Лидеры




Популярный контент
Показан контент с высокой репутацией 06.07.2018 во всех областях
-
20 баллов
-
Монтируя такой узел , слегка срукожопил решил пойти по лёгкому пути , в результате чего поплатился за своё легкомыслие - в крайнем случае , надо было хоть изолировать от основной массы . Несмотря на то , что к месту прихватки "минус" был поведён , форс-мажор никто не отменял . Пришлось быстро доставать AC/DC и реанимировать пациента . Вроде бы как , ему полегчало
 14 баллов
14 баллов -
Замена сливного отверстия и сварка трещины .Поддон от рено.
9 баллов
-
вот какой. за день замотался так что забыл от какой бибики. толи крузак, толи паджерик. керосин прошел успешно ток от 60 до 120а, газ 10л, 4043.
8 баллов
-
Наш маслозавод, 2 года жили с такой трубой, позавчера в остатках трубы вспыхнула сажа, попросили изготовить новую.
6 баллов
-
В крайнем случае "крабиками" прижимать
6 баллов
-
@Георгий 11,Я , когда касается с нерж. работать , сразу стол закрываю фанерой/картоном и отдельную массу делаю , а тут как то расслабился - редукторы были на весу , но для более точного позиционирования под них пластины подложил и на тебе ... Главное резина там цела осталась - мембрана , клапан , кольца . И сплав , кстати , Амг - "зелёная" дуга , копоти - жуть , но заварил AlSi .6 баллов
-
Изготавливал коллектор, произошло холодное растрескивание шва.Повторная сварка, с удалением предыдущего слоя, не дала результата. Резьбовая втулка была предоставлена заказчиком, удалил полностью втулку, изготовили новую из 304-ой стали.результат не запечатлел. При удалении старой втулки стружка напоминала чугун, на искру выглядела как ст- 3. Для сварки с первой втулкой использовал 309-ую присадку .
6 баллов
-
@BelaZZ,плохо,что один работаешь,бывает голова забита и не до этих мелочей.Мне нержу на сварку носят с других участков на сварку,пленку с нее всем лень отдирать,думали я буду,а мне оно не надо,я и с ней сварю.Тоже бывает масса через нее тяжело пробивается и даже если пробилась,то разводы с кратерами нехилые получаются.Я конечно предупреждаю о последствиях,но бывает ленивым и наглядно после сварки показываю,вроде поубавилось таких,но видимо не всех еще от лени вылечил.6 баллов
-
В том то все и дело, на изделии должно получаться всегда и с первого раза. Бывает, что несущественные ошибки, возвращают нас назад на несколько часов, снова к самым трудоемким слесарным работам. Что там на видео, скорее всего со швом все хорошо. Но если как сказано, пол часа и настроен, то на раме бензовоза, пол часа настроек и слесаря меня казнят!!! Пожалуй для одной или нескольких постоянных операций, режимы можно отладить, но чуть влево-вправо и снова настройка. Человек показал, что это реально обычным п/а и неплохой результат достигнут, но кому важно качество и простота настроек, тут нужен другой путь.6 баллов
-
Я, когда автомобильный люминь варю, прищепку с массой обязательно на деталь цепляю, да еще пристраиваю так, чтоб не обработанную поверхность не попала. Чтоб не исправлять потом.5 баллов
-
Она исчезла после обработки щёткой. А в Европу мы с тобой на чём поедем? Сегодня ещё довелось побаловаться, пока основной сварной в отпуске: Конечно не всегда всё так гладко, пока настроился, пока притыкался, хардокс вобще противненько варится:
5 баллов
-
защита движка на эндурик,амг3 толщина 4мм.Еще рамку сделал под крылом чтоб номер прятать.Ну чтоб ездить со спрятанным гос.номером.
4 балла
-
Так- как такие интеркуллеры постоянно ремонтирую, можно иногда и "побаловаться". Применил пульс с большим участием пикового тока,процесс напоминает "цмыкание со спадом тока".
4 балла
-
Сегодня динозавра видел! На фото. Военный полуавтомат, механизм подачи проволоки. Где то на войне применяется, видимо. Что за пепелац, знаком кто?
