Лидеры




Популярный контент
Показан контент с высокой репутацией 06.03.2018 во всех областях
-
Алексей , да гадость "знатная" по части здоровья , да и для краски тоже гадость и не всю она берет , в частности грунты да наш ГФ21 довольно эффективно сопротивляется ей. Ну и за такие деньги эта гадость с алюминием не чего не сделает а с его пленкой подавно. http://www.forum.motolodka.ru/read.php?f=1&i=795102&t=795102 Вот смотрите , гнилье еще то и только едкий натр (и у меня в ведре а вот если бы заводская ванна с циркуляцией и подогревом то результат был бы 100%) способен протравить такое почти до чистого Ал и чуток работы фрезой и можно варить . Можно было бы фрезой сразу скажите , да можно но не нужно так как фрезу после такого можно выкинуть она будет тупая .
 13 баллов
13 баллов -
Из ОК.
9 баллов
-
Часто бываю на выезде по тиг сварке - перила. Так чтоб не тоскать кучу электродов и затачной станок. Точу электрод наждачкой на липучке, накладывают прям на отрезной диск для жесткости.
8 баллов
-
Немного дверной темы. Сделал дверь в бытовку, а то пыль с цеха одолела. Ну и домофон на стройку.
7 баллов
-
Притащил сегодня аргон по 520р за штуку . С пятью девятками за 2000р переваливает , но не вижу смысла и по 520р хорош и на титане да и нержи все хорошо и чисто. http://www.tgvozduh.ru/price.html Ну и тонкая работа с аргоном лучше , трещина не сквозная но водичка проникала , сделал как просили.
6 баллов
-
Что бы не отдать другому получателю. Это нормально. Город получения, ФИО, серия и номер паспорта, телефон для связи. Стандартный набор.6 баллов
-
Использование аппарата перешло в эпизодический режим(по РАДС работы больше), иногда всё равно подключаю к работе.
