Лидеры




Популярный контент
Показан контент с высокой репутацией 01.05.2018 во всех областях
-
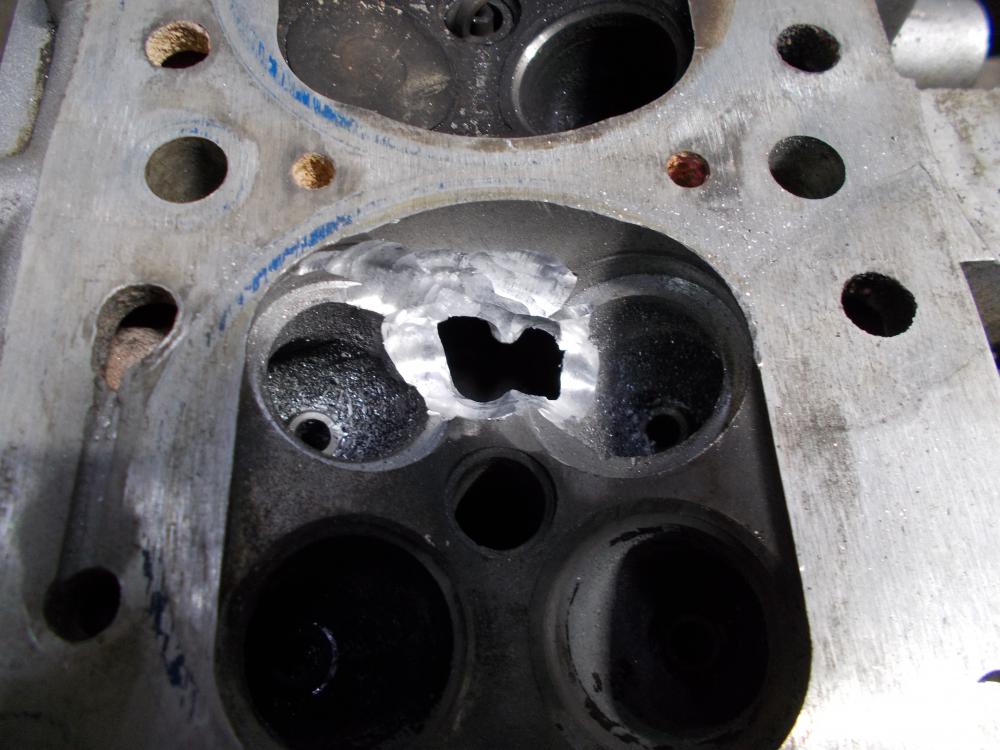
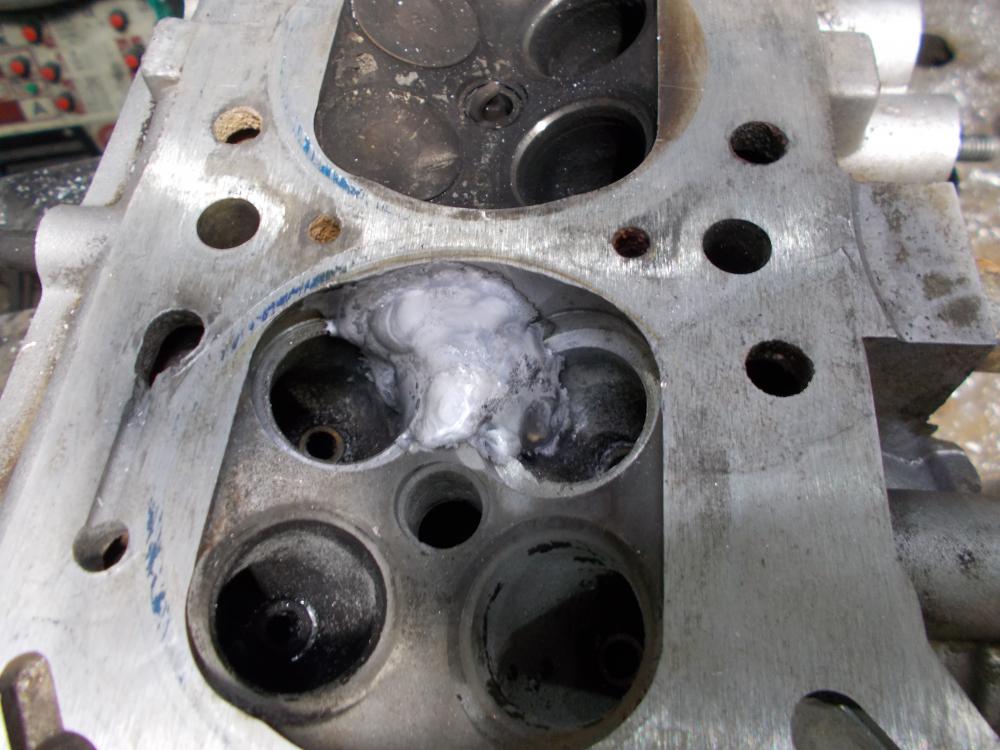
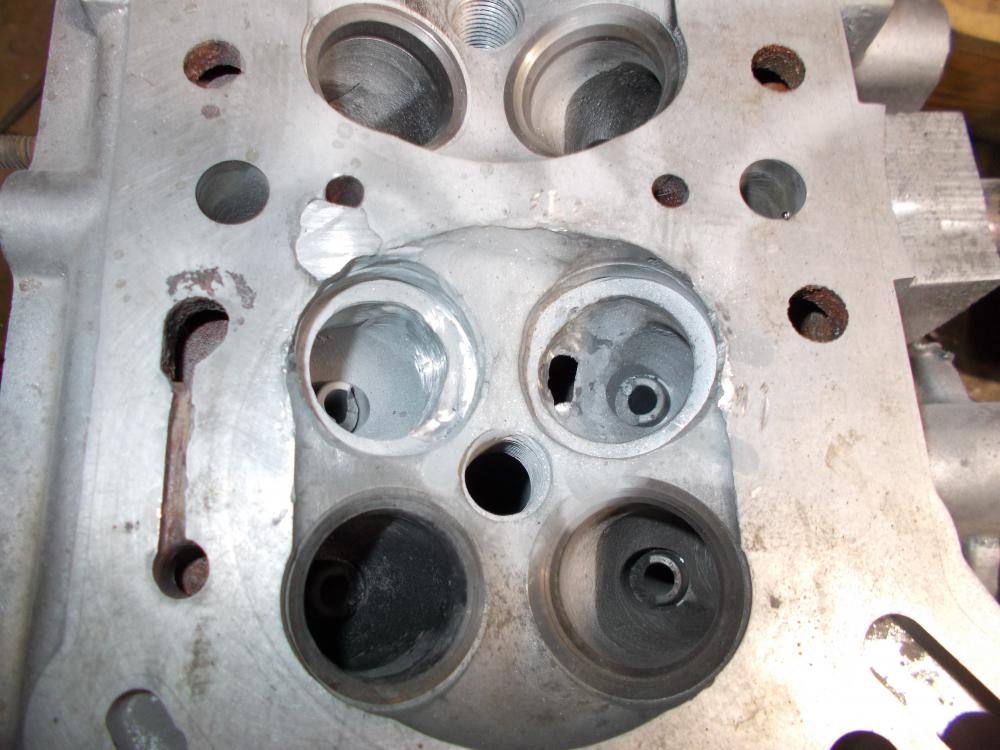
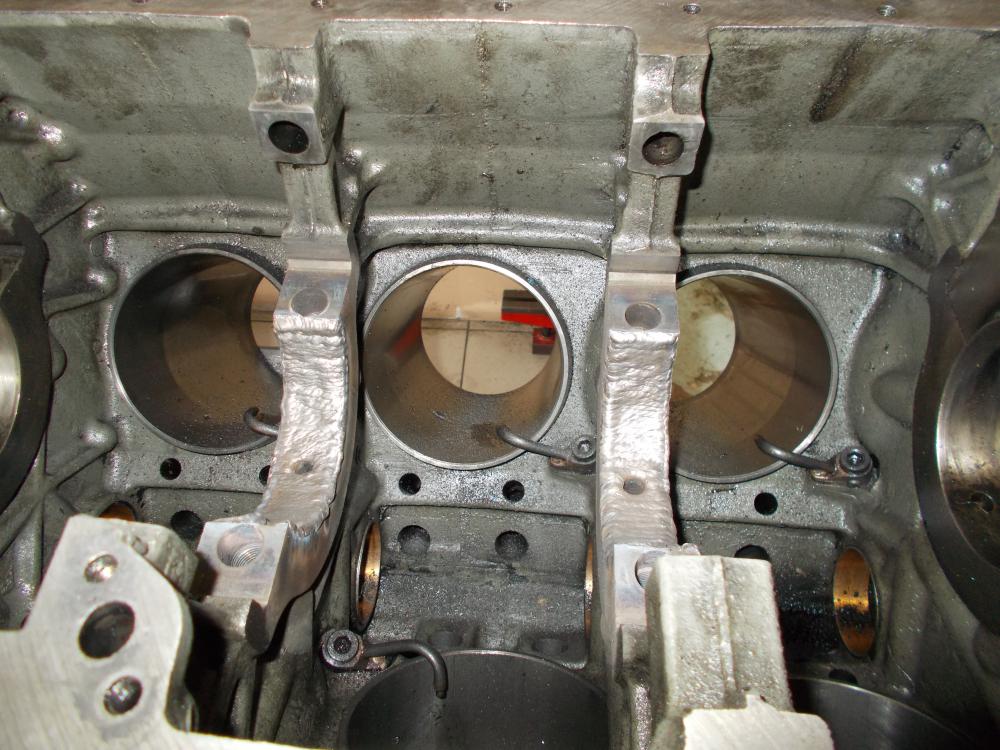
По возвращении из командировки меня ждал некоторый завал разнородных мелочей. Пришлось как в мастерской поработать, так и на выезде. В первый же день-натащили головок блоков. Самое простое-межседельная трещина, не успевшая проникнуть в каналы рубашки охлаждения. Но, так бывает не всегда, чтоб "спецы" не набедокурили. Следующих "пациентов" уже покалечили. Здесь-трещину даже не разделывали, а просто навалили сверху... Вот она, трещина. Кромсаем шире и глубже. Завариваем. Этого "пациента" пытались калечить аргоном, диметом и сиалоком. Ковыряем и находим горстку "артефактов"... Греем и варим. Пока головы релаксировали в теплоизоляции-проехался по автосервисам. Заглянул в цех агрегатного ремонта, наварил пару постелей коленвала в КамАЗовском блоке. В кузовном цеху, пока кузов тянут на стапеле, залатал картер АКП. Прокатился до автобазы, подлечил подвеску "шаланды". Мой неизменный спутник для мелкой сварки. Срезал старые, разбитые шайбы, приварил новые. Остатки сайлентблоков-выжигал автогеном и выпиливал сабельной пилой. И только на первомай-позволил себе немного посачковать.
