Лидеры




Популярный контент
Показан контент с высокой репутацией 18.03.2017 во всех областях
-
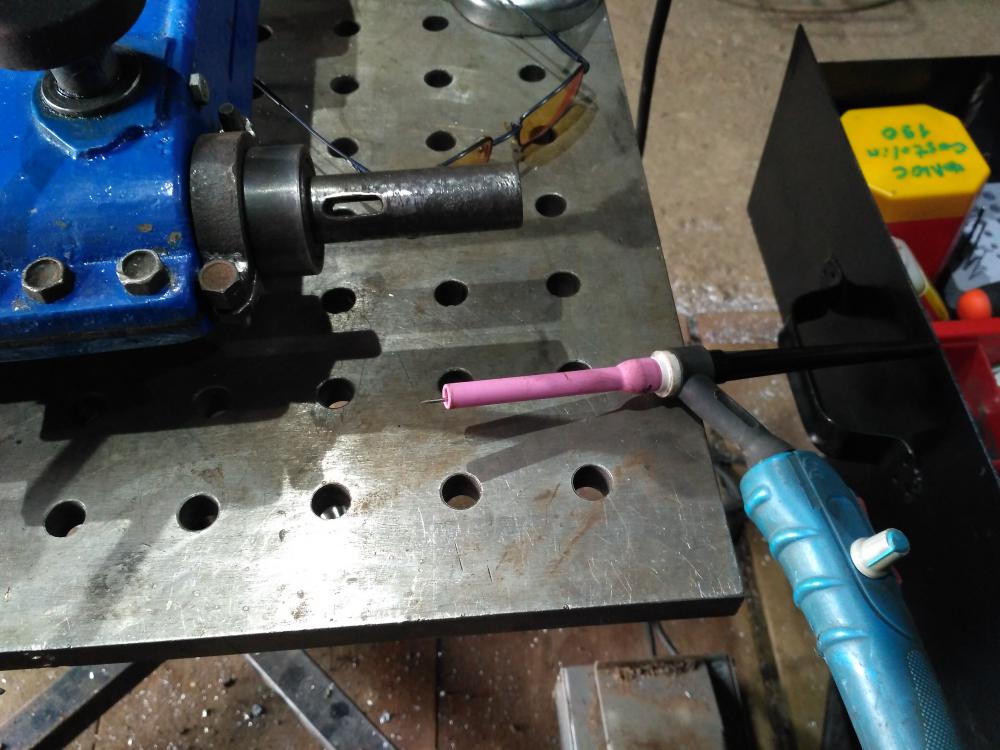
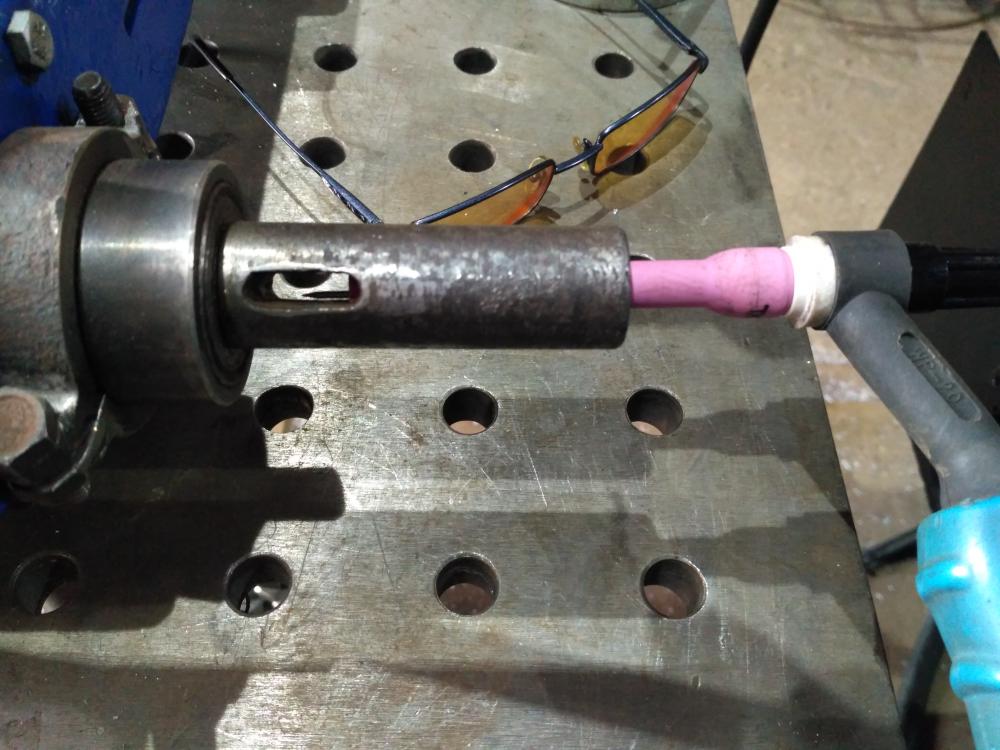
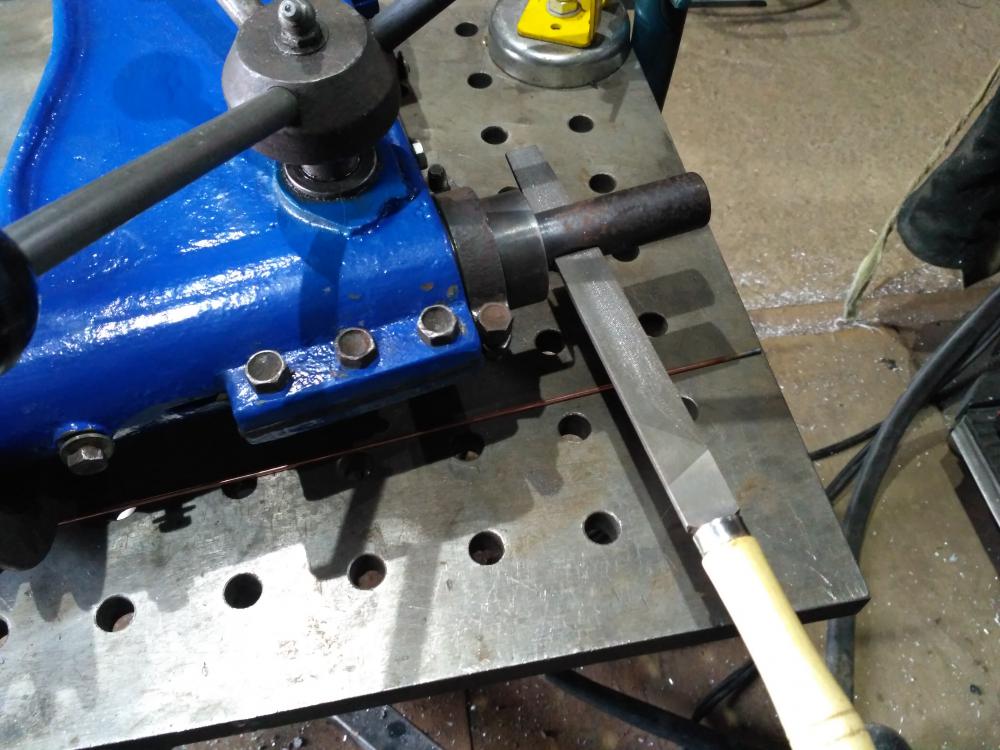
Возникла неожиданная проблема в шпинделе с конусом морзе 1, а именно, проворачивался хвост конуса в седле. Что возмешь, поношенный шпиндель. Посоветовали развертку КМ1. Решил подварить бороздки. Пришлось брать самое длинное сопло для горелки. И о чудо, получилось. Радости полные штаны. Вот как это было. :-)
 13 баллов
13 баллов -
Не много не так, будут судить о времени работы ковша или другого изделия. Вчера поменяли адаптеры на ковше, который ремонтировали 2! года назад. Надо ухудшать качество, иначе останемся без работы. -)))
12 баллов
-
@ВлаДон,Благодарю за проделанную работу . Я тоже сегодня полистал страниц в поиске , но ... И на компах перерыл кучу . Эта конструкция из первых - несколько неудобная и громоздкая . Сейчас у меня