Лидеры




Популярный контент
Показан контент с высокой репутацией 05.07.2018 во всех областях
-
Рано или поздно, каждый уважающий себя сварщик сталкивается со сваркой трубы. В этой статье, я хочу рассказать и показать наглядно, как мы варим трубу на просвет. Хочу заметить, что данный пост не является рекомендательным, а лишь является одним из методов введения сварки технологических трубопроводов. Как уже было написанно ранее, мы все сталкиваемся с трубами. Благо у кого-то есть хорошие контакты, которые могут показать и рассказать о сварке трубопровода наглядно, но в некоторых случаях, нам приходиться восспользоваться поиском в интернете. На сегодня, интернет засыпан статьями о сварке трубопровода, но... везде описанна теория, а как мы знаем, теория всегда отличается от практики. В этом посте, я наглядно покажу как я сварил стык, который занял около 15-20 минут и который прошел просвет. Первым делом, мы готовим саму трубу. В нашем случае, это труба диаметром 219 мм 8мм стенки. Как написанно в теории, так и в практике, стыки надо зачищать от грязи, песка и ржавчины. Для этого много ума не надо, а только лишь качественный инструмент и хороший монтажник в бригаде. После тщательной зачистки щеткой болгарки, приходит время для стыковки двух концов труб через центратор соответствуюшего размера. В нашем случае, трубы попались хорошего качества и мы почти ни когда не делаем притупление, что позволяет монтажнику не менять саму болгарку либо диски на ней. Хоть нам и повезло с трубами, но с техникой не особо. На сегодняшний день, на много удобнее использовать современный эксковатор, который может мягко изменять положения трубы в отличии от трубоукладчика. Когда трубы пойманы в центратор, приходит время делать прихватки. Самы трубы соеденены в плотную без зазора. Когда труба зафиксированна и зажата в центраторе, монтажник отходит в другой конец трубы и по тихоньку отталкивает её в сторону, тем самым делаля зазор с левой а потом и с правой стороны. При такой стыковке, обычно получается, что от низу до вверха стыка зазор имеет разный размер, другими словами, с низу зазор может быть 1 см а сверху накрыт чуть ли не в нахлёст. Получается, что где то в середине есть зазор, который нужен мне. В моём случае это 2,5-3 мм. Прихватив одну сторону, делаем все тоже с другой стороны. Получилось так, что вверх у нас немного зажат, а низ слишком открыт. Тут в дело вступает техника, которая должна плавно отпускать трубу, тем самым выровнив ее сверху до низу. По теории, надо делать 3 прихватки и с 4 начать варить. В нашем случае, так как привариваемая трубу весит настропах трубоукладчика, нам достачно и 2-х прихваток по бокам, но всё же иногда я делаю третью сверху. Вроде всё. Труба готова к сварке горня шва. Осталось только монтажнику снять центратор и можно приступать к делу. Начинаем сварку корня. Тут уж у кого как руки набиты, кто любит на большом токе кто то на мельком. Так же, по технологии надо варить в три шва, это: 1. Корень 2. Заполнение 3. Облицовка Мы же справимся в два прохода. Сварку корня мы введем путем наполения, что значит "заполнение" шва отпадает и остается только последующая облицовка. Когда корень шва сварен , вызываем монтажника, который зачищает корень при помощи болгарки с щеткой. Хочу отметить сразу, что защишаем только щеткой и без прохождения шлифовальным кругом. Это конечно не правильно по "теории", но мы как-то справляемся. Иногда получается просто ужас, а иногда нет. Единственное когда мы используем шлейфовальный круг, это только при наличии пор. Корень зачищен, пора приступать сразу к облицовке шва. Ставим току побольше и начинаем варить снизу вверх. Проходим в круговую и наша сварка почти закончена. Осталось только зачистить шов и дело в шляпе. Для справки: Варили электродами LB 52UИз 100 стыков - 4 ремонта и 1 врезка из-за смещенияМне так же будет очень интересно услышать Ваше мнение, а именно: А как Вы варите трубы? Какие хитрости используете Вы? Сколько Вы получаете за смену или за стык?
