Лидеры




Популярный контент
Показан контент с высокой репутацией 04.07.2018 во всех областях
-
Возили на шлифовку,через трех человек прошел и кто уронил не выяснили (я не прикасался).
 10 баллов
10 баллов -
12 мм. ставим всегда, а вот с 14 мм. может и не зацепиться, поэтому для подстраховки торцуем фланец крепления пальца в минус 2 мм. Так на всякий случай.4 балла
-
Я в прошлом году с самодельных прищепок делал третью руку,всё быстро зажимается и позиционируется ,особо крутить ничего не нужно.
4 балла
-
Привезли бочку,хотят в ней пиво варить,нужно врезку сделать и отверстие заглушить.Начал краску под врезку лепестковым снимать,а искра белая,болгаркой шоркнул,точно-титан.Может есть еще какой нибудь способ проверить титан это или нет?Один раз было,что искра у нержи как у титана была и нормально все сварилось,теперь все время сомнения. Дошло сейчас,по весу же можно,пушинка,по сравнению с нержей,толщина 2 мм.,из нержи бы тяжеленная была.
3 балла
-
Согласно Вашим рекомендациям, а так же для сварных Российской федерации, вуаля ... смесь параарамида с Паноксом(углем). Это прядильная машина выпрядает на двух местах пряжу. До тканей осталось не долго.
3 балла
-
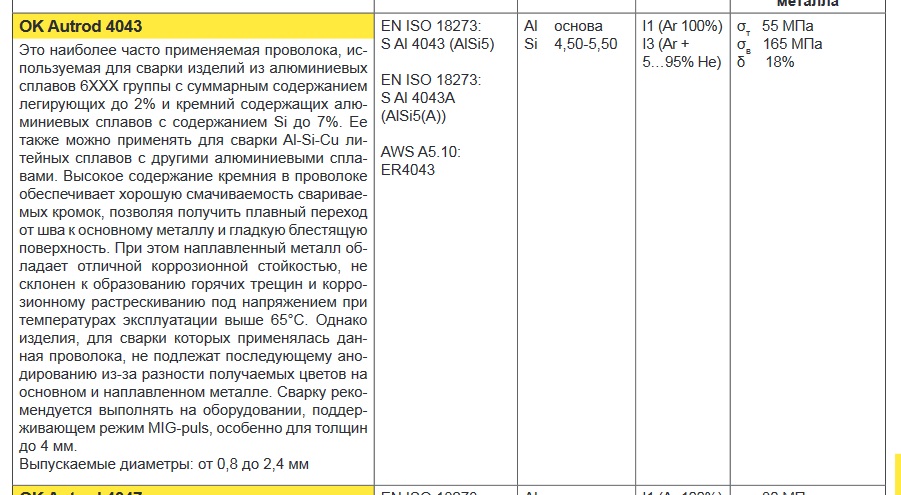
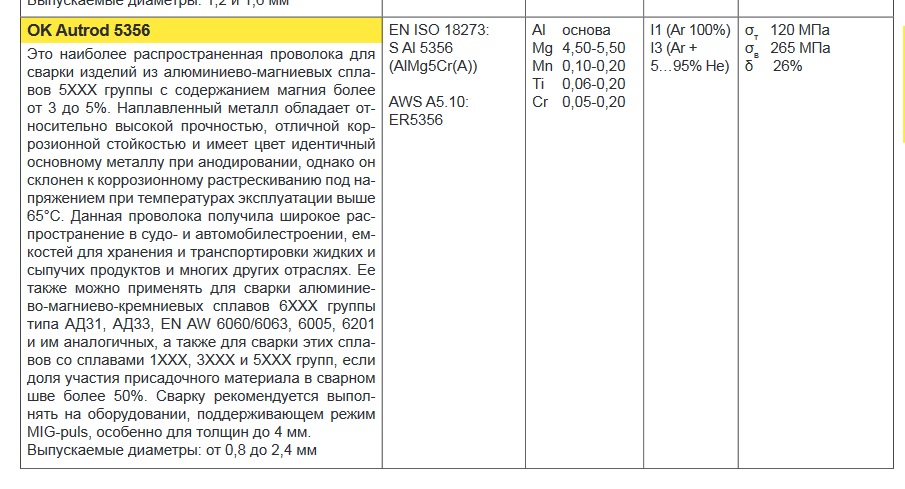
у esab в рекомендациях и 5356 и 4043 для 6000 группы подходят. вернее для 6000й группы там почти любая присадка подойдет в других источниках только 4043 - http://aluminium-guide.ru/alyuminievyj-splav-6061/как пример. для 7000й - 18.22
3 балла
-
@pirates, карьерный рост предполагает наличие у вас специального образования, и специальных знаний, а не профессиональных (читай моторных) навыков. Профи в своём деле прежде всего ценятся как профи на своём месте, а это место -- квалифицированный рабочий. Но не везде. Такое место может быть только на производстве в основе которого лежит сварка. То есть в автобусном парке сварщик будет по сути разнорабочим (иди разгружай быстрей, потом докрасишь). Много-много опыта можно приобрести на стройке. Плюс стройплощадки в том, что сварщик там работает с новым железом, а не с тем из которого уже два раза что-то сварили. Минус -- работа на свежем воздухе, и зачастую вдали от дома. Если здоровье слабенькое, то там делать нечего.3 балла
-
Раньше брался за восстановление этих отверстий, ось конечно специально не снимали, но цирк еще тот. Срезали эту железяку с балки, растачивали и втулили. Потом устанавливали на место, центровали тормозные колодки по новому барабану, прихватывали, далее ступицу с барабаном долой и обваривали. И все это стоило нормальных денег, но только для нас, а не для заказчика, поэтому спроса на такую работу практически нет. Теперь или капролон или посадочное место под втулку направил латунью и вся работа.3 балла
-
http://kaifolog.ru/uploads/posts/2018-06/thumbs/1530078648_025.jpg3 балла
-
2 балла
-
Костя отправлю на медне, а то усе израсходую так и не узнаем что в ней . Это мне мои учителя дали не помню в 80х годах и им привезли специально для дюрали , они там что то секретное варили ей . Да нет в ней цинка иначе бы все бело-белым от него было , но вот смотрите фото пока металл не прогрелся и например на прихватке дает черноту ну а потом все чисто и даже чище чем со современными 5356 или 4043. Ну да примерно так и есть , все упирается в остроту электрода и так как синус 2 с урезанным плюсом то электрод остается острым и на тонком и супер тонком с острым работать приятнее , легче и т.д. вот и вся премудрость.2 балла