немного другая - принцип тот же , но более сподручная . В понедельник сделаю снимки ( хотя во многих буднях она мелькает во всех ракурсах , будет лучше отдельно запечатлеть ) "Гусь" , оказывается не просто гусь , он сцуко - МФУ Сверловка каждого узла со всеми сопутствующими операциями , крайне муторно по процессу и затратно по времени . А что если ...? А почему бы и нет ?! Гуся в тиски , деталь в гуся , рукой доп.фиксация ( трепетно было , но всё без намёка на эксцесс ) противоположного края узла и пошёл процесс . Заняло это минимум времени и нервов Мелочёвка - это четверговская разминка , а это - на раскачку в понедельник
12 баллов
-
Отлили кучу форм.Опять не в размер.Две формы порезали на 3 части,что бы укоротить.Одну заварил.Внутренний шов не успел сфоткать.Шлифовщики заровняли.На фото видно шов по разнице цвета.Вторую заварю в понедельник. Две формы с порами и песком.Фото не покажу,там всё мерзко. На одну вваривал заплатку.Не пролив был. Ещё наплавлял углубление.На фото только одна сторона.А так наплавлял весь периметр,метра 4 и бортик ещё.Что то не реальное.Электрод выдвигал на пару сантиметров.Аппарат на 250 ампер.Долго ,дооолго грел.Думал будет много не проплавлений.Сегодня сфрезеровали,всё отлично. Ну и чуть переделал самогонный аппарат и заизолировал.Сварил скуб.
11 баллов
-
下面是这样的一天,我竟然是 Тфу, то есть вот такой вот выдался будень в субботу. Как порядочный китаец, я слизывал узел сельхозмашины:
9 баллов
-
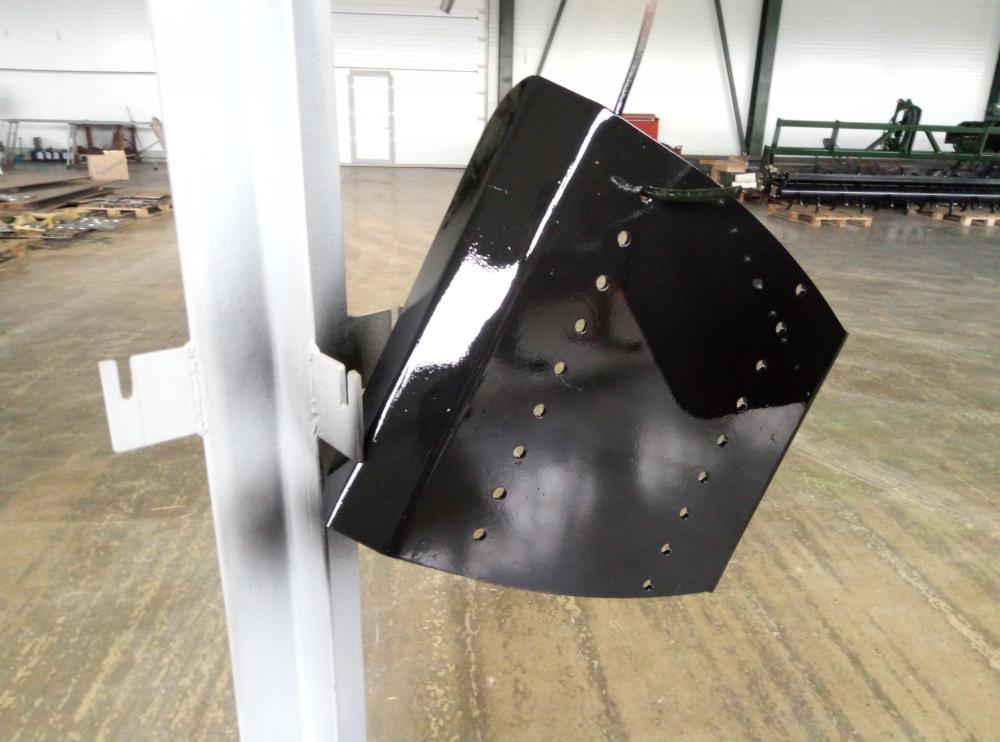
Ну а дальше вышлифовывание болгарками. На фото не удаётся поймать нормальный блик, и всё выглядит криво, поэтому пофоткал уже крашенные изделия. Всего их четыре штуки -- две на заказ сделаны, и две на пробную продажу. Если пойдут то... будем их в Италии заказывать готовые пока не будет своего пресса. А вот так мучиться больше не надо. Однако эксперимент показал что геометрию сохранить таким образом можно: В принципе всё, можете пинать.