 17 баллов
17 баллов -
https://youtu.be/SepJcYFZbjk11 баллов
-
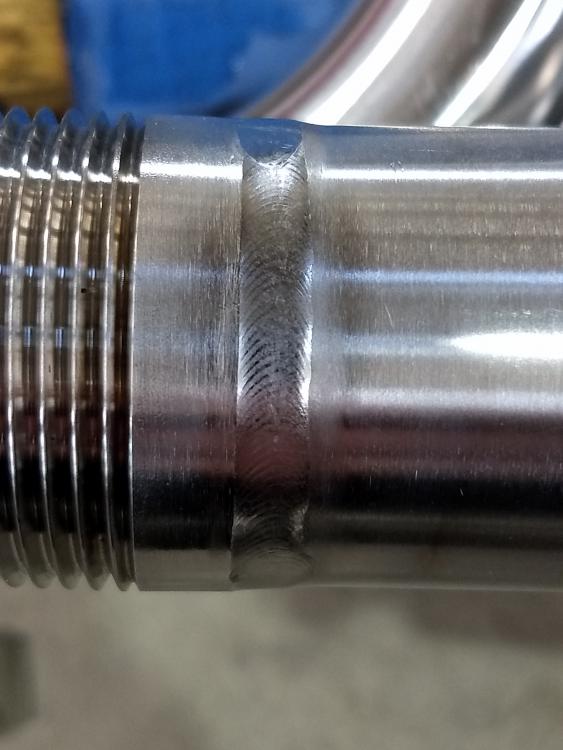
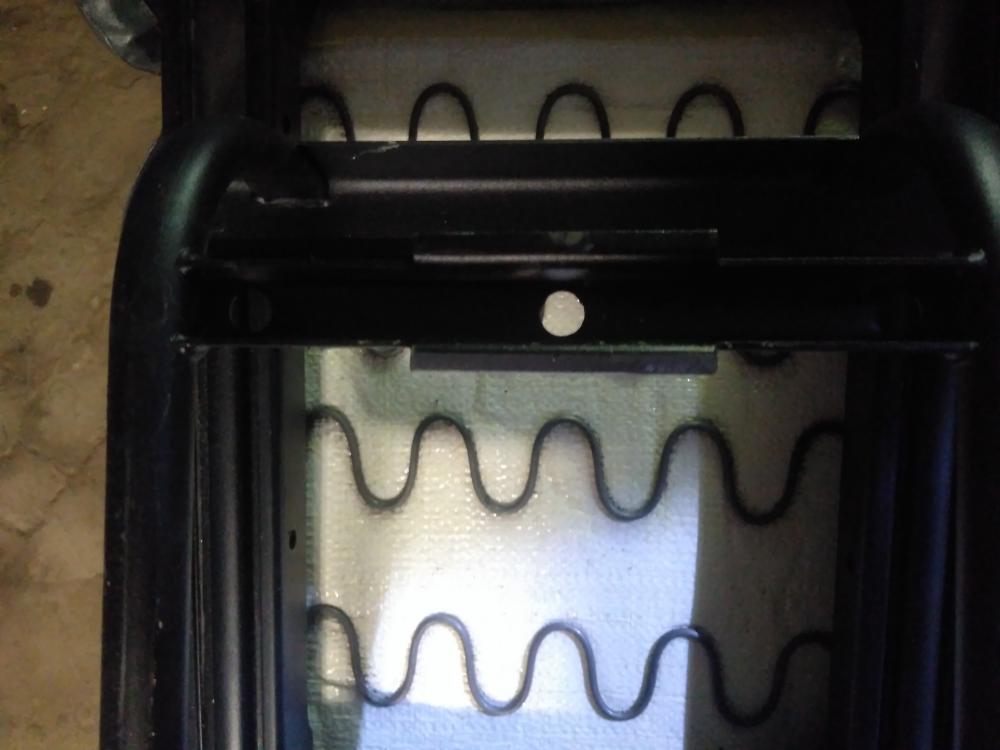
@Steelcar,это места зажигания дуги на основном металле,вообще по хорошем они вышлифовываются,при чем так чтобы не выйти за минусовой допуск толщины трубы. В транснефти и газпроме такие стыки магистральных трубопроводов не пройдут контроль,только на вырез.6 баллов
-
На однофазном аппарате, у нас производитель ограничил настройку частоты и индуктивности, т.к. аппарат можно привести к гибели. На трех фазных все по другому. В данном случае есть продавец, есть производитель. Так если не первого, то второго мучать, пусть отвечают и обучают. 1 я не "засираю". Пожалуйста доводы на ваше обвинение. В противном случае это как в анекдоте: "довод проигравшей стороны: Бэ Бэ Бэ... И язык в конце." Факты, прошу факты! 2 Я против обмана и если я в теме или ошибаюсь, то говорю про мысли основываясь на личном опыте и знаниях полученных в процессе обучения у производителя. 3 Я вас не оскорблял и вам не советую. У вас столько же прав как и у меня! Или не так? 4 Если у вас знаний нет или мало или я ошибаюсь, то беседа приведет к прояснению ситуации и если я не прав, то это я признаю. А вот из ваших видео я понимаю, что вы не признаете своих ошибок!!! Это не хорошо для того, кто пытается обучить других!!! Так что если есть информация по существу вопроса и моих комментариев, то я готов выслушать. В противном случае - помолчите и подумайте, а вдруг другие правы и вам следует еще поучиться! Ну и умом тут ваше сообщение тоже не блещет (особенно смайлики в конце так просто бесят):6 баллов
-
@Isperyanc, у меня messer starcut 2622 сопло для строжки https://www.instagram.com/p/BIfXb48gCZB/?taken-by=ykt_master5 баллов
-
А мне пол часа хватило. :P Fubag INMIG 200 SYN LCD. https://www.youtube.com/watch?v=DHYDZPneuZw4 балла
-
4 балла
-
Просили у меня решение по данному виду сварки и ухода от деформации трубы решение. Оно есть уже давно, не много мороки но оно стоит того. Только остыть давайте после сварки, только тогда кондуктор расслабить. https://www.youtube.com/watch?v=XbWR1mD3vHE а так же посмотрите про сварочную ванну на мультике, это не мое, но автор молодец, все так и есть в реале https://www.youtube.com/watch?v=6LSLV8QRgMA4 балла
-
https://www.youtube.com/watch?time_continue=4&v=WYrCmlkjl0E3 балла
-
