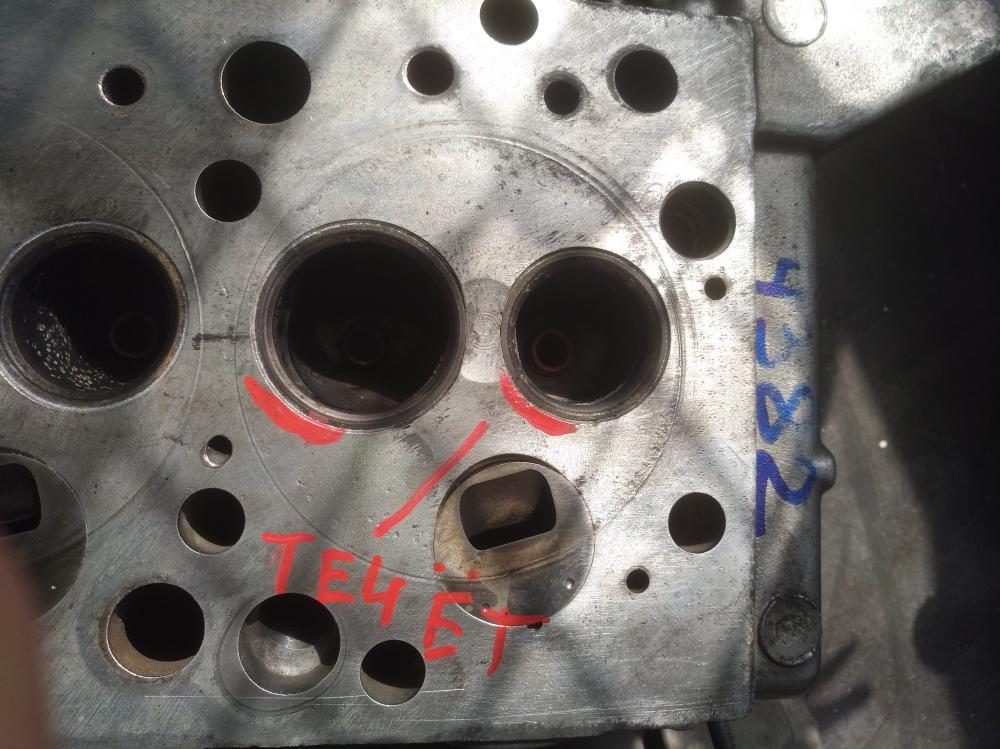
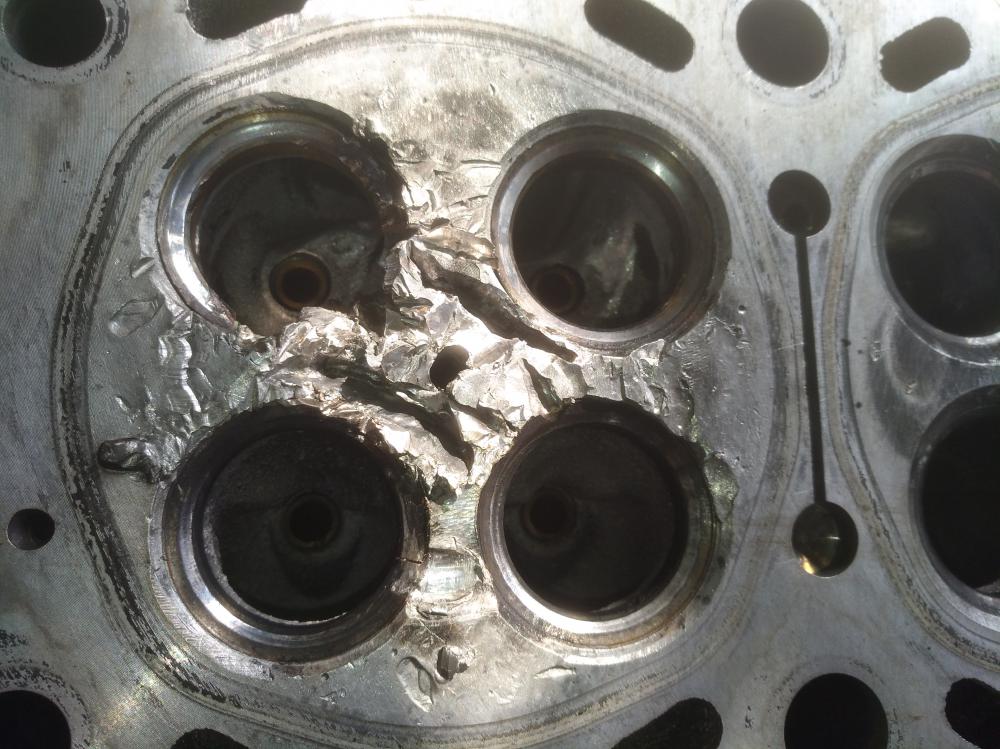
Начало Сварка деталей двигателя,трансмиссии и подвески, часть 1 ____________________________________________________________________ Принесли еще, все как обычно , у кадой головки , почти одни и теже болячки повторяются . Снизу , Портер , трещины под седлами Дальше , ауди-фольцваген , трещины между седлами и в свечное отверстие. И Ивеко , разбило цилиндр , все седла после сварки в этом цилиндре на замену. ..... Да и горелки какие то ненадежные стали делать со шлейфом ))
2 балла
-
Представляю вашему вниманию конкурсную работу "#Новые качели". Вид номинации: Художественная номинация. Описание работы: Садовые качели, соединения сварные, элементы ковки, профильная труба 40х20х2, квадрат 10, проволока шестерка катанка, доска деревянная, сотовый поликарбонат, грунтовка серая, краска молотковая черная, краска молотковая золотая, растворитель 646, круги отрезные 25 шт, круг шлифовальный - 1 шт. Оборудование используемое при работе: ПА Форсаж 200ПА, ЕВМ Pico 162,УШМ, Резак, Горн, ручник, молот ручной, наковальня, струбцина, вилка, прибамбас для ручной гибки профиля, прибамбас для скрутки прутка, магниты угольники,компрессор, краскопульт, много ититской силы и немного матери. Помощник - в количестве один штука, использовался для разгрузки