-
Можно и 4043 http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Ну а здесь верно , но еще лучше спец присадку . http://aluminium-guide.ru/svarivaemye-i-nesvarivaemye-alyuminievye-splavy/ Вот буквально сегодня принесли рис. на изготовление фланца т вроде на авто немец довольно старую и говорят родная напрочь сгнила . Ну и диаметра такого Ал сплава не нашлось и по сему сделал составную . В общем достал коробочку с обрезками и в ней Д16 и В95 и вот из них и сварил применив спец присадку из СССР для дюрали (марку не знаю, но точно знаю что для дюрали и совсем чуток осталось у меня ее ) , теперь немец будет ездить с Ал сплавом из СССР и думаю это подольше походит.
2 балла
-
вечер удался,
2 балла
-
ДПС2 балла
-
Ну если вести шов метровый не пробовал давно )) А "ковыряась" по своей специфики , варю то длинная , (ну как длинная миллиметров 5) то короткая 1-2мм чередуется , не гося дуги. Металл по тоньше , или к примеру нужно пройти всю кромку (угол привалочной плоскости головки по всей длине ) там большой ток не нужен , прохожу на весу на короткой 2 мм . Может еще когда так приходится , не вспомню сразу. Да ТИГ сварка , в одной руке горелка в другой присадка . И почему то концентрация лучше так . А вот варя полуавтоматом , горелка в правой а левой упираюсь(придерживаю) в правую руку (не в горелку) и веду на себя . Но локти на весу .2 балла
-
BelaZZ В моей работе , (ее специфики) восновном все так и происходит . На весу . Ибо сварка идет к примеру на пятачке диаметром 10 на 10 см в глубине , головки, или в развале блока . И постоянно меняю положение горелки , выплавляю то там , то тут , кручу горелкой одновременно , вертикал , потолочный , горизонтальный ..орбитальный Прыгаю вокруг детали , то присяду то обволакиваю ее стоновясь на цыпочки . Все не гася дуги , что бы при изменение положения моего тела или горелки , не накосячить , часто делаю это на спаде тока , "цмакая" кнопкой , 4 секунды по моему спад тока у меня стоит . Да и еще забыл сказать , обычно головки , блоки все горячие из печки 240-350 градусов ., опираться как то не очень , если тока зимой когда замерзаю.2 балла
-
Вот мой захват. Мягко говоря не технологичный .2 балла
-
Миротворец, тут я вознегодую, как Як Йола!!!Обьясню почему.Есть клиенты, которые будут стонать и просить, что бы сделали подешевле и запчасти недорогие были.Я с ними стараюсь не иметь постоянных рабочих отношений.Ибо вынос мозга постоянный, а выхлоп с работы по установке гавнопласта никакой.По сему, я всегда для деловых и ответственных людей применяю только оригинальные запчасти, либо их качественные аналоги.По этому, ничего я на магнит никогда не проверяю, ибо люди, которые привозят мне запчасти, знают- либо делаем хорошо,либо совсем не делаем.По этому я в запчастях уверен.Но втулку я Вам распилю,магнита у меня нет))))) У вас все сложнее, Китай рядом.Вспоминаю Оловяный,Борзю.Аэродромы небось раздербанили совсем?2 балла
-
Все, финиш. Супруга патиной подкрасила. Вроде нормально.