О , не кто вам не подскажет и Виктор правильно вчера сказал . Производитель ваш врет и теперь вам остается только одно , мучить аппарат и себя подбирая все экспериментальным путем и это может затянутся на долго. Вот некоторые купив даже навороченный бренд (и я был в числе их да пожалуй все там побывали) первую неделю очень все "кошмарно" получалось и только пробы и пробы раскрывают глаза. Вообще импульс в полуавтомате довольно сложная штука и не так просто он устроен . P.S. помочь то это святое и думаю так вам надо попробуйте настраивать и варить ну и видео со звуком сюда и тогда будет легче посоветовать что добавить или убавить. Первая заповедь импульса - дуга должна быть не короткой но и не длинной , короткая дуга не дает импульсу скинуть каплю и будет море брызг больше даже чем при простой МИГ сварке , длинная окисляет сильно металл да и гулять дуга будет сама по себе из стороны в сторону и прицелиться таковой будет не просто и по сему нормальная дуга 3мм и процесс идет как по маслу.
3 балла
-
Можно и 4043 http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Ну а здесь верно , но еще лучше спец присадку . http://aluminium-guide.ru/svarivaemye-i-nesvarivaemye-alyuminievye-splavy/ Вот буквально сегодня принесли рис. на изготовление фланца т вроде на авто немец довольно старую и говорят родная напрочь сгнила . Ну и диаметра такого Ал сплава не нашлось и по сему сделал составную . В общем достал коробочку с обрезками и в ней Д16 и В95 и вот из них и сварил применив спец присадку из СССР для дюрали (марку не знаю, но точно знаю что для дюрали и совсем чуток осталось у меня ее ) , теперь немец будет ездить с Ал сплавом из СССР и думаю это подольше походит.
3 балла
-
http://kaifolog.ru/uploads/posts/2018-06/thumbs/1530078648_025.jpg3 балла
-
ДПС3 балла
-
@mostmarkov,да вот как раз таки такие ожоги не допускаются2 балла
-
Когда отклоняешься от норм, то надо понимать, что они написаны не теоретиками, а инженерами на основе многолетнего опыта и фактических результатов работ, учитывающих не только качество, но и временные затраты и другие факторы.2 балла
-
Бывают с некоторыми отличиями. Визуально все одно, а по факту не вставляется или не фиксируется. Встречал такое но очень редко. Давно было, брал штангель и сравнивал и находил отличие и устранял напильником. Но так же еще если от уже отщелкнулся, то надо взвести механизм на место. Либо как написал @kolesnikovdn, вначале отводим кольцо, вставляем, отпускаем кольцо и должна произойти фиксация. Выступ в начале есть то что уплотняется колечком. На некоторых длиннее на других короче. Так вот которые длиннее не всегда могут войти до конца в ответную часть, которая рассчитана на короткие.2 балла
-
@mostmarkov,Доброго дня,и что стык с ожогами околошовной зоны то же проходит контроль?2 балла
-