материала, остальное время сидел, фотографировал, смотрел, обучался, спрашивал, умничал с результатом 50 на 50, обедал, к основной работе не привлекался. В процессе работы сделал для себя множество выводов по изготовлению металлоконструкций такого типа. Все ошибки и косяки свои знаю. Основная проблема при подобной работе в симметричности элементов, нужен профелегиб и иные шаблоны, также ровная поверхность. Процесс проведения работы: Закупили материал, выгружаем. Складируем. Нарисовал эскиз, но как обычно все пошло совсем не так как хотел, даже показывать не буду). По причине отсутствия профелегиба, сделал вот такой прибамбас для упражнения с профтрубой. Нагнул вот такие дуги. По причине вышеназванной - симметричность пришлось подгонять приварив дуги к столу,нагрев резаком и допилка струбциной до симметричности. Получаются вот такие заготовки боковых стенок: Прихватываю. Далее перехожу к сборке лавки. Изгибы на лавке делал путем частого пропила профтрубы, затем заплавлял ПА и зашлифовывал. Усиляю конструкцию стойками. Места заломов на проф трубе на горячую обвиваю проволокой катанкой шестеркой. Перехожу к ковке элементов. Сделал на скорую руку прибамбас для скрутки квадрата. Отковываю элементы. Привариваю кованные элементы: Делаю крепления для лавки, качаться будет на навесах. Изделие до грунтовки: Изделие после грунтовки:
2 балла
-
Эта, 2 августа . Чужой среди своих.2 балла
-
@konstantinXX, спасибо Костя, стараемся. Сносили и подготавливали УШМ, и кое-где прямошлифовальной.2 балла
-
@Hlorofos, посмотрев на эти фото я заматерился от восторга. Прям как в Эрмитаж попал, только круче. А сносил старое чем так аккуратно и тщательно: плазма или ушм?2 балла
-
Хорош "стебаться". Соединение стали с защитным покрытием (оцинковка) прекрасно поддаётся MIG-пайке.Используется присадка CuSi3. Нарушение защитного слоя (оцинковки) приводит к ускоренной коррозии стали .2 балла
-
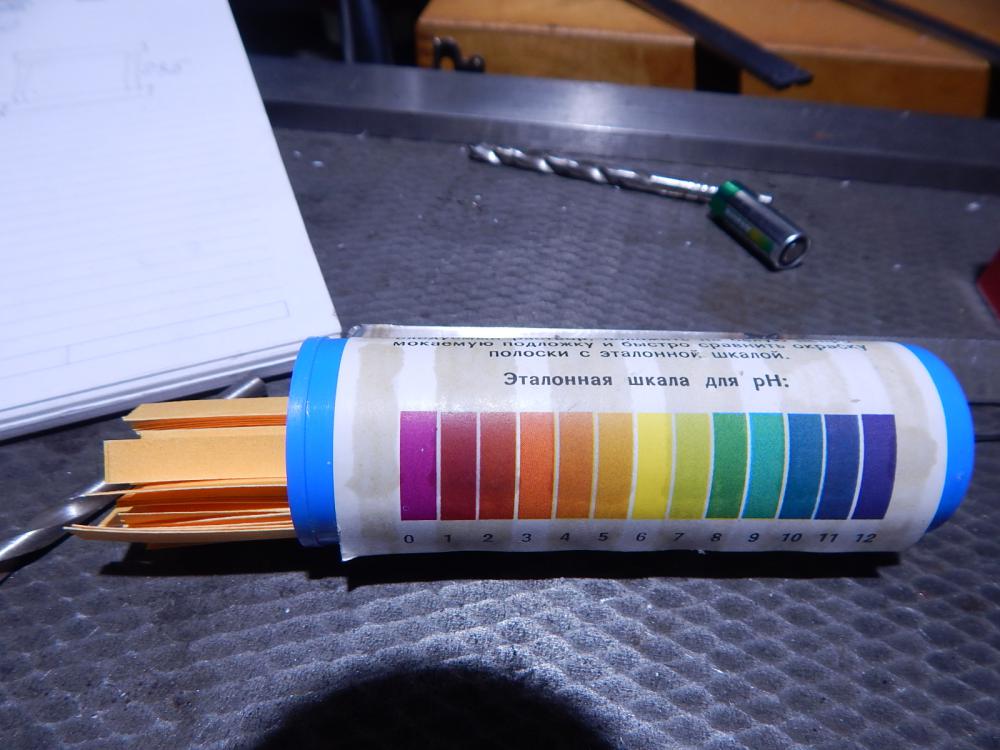
Интересная дискуссия менеджера с покупателями.Итак,о полосках.Это обыкновенная индикаторная бумага ,определяющая рН,то есть концентрацию водородных ионов в данной среде.рН 7 - это нейтральный показатель-та же питьевая вода.Сдвиг от семерки в сторону уменьшения -это кислая среда,к примеру,рН желудочного сока 0 -соляная кислота.Водки порядка 8,5 -9,точно не помню,но среда щелочная-надо измерить либо приборами (пеашметрами ),либо с помощь индикаторов,что менее точно.Допустим,тот же алюминий будет сильно корродировать ,если охлаждающая жидкость будет иметь рН больше 7,а другие металлы,если менее 7...а вот такие индикаторные пластинки,которые есть в любой химической лаборатории, собираются продавать за неплохие деньги.
