Лидеры




Популярный контент
Показан контент с высокой репутацией 28.03.2018 во всех областях
-
Г-сплав во всех отношениях сварка и эксплуатация , сосед стойку под дрель купил и через день сломал.
 17 баллов
17 баллов -
Всё хорошее когда-нибудь кончается . Смесь закончилась уже с месяц как - децл держу на прихватки . РДС_ой от мелочёвки отвык уже - ПА расслабил . Покупать - денег нет (или жаба давит) , а объект нужен ещё вчера . Вспоминаем былое Внутреннюю часть шва сфотать не получилось ( резать не горел желанием ) - фонарь не высвечивает , камера не цепляет . Труба 1/2" , электрод 2,6мм. Полярность - прямая . Думаю , что в скором времени склонюсь к версии Геннадия @morgmail, . Не всё так однозначно , но зерно истины в его словах есть . Как-нибудь выражу свои мысли по этому поводу , пока всё перевариваю в голове и сопоставляю , теорию и практику - есть куча нюансов . Для этих задач пришлось достать старую боевую подругу ( 10 лет в строю ) и в связке с очками бороться с этим недоразумением . "Оптрель" - зачётная маска и Спидгласс по некоторым позициям проигрывает в чистую . Небольшая поделка для дома , подвес для фонарика ( "скворечник" со свечкой внутри )
12 баллов
-
Узел раздачи пара,крепиться на стойки регистра.
11 баллов
-
Чуть производства.Основание и бак на полторы тонны масла - часть машины .Привод масляного насоса 90Квт. Полуавтомат.
9 баллов
-
Не , Георгий дрянь еще та , чуток передержал и вскипает и пленка образуется как раз по центру дуги и красноватое свечение и ей даже не страшна переменка и не разбивается и посему варим на спаде с перекурами ну и под рукой шабер и дремель с фрезой. Вот сегодня еще один вариант Г-сплава и он очень близок к вчерашнему а может и хуже. Поры вскрывал дремелем и подваривал 4047 1мм присадок. Ну и поздно совсем и срочно МАЗ труба нерж турбонаддув свист страшный из нее стоит , дыру сфоткал а вот заваренное не успел водила схватил и побежал ставить у него график и должен во время "блоки" на стройку доставить и если не доставит во время то в деньгах потеряет часть.
9 баллов
-
Попалась мне проволока 0.8 мм 308Lsi. До этого повсеместно использовал 1.2 мм. Варил в пульсе, с обычным стальным спиральным каналом в горелке. Все устраивало. Ещё думал часто, на фига рекомендуют тефлоновый, ведь и так с подачей все отлично. Под 0.8 мм поставил соответствующего диаметра новый стальной канал, а при сварке понимаю, дуга очень длинная, коррекцию максимально выкрутил в минус, но все равно чувствую тормозит. И вспомнил, что видимо не даром рекомендуют для нержи тефлоновый или полиамидный канал, будьте внимательны. Если в пульсе очевидна проблема, то в режиме МИГ/МАГ можно с ума сойти, а аппарат не настроить. Ну и чуть обрезков. 4мм толщина, 130А, смесь 97,5/2,5. Надо нормальный канал и пойдёт отлично. А в чистом аргоне, можно даже не пытаться. У меня прихватку с трудом получается поставить
9 баллов
-
Георгий , да мне и сейчас всё интересно . Это одна из веских причин моего несидения . Серьёзно сварки коснулся в 40 лет , столько увлекательного . Пока крутил баранку , об этом ремесле и не помышлял (да и не знал толком ничего) , а сейчас , можно сказать , навёрстываю упущенное , зачастую , за свой счёт , ибо наш возрастной ценз уже не в тренде - в нормальных конторах мы не нужны ( да и нет их в округе) , для своего дела - времени и средств нет . Вот и тешим себя . А этих ... лечить бесполезно ( долгая тема ) .8 баллов
-
@me1nik, поздравляю, у меня такая 300А на переменке в течении нескольких смен выносила, потом поменял две резинки и снова как новая7 баллов
-
Приехала и мне горелка. Головка совсем миниатюрная, по размерам как на 03/04. Первым делом сразу привел присоеденительные элементы к нужному виду Накрутил цанги от 03/04, подходят без проблем! Это плюс, так как их у меня много! Ключи блин только разные не могли уже к общему знаменателю привести На люминьке сэкономили в руке не очень лежит Попробовал в работе на 140А, для нее вообще детский сад! Ну и из недостатков - не понравилось колено в конце горелки, хоть вокруг шеи обматывайся чтобы вниз не тянул...