2 балла
-
Вычитал тут... На наш завод приехали немцы, специалисты по организации производств. Приехали по нашей просьбе, помочь, увеличить производительность труда. Эти пожелания как раз совпадают с нашими пожеланиями и с пожеланиями нашего правительства. Там каждое второе выступление, так и заканчивается словами, вот если мы, то есть они, там на земле, подымут производительность труда, то тогда и мы заживем долго и счастливо. Вообщем задачи сходны. Всегда хочется что то улучшить, а вдруг дельная мысль пробежит после общения. Первый день мы подробно знакомили наших гостей с нашим заводом, показывая наши производственные и технологические процессы. Много немцев удивляло, много было задано вопросов. Затем совместный мозговой штурм по решению той или иной технической задачи. Если говорить на самом деле, мне как производственнику приходилось изворачиваться и постоянно недоговаривать. Хотя это специалисты не молодые , и им уже под семьдесят и приехали они к нам помогать а не мешать, я все равно не смог им открыться как докторам. Как мы организуем производственный процесс по качеству, как мы добиваемся этого качества, ведь затем эта продукция идёт потребителям, а также попадёт в Европу. Что поразило немцев, в первую очередь. Огромное количество не производительного ручного труда. Эти гигантские горы сырья, проката, подшипников, крепежей, ящиков и бочек повсюду. Огромное количество людей перебирающих что то, выбирающих что то и снующих туда сюда. Почему везде много лишних людей? Это был самый частый вопрос. Для немцев такая сложность не понятна и зачастую наши действия ставят их в тупик. Мне если честно, приходилось изворачиваться. Мне очень этого не хотелось делать, но если бы я, этого не стал бы так делать, мне показалось, что они, потеряли бы в нас веру. Я на самом деле не знаю, как им объяснить, все это. Как им сказать и стоит ли им об этом рассказывать. Ну например, в стране нет нормального проката. Причём ключевое слово здесь, просто нет, от слова вообще. Нет листа, нет уголка, нет трубы, нет стального круга. Нет само железо вообще как бы есть а вот проката нет. Ты его не купишь, ни за какие деньги. Любая труба квадратная она, или круглая, она всегда будет ржавая и кривая. Каждая труба в пачке, будет разная, у каждой трубы, будет свой неповторимый шов. Одна труба будет варится, следующая нет, вторая будет гнуться, третья не будет сгибаться ни при каких условиях, четвёртая будет ломаться, у пятой не будет заходить дорн, у шестой будет нарушена геометрия угла, у седьмой будет разная толщина стенок, у восьмой будет столько ржавчины, что ее не будет прожигать лазер, а девятая и десятая будет просто гнутая и у всех будет центральное отверстие не по центру и все это будет в одной пачке и во всей партии, откуда бы эта труба не пришла, она будет разной. Мы всегда об этом