5 баллов
-
Давно искал, куда обратиться по поводу плохо работающего, в последнее время, Чувства Собственного Величия5 баллов
-
@Kondor416, говорят же что настоящего путина нет, двойники сейчас=) вон куда спрятался, к народу ближе4 балла
-
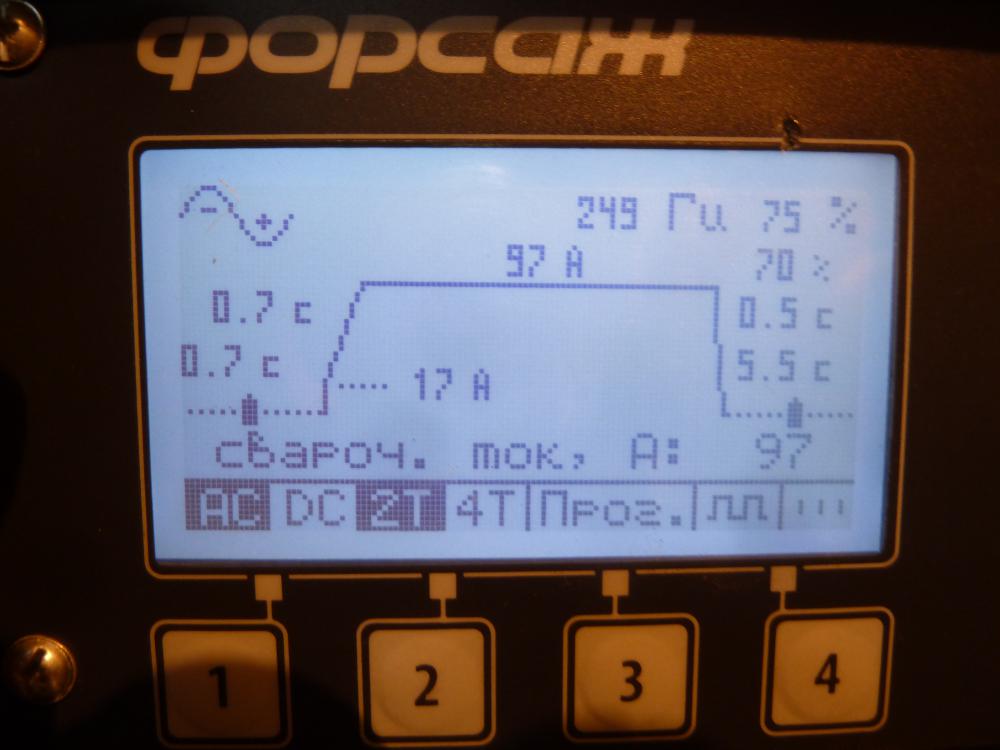
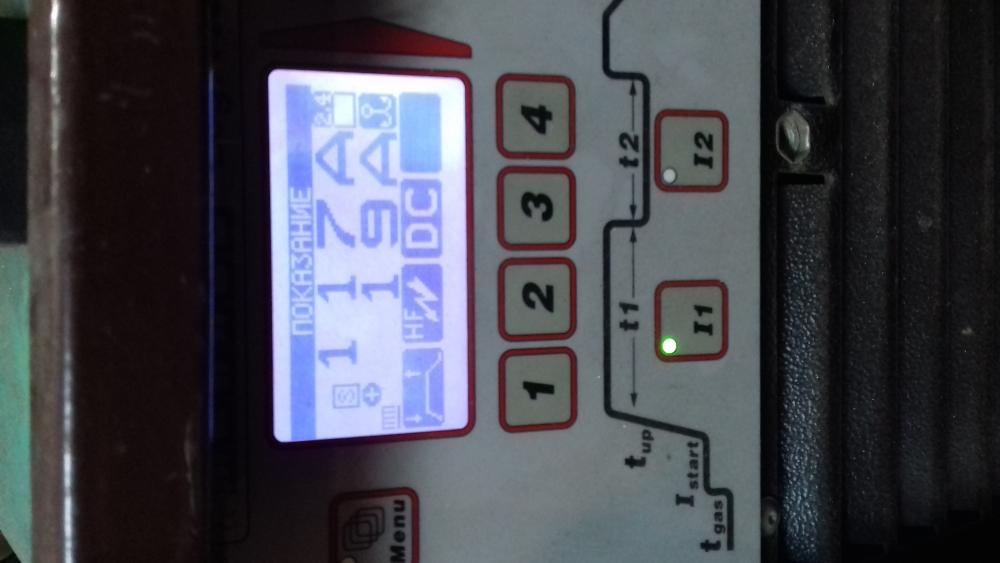
Да просто со временем туго. Заменил пластиковый чехол шлангпакета на матерчатый, срезал разьем и сделал переходник под стандартную (для меня) вилку кнопки управления на 2 пина, поставил горелку 26f с прямой ручкой (родную "эргономичную" выкинул к чертям, меня эта эргономика бесит). Нержавейки у меня счас мало, да и нового в настройках для меня там ничего нет. Аппарат покупался конкретно под ТОНКИЙ алюминий. А с ним засада полнейшая-стартовый ток дикий. Завтра(уже сегодня) возьму фотоаппарат покажу состояние электрода 1 мм при поджиге. А на 2 мм и более толстом алюминии и токе выше 60 ампер все привычно, прогнозируемо. Звук дуги по сравнению с Рубином и Джасиком мягче, работать приятнее и как то комфортнее.4 балла
-
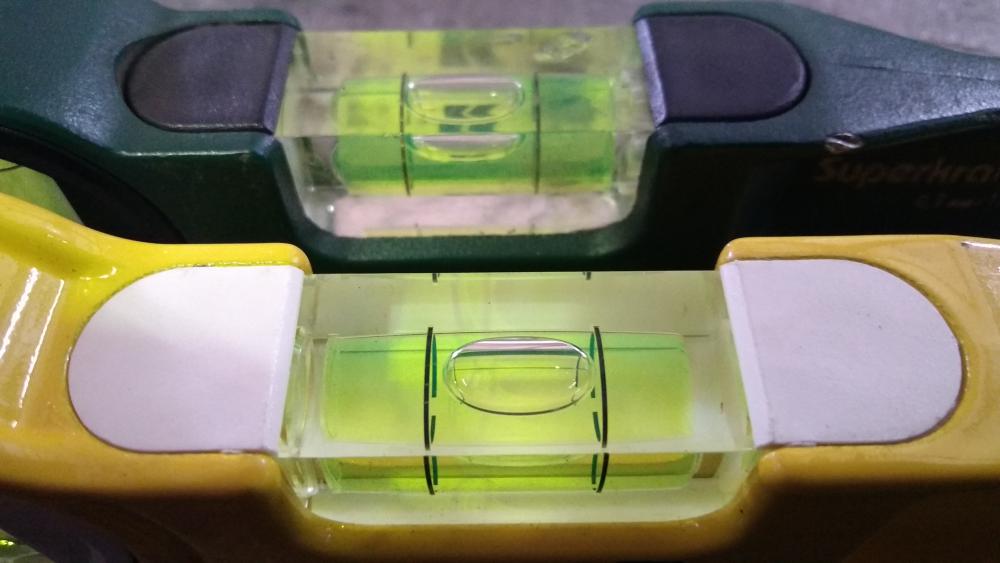
Уровни Kraftool у меня в обиходе уже порядком лет . Качество , в принципе , неплохое , цена ( на тот момент ) адекватная , магниты , размеры , в общем то , что надо . Со временем ( инструмент , по ходу дела , подкупался ) , колбы начинали подвирать , некоторые откровенно люфтили , магниты норовили из своих гнёзд выскочить , но цена и "время наработки" эти косячки списывали . Во избежание лишних диспутов поясню , что к инструменту отношусь бережно . Естественно , что удары и падения неизбежны во время монтажа , но эти форс-мажоры крайне редки и