Лидеры




Популярный контент
Показан контент с высокой репутацией 15.01.2018 во всех областях
-
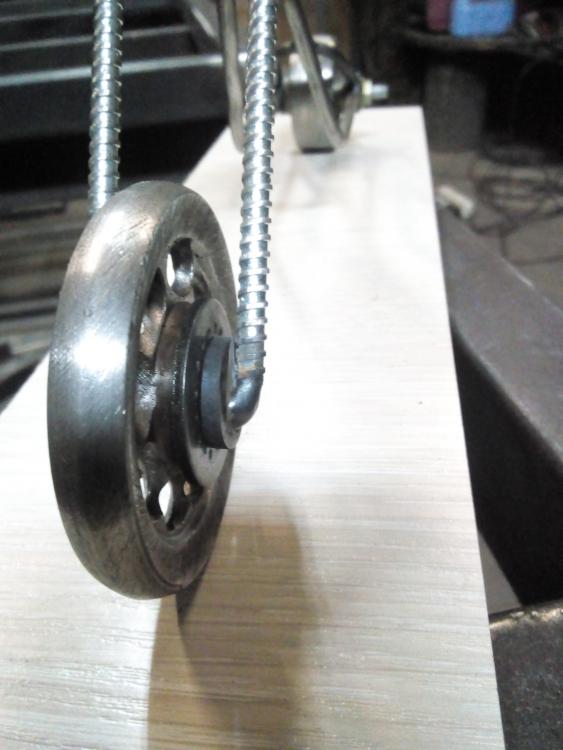
соорудил поддержку для рук. думаю теперь или трубу укоротить или доп. крепление для света/камеры сделать.
 9 баллов
9 баллов -
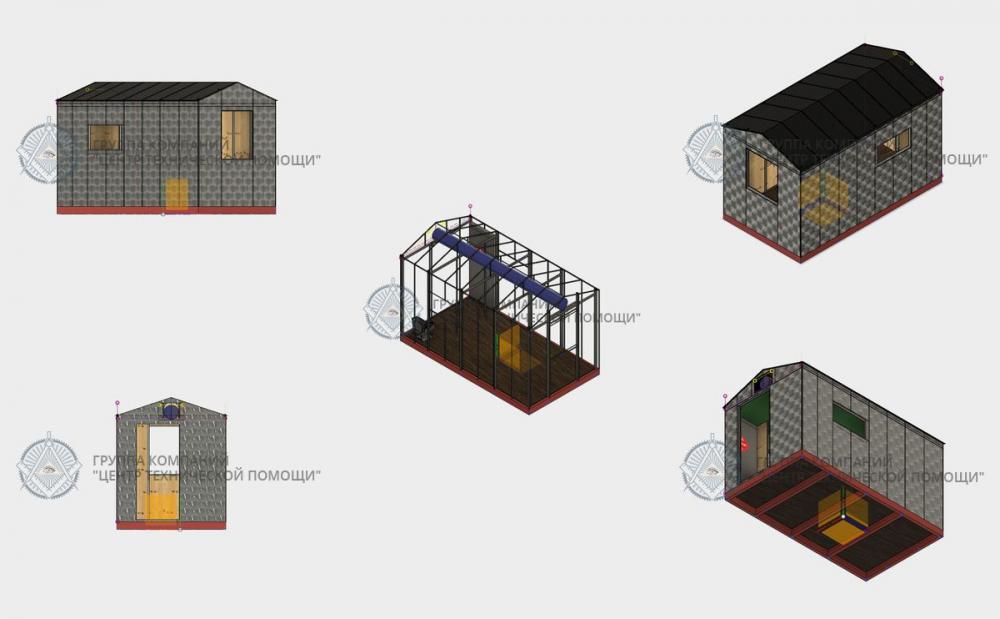
Освежим тему рассказом о наших текущих внутрицеховых мероприятиях Сейчас в работе: 1. Восстановление погрузчика Фурукава 2. Борта на кран-балку Камаз 3. Восстановление гидравлического листогиба 4. Строительство новых цехов Все это для наших внутренних нужд( да да, Камаз и погрузчик тоже наши, обрастаем техникой)) 1. Фурукава. Фронтальный погрузчик, скажем, средних размеров Достался в хорошем состоянии, но без силового агрегата. Сейчас ведутся работы по установке не родного дизеля в моторный отсек, предстоит подружить его с остальными механизмами погрузчика( в первую очередь с гидравликой и электрикой). Делается переходник для неродного двигателя Вот крышка как она к нам пришла А вот что с ней стало после нас Двигатель погрузчика с присоединенным к нему насосным агрегатом На некоторое время метель приостановила работы по нему 2. Камаз с кран-балкой. Машина на ходу, но некоторые детали требуют либо ремонта либо замены. Сейчас ему заменили вусмерть проржавевшие заводские борта на уникальные, полностью нашего изготовления. Борта пока что не ставили, лежат в цеху И не спрашивайте у меня