9 баллов
-
Саша, сегодня варил проволокой 1.0мм сплошной, спалил 2 катухи по 5 кг . Ей только корень и первое-второе заполнение. Дальше - порошок.
7 баллов
-
Пардон , что влез немного не по теме . Аппарат немного не той категории , что обсуждается . Без синергетики и прочего , правда 3-х фазный . Однофамилец . Проволока ф 1,2мм , смесь
7 баллов
-
@Сварик,На крышку, поставьте зеркало(из полированной нержавейки)на шарнире. Смотреть на искру только через зеркало(45гр.) При маловероятном стечении обстоятельств, осколки стекла не полетят в глаза, отбросив зеркало, последуют по траектории, не направленные в оператора вашего девайса. На индикаторе, как раз стоит такое зеркало.
6 баллов
-
Коллеги, поварил в различных режимах, начал с режима для стали 2 мм. из инструкции к аппарату - V=14,1В; Скорость-3,3, индуктивность 0. https://youtu.be/gkCRbKgT9kM6 баллов
-
Далее. Растачиваем разделку кромок, ибо проварить нам надо на всю глубину: Растачиваем практически насквозь, и потом ещё и пропиливаем отрезным диском для получения зазора: как видите и притупление тоже получилось. @медведь69, закончу -- сообщу. А пока скрою твоё сообщение. Извините, фотки грузятся долго. Теперь намертво крепим изделие к столу, и прихватываем к ней железки, которые будут удерживать его от деформаций. То есть с внутренней стороны его держат шаблоны на которых собрана форма изделия, а с внешней просто прямые рёбра. Шаблоны вдоль, рёбра поперёк. Как видите в качестве рёбер жёсткости использовал всё что нашёл из обрезков. Это 15 мм толщиной лист s355: Ну а теперь корень. Варим в разбежку, проволока св09г2с 0.8 мм. Ток не знаю, вольтаж около 16.5 - 17 вольт, углекислота. Постоянно даю изделию остыть -- страшновато -- а вдруг скрутит в пропеллер, абидна будит. А теперь, перед заполнением, я как обычно прохожу отрезным диском по краю шва. Таким образом всё по бокам выравнивается и вычищается. Получается вот такая картинка, после которой надо только посбивать болгаркой бугры на шве, чтоб они вам не испортили форму следующего прохода, и пройтись щёткой:
5 баллов
-
4 балла
-
4 балла
-
@BelaZZ,http://websvarka.ru/talk/topic/5802-tcepnaia-strubtcina/ Оказывается в проектах. Пришлось перелопатить около 25 страниц ваших сообщений4 балла
-