говорили и всегда нам выдавали всякие говорящие головы, идиотские советы. А вы покупали в другом месте, а вы искали? Или, а вы наверно плохо искали? Попробуйте в другом месте. Да мы уже за 30 лет столько этих мест перебрали, столько разного попробовали, что вы себе представить не можете. Всегда искали, всегда покупали, везде и все время одинаково получали дерьмо. Неважно как ты покупаешь и как тебе привозят в вагонах или на машинах, в упаковках или без, с юга или с севера, если это металл он будет всегда ржавый, кривой и с непонятными свойствами. Мы и на заводы выезжали и убитые прокатные станы смотрели и слушали рассказы ветеранов, как они на этих прокатных станах войну выиграли, мы все это знаем, но что парадоксально, если где-то построили что то новое, там же выпускают такое же, как и на старых линиях. кривое и ржавое. Плохой прокат с открытым хранением, это наша визитная карточка. Вот и снуёт толпа людей новой профессии, которая должна перебрать и отсортировать. Только потом можно что то в ручную поставить в станок и ни каких автоматических подач, и только большая красная кнопка, ручной остановки, главный и отличительный знак нашей автоматизации. После переборки можно всегда из этого прокатного металлолома, за который ты заплатил полную цену, делать или забор или тренажёр, и ещё что ни будь. Какую то часть придётся выбросить то есть отправить в виде металлолома на переплавку. Дальше начинается уже другие мозговые гики, как по месту сварить, в ручную, красивое изделие. Как скрыть эти позорные швы, куда и как и развернуть, и в какую сторону поставить. Ну какой робот решит эту задачу? Как все это зачистить и сделать незаметным, как это закрасить. Как в шагреневую краску еще добавить реструктуризатора что бы закрыть это позорище. Если мы покупаем отечественные подшипники. Можно сказать следующее, ни один подшипник ни похож на предыдущий. Каждый подшипник индивидуален, у каждого свой характер и своя душа. Один крутится, другой щёлкает, третий не лезет, четвёртый проваливается, пятый при посадке разваливается и все рабочие заняты или пресованием подшипников или их выпресовыванием, все в этом бесконечном процессе, все работают. Люди заняты, люди загружены, они постоянно что то перебирают, гайки, болты, рулоны, пачки, ёмкости и это постоянно. Ты всегда знаешь точно, все болты разные, не важно большие они или маленькие, они всегда будут разные и если тебе удалось закрутить болт или гайку, то заглушка на ней будет отдельной историей. Заглушка обязательно не залезет или на крайняк вывалится, так как головка будет всегда другой, она будет непредсказуема. И вот уже организуются новые профессии. Одни меряют, другие перебирают третьи теребят, четвёртые переливают и смешивают. Фанера не лезет на станок, дермантин обсыпается, пластики залипают и не перемешивается, полиуретаны