7 баллов
-
@selco,по шву и не скажешь,что сплав плохой. @BelaZZ,Игорь,ты им или чем то обязан,или я уже ни фига не понимаю.Ну нет смеси-сиди кури,я понимаю раз-два вывести контору за счет твоего мастерства,но когда это входит у них в привычку,то нужно прекращать их баловать.Я не советчик,просто взгляд со стороны,ты высококлассный специалист...ладно,дальше не буду,говорили об этом тебе не раз.Ну как то надо беречь себя,не 20 лет,себя угробишь.Ладно,когда молодой,все интересно,проявить себя хочется,ты же знаешь за себя,что многое можешь,ставь их на место.6 баллов
-
А какую ТЕКУ выберете вы?5 баллов
-
@nadar, я когда то печки для саун варил электродами ЭА 395, это Х16Н25М6А, если не ошибаюсь. Думаю, в данном случае можно особо не заморачиваться, или той же 321 сварить или , как @Георгий 11 сказал, 347Si - наша 08Х18Н10Г2Б. Принципиальной разницы нет, ничего с ней не будет.5 баллов
-
5 баллов
-
Форсаж 500, 27ампер. Георгий 1мм и проволочка с катухи от ПА откусываем и чуток руками ровняем а иногда и так , только перчатку потоньше чтобы ощущать проволочку в руке.4 балла
-
Я тиски по-молодости купил от похожего станка. Остались одни хорошие чугунные губки которые приварил на свои самодельные тиски. Я такие изделия называю инструмент для хоуммастеров. Женщины могут такое тоже в подарок купить.4 балла
-
Кому ключ для круглых гаек?4 балла
-
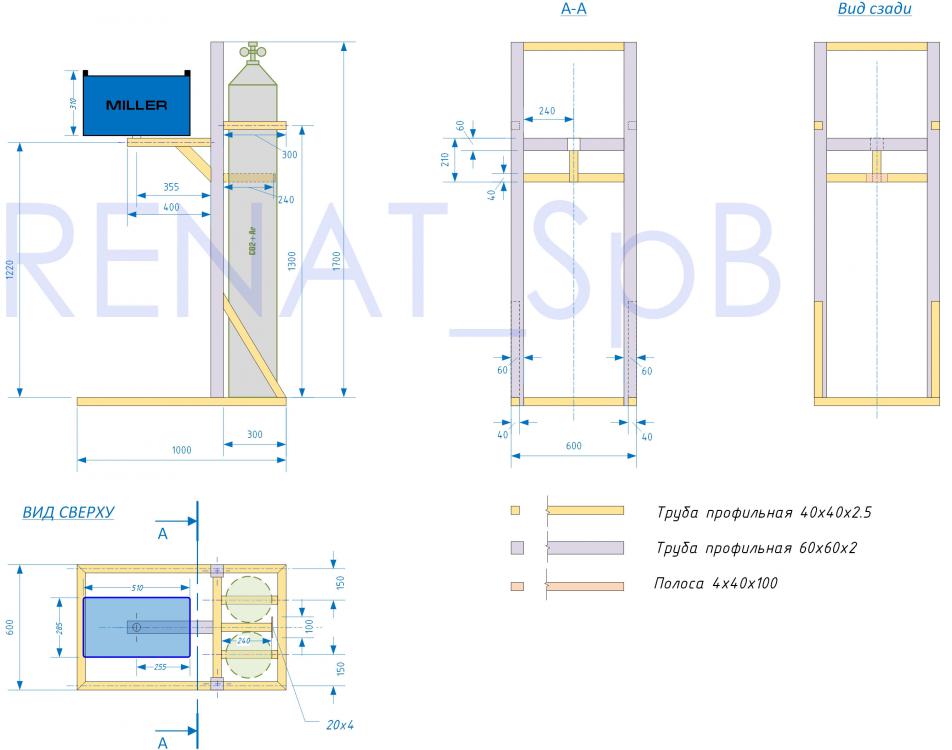
Идея бродила в голове давно и продукты брожения периодически вырывались наружу в виде полуфабрикатных поделок. Но тут все так сложилось, что завершился большой(для меня) сварочный стол и под него захотелось реализовать подвижный пост под два баллона (один на смену) с выносом самого сварочника как бы над столом и вперед.... Это мне показалось разумным с точки зрения удобства работы горелкой - шланг достает до всех углов при своей длине в 3 м и не сильно скручивается, когда идешь по наружным углам детали...как никак ширина стола 1200. Ну и до кучи, когда-то увиденная в Европе тема с поворотной площадкой под сам аппарат наконец тоже попросилась в жизнь.. А почему бы и нет? - меньше сгиб шланга на выходе из аппарата, меньше напрягается рукав и подающий механизм... Короче....надо воплощать! Сначала чертежик накидаем Затем берем колеса (полиуретан+подшипники во всем) Варим каркас Зачищаем брызги, шовчики и в порошок Крупнее отдельные детали (ось площадки сварочника на консоли - старый ступичный подшипник с пола в автосервисе) Ну как бы в сборе А самое нужное - загоняется под стол с торцов и боков оного...на время фото - кемпи (по жизни там Миллер будет) Как-то так,
3 балла
-
@Точмаш 23, Ну у тебя как всегда .3 балла
-
@Учусь,я в этих делах не силен,демонстраторы знали куда и зачем ехали,поэтому должны сами знать что к чему.Агрегат 660 т стоит,мне если честно не понравилось.Тепловложения очень большие,трубок будет много и если их изначально не прихватить к доске,то ее загнет как китайскую саблю.Заказ большой вырисовывается,хотят таким образом произодительность повысить,но чует мое сердце,что не долго этот механизм будет работать,как то хлипко там все.Еще и катушка с проволоеой специфичная,стандартную не поставить,а на комплектную максимум 2,5 кг.можно намотать,расход большой и кто этим заморачиваться будет не знаю.Хоть бы зачистили все места сварки,нафих надо,эээх Россея.3 балла