 19 баллов
19 баллов -
На днях попался радиатор-монстр от погрузчика Хитачи, высотой 1,2м примерно. Толщина стенки бачка 8-9мм. После вскрытия, как оказалось весь напрочь забитый. В нижнем бачке вырезал только крышку А вот верхний бачок оказался двухярусный, так сказать два в одном. Сверху расширительный бак. Кроме этого для меня оказалось странным применение такого типа сот на водяном охлаждении. Корея После пересчета, этих "дырочек" оказалось примерно 1600 штук. Но я чисткой не занимался, эту ответственную работу доверили гостям из ближнего зарубежья и был выдан инструмент из 08ГС2 толщиной в 1мм. Бачки были успешно сварены после скоса кромок в три прохода. Но вся засада оказалась дальше, когда я начал приваривать верхний бачок к радиатору. Моего форсажа200 просто не хватало на этого монстра, еще бы +50А и было бы все супер. Нагревал резаком, но должного эффекта не наблюдалось, все тепло расходилось по всей площади, но для начало старта как бы хватало. Тогда я просто первые 10см долго топтался на месте и после этого делал совсем короткие паузы на каждые последующие 10-15см. Тут я понял, что кто-то из моих подопечных может "умереть" навсегда. Оставил на руке с горелкой х/б рукавицу, и как только не было терпежу прекращал и делал паузу. Пронесло, все живы и форсаж и АГНИ... )))
11 баллов
-
Катализатор от шевроле круз, переход на евро 2. Возврат в аутентичное состояние... А внутри пусто, обычно ставят пламягаситель, но... хозяин-барин...
9 баллов
-
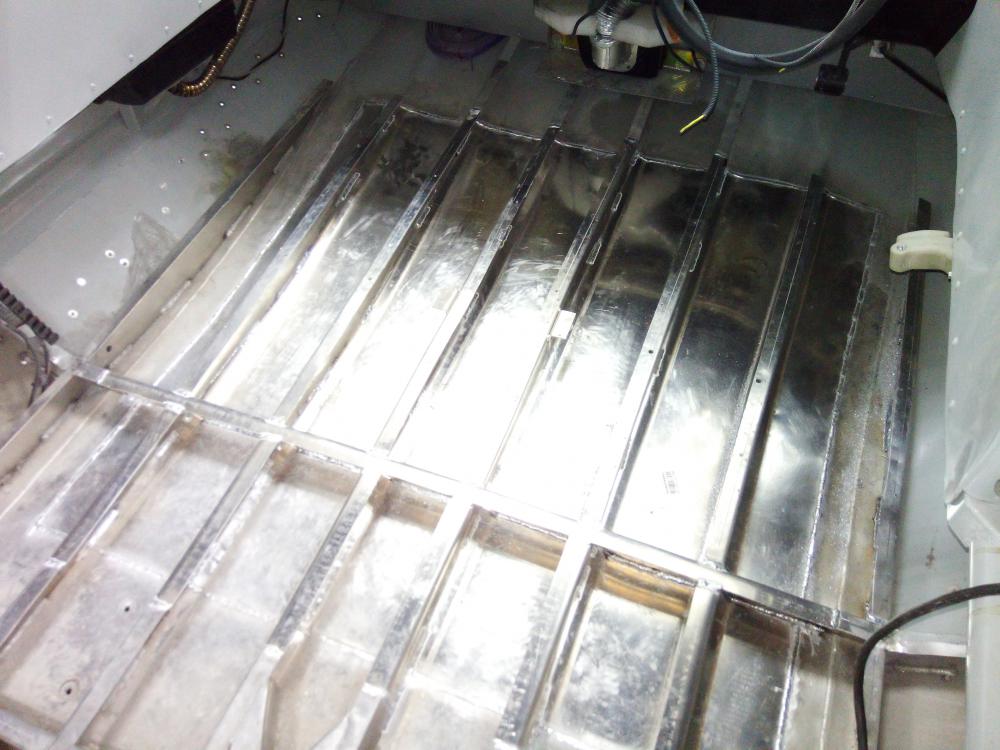
Как-то я уже ремонтировал подобную лодку (аэроглиссер), но там был "перевертыш", а тут другая ситуация. В тундре, где "кругом пятьсот", напоролись на железо "якорного типа", которое не видно было под снегом... Пропороли лодку насквозь... пришлось вырезать вот такой кусочек ибо все было растянуто и погнуто. Ну и востановление. Часть прогонов удалось восстановить, ну а часть пришлось самому гнуть. Материал АМГ2 3мм.
9 баллов
-
Первый мой радиатор маз нового образца,из достоинств-это вес,намного легче своего собрата,в остальном одноразовая игрушка.Паял 190 кастолином.
7 баллов
-
Заказали печку банную из 10ки, толстый металл варить одно удовольствие.
7 баллов
-
Деформации при сварке люков, врезок, мешалок и тому подобное, как избежать их https://www.youtube.com/watch?v=3rrN2jI06Fw&t=4s У меня получалось и получается руками других, получится и у Вас6 баллов
-
Ура товарищи!!! Мир Труд Май! Мы! Коллектив! Человечество! Масса! Довольно маяться. Маем размайся! В улицы! К ноге нога! Всякий лед под нами ломайся! Тайте все снега! 1 мая пусть каждый шаг, в булыжник ударенный, каждое радио, Парижам отданное, каждая песня, каждый стих - трубит международный марш солидарности. 1 мая. Еще не стерто с земли имя последнего хозяина, последнего господина. Еще не в музее последний трон. Против черных, против белых, против желтых воедино - Красный фронт! 1 мая. Уже на трети мира сломан лед. Чтоб все раскидали зим груз, крепите мировой революции оплот, - серпа, молота союз. Сегодня, 1-го мая, наше знамя 50 над миром растя, дружней, плотней, сильней смыкаем плечи рабочих и крестьян. 1 мая. Мы! Коллектив! Человечество! Масса! Довольно маяться - в мае размайся! В улицы! К ноге нога! Весь лед под нами ломайся! Тайте все снега!6 баллов
-
А у нас затишье, перед бурей. После майских нужно будет сделать все и сразу, а лучше позавчера=) Модернизировал гильотину, 3-х зонной подсветкой(3 диодные лампы, независимые, то есть включить можно любую из трех отдельно. Очень удобно когда рубишь мелочь.) . На пороге майские, а у нас в цеху нет мангала! Нужно срочно исправлять, по старой схеме сваял на скорую руку. Лист 1,5 проф труба 15, ножки уголки из листа 1,2.