Как сообщается на сайте Госдумы, исполнявшие обязанности депутата от пяти до десяти лет могут рассчитывать на пенсию в размере не менее 46 тысяч рублей. В свою очередь граждане, которые отработали десять и более лет в качестве депутата, будут получать минимальную пенсию в размере 63 тысяч рублей. РИА Новости ------------------------------------------- Росстат назвал разницу в доходах бедных и богатых россиян Разница в доходах самых бедных и самых богатых россиян составляет 15,3 раза (!?!?). Об этом рассказал в интервью "Российской газете" руководитель Росстата Александр Суринов. Российская газета2 балла
-
Наконец-то покрасил стены и поиграл в видеоблогера, сделал обзор-сравнение на популярные Аврору и Форсаж https://www.youtube.com/watch?v=kRw7OVu-c1o2 балла
-
@copich, Да он постоянно говорит, что с первого раза получилось(ну пару раз точно было ), а сам по 10 раз репетирует перед съемкой)))
2 балла
-
@morgmail, 1 почему это надо подогревать алюминий? Вы же не 50мм варите! Так что это заблуждение ваше и вы вводите в заблуждение других! 2 Что значит справляется? Намазать сверху? Ну тогда, да. В противном случае нет хорошего растекания алюминия и когда даже по горячему прошлись второй раз, то явно видно не сплавление кромок. Значит вы проволоку просто НАМАЗЫВАЕТЕ на метал, а не производите СВАРКУ с ПРОВАРОМ! Видео хорошее, но с ошибками, т.к. этот аппарат только так и может. Но это не качественно и потом могут появиться проблемы, как развалившееся изделие! Этот аппарат для толщин 2-5 мм и то 5мм под вопросом. Тоньше 2мм будет не стабильно как по сварке так и по провару. Если была цель просто поплавить алюминиевую проволоку то у вас это получилось!2 балла
-
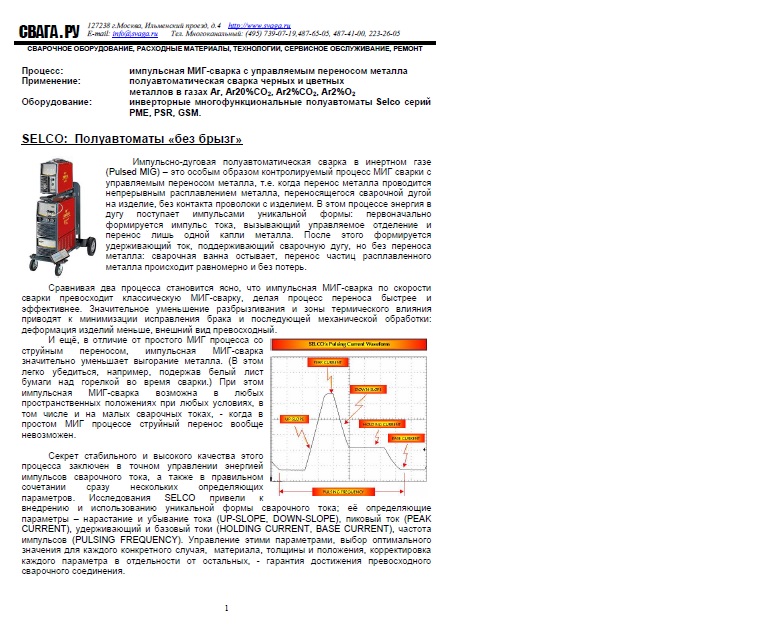
@selco, доступ к этим параметрам, это с одной стороны и неплохо, но знать бы что куда крутить, то может и лучше будет, чем по шаблону, что нам даёт аппарат.2 балла
-
Костя отправлю на медне, а то усе израсходую так и не узнаем что в ней . Это мне мои учителя дали не помню в 80х годах и им привезли специально для дюрали , они там что то секретное варили ей . Да нет в ней цинка иначе бы все бело-белым от него было , но вот смотрите фото пока металл не прогрелся и например на прихватке дает черноту ну а потом все чисто и даже чище чем со современными 5356 или 4043. Ну да примерно так и есть , все упирается в остроту электрода и так как синус 2 с урезанным плюсом то электрод остается острым и на тонком и супер тонком с острым работать приятнее , легче и т.д. вот и вся премудрость.2 балла
-
Валера, кусочек присадки отправь пожалуйста. Достаточно пары сантиметров. Я их на спектрометр отправлю. Жуть как интересно посмотреть, что в ней.2 балла
-