-
@Raz3r, в вашем варианте соединения детали свариваются своими самыми тонкими частями. Не надо их фрезеровать. Просто на пластине делаем разделку кромок как для стыкового соединения и стыкуем туда резьбу. Кондуктор примитивен -- зафиксировать резьбу можно гайками, а листовую деталь запозиционировать тремя упорами. Варим в несколько ниточных проходов. Не вздумайте водить дугой из стороны в сторону. Под каждый проход зачистка болгаркой -- рисуем канавку в которую будем класть следующую нитку, и тогда всё будет ровно и красиво. Когда изобретаете кондуктор, самое главное в нём как вы будете вынимать деталь. Думайте прежде всего об этом. И массу старайтесь цеплять на деталь. Полуавтомат очень критично относится к качеству соединения массы.3 балла
-
@konstantinXX,у меня на работе такая 1.2 1,6 и 2,4 мм.,но 1 мм.все равно лучше.2 балла
-
завтра заказываю 347-ю, 1,2мм мм в диаметре. Но не для п/а, а для РАДС, т.к. для п/а проволоку распрямлять надо, а эта уже прямая идёт. Как раз для тонкого беру.2 балла
-
@Георгий 11, мне не понятно, для чего труба из доски торчит. Я трубу резал так, чтобы она притоплена была. В идеале торец трубы по нижней поверхности листа. И образовавшийся угол заполнял. Без бешеных токов и струйного переноса. И то секции корёжило немного, я так и не смог подобрать правильную схему обварки, чтобы геометрия не уходила. Хотя и варил секции в кондукторе.2 балла
-
Я немного в курсе этой темы. Когда был пожар в библиотеке в Москве- задавали такой же вопрос. Потому что сгорело много ценных книг практически в единственном или оригинальном экземпляре. Ответ уполномоченного лица почему не перевели. 1. Необходим дорогостоящий сканер. Не простой. Денег нет. Держитесь. 2. Необходимы кадры которые этим будут заниматься и им нужно платить зп. Ничего этого нет и не предвидится. Не сомневаюсь, что воз и поныне там.2 балла
-
Ну с этим проще, подбираешь свежую, лишнее можно отрезать, стык на герметик и зажимаешь. В вашем случае скорее всего течёт не из под резинки а лопнут сам пластик, причина частая.2 балла
-
@selco,после пасты.Это второй проход,первый без поддува был и ежики внутри вылезли,поэтому и заморочился с пастой,да и снаружи 347-й присадки добавил,что бы лигатуру добавить,а то бы вообще все повыжигало.В общем понятно,жаль трубы больше нет,чтоб попробовать.2 балла
-
@Георгий 11, Напряжение перебарщивают. Дуга длинновата, чего-то плоховато настраивают. Не должно быть в струйном переносе столько крупных капель. Вообще из моего не большого опыта и игр в этом направление я понял следующее: горелку надо бы с охлаждением жидкостным ибо 5-10 минут и обычная китайская воздушка на 350А хочет отдыхать, начинаются плевки. Проволока не должна нигде в канале задевать и щёлкать, ролики лучше взять поновее, а массу поувесестее и потуже. Очень своенравный процесс, любящий идеальных вводных.2 балла
-
Такой, моргмаил назвал его музыкальным. Валера спасибо за ссылку теперь знаю, хар-ки.