не вспениваются. Что надо делать, надо подумать, что то надо добавить. Заводы уже не стесняются. Ответы простые. Наш последний технолог наша последняя бабушка, мы на неё всем заводом, всегда молились, мы ее все любили, она уже умерла, но мы вам там отправили, вы там сами пробуйте. Мы вам разных порошков и химий насыпали, вы там сами смешайте что то может у вас и получится. В каждой бочке сырья загадка, в каждом рулоне сюрприз, и ты уже оцениваешь людей по другому мастерству. Как человек там на глазок что то, там добавляет, что то с чем то мешает а вдруг это начнёт работать. Резина на одном поддоне может быть десяти разных сортов с десятью разными свойствами. Специалисты это теперь те, кто быстро перебирают руками и на глаз определяют что то. Надо всегда отделить годное от негодного, мы по запаху уже ориентируемся, из какой баночки и куда налить что бы заработало. Прямые поставки с предприятий превратились в театр абсурда, когда присылают правильно составленные сертификаты и абсолютно не соответствующие с этими и сертификатам продукцию. Да, жизнь просто кипит, и это не романтика, это суровые наши будни. Да это не в одном фантастическом романе, не описать. Этого дерьма, хлебать не перехлебать. Вот только немцам я этого рассказывать не буду, за это стыдно. Мне не хочется что бы они в нас плохо думали, что бы они в нас веру потеряли. Классные специалисте, знающие своё дело. Обязательно их выслушаю и со всем соглашусь, а что ещё мне остаётся делать, вот только ни один совет не пригодится. Будут до воскресенья с ними работать. Лишняя учеба мне никогда не помешает. Ситуация весьма знакомая. Пусть не до 100%. Но всё же близко. Взято отсюда https://www.facebook.com/vadim.markelov.9/posts/15135418421085942 балла
-
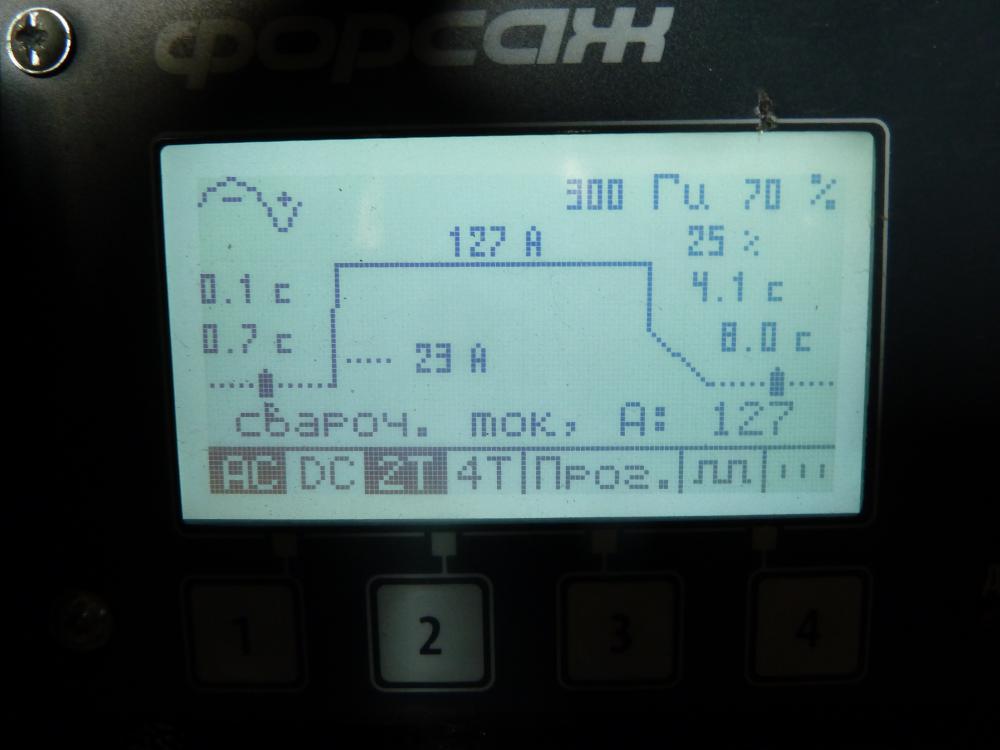
@selco, доступ к этим параметрам, это с одной стороны и неплохо, но знать бы что куда крутить, то может и лучше будет, чем по шаблону, что нам даёт аппарат.1 балл
-
Ага, многим думаю будет интересен её состав. Непонятен механизм работы. Может получается что то вроде пайки? Цинка, например, в ней много.1 балл
-
@Георгий 11,Теперь присадку под титан изыскивать надо... И поддув организовывать.1 балл
-
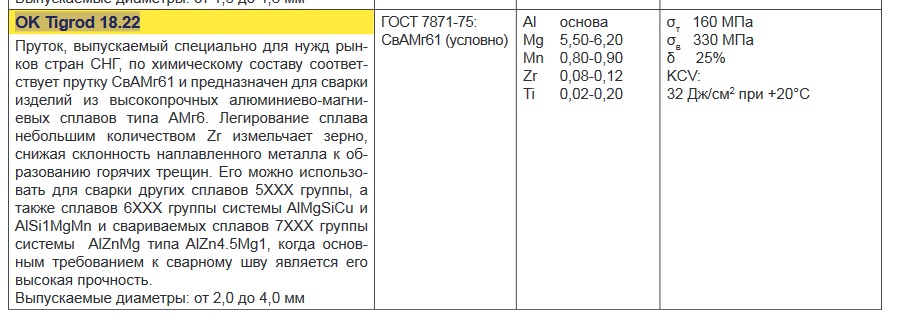
по 7005 накопал рекомендацию от американского подразделения Есаб, что лучше 5356 использовать. Al-Zn-Mg Alloys such as 7005 will resist hot cracking better and exhibit better joint performance than the Al-Zn-Mg-Cu alloys such as 7075. The Mg content in this group (Al-Zn-Mg) of alloys would generally increase the cracking sensitivity. However, Zr is added to refine grain size and this effectively reduces the cracking tendency. This alloy group is easily welded with the high magnesium filler alloys such as 5356, which ensures the weld contains sufficient magnesium to prevent cracking. но 18.22 получается всё-равно лучше, т.к. там цирконий есть, который по этой же статье помогает избежать горячих трещин в сплавах группы AlZnMn.1 балл