4 балла
-
Так называемый "ранцевый полуавтомат" то есть мог быть за плечами сварщика и полтора метра горелка и в свое время удобно было . Конструкций было множество и были отличия , но протяжка была типовая . http://svarder.ru/oborudovanie_dlya_svarki_alyuminiya_plavyashhimsya_elektrodom.html https://www.elec.ru/doska/dvigatel-d-90-1238484937/
3 балла
-
Мне так позвонил неизвестный и заявил что у них кончилась краска,я спросил-а какая осталась? Он говорит-красная,я говорю-докрашивайте красной.Он говорит-это фигня полная выйдет,я говорю-нормально выйдет,красьте.Так ещё немного попререкались и он допёр что не туда попал.Я потом целый день порскал от смеха,вспоминая как этот незнакомец уверял меня что докрашивать красной выйдет некрасиво.3 балла
-
3 балла
-
3 балла
-
Другая сторона
3 балла
-
Высверливал.2 балла
-
На "родном", с точностью до 5мм. Вырезал коронкой по внешнему диаметру старого сливного отверстия.2 балла
-
http://placepic.ru/uploads/posts/2013-04/1365567075_024.jpg2 балла
-
@Steelcar,это места зажигания дуги на основном металле,вообще по хорошем они вышлифовываются,при чем так чтобы не выйти за минусовой допуск толщины трубы. В транснефти и газпроме такие стыки магистральных трубопроводов не пройдут контроль,только на вырез.2 балла
-
https://youtu.be/SepJcYFZbjk2 балла
-
@Ligatura FH, ждут Вас там с Белазом, не дождутся! Куда Вас «пенсию» разбирает? Хотя на счёт пенсии погорячился, времени у вас ещё вагон, дерзайте! Чужбина, не всякий привыкнет и освоится. На месте Игоря, ушёл бы в ИП, 1000% даю, меньше нервов и физ. нагрузок, выхлоп с его руками, куда больше!2 балла
-
Здарова, мужики! Это снова я. Что-то по запаре забыл, что хотел попробовать варить как положено (снизу вверх) и снова наварил по привычке. Судя по нижнему шву с током таки переборщил, теперь это наглядно видно (заниматься урывками хорошего мало (теперь понимаю почему современные аппараты идут с памятью, в ней дырок от подхода к подходу не бывает)). Ещё вопрос - по правильному этот кронштейн (в прошлый раз швы от него показывал) надо ещё и изнутри обварить (положить шов с противоположной стороны) или хватит издеваться над рамой?
2 балла
-
Пока в плане старую мастерскую снести, времени на всё не хватает, не всё ещё оборудование перенёс. 3 км, до центра Иркутска 10 минут езды, правда ночью Клиента можно заманить только качественно выполненной работой.2 балла
-
Оказывается 300 квадратов это не так и много. Отдельная комната для радиаторов: Поленился сделать стол подъёмный, пришлось прикупить. Классная вещь, надо было давно приобрести.
2 балла
-
Рано или поздно, каждый уважающий себя сварщик сталкивается со сваркой трубы. В этой статье, я хочу рассказать и показать наглядно, как мы варим трубу на просвет. Хочу заметить, что данный пост не является рекомендательным, а лишь является одним из методов введения сварки технологических трубопроводов. Как уже было написанно ранее, мы все сталкиваемся с трубами. Благо у кого-то есть хорошие контакты, которые могут показать и рассказать о сварке трубопровода наглядно, но в некоторых случаях, нам приходиться восспользоваться поиском в интернете. На сегодня, интернет засыпан статьями о сварке трубопровода, но... везде описанна теория, а как мы знаем, теория всегда отличается от практики. В этом посте, я наглядно покажу как я сварил стык, который занял около 15-20 минут и который прошел просвет. Первым делом, мы готовим саму трубу. В нашем случае, это труба диаметром 219 мм 8мм стенки. Как написанно в теории, так и в практике, стыки надо зачищать от грязи, песка и ржавчины. Для этого много ума не надо, а только лишь качественный инструмент и хороший монтажник в бригаде. После тщательной зачистки щеткой болгарки, приходит время для стыковки двух концов труб через центратор соответствуюшего размера. В нашем случае, трубы попались хорошего качества и мы почти ни когда не