2 балла
-
2 балла
-
@selco,не,это не мое,притащили свой источник,все что в ссылке все их,наш только газ.Я не оператор этого агрегата,мне проще электродом,так сказать по старинке.1 балл
-
@selco,я там сбоку припеку,кто меня спросит.Мне просто самому интересно,поэтому и выложил фото,и с демонстраторами общался.1 балл
-
@selco,Валера,там изначально заявлен струйный перенос,спросил может секторально как то можно задать режим,ответили,что нет,только если вкл.выкл. @selco,по мне так важнее решение проблемы,все эти бла бла ни кому не нужны.Предприятие нуждается в этом аппарате,изготовитель аппарата нуждается в нас,поэтому нужен консенсус,сказали бы конкретно,что подготовка заготовок не соответствует да и все,а то можно в принципе,но нужно вот так и так.Плотняком загоняйте трубу и мы вам все заварим-вот ответ какой должен был быть.1 балл
-
Георгий , ну если честно то зазоры под струйный очень здоровы и прожжет однозначно и по сему надо более точно делать отверстия и сборку . Ну и у них есть такое (это типа Cold режима) и зазор заплавит ну и второй шов в струйном и задайте им вопрос по сему способу. http://технотрон.рф/ru/product/ds40033ukp/ Ну и в третьих есть где то видео и там Меркле варит на вращателе и довольно толстое но не вструйном а в обычном короткие замыкания . В струйном дуга длинная и посему точно можно и не попасть и от сюда не провары и т.д. https://www.youtube.com/watch?time_continue=3&v=3z7WzE9rBRU Да согласен но там с разделкой да и собранно все аккуратно и их машина отработала как положено.1 балл
-
@selco,присадок какой толщины?Я вот недавно открыл для себя,что если присадок 1 мм.,то гораздо комфортнее варить нержу 1-1,5 мм.,но прутков такой толщины нет,покупал катушку для п/а.1 балл
-
НЕРЖ 316 я и труба довольно толстая где то 0,8мм и проблем нету. Да там температура может 200 или и это край 300 градусов и по ней идет в интеркулер на охлаждение , и конечно протерло.1 балл
-
Валерий, чем варил трубу?1 балл
-
Ещё раз вам говорю -- показывайте швы (в соответствующей теме) мы расскажем что не так. Куда расскажете?Нам очень интересно где учат, и как учат.1 балл
-
@copich,спасибо.1 балл
-
C не меньшим успехом можно использовать смесь 82/18.1 балл
-
@selco,да,такие.