всячески "умягчаются" - финты руками и ногами , дабы смягчить падение инструмента . Кто работает , то знает - этого не избежать . Цену-качество упомянул в приоритетах , но в последнее время цена на эту продукцию , с учётом косяков , неоправданно выросла . Год назад ( очередной поиск ) она был штука с копейкой . Давным давно , когда покупал уровень данной компоновки , разница в цене между Стабилой и Крафтулом бала незначительна ... Немного сравнений . Если Крафтул считать репликой , то он близок по образу и подобию ( качество немного уступает ) , различия несущественны - вес , рама и магниты . Теперь о слабых местах Крафтула ( Стабила ещё себя не проявила в минусовом поле , но о плюсах ниже ) Как уже выше упоминал - магниты , колбы , точность . В магазине , при покупке , перебирал кучу , отсеивая "некоррект" (и он попадался) , то есть , изначально инструмент был ~правильным . https://www.youtube.com/watch?v=SMSQ_sMBzBg&feature=youtu.be Стабиловские магниты . Хочется надеяться , что Крафтуловских болячек не будет Мелкой Стабиле уже пару лет ( может чуть меньше ) , но к качеству никаких претензий - всё стабильно . Уверен , что и старший собрат не разочарует . P.S. В отношении Kraftool . Ни коим образом ни очерняю эту линейку - нормальное качество за относительно небольшие деньги и отрабатывает он на 100% . Эти уровни прошли кучу монтажей , падений и всяких катаклизмов . Рулетка этой марки честно трудится уже лет 7-8 ( и трудится на 100500) . К чему эта тема . Просто обзор , мнение и сравнение . Выбор каждый делает сам , исходя из своих амбиций , кошелька и потребностей . На все дорогие вещи есть достойная альтернатива . Удачи в выборе !