делаем притупление, что позволяет монтажнику не менять саму болгарку либо диски на ней. Хоть нам и повезло с трубами, но с техникой не особо. На сегодняшний день, на много удобнее использовать современный эксковатор, который может мягко изменять положения трубы в отличии от трубоукладчика. Когда трубы пойманы в центратор, приходит время делать прихватки. Самы трубы соеденены в плотную без зазора. Когда труба зафиксированна и зажата в центраторе, монтажник отходит в другой конец трубы и по тихоньку отталкивает её в сторону, тем самым делаля зазор с левой а потом и с правой стороны. При такой стыковке, обычно получается, что от низу до вверха стыка зазор имеет разный размер, другими словами, с низу зазор может быть 1 см а сверху накрыт чуть ли не в нахлёст. Получается, что где то в середине есть зазор, который нужен мне. В моём случае это 2,5-3 мм. Прихватив одну сторону, делаем все тоже с другой стороны. Получилось так, что вверх у нас немного зажат, а низ слишком открыт. Тут в дело вступает техника, которая должна плавно отпускать трубу, тем самым выровнив ее сверху до низу. По теории, надо делать 3 прихватки и с 4 начать варить. В нашем случае, так как привариваемая трубу весит настропах трубоукладчика, нам достачно и 2-х прихваток по бокам, но всё же иногда я делаю третью сверху. Вроде всё. Труба готова к сварке горня шва. Осталось только монтажнику снять центратор и можно приступать к делу. Начинаем сварку корня. Тут уж у кого как руки набиты, кто любит на большом токе кто то на мельком. Так же, по технологии надо варить в три шва, это: 1. Корень 2. Заполнение 3. Облицовка Мы же справимся в два прохода. Сварку корня мы введем путем наполения, что значит "заполнение" шва отпадает и остается только последующая облицовка. Когда корень шва сварен , вызываем монтажника, который зачищает корень при помощи болгарки с щеткой. Хочу отметить сразу, что защишаем только щеткой и без прохождения шлифовальным кругом. Это конечно не правильно по "теории", но мы как-то справляемся. Иногда получается просто ужас, а иногда нет. Единственное когда мы используем шлейфовальный круг, это только при наличии пор. Корень зачищен, пора приступать сразу к облицовке шва. Ставим току побольше и начинаем варить снизу вверх. Проходим в круговую и наша сварка почти закончена. Осталось только зачистить шов и дело в шляпе. Для справки: Варили электродами LB 52UИз 100 стыков - 4 ремонта и 1 врезка из-за смещенияМне так же будет очень интересно услышать Ваше мнение, а именно: А как Вы варите трубы? Какие хитрости используете Вы? Сколько Вы получаете за смену или за стык?
1 балл
-
@Isperyanc, скиньте фото с размерами посадочного места сопел, вам свои для строжки покажу, может они подходят не пойдет, либо будет перерасход, либо е... короче не надо=)1 балл
-
А чего только теоретически? Вчера пришёл мужик, вполне таки незнакомый. И говорит человечьим голосом - лет 5 тому купил он автомобиль мицубиси с мотором 3,6 V 6 . И решил он, мужик, то есть, его (мотор) починить. И увидел тот мужик нестандартные вкладыши на шатунах, которых в природе не существует. И узнал он у лица, продавшего ему тот автомобиль, что вкладыши те я делал. Поведал он мне, что гонял он тот автомобиль и в хвост, и в гриву, перегревал мотор неединожды, но мотор всё работал и работал, только давление масла поменело. И просил тот мужик меня еще раз изготовить комплект вкладышей, потому как вал новый покупать его жаба давит, а то, что я делаю, работает не хуже произведенного на заводе! PS Не единожды такое делалось! Вот только спроса сейчас нет на производство нестандартных вкладышей. Аминь!1 балл
-
Конкуренты радуют,видимо «пьяная неделя»,работать не хотят,уже не первый клиент говорит,что тяжело найти кто аргоном варит.1 балл
-
Я не согласен, я знаком со сварщиками с трубы, там настоящие трубы 1000мм. Причём эти люди работают на ремонтах, а это не новые трубы сваривать, а в разы сложнее.1 балл