5 баллов
-
Так, это самое-Завязывайте на голове 220 таскать.4 балла
-
На днях приехала 27я агнюха. Ощущения от круглой ручки только положительные. Теперь оставлю ее как основную, а 35 пусть лежит пока.
4 балла
-
резкое падение электропроводности банальный отжиг произошёлРаскисленная медь в качестве присадки, при соблюдении технологии, даёт шов близкий по электропроводящим свойствам к основному металлу.3 балла
-
Знакомые на свое небольшое предприятие купили полуавтомат Форсаж 302.Через две недели сломался.Отправили на завод,сделали;работает хорошо.Купили Форсаж 315 АС/ДС. Через наделю сломался.Отправили на завод,а там, уж сколько дней, все не могут забрать из транспортной.Завод,что, специально задался целью испоганить собственную репутацию?...или там легких путей не ищут?3 балла
-
@Вад11,а зачем мне вокруг чистота?А место пайки всегда пескострую корундом,без подготовки думаю вообще не запаяется.вот так подготавливаю,кстати писал уже об этом.
3 балла
-
@RWS87,как раз в тему о колесах.Недавно приваривал к этой емкости маленькие,вот что с ними стало,привезли на переделку,купили помощнее.
3 балла
-
Потихоньку готовлюсь к очередному сезону в роли каменщика, достал приспособы таскать кирпич. Сделал эти захваты года четыре назад, таскать крупноформатный кирпич, и уже перетаскал ими несколько десятков тонн. Руками таскать не вариант, облой сильно режет, даже перчатки кожаные быстро мрут. Также захваты использую для кладки. Сие подсмотрено у немцев, правда немного конструкцию под себя исполнил (сделал 4 штуки, чтобы за раз два кирпича брать). За сварку не судите строго, делал на скорую руку, думал на год, но стройка растянулась что-то)
3 балла
-
@Точмаш 23, Виктор я не сомневаюсь в твоих знаниях и сварке , но я не много про другое хотел про видео сказать . А именно как сам Форсаж отработал то есть его электроника да еще в СО не одной даже малейшей "запинки" и что бы было в смеси и провар и шов ровнее . Я вот когда был Merkle MobiMIG180 замечал за ним такое нет нет да "!поперхнется" то есть не большой но сбой и на разных материалах да тем паче в смеси и это говорит что электроника сбой небольшой дает может по подаче а может и по дуге и главное не на моем одном и у других такое наблюдалось , вот большой Меркле на том такого нет и он "поет".2 балла
-
Валера,мне часто приходится варить полуавтоматом листовую сталь .Требование - герметичность,т.е. керосиновая проба обязательна.Ты уж извини меня,но подобные тесты немногого стоят.2 балла
-
@Точмаш 23, оборон заказ сэр!!! На сварочники забили огромный болт! Виновные есть, я бы расстрелял! Лишить инвестиций, оставить «один на один» с беспощадным рынком, я бы посчитал как быстро прикроют эту лавку!!!2 балла
-
Решил сегодня навести "марафет" на сварочных швах где это не обходимо и канавку под резинку и она 3мм шириной и 4мм глубиной . Стал делать и темно и не совсем четко видно , налобный фонарик батарейки мертвы и есть прожектор но не совсем удобно с ним и мешает работе и тут меня осенило . Нашел оголовник со старой маски ну и далее дело техники , в последствии заменим провод на потоньше и помягче, ну и совсем "другое дело".
2 балла
-
Это прямая полярность. Когда + на держак - это обратная. 70А маловато для 3 мм электрода. (Правда, смотря какая толщина металла. Для тонкого - самый раз будет, но тогда нужно шлак отгонять, наклоняя деталь хотя бы). ЕСАБ ОК 46 позволяет варить на малом токе без затекания шлака, а вот МР-3/3С - фигвам.2 балла
-
Вот такой поржать https://www.e1.ru/news/spool/news_id-54380951.html2 балла
-
Подготовка слабая, нужен пескоструй. Все должно быть чисто, беленько, а у тебя чернота вокруг.2 балла
-
Вот еще пара 19 радиус,по табличкам от бмв и химсостав с магнием,но характерного оттенка дуги не увидел,варил 4047.У одного трещины по сварке,на котором кусок приварен,вскрытие показало,что непровар,но еще удар как раз на это место пришелся,прямо в центр,в общем фиг знает,может и с проваром бы лопнул.
2 балла
-
@Глобул,завозят туда не только сварщиков и не только из Кемерово. Сервисмены, обслуживающие технику на угольном разрезе-сборная команда Западной Сибири. Новосибирск, Новокузнецк, Белово. Может, со временем, местные кадры воспитают. Но, пока то, что там произрастает-это бурьян, с трудом поддающийся окультуриванию. Это у нас, в Кузбассе, при разрезах и шахтах худо-бедно, но присутствуют и сварщики и механики. Как-никак, инфраструктуру, созданную ещё в советские времена, ещё окончательно не уложили. А в Хакасии угледобыча-относительно новое направление, кадрами и инфраструктурой ещё предстоит обрасти. Ну и лично я пока не против поездить в непродолжительные командировки. В Кемеруне с работой и деньгами-туго, а семью кормить надо. Может, со меной власти что и изменится, но пока что есть, то есть. Вот этот: Мне он очень понравился. Дуга стабильная и эластичная. С ПН=100% при 500 А электродом ф 10 мм строгать можно, пока сам не устанешь. Мне выдали технологическую карту на ремонт трещин, составленную производителями ковша. Там прописаны режимы сварки, диаметр и марки проволок, а также режим предварительного подогрева металла. Я так разумею, что корень варится более мягкой проволокой, чтобы избежать новых трещин, а заполнение-более жёсткой, близкой по прочностным характеристикам к основному металлу.