-
https://www.google.ru/search?q=%D1%81%D0%B5%D1%80%D1%82%D0%B8%D1%84%D0%B8%D0%BA%D0%B0%D1%82+%D1%81%D0%BE%D0%BE%D1%82%D0%B2%D0%B5%D1%82%D1%81%D1%82%D0%B2%D0%B8%D1%8F+%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4+WL&newwindow=1&rlz=1C1ASUC_enRU738RU738&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiMnLTMvYTcAhVKP5oKHanYD6EQ_AUICigB&biw=1440&bih=767#imgrc=1yMnfgq8x2E8gM:1 балл
-
@Kondor416, Сурдин вобще хорошо рассказывает, Дробышевский очень бодро повествует -- не уснёшь. Но всё это ортодоксальная наука -- скукотища -- ни тебе сенсаций, ни тайн. "Гребцы Боспора - жизнь и смерть на античной галере". Это стоит послушать, и даже посмотреть: https://youtu.be/6X4SXoQqiRc?t=3m30s1 балл
-
Когда в прошлом году привезли 200 труб 159 диаметром и их все надо было торцевать, причем довольно ровно, то я сначала приуныл. Потом добыл отрезы линолеума и дело пошло хорошо. Удобнее показалось, чем плотной бумагой и картоном.1 балл
-
@pirates, не знаю как там в Латвии со сваркой, но думаю не хуже чем везде. Скажу вам так, если вам нравится сварка, есть интерес к этой работе, то вы в любом случае сможете себя обеспечить адекватно своим умениям. А учиться чему-то и развиваться в сварке можно не один десяток лет, по мере роста опыта.1 балл
-
Ну трещина бывает идет по самому дну где нет витков . после сварки наш чудо фрезеровщик может дорезает пару ниток снизу. А вообще футоркой.1 балл
-
@RWS87, только сварить или изготовить? Если брать полностью изготовление, без металла, то тысяч 5 за единичный экземпляр. Если несколько, то можно ценник в половину ронять, там все упрощается.1 балл
-
Возможно быстро вёл или ржавчина, действительно похоже на обратку.1 балл
-
Что-то мне подсказывает, что такой девайс можно из стандартных запчастей собрать с минимумом доработок.1 балл
-
@G_Kar, насчёт магнитного винила извиняюсь -- первый раз слышу. А вот правило и ватман, это внатуре общая практика применяемая на уровне технологий стройплощадки, то есть очень доступная и дешёвая. Иногда приходилось покупать ещё и аналогичный кусок линолеума, просто как подложку на которой изготавливается поясок, если другой поверхности в окрестности было не найти -- на травке его ровно не склеишь.1 балл
-
Ошметки как от плазменной резки... Похоже, что ванна каким-то образом проваливается внутрь, именно вытекает а не переплавляется с основным металлом. Стык варится в разделку с зазором?1 балл
-
@Artem_L,А 106 это аналог нашей стали ст 20,защита обратной стороны шва для такой стали не требуется.Если все подготовлено согласно технологии ,то корень проблем может крыться : в качестве самого проката,плохое качество присадки,либо ванна в отсутствии раскислителей перегревается ,что приводит к порообразованию.1 балл