почему такой цвет, хммм... необычный. Все вопросы к Константину))) Вот так это примерно будет выглядеть также для него проектируется жилой КУНГ 3. Гидравлический листогиб ИВ2144. Ждет своего часа. 4. Наши новые площади. Там будут стоять станки для больших деталей( к примеру, токарные ДИП-300 и ДИП-500)
8 баллов
-
@Anton VL, когда отрежешь, мало окажется... закон подлости=)6 баллов
-
6 баллов
-
@Schwert,5 баллов
-
Mуж забирает жену с девичника (анимашка) http://i3.imageban.ru/out/2018/01/06/b39c46e53e331434272d1337a66f58e6.gif5 баллов
-
@Anton VL, Надо ещё площадку сделать скользящую и фиксировалось также болтом в нужном наклоне, чтоб рука не на трубе была,да и комфортней руке будет.5 баллов
-
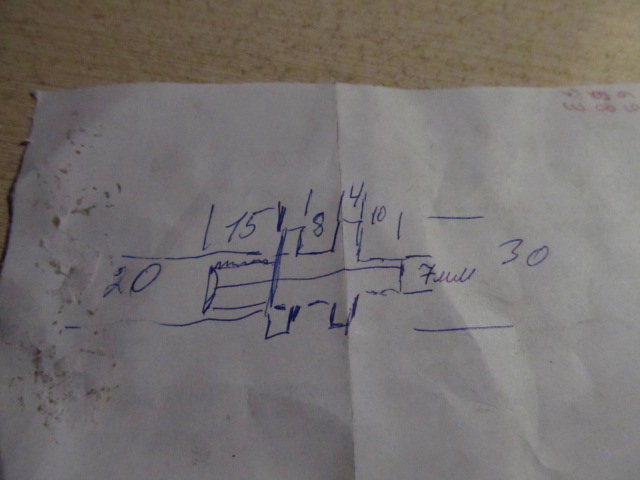
Доброго дня,чтобы снизить концентратор напряжения при сварке деталей имеющих разную толщину ,выполняют плавный переход5 баллов
-
@slakcy,нам не надо объяснять. Хотите вразумительный ответ - вразумительно сформулируйте вопрос. Если все обо всем то "Сварка в машиностроении" изд. Москва "Машиностроение" 1978г. в нем же немалый список литературы, на любую тему, которая потребует углубленного изучения.4 балла
-
@morgmail, пошел другим путём, открыл Авито, а там финка лежит за 3000р. Купил студент на практику, препод забраковал. Так не одеванную и продал. Эта пойдёт, в щель прицеливаюсь, чуть угол зрения поменял и варю. Почти хамелеон! И работа ей постоянно есть.