@mehanik1102,с поддувом придется кому то со шлангом изнутри стоять,присадку в принципе достать можно,пары прутков думаю хватит.Но это все вторично,клиент с области и ему поставлена задача изыскать кусок листа на заглушку диам 60 мм.и резьбу полдюймовую,а это гораздо сложнее.Брал он эту бочку на авито,прислали из другого города,купил как из нержи,кто то лоханулся,или покупатель,или продавец.2 балла
-
Вася меня бьют ! ., а мне пофиг ( я не Вася ...) .1 балл
-
Одинаковые, надо или впихивать сильней в брс аппарата или отвести кольцо с накаткой и вставлять разъем горелки.1 балл
-
@АндрейСВ, цирконий там добавляют немножко. СвАМг61 по нашей классификации. http://www.splav-kharkov.com/mat_start.php?name_id=16311 балл
-
Сталкивался с аналогичной проблемой- к кабелю 4 кв.мм (ГОСТ) надо было подключить розетку 3Р+N и пару обычных евророзеток. В 3Р+N на 16А нормально лезет только по одной опрессованной жиле 4 кв.мм гибкого кабеля (ГОСТ) или 2 медные жилы на 2 кв.мм (диаметр 1,6 мм, надо понимать, что это ТУ ). В гильзу ГМЛ на 4 кв. мм эти две медные жилы уже не лезут (если только не "ЗАовалить" гильзу предварительно). В общем, через гильзу 4 кв. соединил гибкий кабель с розетками короткой одножильной медью. Можно было еще через колодку, но это громоздко.Согласно таблице, ток расплавления провода диаметром 1,6-1,7 мм составляет 170А. Но это ток плавления короткой вставки. Непонятно, как оно себя поведет при удлинении этой вставки. От тока 25А одножильная медь примерно такого диаметра заметно и довольно быстро прогревается. С вилками 220 В сложнее, чем с розетками 220 В. Почти ни в какую вилку не полезет пара жил по 1.6-1,7 мм в диаметре. Розетки тоже очень разные по качеству и конструктиву, но с грехом пополам две жилы по 2 кв. мм. они могут объединить.1 балл
-
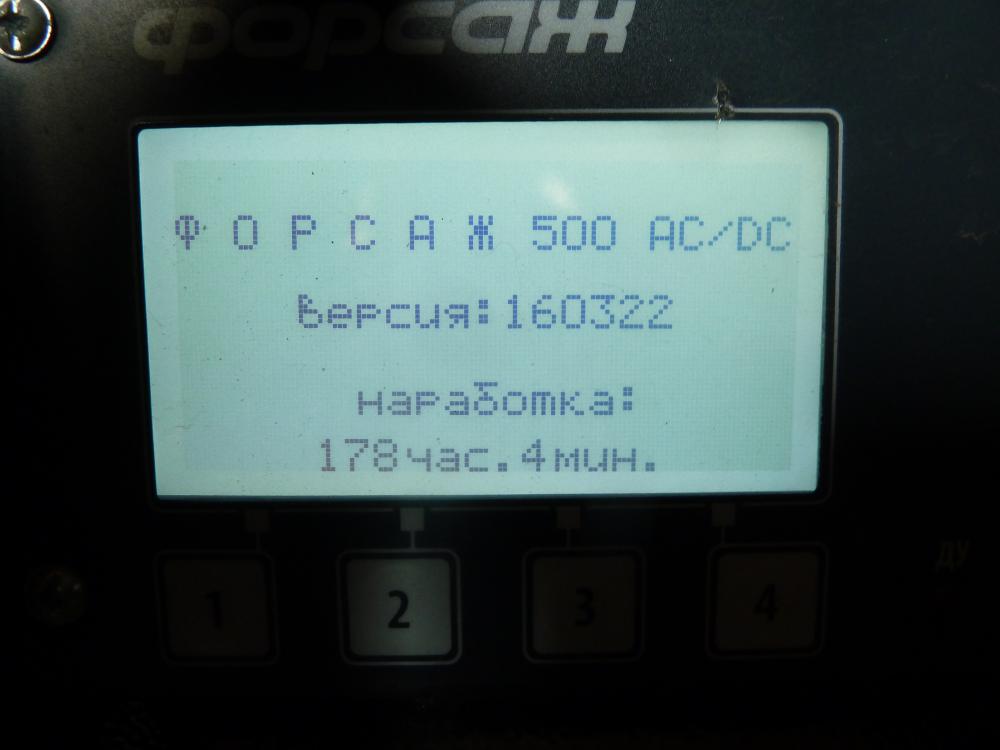
Синус 1 , это классический , а у меня синус два с урезанным плюсом и он №2 . Ну и теперь о применении того или сего , да разницы большой нет на такой частоте в 300гц , но все же синус помягче и что бы не подрезать края тем паче у меня рядом отверстия были и деталь чуть больше спичечного коробка то применил синус №2. Но еще раз скажу можно было и прямоугольником , многое зависит от характера аппарата и он как у людей то есть аппараты могут быть одной фирмы и даже модели но каждый будет иметь свой характер и сварщик своим аппаратом который знает на много увереннее работает , а вот на чужом уверенности поубавится . Вообще синус , треугольники для тонкого и супер тонкого , а вот прямоугольник это мощь , но если частота тока стоит высокая то все почти сглаживается по формам и по сварке и как говорится хозяин - барин и выбирай что по душе тебе .