-
Если рулевые наконечники приспособить малые найти какие нибудь или шаровые опоры? Грубо конечно понимаю но имеет место быть1 балл
-
@Бархударов,1 балл
-
1 балл
-
Листая наш форум иногда нельзя не показать это снова: http://websvarka.ru/talk/uploads/monthly_01_2015/post-4079-0-95750200-1420881013.jpg1 балл
-
http://kaifolog.ru/uploads/posts/2018-06/thumbs/1530327879_037.jpg1 балл
-
http://img1.joyreactor.cc/pics/post/%D1%84%D0%BE%D1%82%D0%BE-%D0%BA%D0%B0%D0%BC%D0%B0%D0%B7-%D1%81%D0%B0%D0%BC%D0%BE%D1%81%D0%B2%D0%B0%D0%BB-%D1%87%D1%82%D0%BE-%D1%82%D0%BE-%D0%BF%D0%BE%D1%88%D0%BB%D0%BE-%D0%BD%D0%B5-%D1%82%D0%B0%D0%BA-4555151.jpeg1 балл
-
Немного сварко-пайки топливные баки Кулер Камаз Холодное оружие , суровые уфимские парни немного перетянули лук
1 балл
-
Мы недавно говорили о том как выправить железяку, и о точности резки плазмой. Такие смещения деталей в пакетах не потому что так неровно их собрали, а потому что их ровняют по значимым граням, например по тем граням которые привариваются, а те что просто висят в воздухе не имеют значения и пусть торчат как хотят. То есть пакеты собираются под сверление, и положение отверстий на детали должно быть правильным относительно тех граней которые привариваются. И вот тут вот и вылазиет точность плазменной резки серийно во всей красе:
1 балл
-
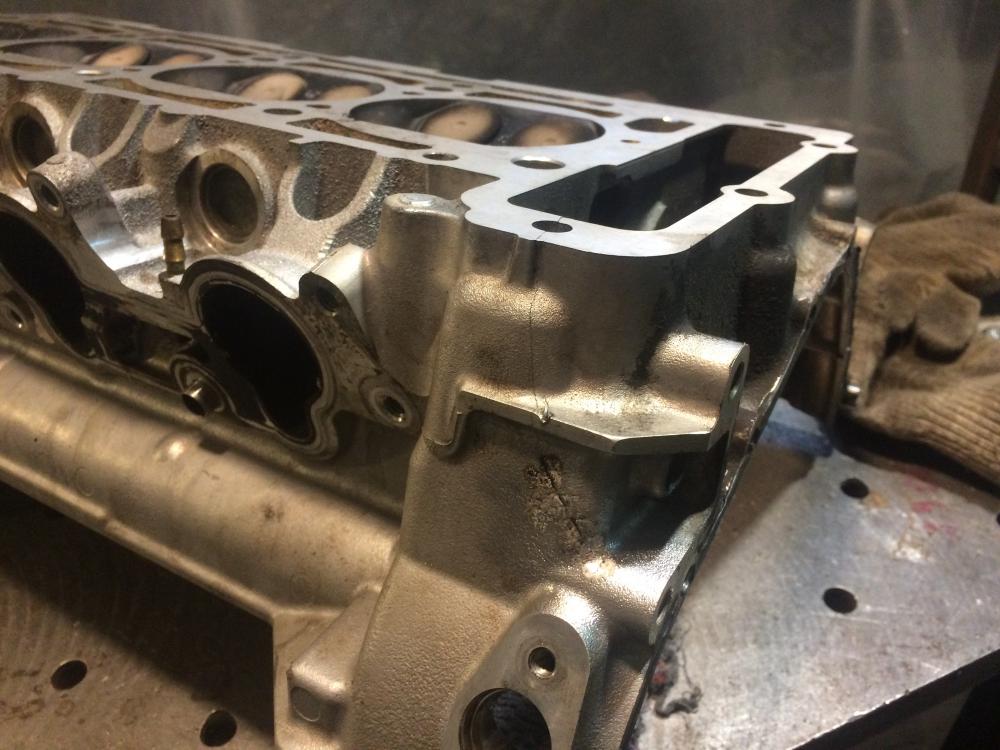
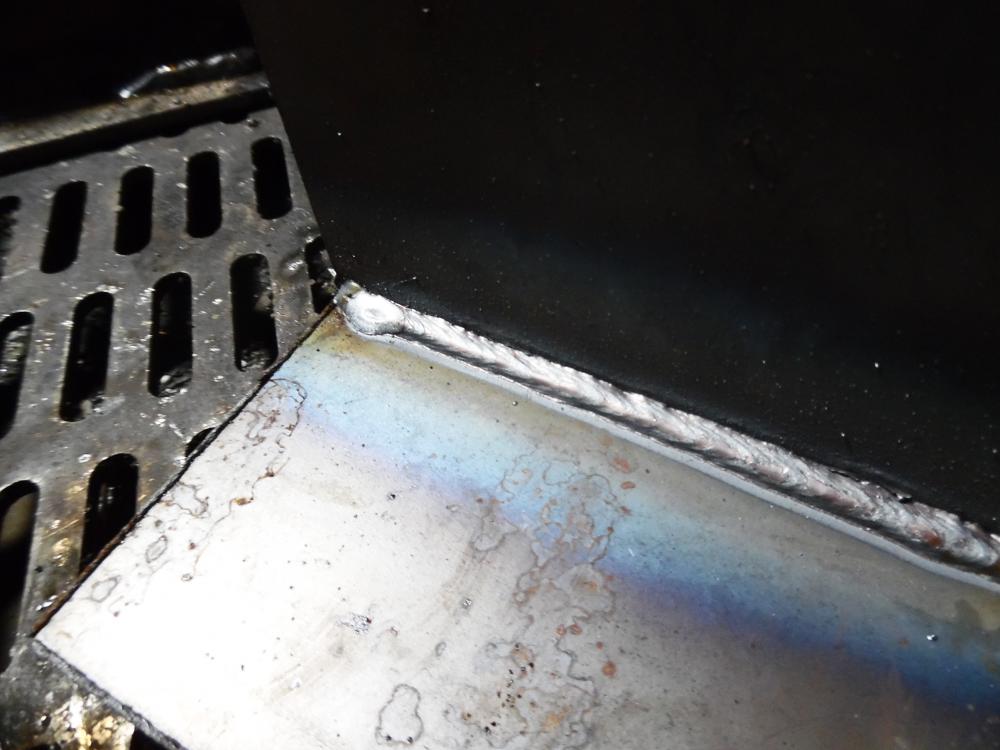
корпус кпп. пропитан маслом, выжигал горелкой, два раза проходил горелкой, только потом смог заварить. ток 140 - 120а, газ 10л, электрод wl-20 2,4мм. баланс 50/50 года 3 так стоит, не трогаю. а вот внутри проварить не смог, 26 горелка не залезла.
1 балл
-
@Георгий 11,да есть такое, при нагортовке меняется фаза в сплаве ,что придает ей магнитные свойства1 балл
-
Костюм WELDMASTER не годится для ручной дуговой и полуавтоматической сварки. Могу так утверждать потому что купил его в 2016 году, проработал неделю появились прожоги на куртке, при этом я варил за столом электродами, Полуавтоматом его можно убит за неделю. При сварки потолочных швов она сгорит за день. Мне вместе с курткой положили кусок ткани, с ним я решил провести эксперимент, как у вас в рекламном ролике. Включил вулканит и подставил ткань под искры. Ткань прогорела быстрее, чем у вас в рекламном ролике. Ролик полнейший обман!!! Поверьте этот сварочный костюм не стот своих денег!!! P.S. Если вы хотите доказать обратное, пришлите форумчанину для теста сварочный костюм, как это делает Андрей 1979. С уважение, Роман.1 балл
-
От 200 р1 балл
-
https://www.youtube.com/watch?v=oofSnsGkops Чем интересен исполнитель в этом видео. Это бывший английский офицер, который возможно предотвратил третью мировую войну. Он отказался выполнить приказ натовского генерала Уэсли Кэнна Кларка атаковать российских десантников в аэропорту Приштины в югославии 1999 году. Вот так бывает.1 балл