2 балла
-
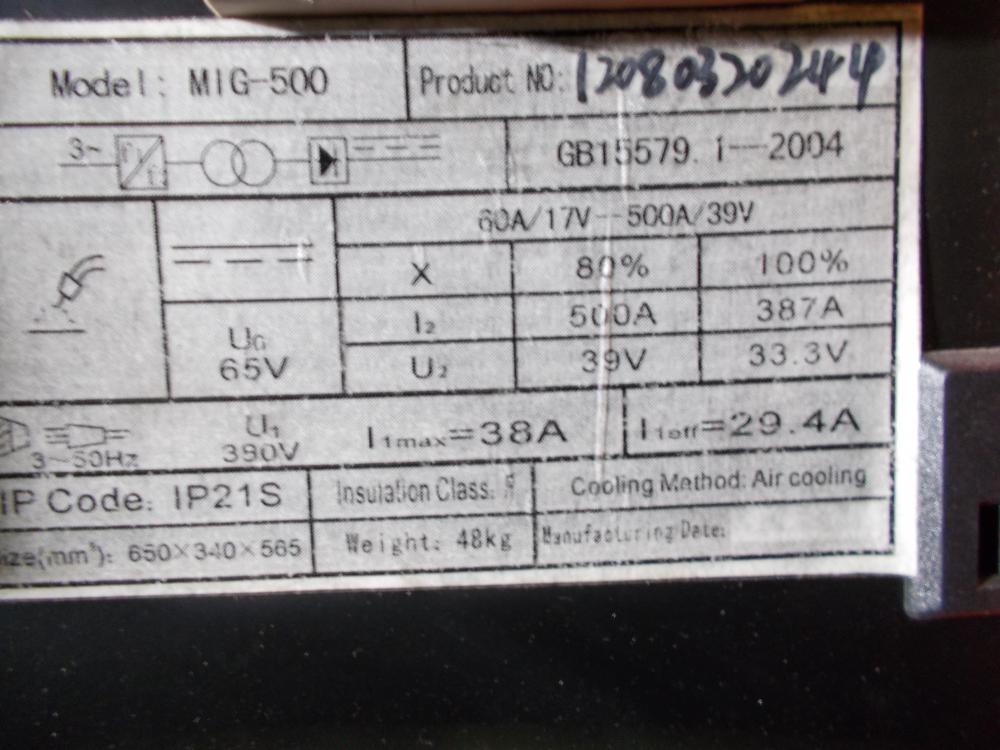
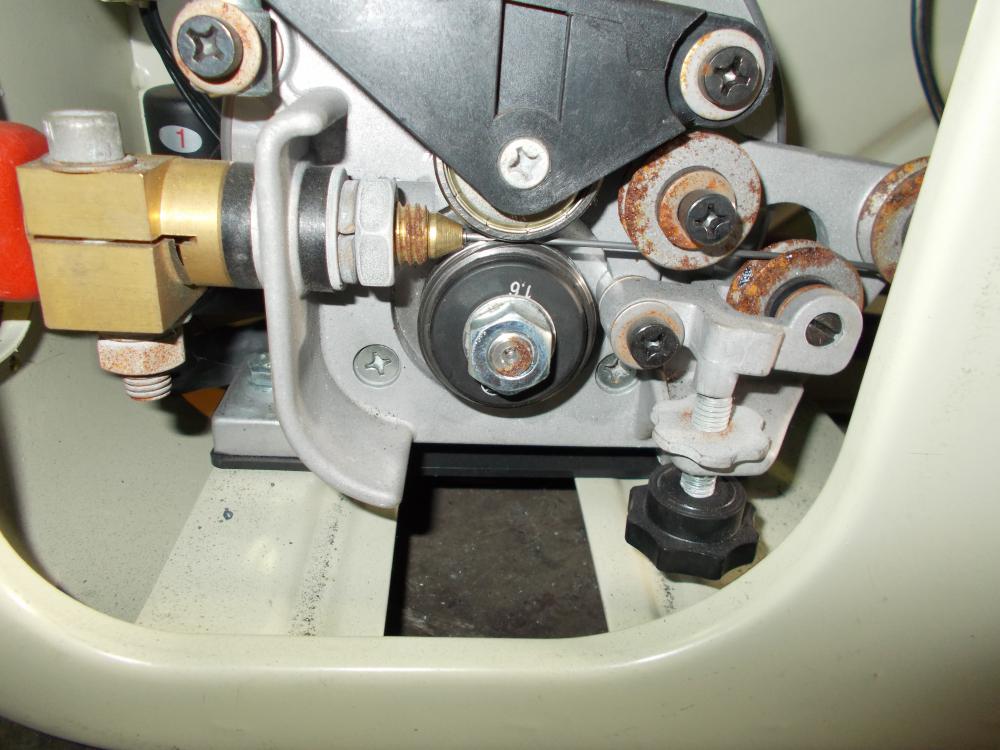
Занесла меня нелёгкая в солнечную Хакасию. А конкретно-в Абакан. Территория шараш-конторы, где мне предстояло работать. А вот и то, ради чего приехал (семикубовый ковш). Без воздушно-дугового строгача к таким изделиям лучше и не подходить. Строгач привёз свой. Компрессор-местный. Тот ещё агрегат, работающий абы как. И на источники тока-понадеялся на местные. А зря... В наличии имелись только такие "динозавры". Добиться от них адекватной работы в режимах строжки и наплавки не удалось и пришлось напрягать заказчиков поисками нормального аппарата. Купили вот это. Табличка с характеристиками-многообещающая. Забегая вперёд скажу-аппарат приятно удивил. Дуга-очень мягкая, по звуку и ощущениям напоминающая таковую от сварочного генератора. Зажигается уверенно. При сварке-негромко шипит, при обрыве-"поёт тенором". Но, таки вернёмся к "нашим баранам". Удаляем старую межзубную защиту, точнее то, что от неё осталось. Прострагиваем трещины в адаптерной плите (толщина-100 мм) с одной стороны, потом-с другой. Зачищаем УШМ и бормашинкой, греем горелкой, контролируем пирометром. Варим П/А Меркле в смеси 82/18. На корень проволока Autrod-12.51, на заполнение-Aristorod-55. Обе-диаметром 1,2 мм. Кантуем ковш и провариваем тыльную сторону плиты. Внутренние швы-подстрогал и зашлифовал. Далее-приварка новой межзубки и защитной накладки из хардокса. Ковш готов и вывезен на улицу. Его место занял отвал бульдозера. Отвал начали было чинить при помощи кислородного резака. Лопнувшие швы выстрагивал. Привариваем накладки по-новой. Тут случился казус. На складе кончилась проволока 1,2 мм. Осталась только 1,6 мм. Меркле я под такой диаметр не скомплектовал. Поэтому местные организовали вот такой аппаратец и податчик к нему . Настройки-в "попугаях", однороликовая протяжка-та ещё штука. В процессе настройки аппарат сказал своё громкое и веское "бах". Да такое, что автомат на ТП выбило. Такой же П/А оказалось купить проще, чем найти проволоку 1,2 мм. Ох, чудны дела твои, господи... В общем, с горем пополам, с матюгами шёпотом в адрес икающего податчика, натянул облицовку. Затем-это, напоминающее шов, покрыл сормайтом. (наплавка Т-590-ми) Так и пролетели полторы недели. В принципе, условия были приличные. Жили я и инженер-механик в гостинице для сервисменов БелАЗа и Либхера. Двухместные номера, кухня и все удобства. Почти как дома.