3 балла
-
Тоже сделал пепельницу (курить вредно,если что). Из сподручных материалов ). Думаю какой-нибудь курилка получит в презент.
3 балла
-
Аппараты одноклассники, с очень похожим функционалом, вот и рассказывают о них. В топике о " Малыше" рассказывал, но он единственный на нашем форуме( и на просторах России) . Думаю сравнительный обзор с " Крепоу" не повредит теме.3 балла
-
Даже "неприхотливый чёрный металл" об этом говорит , это я про качество . Шов тёмный , как с окалиной , электрод загрязняется и обгорает .2 балла
-
@бронепоезд, у американцев ANSI/AWS D1.6/D1.6M:2007 - "Структурные правила по сварке. Нержавеющая сталь" ANSI ASME B 16.5 - "Фланцевые трубы и фланцевые фитинги" у европейцев-не знаю.2 балла
-
Я уже сам устал от трапеции все точь в точь\удобен только для не сильно подвижной в пространстве сварки Завтра поменяю на это...
2 балла
-
вот это вот гадость съест любую пленку.настоятельно рекомендую при ее использование пользоваться герметичными очками и масками с фильтрующими элементами.
2 балла
-
2 балла
-
Сегодня сваривал улитку от насоса, шов очень длинный, без подогрева, электроды из чистого никеля Зеллер 888.
2 балла
-
Обычные зимние будни в Якутии на Чаяндинском месторождении, на другом объекте, фото мало телефон на работу беру редко и доставать долго.
2 балла
-
Когда купил себе тиг аппарат чесались руки попробовать поварить алюминий. Поехал и купил балон аргона высокой очистки (в Жуковском). Вроде что-то получается (в плане кое-как свариваю по неумению, учусь), потом чернота пошла, металл кипит. Начал чесать репу, что да почему. Все проверил, аппарат на утечки, шланги, горелку, редуктор, все нормально а варить не получается. Позвонил знакомому аргонщику, тот сразу просек, газ грязный (что интересно, то сначала то было все нормально). Повез балон менять, дали другой. Снова радостный жгу люминь, и снова через какое-то время повторяется история. Снял редуктор, подставил в к выходу вентиля туалетную бумагу и открыл вентиль, на бумаге красовались черные вкрапления. Весь этот цирк чуть с ума меня не свёл)). Мало того, что со сваркой на вы, так ещё такие козни. Вот такой газ у нас продают. Раньше линдагаз была, но они ушли.1 балл
-
...отработал сегодня в них .От непрывычки почувствовал ощютимое облегчение 1 давно их не носил-разница в весе. 2 дышать стало легче(возможно надо менять предфильтр или сами патроны - что носил до этого ) 3 никакого дискомфорта в маске\места достаточно из минусо это слабая защита от св.аэрозолей по сравнению с патронами -возможо повреждния от искр болгарки я такие тоже носил- да компактные легкие!Там в качестве фильтра бумага используется .Хотелось бы угля.1 балл
-
Достойный обзор от достойного человека . А про Капро сравнение будет? А то тоже разрываюсь в выборе.1 балл
-
В Раменском (точнее в Жуковском) газ дороже в среднем на 150р.от прайса Балашихи (а в самом Раменском вообще выбора газа нет, с аргоном вообще труба)1 балл
-
Опытный сварщик разницу почувствует, но прогарантировать не сможет. Много скажут швы. Что-то можно увидеть при тестировании, например, пористость капилярным методом. Можно сравнить прайсовые цены завода, там ценник на ильменитовые будет минимум на 5000рублей дешевле... Это лучше на видео показывать. Но все-же, есть смысл их отличать? По мне, так это одного поля ягоды. И те и другие на ответственные конструкции, особенно на работающие под нагрузкой, запускать нельзя, а для простых задач они пойдут.1 балл
-