-
Ещё бы. На святое посягнул - на право ничего не делать на работе.1 балл
-
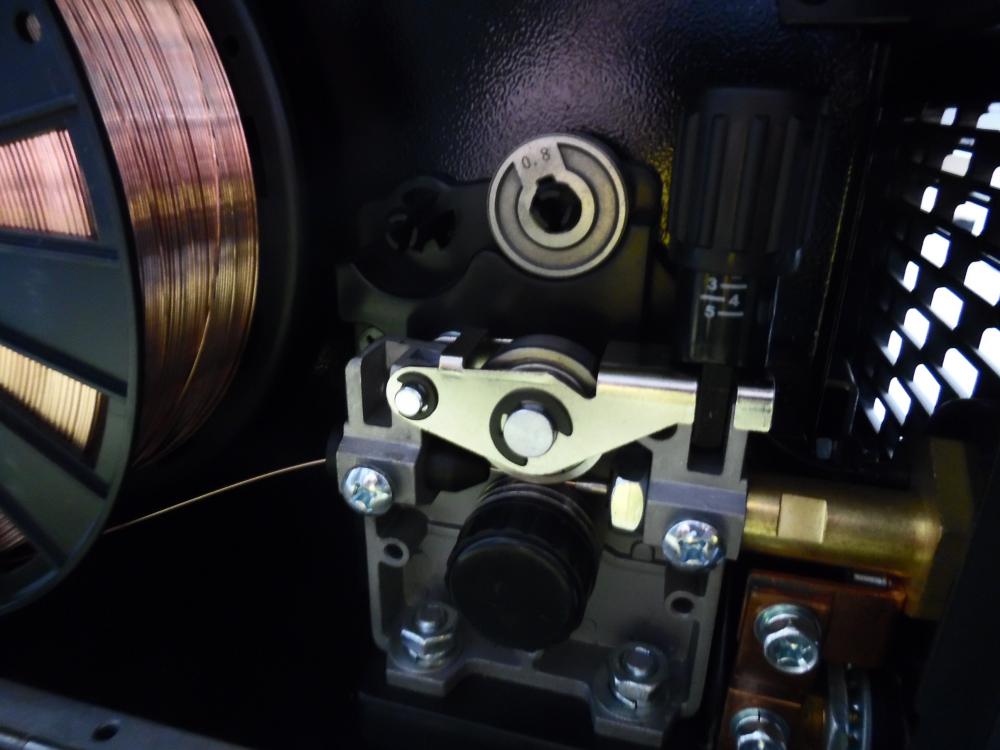
КЕДР MIG 160 GDM. http://www.kedrweld.ru/index.php/widgetkit2/item/svarochnyj-poluavtomat-kedr-mig-160gdm-220v Питающая сеть: 220В (+/- 15%). Скорость подачи: 3-11 м/мин.. Диапазон регулирования напряжения: 15-23 (+/- 20%). ПВ 60% при 160А. Диаметры применяемой св.проволоки: 0,6мм, 0,8мм, 1мм. Подающее устройство: двухроликовое, один ведущий ролик. Габаритные размеры: 375мм(длина), 170мм (ширина), 240мм (высота корпуса без ручки) и 295мм (высота с ручкой для переноски). Вес: не замерял. Комплектация: инвертор, кабель заземления, электрододержатель с кАбелем, горелка Mig15 3м, наконечники М6 ф0,8мм - 1шт., ф1мм - 2шт.. Сварочная проволока ф1мм (ЧЗСМ Св-08Г2С-О, кассета D=200), смесь 80/20, образцы толщиной 1,5мм и 5мм (Ст.3). Особенности настройки: - в режиме STIK (ММА/РДС) при удержании кнопки "MENU" (слева) происходит вкл./выкл. функции VRD (снижение напряжения Х,Х,); - в режиме STIK при вращении потенциометра в прижатом положении, сила тока прибавляется и убавляется по 10А (удобно, когда необходимо значительно прибавить/убавить сварочный ток, а то иной раз ощущение, что часы заводишь ); - в режиме полуавтоматической сварки в настройке параметров участвует один потенциометр, отвечающий сразу и за скорость подачи св. проволоки и за св. напряжение, т.е. напряжение корректируется автоматически в зависимости от заданной скорости подачи (плюс есть корректировка по напряжению (+/- 20%) и индуктивности (-10/+10) при помощи кнопки "MENU", см. ниже); - в режиме полуавтоматической сварки при удержании этой же кнопки ("MENU"), происходит переключение "2Т/4Т", а при кратковременном нажатии, переключение на настройку дополнительных параметров: корректировка по напряжению (+/- 20%) и настройка индуктивности дуги (-10/+10); - на задней панели имеется входное отверстие для прохождения проволоки к подающему устройству извне (см. фото), возможно применение катушки на 15кг (только она будет вне корпуса, конечно); - над подающим устройством имеются две направляющие для хранения запасных роликов (кстати, очень даже удобно, см. на фото); - при удержании триггера горелки в течении 10 сек. (без начала сварки) включается холодная протяжка проволоки; - вентилятор включается по мере необходимости (стоит датчик). Очень компактный! Настраивается очень легко. Варит приятно, никаких толчков или провалов, шуршит как комарик, а если зарядить проволочку ф0,8мм, то совсем песня. Для малых толщин - то, что надо , хотя и с 5мм справился неплохо (стыковка пластин таким образом, чтобы была имитация разделки кромок, сверху вниз). TIG LIFT и STIK так же стабильны в работе, ничего особенного сказать не могу.
1 балл