2 балла
-
DIN Plus.pdf2 балла
-
В основном сбои,как ты говоришь поперхнется,происходят из-за проволоки,ее дефектов .1 балл
-
Вот сегодня интересный диск приехал так как с лица доступ не очень хороший, пришлось варить с внутренней стороны в три прохода, из-за толщины разделка получается широкая. с лица разгладил обратный валик с небольшим добавлением присадке. вылет электрода на лицевой стороне мм15.
1 балл
-
Практически доделал сварочник. Клещи сделал поворотные,горизонтальное положение ,для напайки твердосплавных пластин на токарные резцы.
1 балл
-
Шлаком залило. Тока не хватало, видать. Или полярность "не та" стояла.На какой полярности варили и каким током? (Где был "плюс" - на держаке или массе?) Первый раз вижу, чтоб так разбежался плоский шов. Обычно такое на таврах случается из-за малого тока и натекания шлака (Дуга болтается, куда попало).1 балл
-
Клапан аппарата не держит.1 балл
-
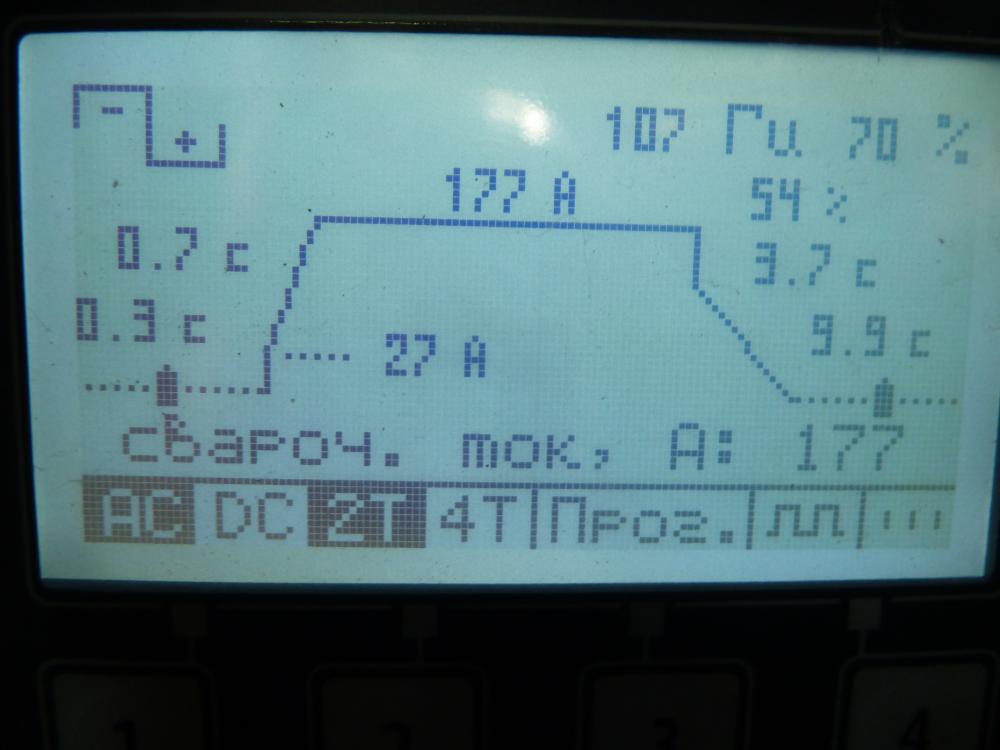
сТАРАЯ совсем , но сделал новый шлейф , мягкий как у америки из подручных средств. http://websvarka.ru/talk/topic/6118-kak-sdelat-shlang-paket/?p=160017 Не Вадим она сегодня поработала аж сопло красное было и все с ней хорошо . Вот хотел я уголок на этой штуке проварить ПА Хелви , но катухи 200мм с 4043 не оказалось. Большой ПА не охото было тащить и вспомнил про 9ку ну и справилась и с деталькой от ружья но там всего то 47А , а вот на этой бандуре 177 А , но правда только внутри ей прошел а снаружи старушка АГНИ на этом же токе три шва и почти без перерыва ей охлаждение до фени и не такое видела.
1 балл
-
Настройка пульса на Евотиг 350 Работать в режиме ММА на ево считаю"как микроскопом забивать гвозди" Ни разу не пробывал. Вот пульс на ЕВМ 160 сел пульс Труба 15мм ,УОНИ 13-55, горячий старт ток 140%, время 1 с, Arc -3, частота 8 герц, баланс 50 на 50 Электрод диаметром 3мм.