1 балл
-
Валерий, объясните пожалуйста почему вы тут применили синус1, а не прямоугольник? Я вот тут буксую с этими параметрами. На толстом ставлю прямоугольник, на тонком синус 2. Синус1 не пользую, не пойму в каком случае он будет актуален.1 балл
-
по 6061: 5356 рекомендуют использовать когда деталь будет подвергнута дальнейшему анодированию (с 4043 цвет шва после анодирования будет от основного материала отличаться). 4043 - меньше шанс получить поры, меньше шанс получить горячие и холодные трещины, лучшее смачивание. 4943 ещё лучше, но в России такое вроде не продают. есаб, линкольн и ещё несколько производителей пишут, что при сварке 6061 в принципе пофиг какую присадку использовать. в итоге получается, что на рамах из 6061 лучше использовать пруток 4043, но использование 5356 ошибкой не будет. на рамах из 70XX лучше использовать прутки с цирконием (но их наверное тоже фиг найдешь), 5356 тоже пойдет.1 балл
-
@RWS87, только сварить или изготовить? Если брать полностью изготовление, без металла, то тысяч 5 за единичный экземпляр. Если несколько, то можно ценник в половину ронять, там все упрощается.1 балл
-
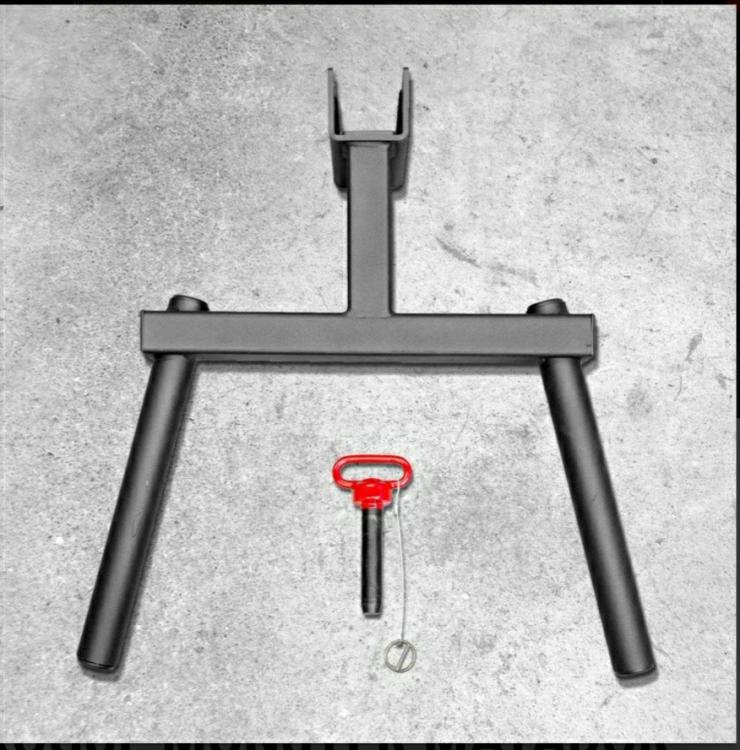
Вот такие съемные брусья сварить - кто сколько за работу бы взял? )
1 балл
-
http://s00.yaplakal.com/pics/pics_original/6/6/1/11710166.jpg1 балл
-
@pavel83, @svarnoi69, @Kondor416, @Фунтик, ДРУЗЬЯ, Соратники, соконфетники, СПАСИБО Вам!Встретился с друзьями(естественно "ку-ку", где с онными встречаться , трасса.)Потестировали последний проэкт, надо некоторые доработки внести.К моим доработкам нет вопросов, но некоторых изготовителей на гильотину, в лучшем случае. Есть над чем задуматься.Так же познакомился с новыми лицами, думаю продуктивно будет.
1 балл
-
По цеху как то прошелся, мимо своих вложений в людей, а это коллег и вот что увидел... А что было год назад? Обычно не снимаю плохое, так как любой труд достоин награды своей, даже не такой качественный ,как год назад и все же все это старания ) Это не моих рук дело, но уже ума, это руки наших коллег. Прошлую Милесту в красоте сварочных швов мы обошли. Есть еще над чем трудиться, вопрос времени.....
1 балл
-
Идёт потихоньку,не плотно , но наплывами идёт , копчу по старинке сухая стружка, нажигаю жар палочки от сливы
1 балл
-
даунпайп,не мой профиль конечно,но решил попробовать.
1 балл
-
Очередное рукожопство. После того, как морозы в -30 нас покинули, выпросил у соседей для отогрева дизельного пепелаца паяльную лампу в состоянии немычачей мумии Тутанхамона. Перебрал всё: от насоса, жиклёра и внутренностей бензиновой камеры. После отогрева обнаружил, что дно течёт и сильно. Попытался локально заварить, послал всё к бениной матери, отрезал и сделал новое из полторашки.