2 балла
-
@Des, естественно. Поэтому никому даже в голову не пришло, только @Ganimed догадался. Никто оцинковку полуавтоматом даже и пытаться варить не будет.2 балла
-
С чем аргон не смешивается? Все газы прекрасно смешиваются друг с другом. Газ всегда равномерно заполняет все предоставленное ему пространство. И наличие в нём молекул другого газа этому процессу никак не мешает.2 балла
-
не всегда получается Вообще работаем совместно и если тот кто растачивает постели видит что ему проще будет если я наварю то идет ко мне . он решает2 балла
-
@morgmail,2.5 мм2 балла
-
@Глобул,Доброго дня,заменить перометр поможет обычная спичка:температура воспламенения головки спички примерно 270-280 град.этой температуры вполне хватит для подогрева. Где вы таких руководителей находите?2 балла
-
азот легче кислорода -вроде атмосфера пока не расслоилась2 балла
-
-"Энигму" ставил на плеере и пёр по разделке Ду1500 как Т-72Б и полный отвал от реала-только металл , электрод и ты.....эх,было время...2 балла
-
Ещё на таком можно натаскивать:
2 балла
-
2 балла
-
Можно использовать ленты рубероида,те что без кварцевого или песчанного покрытия.2 балла
-
@Георгий 11, ну не отстаиваются смеси газов. . Так же, как и истинные растворы. Это же не песок в воде. Спирт из водки же не всплывает. Не может аргон в лёгких оседать, как и любой другой газ. Ну будет его не 1 % , а три. Это приведёт всего лишь к небольшому, на доли процента, снижению количества кислорода в воздухе, не более того.2 балла