1 балл
-
аЙ, МолодеЦ и очень хороший обмен . http://www.okba.ru/produce/gasStabilizators/pressureStabilizators/sdg-100m.php1 балл
-
@konstantinXX,Да действительно ошибся,сталь AISI 321 отличается от AISI 304 только наличием титана,если у вас требования к межкристаллической коррозии тогда присадка св-06х18н10Т если таких требований нет тогда Св-06х18н10 подайдет .ЭСАБ рекомендует при сварке сталей 308 и 430 присадка Св-07х25н13,Св-07Х19Н10Б хотя на счет последней у меня сомнения.Если взять СТО 00220368-011-2007 группа сталей С-06 сталь нержавеющая феритного класса сталь С-07 аустенитного класса 12х18н10т то проволку рекомендуют св-07х25н13 @konstantinXX,лучше заказать er-309 или св-07х25н13 и не ломать голову.1 балл
-
@Cora, это бот рекламный, кажись )1 балл
-
Сталь становиться нержавеющей,если в ее состав ввести 12,8% хрома.Хром равномерно распределяется в легируемой стали и образует на поверхности окисную пленку-сталь становиться нержавеющей.Для того,чтобы увеличить стойкость нержавеющей стали в различных агрессивных средах в нее добавляю никель.Добавка 8% никеля делает сталь немагнитной -аустенитной. Выгорание легирующих элементов во время сварки,в данном случае хрома,приводит к коррозии - ржавлению.Учитесь подбирать правильный режим сварки.1 балл
-
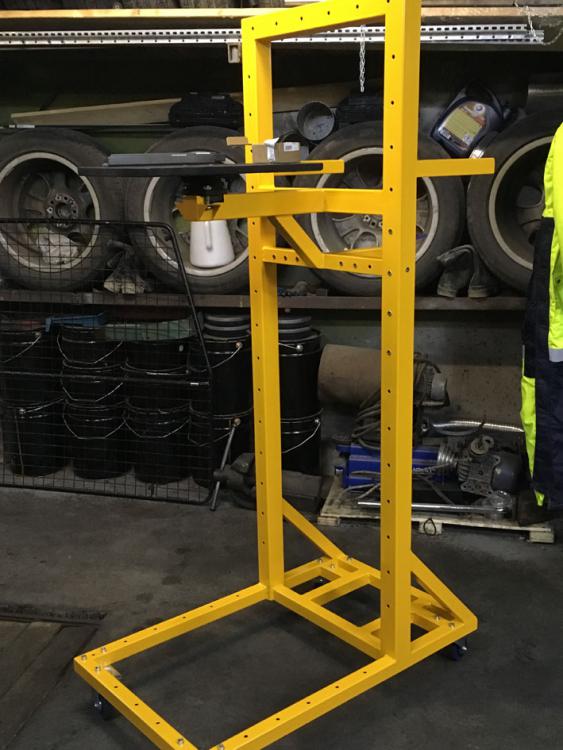
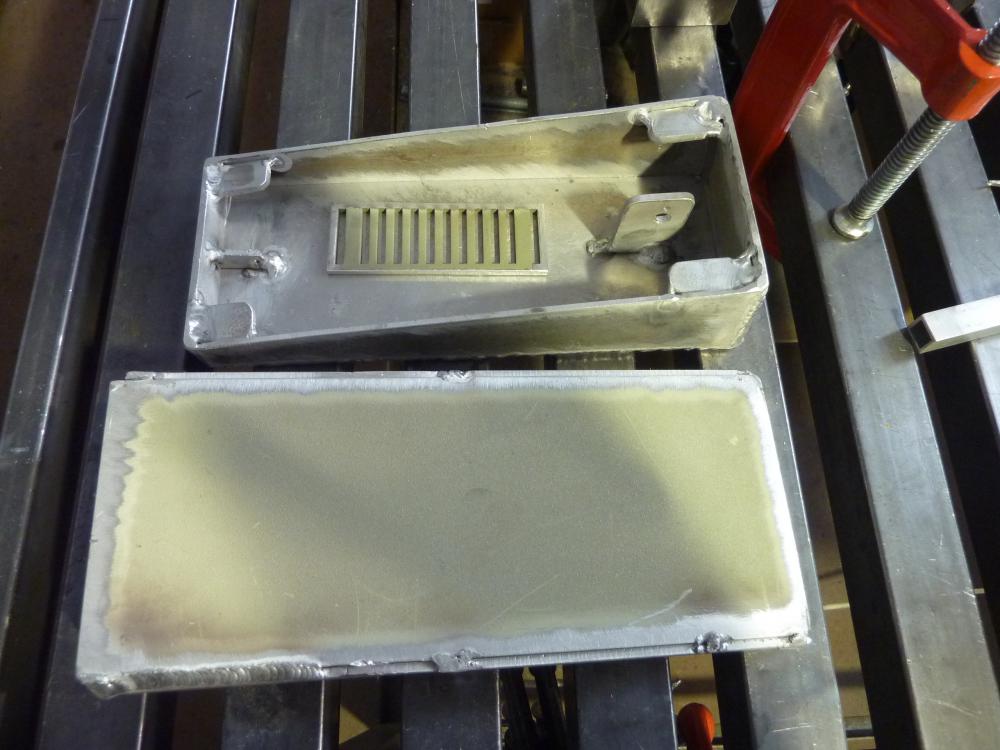
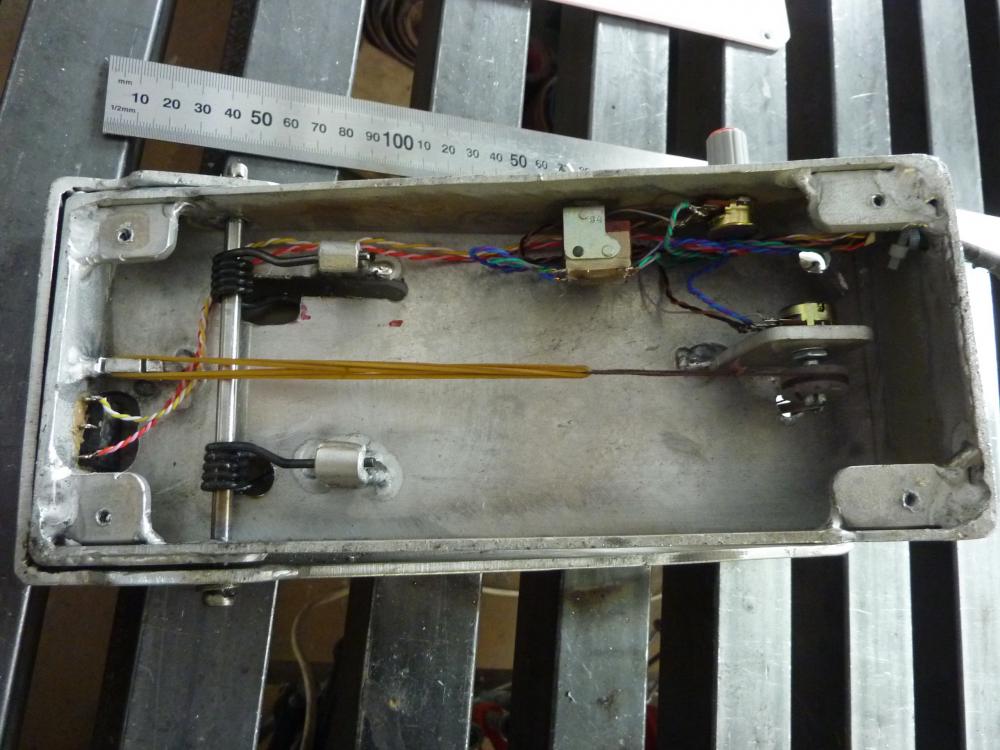