Именно, что это квалификация (по сути это равнозначно диплому училища) это не заменяет никакие сертификации(аттестации), но если есть лишние деньги и время, можно поучиться. В подавляющем большинстве случаев стандарты на изготовление оборудования требуют сертификацию (аттестацию) сварщика, причем неважно в какой вы стране, а важно какие требования стандарта. Если в России изготавливают бойлер по ASME, на экспорт в США - нужно сертифицировать сварщиков по ASME. Если в Китае изготавливают металлоконструкции по ЕН 1090 - сварщики должны быть сертифицированы по EN ISO 9606. По сути нет прямой связи между страной изготовления и требованием к аттестации, к тому же в некоторых странах промышленность больше ориентирована на экспорт, в некоторых на внутренний рынок, тут не угадаешь. Топикстартеру я бы порекомендовал определится со страной, чтобы начать с языка - сварщик, который хорошо варит, но не понимает что ему говорят и что написано в техкарте, вряд ли заинтересует серьезную организацию.1 балл
-
Здорова, мужики! Покажу свою мультиподставку) Дело было так, купил ленточную пилу для работ с профилем и трубой (в основном длиной 6 м.). Чтобы не держать руками железки пока пила пилит, да и рез ровный не получится, сделал по быстрому подставку из подручных средств. Модель получилась с первого раза самодостаточная, ничего переделывать не пришлось, только дополнять по мере необходимости (несколько штрихов в виде пары болтов). Теперь трубу почти не пилю, но подставка работает всегда. Когда тренируюсь тигом, то вешают на нее маску и держак, ведь она мобильна и регулируется по высоте, потому ставлю у стола, все под рукой получается. Этим винтом регулируется высота (резьба штатная, уже была) Также сверху регулируемая пластина, туда вставляется рессора, тяги когда запрессовать что надо. Это для наглядности на пресс положил трубу Иногда вешаю на подставку лампу, бывает в темное время суток если на улице с машиной надо позаниматься (летом). Рецепт такой - старый главный тормозной цилиндр от УАЗа, труба 26 (наверно дюйм), подставка от офисного стула. Работает приспособление уже лет семь)
1 балл
-
AL присадки и что чем варится . присадочные материаля для АЛ.pdf1 балл
-
Вил в магазине не стало, или хотят эксклюзив. В общем ищите рессору от Уаза или Москвича в гаражах и нарежете полосочек и форма уже под зубцы есть то есть радиус будет. Ну и сейчас тапками кидаться начнут , не варится и т.д. , для вил пойдет и не сломают . https://www.chipmaker.ru/topic/61818/ https://www.youtube.com/watch?v=5LY_rNMbIbE1 балл
-
1. Грубая чешуя, плохое шлакоотделение и повышенное разбрызгивание бывают и у рутиловых. 2. По поводу "ручками убрать шлак" на любых электродах не соглашусь, на нормальных рутиловых или рутил-целлюлозных этого точно делать не требуется. А вот повторный поджиг у ильменитовых точно отличается, и особенно это заметно если источник питания с небольшим холостым ходом, и токовый режим у них будет выше (на низах однозначно будут затыкаться).1 балл
-
1 балл
-
@BelaZZ,хоть в музей выставляй1 балл
-
Небольшое замечание. 1. И Стандарт, и ОК.46ESAB - это не рутиловые электроды, а рутил-целлюлозные. Поэтому сравнивать их, например с рутиловыми ОЗС-12 не совсем корректно, все-таки обмазка другая. Если не брать в расчет завод-производитель (кто изготовил), а сравнивать именно марки электродов, то ОЗС-12 процентов на 10 по любому выиграет у рутил-целлюлозных, по всем параметрам, включая пористость. 2. Если брать электроды в сельмаге, то надо смотреть кто производитель. Например, из тех, что на рынке, МР-3 процентов на 90 это не рутиловые, а ильменитовые, хоть и пишут на этикетках, что рутил. Ильменитовые от рутиловых можно легко отличить, например по повторному зажиганию "на холодную". Но в главном вы правы - заводы разные. И электроды рутиловые рутиловым рознь, что простят ESABу, то не простят ни Стандарту, ни другим менее известным заводам. Про одних скажут, "накосячили", а про других "такой хлам больше никогда не возьму"...1 балл
-
Дада, наверное))) Главное, что водка нормальная))) Ну и Cava, конечно! Как же завтракать без нее!