-
" Допиливаю" новое БВО , сегодня, пока было время, сделал переднюю панель.
2 балла
-
помощник слесарь тоже вариант=)2 балла
-
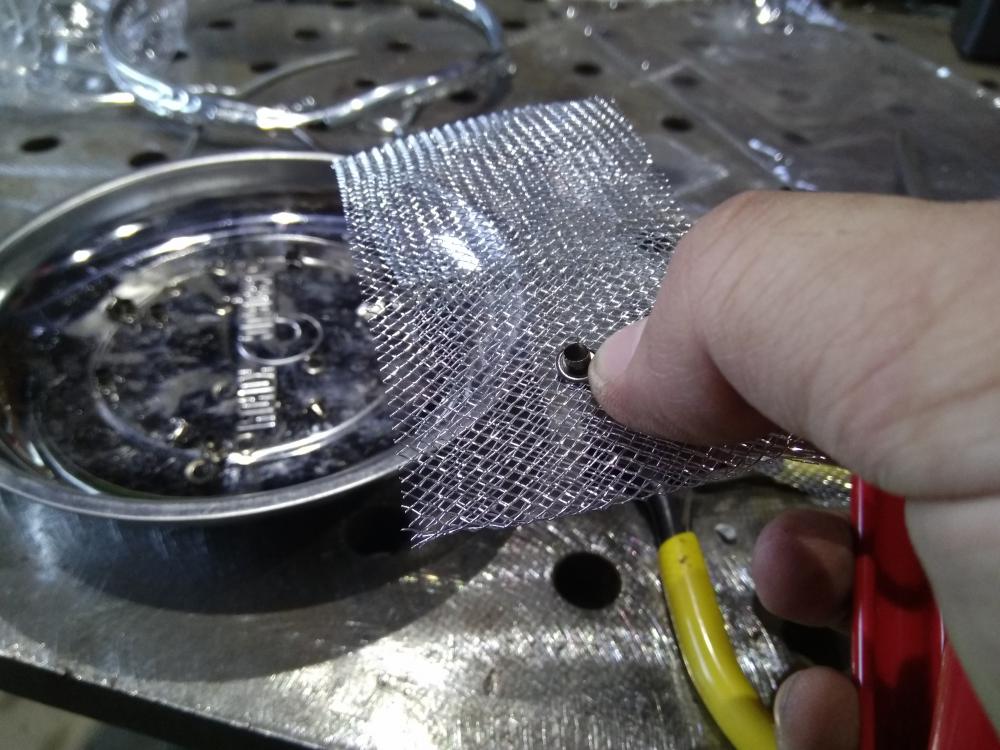
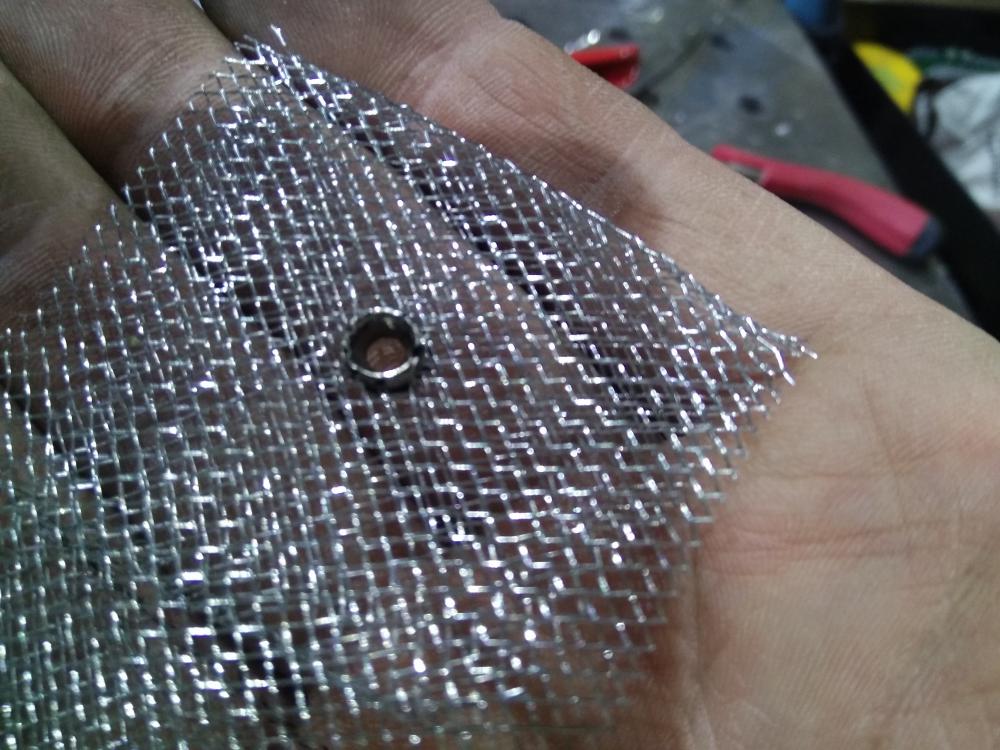
Намедни делал сопло для сварки нержавеющей стали. Jamba прошу любить и жаловать. Взял сопло номер 10 от горелки не с большой газовой линзой wp-18,26, а с увеличенной газовой линзой. Весь процесс на фото. Вклеил на нитки с эпоксидкой линзу 1,6мм от горелки WP-20. Взял люверсы, какие нашел, самые маленькие и расплющил клепку на сетки из под цедилки какой-то нержавеющей. Ещё не испытывал. Взял от сюда, смотреть 9:32: https://www.youtube.com/watch?v=JDhhVYf6pq8
2 балла
-
Добавляю фотографии для участия в конкурсе в технической номинации.
2 балла
-
Лавку делал сегодня и доделал. Такой вот общий вид получается пока, но это еще не итог.
2 балла
-
Небольшое видео с обзором работы после грунтовки. https://youtu.be/HbcCLFiRyNE Осталось: покраска, патинирование, прикрутить поликарбонат, дерево на лавку.2 балла
-
Опять "раритет".Осталось крепления изготовить.
2 балла
-
Приехал радиатор бачок на который делал лет 5 -6 назад , попал камушек , подпаял трубку . Бачок делал из 2 мм амг2м
2 балла