-
@mostmarkov, я почему-то больше смотрю на ёлки на заднем плане -- красота. Спасибо вам за тему. Просто фотографии своих будней можно выкладывать сюда: Будни сварщика с иллюстрациями Если будут особо красивые швы которыми захочется поделиться, то это у нас тут: Сварочные швы1 балл
-
Вася меня бьют ! ., а мне пофиг ( я не Вася ...) .1 балл
-
@Isperyanc, у меня messer starcut 2622 сопло для строжки https://www.instagram.com/p/BIfXb48gCZB/?taken-by=ykt_master1 балл
-
По слесарному делу неудобно работать в перчатках сварщика. Разметку, зачистку, порезку не хутко сделаешь в крагах! Если работать без перчаток, не избежать порезов от острых кромок и уколов от металлических заусенец. Руки, измазанные в масле и ржавчине, тоже не добавляют энтузиазма. Лучше всего для слесарных работ использовать самые обычные прорезиненные хлопчатобумажные перчатки. При сборке под прихватки хэбешки надевать нельзя по понятным причинам, но и в крагах точно деталь не выставишь. Выручают перчатки из оленьей или лосиной замши без подкладки или перчатки аргонщика, они не такие плотные, как обычные перчатки и в них чувствительность рук гораздо выше.1 балл
-
1 балл
-
Не знаю , что Вам и ответить.Наверное поставлю старую, добрую песню-http://muzlostyle.ru/muzlo/%D0%9C%D0%B0%D1%80%D1%88%20%D0%BD%D0%B5%D0%BC%D0%B5%D1%86%D0%BA%D0%B8%D1%85%20%D1%80%D0%B0%D0%B1%D0%BE%D1%87%D0%B8%D1%85.%20(%22%D0%95%D0%B4%D0%B8%D0%BD%D1%8B%D0%B9%20%D1%80%D0%B0%D0%B1%D0%BE%D1%87%D0%B8%D0%B9%20%D1%84%D1%80%D0%BE%D0%BD%D1%82%22) Hlorofos,я уже столько всего в жизни насмотрелся, что смею Вас заверить-чужбина, самый безобидный фактор.Главное, что бы снаряды над головой не летали и вода была хорошая.остальное переносится очень хорошо.1 балл
-
@Steelcar,Любой из пальцев руки - достаточная опора для стабильной сварки . Или на сопло . Всё что слышал за сварку "на весу" воспринимаю с огромным скепсисом . То же самое и за присадку . Кисть , локоть ( с контактом со статикой ) , св.ванна , в крайних случаях , прижим к телу руки ( жалкое подобие опоры ) .1 балл
-
Развлекаюсь с новой цацкой ) Швеллер , толщина полки 8 мм , проволока 0.8 мм , газ СО2 . правый ещё подбор режима , левый врозь ничего так или будут другие мнения ?
1 балл
-
Вот и помощник появился, Частенько у нас бывает. https://www.youtube.com/watch?v=25Go2kUonYU Про резку металла, нагрев в газовом горне и кручение - верчение, описано не мало, поэтому я пропущу, но фотки покажу. Кому что не ясно, спрашивайте, отвечу. Вот на эти элементы ушло 120 метров 10 квадрата и 4 часа времени. Для изготовления "Моностырской вязи" есть гидравлический пресс и вот такое приспособление. Изготавливается элемент довольно точно. Если сравнить 2 изготовленных элемента, то разница между ними будет не больше 2 - 3 мм в конце На глаз практически не видно. Для листочков, на прессе нарезаю вот такие заготовки. И на прессе их зубилом фактурю. https://www.youtube.com/watch?v=v4Y-6kZifqE Привариваются черенки и вот готовый вид. Можно было бы и на горячую отфактурить, было бы еще красивее. Но проблема с газом. Для цветочков плазмой вырезаю вот такие кругляши и на прессе шариком продавливаю по центру. Далее делаю прорези для лепестков и фактурю рессорным молотком. Финальная обработка делается только нагревая и отбивая лепестки. Самодельный трубогиб. Начинаю собирать боковины арки. Далее лицевая часть арки. С помощью магнитных уголков устанавливает боковинки на лицевую часть и привариваем. Элементы фигур подтягиваем с помощью струбцины и тоже свариваем. Отнесли на покраску. Покраску мне не доверили. Установка на место. Может я чего не понимаю, хотел патиной сверху покрыть, но супруга категорически против. Цветы покрасила белой краской. И главное подруги ее приходят и "Ах какие красивые цветочки". Может уговорю ее, тем более что патина имеется нескольких цветов.