1 балл
-
улетел в -34, прилетел в +30
1 балл
-
Очередная работа...
1 балл
-
@Ganimed,... я б поставил временные стойки\подпорки , тем более когда монолитить будут -фиг знает как она поведет себя.1 балл
-
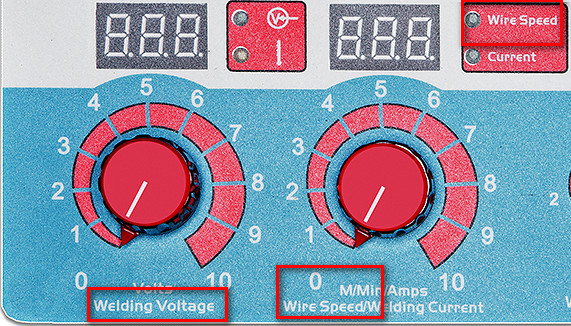
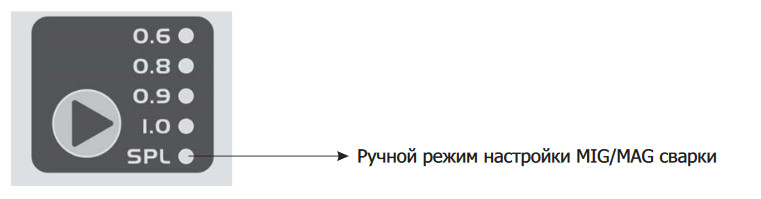
@Bug, вы вообще,о чем? я в глаза аппарат не видел, но взглянув в инструкцию
1 балл
-
Со стандартными фильтрами маска одевается внатяг , дискомфорт , как и в случае со сварочной маской 3М 9100 , т.е. , оба СИЗа фиксируются в одном положении , без какой-либо возможности корректировки , а оператор уже должен подстраиваться под эту исходную . Более компактный фильтр , думаю , может решить эту проблему . Надо пробовать , надо пробовать .1 балл
-
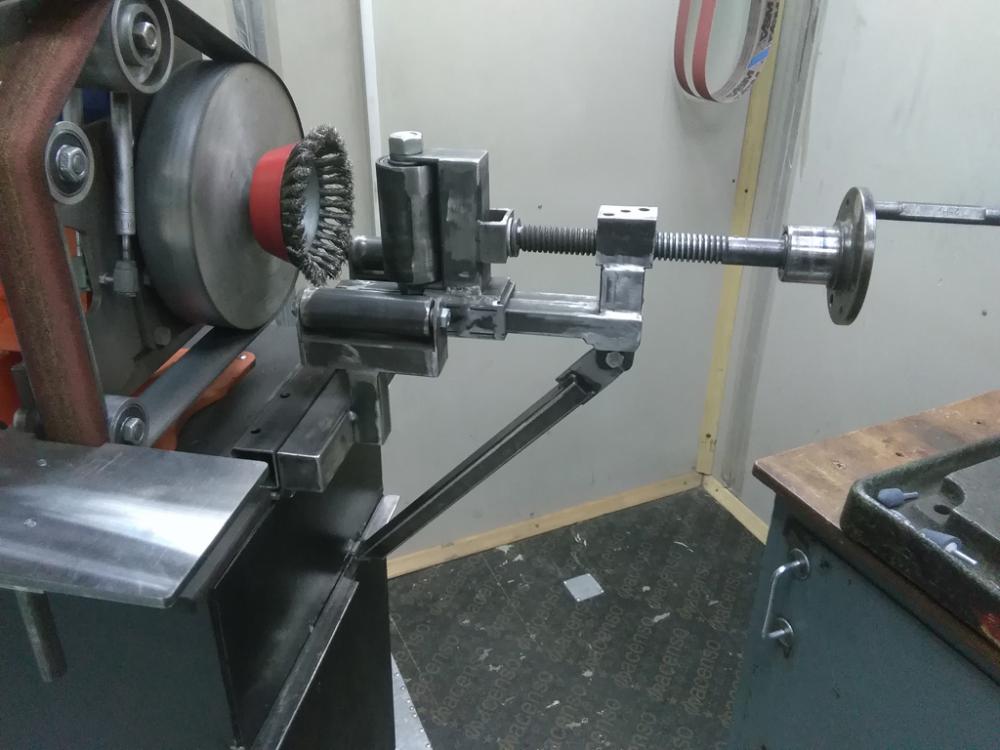
Нужно на прижимной ролик сделать защиту, которая будет перекрывать щётку, иначе глаз долой...1 балл
-
В январе этого года пришел гриндер от Рустама, модель ГР-3 с частотником. К нему можно болгарочные диски\щетки крепить. Родилась идея сделать зачистную приставку в нему. За основу взял ролики с ютуба, в том числе нашего Моргмэйла, за что ему огромное спасибо Приставка съемная, на петлях-капельках крепится к основе, складная. Все сделано с проф.трубы 25, 30 и 40, немного полосы 40х4 и листового 5мм. Ролики на подшпипниках.
1 балл
-
Еще время было прибамбасил светодиодный светильник во внутрь вытяжки, сейчас светит как надо и куда мне надо Засунул вовнутрь, включение сделал через тумблер
1 балл
-