1 балл
-
1 балл
-
@kuznec123,Если обеспечить нагрев подручными средствами, хотя бы до 100С, то будет гораздо лучше, чем на холодную. Вам сюда http://websvarka.ru/talk/topic/5214-svarka-chuguna/?hl=%D1%87%D1%83%D0%B3%D1%83%D0%BD1 балл
-
Добавлю немножко) ОК46,Ф3, +-80А,Нижнее,зазор наверное 1мм
1 балл
-
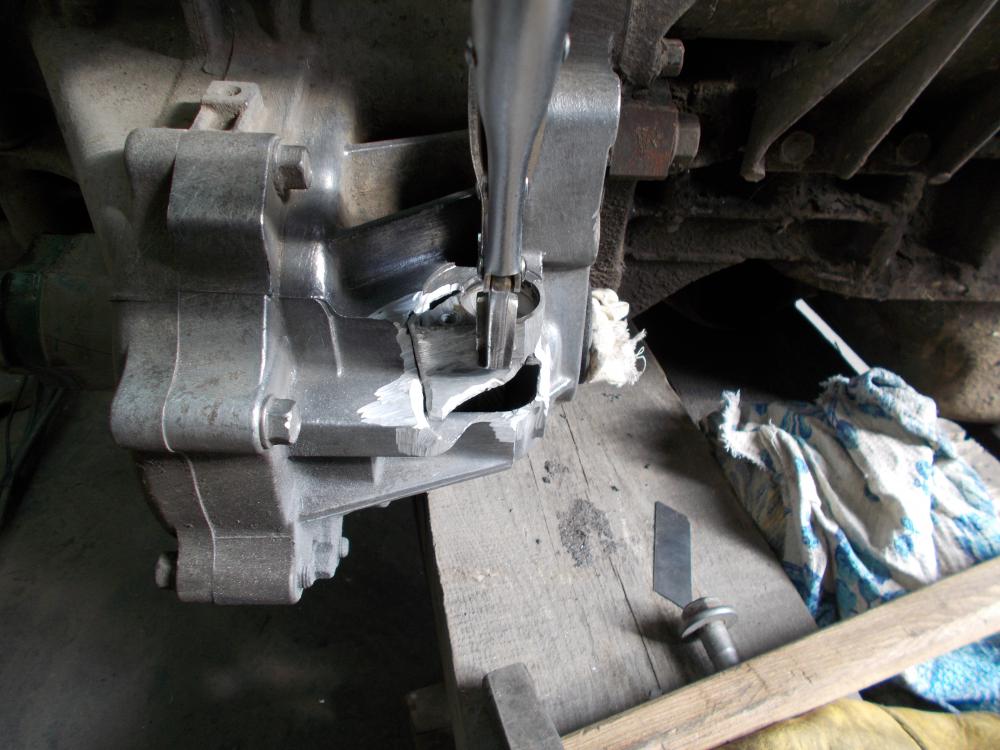
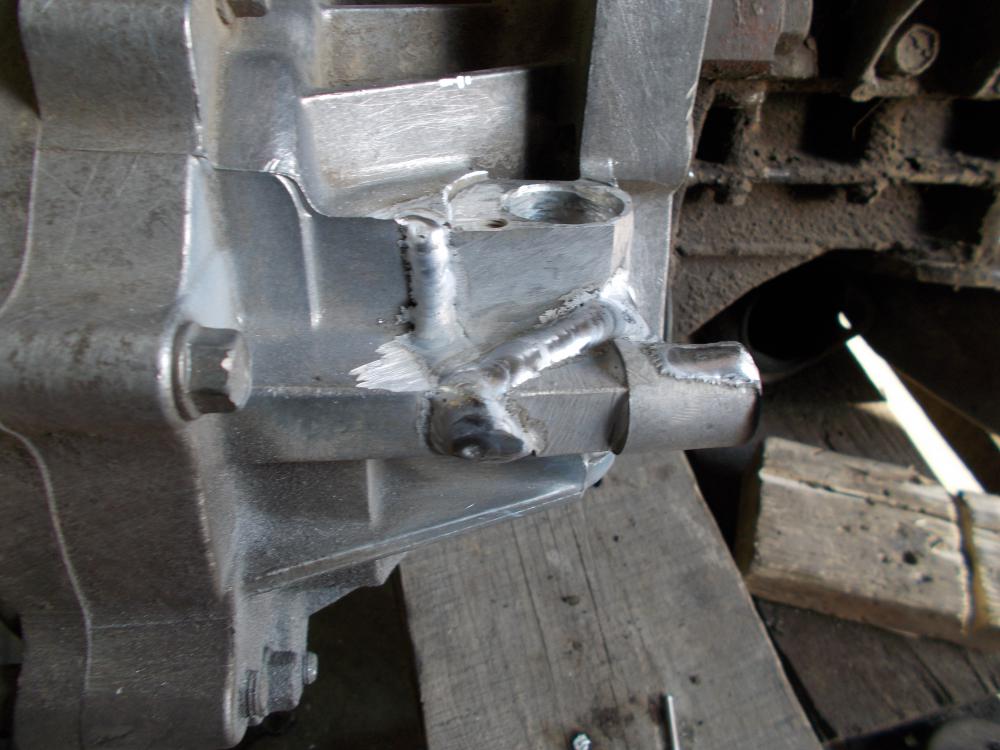
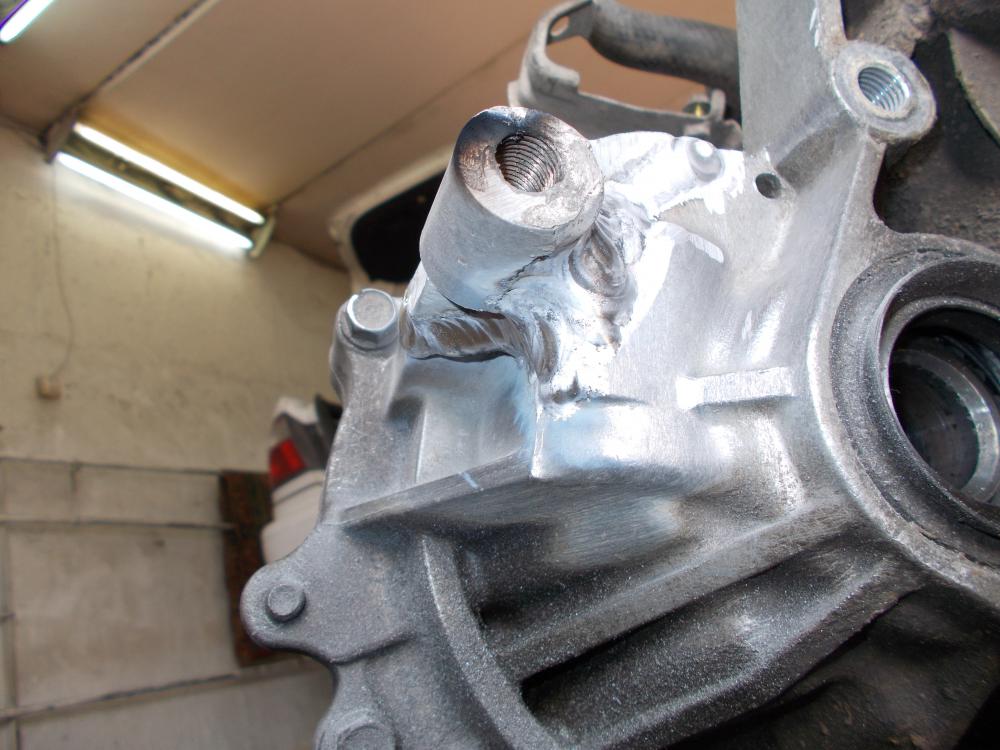
Побаловались сегодня сваркой не спеша и с расстановкой , спешить не куды и на американце будут менять поршневую группу коей еще нет . Замучался таскать эту громилу взад-перед то выборка - разделка то на подогрев то на сварку (частями) и вот бы могли половину веса убрать сделав вал полым а еще претендуют на "исключительность" . Но праду надо отдать им должное сплав Ал хорош , но может это и не их а наш экспорт , впрочем хватит рассуждений и смотрим . Завтра доделаю и придется в углу-внутри применить ПА и думаю Хелвика подключить к этому . Да по ходу привезли коробочку от туда же "Грузовой центр" и как всегда грязную и в масле внутри и пришлось мыть мне. ПОДОГРЕВ подогрев до 100гр. проба на "треск" и все в норме хотел с проковкой но и так все хорошо и шов плотный остывание и немного прикрыл ну и новая часть разделки коробочка приблудная и мешают не дают работать варим вторую часть разделки Третья разделка третья сварка ну и четвертая разделка-крайняя и будет ждать своего часа то есть Хелвика 220 с импульсом Ну и параметры сварки , присадка 3,2мм 4043 , вольфрам WZ8 4мм , аргон 10 л/м масштаб
1 балл
-
Вот видео, но получилось не внятно, с начала на поджигало, эл. 2.4. а поджиг стаял 10 А. Специально несколько раз макнул электрод, повторный поджиг нормальный. В РДС починили гор. старт и форсаж дуги. Аппарат пока радует.https://www.youtube.com/watch?v=6WIIBxtB7Dg1 балл
-
Отмечал сегодня ДР.
1 балл
-