1 балл
-
Пока справляюсь, правда пришлось закрыть второй сайт и снять все объявления. Полностью согласен, каждый должен заниматься своим делом, да и другим надо тоже давать заработать1 балл
-
По моему, лучше сразу всё по уму сделать, с косынками, усилителями и восстановлением перегородки. P.S. Швы страшненькие.1 балл
-
Так точно, зазор был, но не великоватый, а переменный) (ну чуть плоскости неровные)А насчёт прожечь, не, уж не настолько криворукий (4 мм и там и там. Миллиметровку может и запорю, но не четверку же)).1 балл
-
http://websvarka.ru/talk/topic/6375-skoraia-tekhnicheskaia-pomosch-vopros-otvet/?p=335743 Окно пришлось вырезать побольше, чем планировал. Сначала восстановил вертикальную стенку. в глубину неудобно было заваривать. Потом поставил заплатку. Всё получилось. Аппарат Гроверс 200 АС/ДС, ток пульс 150/50 А, 30-65% , баланс 25, постгаз 10 сек, электрод 2,4, La 20, присадок 2 мм 4043. Спасибо всем за помощь, многому научился, читая форум.
1 балл
-
@Lexanec, не обязательно быть жителем большого города, чтобы заказывать координатку. Я например лазерку заказываю в Новосибе, как-то раз заказывал детальки вообще в Уфе. Безусловно - это все сложно и требует затрат по времени, но в общем-то это абсолютно реальный пример из собственного опыта. Уверен, что 