1 балл
-
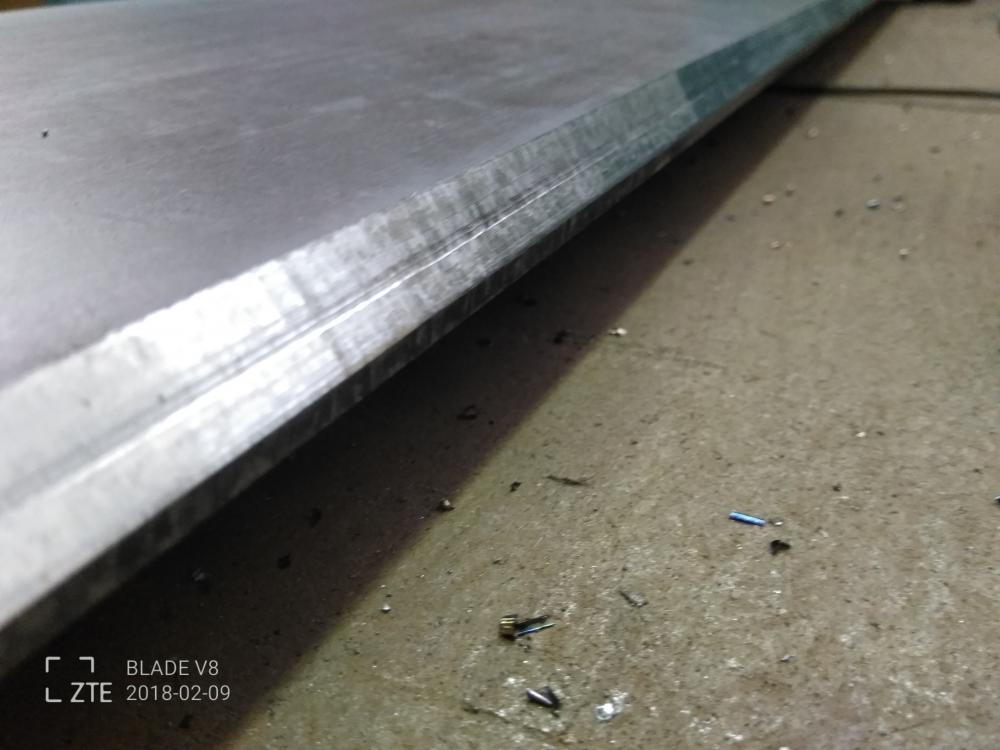
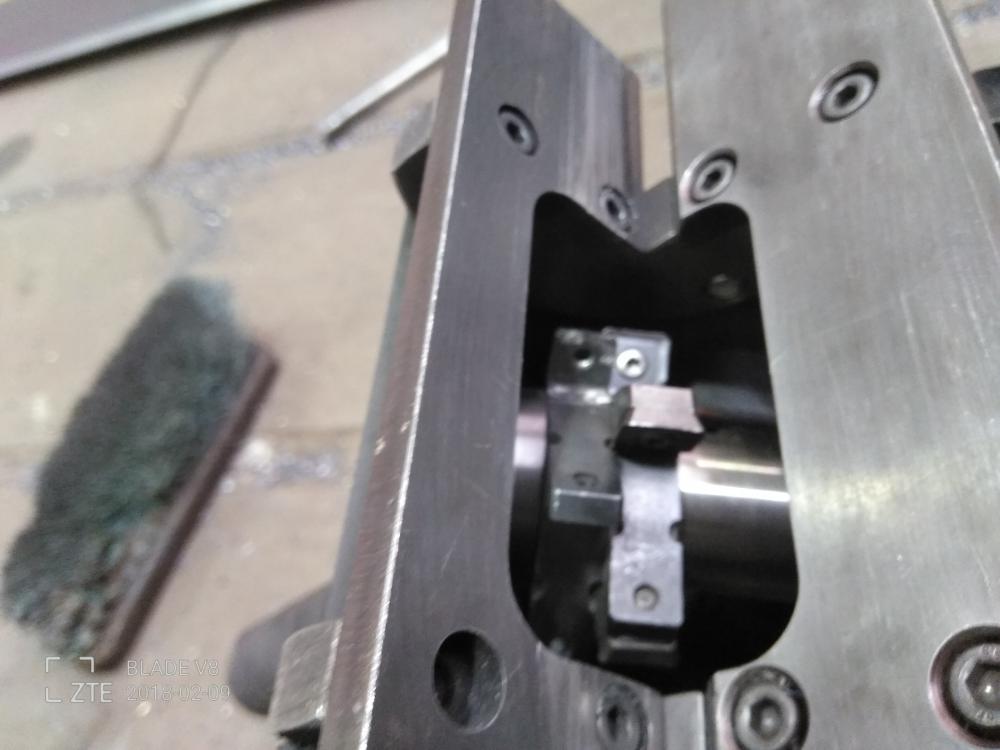
Всем привет!.разного по чуть-чуть.. 1.Детали крестовины кардана какой-то хитрой спецтехники(очень маленькие),изготовлено по образцу(желтый)с нуля,корпус и заглушку(серого цвета) резали на эрозии(посчитали раздельное изготовление приемлемым и более простым),отверстия под крепеж на фрезере,сварка tig,покраска(черный) 2.Ящичек под дополнительный аккумулятор на вышку-манипулятор,крепится на люльку..Был еще покрашен,но в суете..не успел,короче 3.Корпус какого-то ТНВД(скорее всего,или что-то рядом),был выломан здоровый кусок с резьбой и всем остальным,было все заплавлено с двух сторон..к сожалению опять же не сфотографировал,фрезеровщик утащил деталь,стоило мне только отвернуться
1 балл
-
И здесь давно не бахал ,но это как раз были будни после работы!Варил все это па хелви!так как ацетилена нет и не хочу его таскать что то! Думал в кое какие места не подлезу горелкой( взял электроды зеркала) ан нет везде подлез , зеркалом только швы смотрел и там все гуд! горелка была 15 ей удобно я ей трубы всегда варю!