4 балла
-
Да без проблем. 4043 Поддон француза. Трещит по страшному. https://youtu.be/cNm9c5Jhea03 балла
-
электрики=)
3 балла
-
@sergo7119,При одинаковой толщине скоса не делают3 балла
-
Осмелюсь встрять в этот высокоинтеллектуальный разговор.1. Ротаметры, что на редукторах вешают - не измерительные приборы. Они индикаторы. Потому как не видел ни разу акт поверки этого ротаметра в метрологической службе. 2. Показания ротаметра зависят только от расхода среды и её физических параметров - давления и температуры , в основном. Ни атмосферное давление, ни прочие параметры на показания не влияют. Пока редуктор держит стабильно давление в ротаметре (при котором его градуировали), показания ротаметра верны. 3.В общепринятой схеме включения Редуктор - стабилизатор давления в ротаметре. Ротаметр - показывает расход, вентиль после ротаметра - регулирует расход. Иных назначений у вышеописанных элементов нет. КУ!3 балла
-
@slakcy, А за чем вам книга и вы уже здесь в "живой книге" с вопросами и ответами. Какая вас сварка интересует , полуатоматическая - MIG-MAG , аргонодуговая - TIG, покрытым электродом - ММА. Ищите темы и читайте и вот вам про ТИГ и в книгах такого обширного обзора не найдете . http://websvarka.ru/talk/topic/5013-faq-po-tig/3 балла
-
По мне так 1-1.5кр. Вчера за поддон французкий взял 2кр, зря заранее озвучил сумму. Трещит страшно. Двойная, тройная работа получается. ПыСы: моя работа ближняя по фото. Заглаженное не моё!
3 балла
-
Впервые столкнулся с присадками в системе охлаждения - дрянь редкостная, противно даже мыть было, хотя смылась довольно быстро. Вскрывал и глушил трубки. А дальше бытовуха - пока @chdv1971 восстанавливает шнеки, я восстанавливаю целостность корпуса Удивительно почему сломалась то? Вот моя чугунная за 20 лет даже не погнулась Варилось на удивление довольно легко. А здесь подшипник решил зайти в гости к шестеренкам. Стучал хорошо, но не пустили. Доломал уже сам. Зачистка ушм, так как пшм пока в ремонте (почти месяц везут подшипник) Сварка с одной стороны, со второй прошелся горелкой для выравнивания. Интересно сколько за такую работу берут на просторах? Размер дефекта - спичечный коробок. Корпус привезли вымытым начисто.3 балла
-
Небольшая подборка.3 балла
-
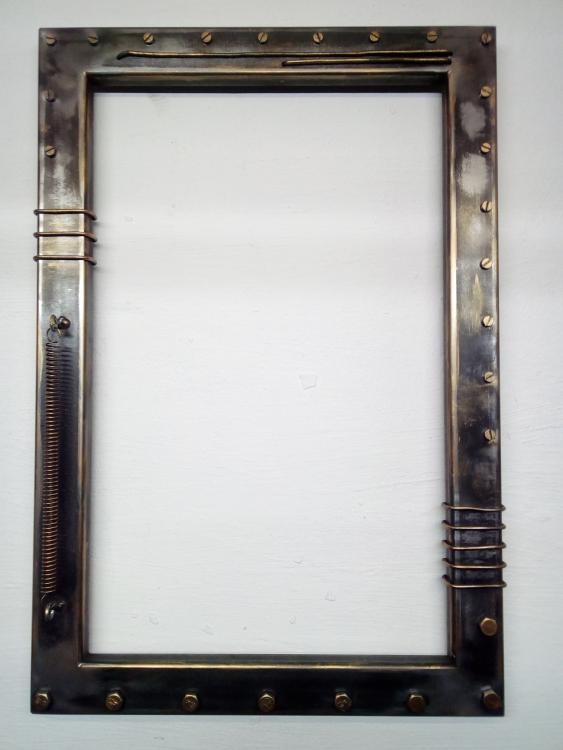
Импровизация в духе стимпанк: )) Ещё раз спасибо Гарику62; это он заразил этой идеей! ))
2 балла
-
Не стОит этого делать. Либо одним, либо другим. АД31 по большому счету и тем и другим нормально сваривается, хотя 4043 ему родней. АМГ-2 это такой не до АМГ магния в нем мало, ему тоже 4043 вполне подходит.2 балла
-
Торсионы подъёма кабины у КАМАЗ . грузовые разборки. Расточить твердосплавом без отпуска не получится.только резцом из кубического нитрида бора или современной керамикой.Переход с диаметра на диаметр делать галтель. СЛОМАТЬ НЕ РЕАЛЬНО.2 балла
-
@LenchikVrn,Запросто, ER4043, он же Св. АК5, он же AL Si 5 Это не для "профи" вопрос, это базовые знания для сварки алюминиевых сплавов2 балла
-