99% кивнут головой и благополучно забудут. Но если 1% начнет что-то менять, что-то пробовать - я буду считать, что выполнил свою миссию. Я же говорю - нащупать сразу нишу очень сложно. Одни штуцерки будут лежать, а другие разойдутся на ура, а если и они не разойдутся, то сотые - точно. Кому как повезет, в любом случае это будет тихонько продаваться. Ваш скептицизм больше похож на самоуспокоение, потому как я говорю абсолютно реальные, опробованные вещи. Далеко ходить не нужно, вон на форуме человек самодельные струбцины предлагает.1 балл
-
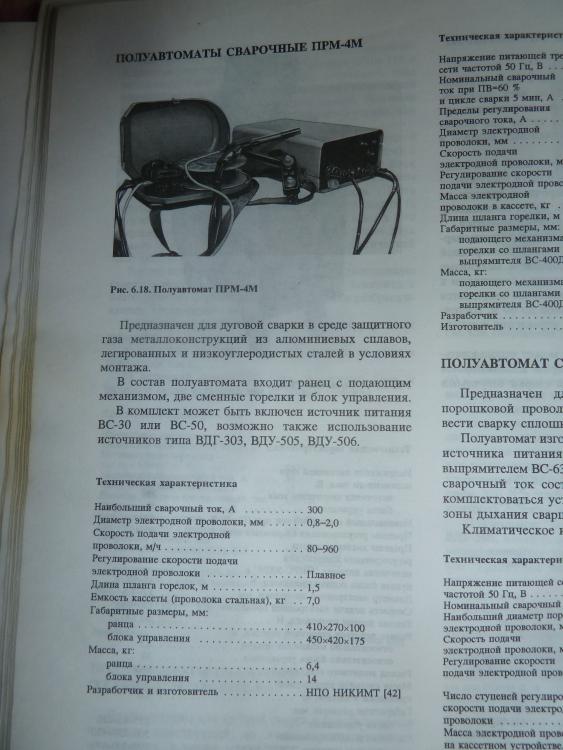
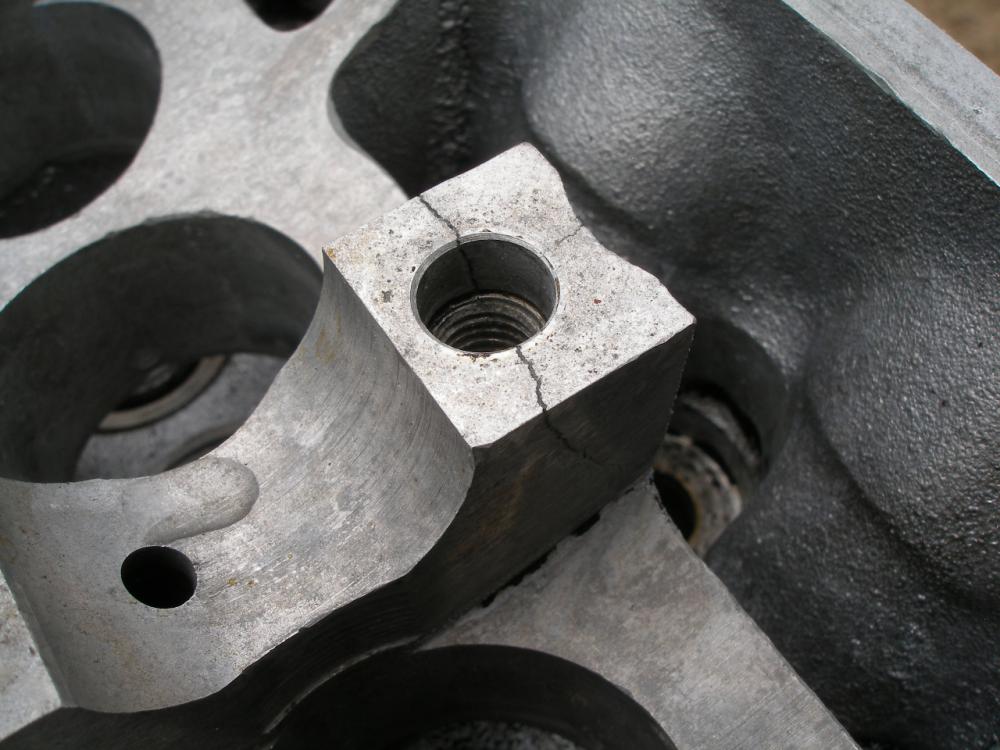
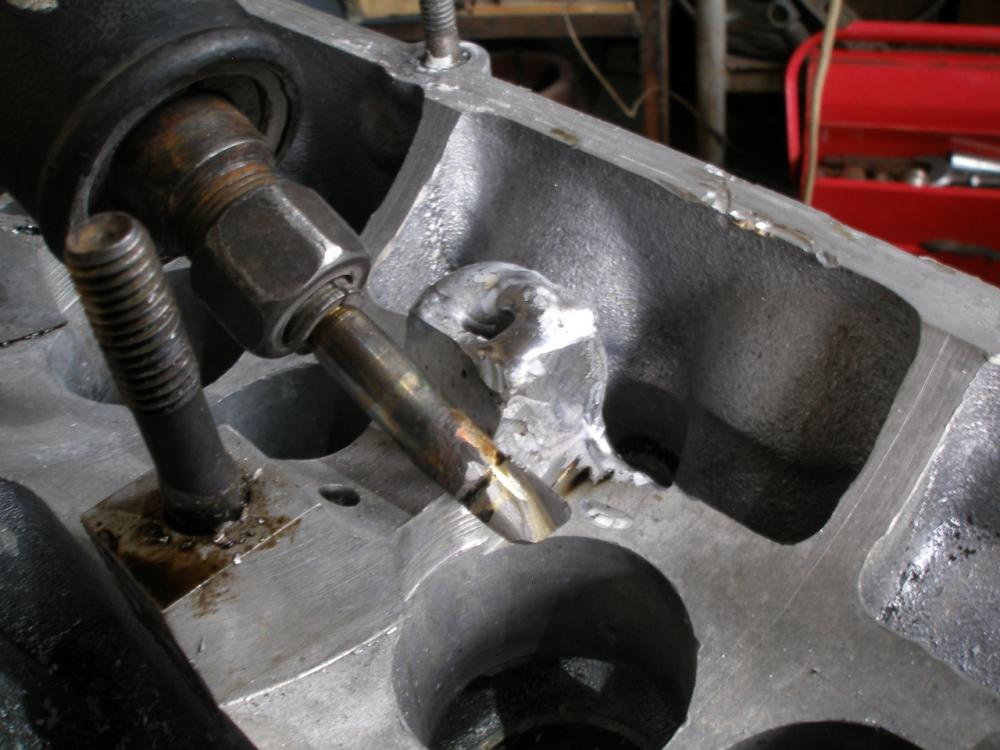
Нет повести печальнее на свете... Принесли в ремонт ГБЦ от ауди. Сёдла подрезать, клапана притереть... НО! При тщательном осмотре выявилась трещина, несовместимая с жизнью - Доложил, получил одобрям, разделал и думаю - щас сварю! - Ага! Щас... Обломс... Сундуку моему пришлось слегка напрячься, наплавил - немного подрезал вручную - А теперь - на фрезерный станок - после чего немного посверлил, немного порезал резьбу - и вот она - обретшая новую жизнь опора распредвала! -
1 балл
-
И главное у стены вписывается.
1 балл
































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)