Вчера снова под сварщика косил. Оторвало щеку барабана на лебедке, (там по механике был ещё ремонт. Говорю, давай щеку сразу сделаем, что на полумерах останавливаться). В общем клиент никак не хотел ещё за барабан платить, за ремонт, пока я не сказал, что никакой гарантии по мех работам не дам, если барабан поставлю в таком состоянии. Сначала рихтовал с помощью пресса, потом прихватки, потом ещё пресс, после как обварил уже и прессом и молотком. Фото своих швов делать не стал, в таком сообществе стыдно показать (остатки старого шва сильно мешали, а убрать их полностью не стал тратить время из-за жмотничества клиента). Но все 100% крепко).
1 балл
-
... вчера между делом , иногда бывает .
1 балл
-
всем привет! типа таких штук расходомер Вентури.docx
1 балл
-
Вот, конкурс очередной замутили,от нашего техникума-двое участников, студентов 3 курса специальности "Технология сварочного производства"-Игорь и Димон. Оба прошли, Игорь -первый, Димон-третий.Участники в буквальном смысле горели на работе... Судьи отборочного этапа-главный сварщик,инженер-технолог, и электрогазосварщик 6 разряда ведущих кировских предприятий. Пластины из 09Г2С, S=8мм, С17, вертикаль и горизонт, РДС,УОНИИ 13/55, тавр Т1, та же толщина, МИГ/МАГ, СО2,труба 114Х6, С17, комбинация РАДС+ РДС, Н45
1 балл
-
Питер-Вильнюс -Минск. За морем житье не худо, фошыстофф с факелами, геев с плетками и полицаев с палками не видел... В Вильнюсе жег лезгинку в рок-клубе по Металлику и Курта Кобейна... Две годные мышки меня наловили и ваще там хорошо двое суток еще в Минске зажигали По приезду домой узнал, что в Сочи лезгинку запретили... Ответственно заявляю: Минске и Вильнюсе лезгинка- это респект и уважуха!
1 балл
-
Начал Гроверса на нерже " гонять".Сперва подбор режимов на пластинах и в бой, главное не пережечь металл.Проплавление есть, ежей нет.
1 балл
-
казусы в основном с моторкой как не зачищай всеравно грязь лезит.толстый с подогревом приходится варить.
1 балл