а какое значение ставишь для lb? просто рекомендации для основного покрытия середина или в минус. Так как lb горят более мелкими каплями чем наши уони, сам лично ставлю в минус. про начала шва, для этого есть горячий старт в современных - регулируемый для более тонкой настройки под каждые данные электроды. в букваре Маслового (в 60-х не было регулировки) описывалась техника поджига чуть дальше начала (20-30 мм)и перенос горящей дуги в начала шва. это необходимо чтоб электрод разогрелся - стабильно шло разложение обмазки в столбе дуги и создало защиту св ванны1 балл
-
Не будет такого , дружище , при нашей жизни ... А дальше и сварка уже будет , как рудимент .1 балл
-
@SergDemin, Такая вот политика в россии - не хватает рабочих рук , но тут же эти руки отшибают . Молодёжь не идёт на такую з/пл и имидж - "работяга" ( не пристижно) . О каком величии вещают наши рулевые , я не знаю ...1 балл
-
Ну, как то ими больше понравилось чем другими. Легче за раз залить с одной стороны, и красиво, и не течет. Варю с одной за один проход, никто большие старания не оценит, да и имхо в обычных домовых не ответственных трубопроводах лучшего и не нужно. Визуально и не отличишь особо от двухпроходного шва, а время и силы здорово экономятся. С ЛБ вроде как понадежней выходит. Току побольше и в нижнем положении с опорой на толстый фланец все заливается красиво, даже с зазорчиком приличным порой между фланцем и трубой. С ув.1 балл
-
А 4-ка - вообще огонь ( с недавних пор , ввиду отсутствия газа , подсел ) . 145А
1 балл
-
Дирижабль устроен просто. Он внутри-совсем пустой! (С)1 балл
-
@BelaZZ,@AMBIVERT42, Оказывается сложного ничего нет, но не большой нюанс - на меди ванна долго появляется, а железо уже готово Изначально там чем-то запаяно было, вроде латунью, дугу зажёг - брызги, копоть. Отрезал зачистил, сварил. Жалко не часто такое попадается, при желании думаю можно и бабочкой катать. а так пока как есть А латунь ТИГом сваривается?
1 балл
-
Сваривается без проблем . Под токосъём наплавлял медь на мет. вал используя медный провод . В другом варианте медную трубу к валу приваривал .1 балл