Есть у меня видео на ютюбе про сварку латуни. Может год назад снимал. Как раз тот несчастный тройник заварил(фотки здесь были). Ну на радостях поделился, что удалось c помощью CUSI3 это сделать. И всё никак не мог понять чем же это видео не нравится зрителям. Думал может голос и манера подачи не нравится. Может затягиваю. И самое интересное, что просмотров относительно много. Но дизлайков значительно больше . Такого ни с одним видео не было. И тут до меня сегодня дошло наконец в чём дело. Задали сегодня в комментах вопрос: Где собственно сварка-то? Набрал в поиске ютюба "сварка латуни" и мой видос всегда в первой строке. . Люди хотят увидеть процесс(во как актуальна проблема), а я трясу этим тройником и рассказываю про хлопья цинка и фиолетовую дугу. И вот думаю: Ну увидели бы процесс сварки, ну и дальше что.2 балла
-
Жаль не знал, то есть ещё и краги (у меня такие есть, нравятся), заказал бы вместе со щётками). (Щётки получил, спасибо)2 балла
-
@VVB,Какой ты настырный
2 балла
-
Добрый день! Минимальная продажа сварочной магниевой проволоки диаметром 4мм. -1 бухта (10 метров). Стоит 1000р/бухта. Подробности отправки в личке.2 балла
-
Думаю многим будет интересна оснастка, прибамбасинг и все что с этим связано. Все ремонтники зачастую сталкиваются с нестандартными задачами, под которые необходимо изготавливать специальные приспособы для крепления, выставления, фиксации и подобного. Можно сделать так: взять например пост полуавтоматчкика или аргонщика и сделать полный обзор его приспособ и рабочего места. Уверен, что у каждого есть свои нестандартные решения, которые позволяют улучшить условия работы. Ну а если будет с примерами работ-то вообще супер!2 балла
-
Я думаю лучше всего запаять CuSi2 балла
-
Понимаете,Андрей, я тоже так по началу думал. Даже разовые работы(а потом они переходят в разряд постоянных если к этому набору приобрести в последствии кримпер резиновые рукава ершики и начать ремонт трубопроводов так как новый очень дорого а порой и найти не реально если авто старое ) Этот набор жизненно необходим. Да и вообще варить трубку кондера это 50/50. Если рукав резиновые далеко то все нормально а если рядом? нагрел трубу в месте контакта до 200 градусов и попал на замену резинового рукава за свой счет. Да и имея в руках инструмент как то работать приятнее..2 балла
-
@lbvf, Это смотря что алюминиевое вы варить собираетесь. Для ремонтных работ только TiG. Ни какой п/а тут даже не обсуждается. По выбору модели сундука читайте эту тему.2 балла
-
есть устройства подачи проволоки для тиг. только оно стоит дороже "тига ас/дс с крутилками" https://www.arc-zone.com/cold-wire-feed-machine-pro-ii-tig?zenid=er7f3f72ucmshmljusq8cump6o88p8ic2 балла
-
@lbvf, Полуавтомат который Действительно варит Алюминий, стоит дороже Аргонового АС/DC. Аргонник не замена полуавтомату, как и полуавтомат аргоннику. Приоритет на Алюминий = Аргонник. Приоритет на кузовщину-профтруба, аля забор = Полуавтомат. Это ИМХО для хоббийных целей. А так-то в хозяйстве пригодятся оба, ещё и ручнику место найдётся2 балла
-
А ещё лучше лазером. Способ распостранён на автозаводах. Покупайте и вперёд! Только сначала попробуйте подготовить ремонтную вставку без зазоров по периметру, встык, и прикиньте трудозатраты)2 балла
-
Ремонт контура охлаждения сталеплавильной печи(медь).
2 балла
-
ну вот отработал первый день,вернее первую ночь На улице минус 25 гр и ветер который так и норовит залезть под телогрейку .