1 балл
-
снимаем кромки вот такой машинкой собрал балку.и разметил для обратноступенчатой сварки. выставил вот такой режим.проволка 1.2 ну и собственно сварка.
1 балл
-
Хотя я механик, но сварочный аппарат не пылиться за углом). Хороший человек попросил кресло от уазика сдвинуть дальше чем оно двигается. Две закладных гайки есть в полу уазки, и можно переместить сидушку, а вот для третьего болта закладную не положили (экономисты горемычные) Сюда надо приварить кронштейн На сидушку постелил куртку кожаную, чтобы не пожечь обшивку. В этой же куртке работаю, когда сваркой занимаюсь. Для пущей надёжности решил изнутри проварить. Доп свет поставил. Горелка справа от сиденья, голова слева. Благо длины рук хватает обхватить сию конструкцию и ещё горелку вести. Думал получится корявее, где нибудь споткнусь. Да, мужики, если со своей ерундовой работой засоряю эфир, то скажите)
1 балл
-
сходил в гараж @RWS87, в качестве основных по кантованию/примерке/резке/зачистке различного железа прижились вот такие: Эти в работе Так выглядят новые Ладонь из кожи с покрытием,не из спилка, не так пачкаются и живут дольше. Бывает забываюсь, и в них делаю прихватки или шов кладу, но стараюсь следить за собой и так не делать. Размечать можно, но не совсем удобно. Мои отзываются на имя Elementa или STRONGPROFI. Цена 140-170 р. Если без сварки, то такие зело хороши, тонкие операции и разметка - отлично Ну или так же - те самые со слоном с двойным латексом.
1 балл
-
@Iridium,черные, без нержавейки, использую только для РАДС. Почти год, одну пару. Стирал 3 раза. С нержавкой гораздо прочней, но их очень "любит" осциллятор1 балл
-
от искр ушм не защищают вообще, капли сварки то же. Для себя давно уже решил, что если поставить пару прихваток полуавтоматом, а краги одевать не хочется или нет требуемой чувствительности, то просто снимаю одну или обе вязаные перчатки и отключаю функцию "Страх". Искр от п/а много, но по коже они отлично скатываются вниз, главное не бояться, вреда не будет. Куда хуже, если они залетят в ухи или за шиворот, но тут уж ни какие краги не помогут. Вязаные перчатки без подбоя ни какие не защищают от искр и капель металла. Ни кевлар, ни х/б. Латекс, неопрен, пвх на горячем плавится. Поэтому для серьёзной сварочной работы спилк, для работы с горячим при пайке кевлар, кевлар +х/б (внутри, вместо подбоя), для работы просто с металлом х/б. Кевлар ещё хорош на острых кромках, но у меня такой работы особо нет, вполне хватает х/б, а кромки я привык сразу от облоя зачищать, если ушм режу.1 балл
-
я резал вдоль болта два реза с противоположной (диаметрально ) стороны, и насечка\заусенец дает большую фору для старта .1 балл
-
У меня паяльных ламп аж 10 разных)Целая коллекция и все работают...Самая старая Шведская Primus 1925 года.....1 балл
-
Рекомендую применить воздушно-дуговую резку (строжку). Потребуется выпрямитель сварочный, лучше на 500А (напр. ВДУ-506), резак РВДм-500 или РВДм-315 лучше К10(500А)А.BINZEL, угольные электроды (лучше омедненные), сжатый воздух. Подробности (принцип работы, подключение, режимы) на сайте http://electrosvarka.su/index.php?mod=text&uitxt=402. Плазмотроном строгать не советую.1 балл