Собрал педаль к Гроверсу WSME 200 из обрезков корпуса Электроники-60, пружин от китайских пластиковых прищепок, резинок для упаковки денег и прочего подручного материала : Поставил тумблер отключения педали, кнопка на горелке есть. Гроверс с термореле включения вентилятора и реле включения БВО:
1 балл
-
... в годы становления кооперативов : купил на рынке скоровороду тефлоновую итальянскую ( судя по наклейке и инструкции ).Как порядочный пользователь перевожу инструкцию на понятный язык прежде чем приступить к приготовлению пищи . Прочитав старательно снимаю ее ( на всякий случай ) , а под ней просматривается еле заметный оттиск ц.5руб. П.С.служила она долго , нынешние суппер\пуппер в подметки ей не годятся .1 балл
-
За несколько лет эксплуатации еще ни одна не померла. Так что даже того что в ЗИПе, хватит надолго, а если хочется других диаметров, то можно и подождать.1 балл
-
@Бархударов, Сделайте защиту над подшипником. Во время гиба, много всякой пурги будет сыпаться, подшипник заклинит.1 балл
-
@Rashid, я вам могу помочь только поиском по интернету. как обстоят дела у вас в городе в реале, я не знаю. вот нашел адреса с телефонами. позвоните,спросите к кому обратиться по ремонту баллонов. ps,может на газовых заправках помогут,скажут,куда обратиться .
1 балл
-
Изготавлеваем блоки труб, а по русски Фонтаны ну и все к ним системы насосов коллекторы залодные. В цеху все соберем затем разбираем и отправляем на монтаж.
1 балл