2 балла
-
Монтажки ст 35 ХГСА твердость после термообработки 37 НRC..торсионы. Называются - попробуй сломай
2 балла
-
Когда я не механик, тогда я сварщик). Прошедшую неделю бокс озаряла дуга и вместо музыки звуки болгарки Площадка для лебедки, с встроенными буксировочными проушинами и площадками для подъёма морды машины домкратом (хай джек)
2 балла
-
Но и еще раз но , кузов да еще снизу и там все замажется да и многое точками варят . Впрочем от гниения это не спасет и даже быстрее нерж вваренная отгниет от кузова и не какая "замазка" не поможет ,это я знаю точно . Ну и изделия типа баков или еще чего и поверьте , покупатель или заказчик нос отвернет от швов ПА и вряд ли купит. Сейчас всем надо чтобы красиво как в магазине , но там бывает красиво но качество плохое и по сему кто знает идет к частнику который и марку нерж посоветует и сварит красиво и надежно и на том и держимся. Вот пример аппарат достаточно дорогой и многое может но швы на нерж не очень и у него и представьте простенький за средние деньги. И представьте например нерж яшик или бак 2мм и наружный шов и каков он будет после ПА , ну а про 1мм и не буду говорить и чистить его придется долго и нудно, с ТИГ можно вообще без зачистки сделать.2 балла
-
Валерий, я тогда с вами тоже общался по этому вопросу, и тоже пробовал ал провод. Но все же склоняюсь к тому что было напряжение (внутренняя трещина, деформация ). Просто когда лопнул до определённого состояния, все стало на свои места.1 балл
-
http://aluminium-guide.ru/chem-svarivat-alyuminievyj-splav-6061-t6/ Вадим , я тебе помнишь говорил что можно хорошим свежим проводом и он (шов ) вязок и пластичен и при остывании растянется и не даст трещин да и поддон рвать не будет . Но конечно лучше иметь присадку 1070 или 1450 выше выкладывал, ну и сапожник без сапог у меня ее тоже нема . http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=3179031 балл
-
@Schwert,...работу одобрямс , а что с гайками ?1 балл
-
Механик,есть такой ГОСТ 13045-81..,а то это напоминает известный диалог : -Суслика видишь ? -Нет,не вижу - А он есть..1 балл
-
Если принять что Ротаметр всеволишь вторичный прибор для определения обьёмного расхода в единицу времени , то нет разницы где он стоит. Если труба не дырявая то сколько в трубу втекает столько и вытекает,1 балл
-
После праздников нарисовалась командировка на соседний завод ,сварки море вот ребятам нашим надо помочь.Сегодня сходил посмотрел ,работы хватит до лета.Вот сам обьект вот что должно получиться Подробнее потом обязательно покажу!!!
1 балл
-
Ну а я, ну а я. Варил термопары от газовых ещё наверное советских колонок. Проблема как говорят в наших краях актуальна. Якобы новых подобных термопар в продаже нет. А без них и колонке конец и надо ставить новую. Газовики очень внимательно смотрят, чтобы защита работала. Пару лет назад варил такую термопару и там развалился стык разнородных металлов(гальванопара). Аккуратно нахлабучил на стык каплю меднофосфорного припоя и всё благополучно работает по сей день. С новой работой другая проблема. Оторвана одна ножка из гальванопары от медной трубки. Припаяно каким-то припоем. В процессе сварки обнаружилось, что в составе цинк. Начинал на медной трубке и через присадку перебирался на ножку гальванопары. Иногда вспыхивало фиолетовым и белый налёт. Но заварил наверное навечно. Можно было вырезать припой, но скорее всего развалил бы всё. Лучшее враг хорошего. Ну и очередной стул из отходов делаю. Крестовину подарили. Наварил гаек и накрутил болтов для ножек. На пиле выравнял куски профиля и сварил в стык(типа всё остатки в дело). Дальше механизм поворотный, кусок фанеры, поролон, кусок дермантина и немного скобок .1 балл
-
Снегири.1 балл
-
чуба С Днём Рождения!1 балл
-
И снова загорелся идеей модели байка )
1 балл
-
Подготовка к покраске и мой способ закрепления баллонов так решил закрепить баллоны, использованы петли Ну и потайной ящичек Выдвигаем Открываем Разворачиваем Оказалось очень удобно в работе такое использование. Места не занимает в отличии, если бы лежал на полке или столе, и всегда под рукой.
1 балл
-
Ну я ими пользуюсь как тот синоптик с кучей аппаратуры и тремя лягушками в банке из анекдота: выставляю поток аргона по шкале, потом направляю горелку на щёку и корректирую как надо.1 балл