@greisman, эй Чпециалист, проводами тебя и задушат. Я бы даже помог. Стыдно, срамота. Одно радует, после вас деятелей, улыбаясь в лицо клиенту три цены называю. И все рады!4 балла
-
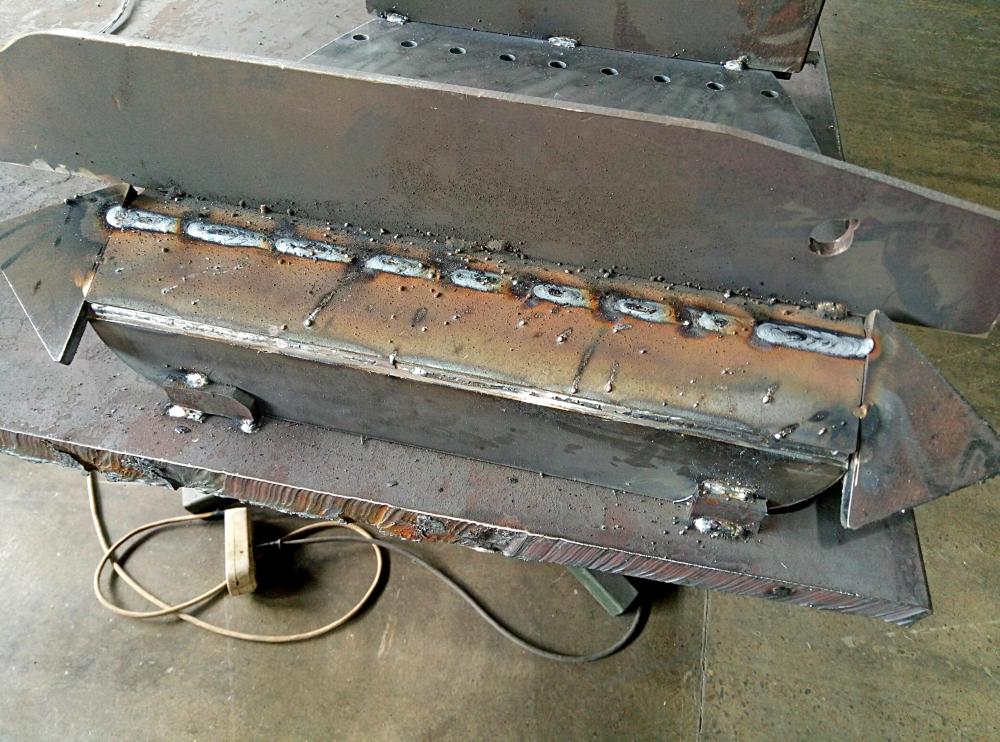
Теперь начинается самое страшное -- заполнение. Дело в том, что заполнить надо износоустойчивой наплавкой. Это порошковая проволока Tubrodur 60 G M. Зараза такая даёт нормальное сплавление только на длинной дуге, а значит тепла мы вольём в изделие просто очень много. Слава Selco, что у их аппарата есть возможность просто регулировать длину дуги. как бы я извращался на простом полуавтомате понятия не имею. Вот такой вот ужас получается: После щётки: Металл очень жидкий, дуга длинющая, поэтому ни о каком горизонтале даже речи быть не может -- только нижнее положение. Поэтому изделие приходится отрезать от стола и задирать один край на ножки. Ножки тоже к столу намертво прихвачены, а изделие, разумеется прихвачено к ножкам -- страшно потомушто. Оно всё потрескивает, прихватки регулярно рвёт. Шаблоны, которые внутри, просто вывалились когда отрезал изделие от стола, но вроде видимых изменений формы нет, и шаблоны встали на место:
4 балла
-
Пришлось сегодня другим аппаратом и проволокой сплошной варить.1.0мм. Ковш еще подкозлил, надо заменить крайние адаптеры, а они с подвохом. Родные, Хитачи, имеют полный корпус, а на замену привезли совсем другие. Режущая пластина короче и никак новый адаптер не встает. Пришлось режущую удлинять, та еще задача. Короче, все на фото. Сварка сверху - вниз.
4 балла
-
Имитируем сгиб, ибо согнуть десятку s700 на длину в 400 мм нам не под силу -- просто не чем. Итак нам надо получить вот такую чёрную железяку. Слева оригинал, справа заготовки из которых мы будем её лепить. Заготовки нам нарезала плазма с ЧПУ. Она очень умная, и мы попросили ещё вырезать нам линию сгиба из толстого листа, на которой мы будем собирать заготовки. Для неё это раз плюнуть, а для нас гарантия качества, повторяемости, и сохранения всей геометрии. То есть мы себе вырезали шаблоны на которых будет собираться железка. Они же будут удерживать её от деформаций в процессе сварки:
3 балла
-
Мне довелось принимать участие в подобных процессах - и адаптеры менять-наращивать , и ковши от экскаваторов варить-переделывать . Электродов сгорает - по колено в огарках стоишь и диаметры 5-6мм . С ПА это хоть и трудоёмко , но значительно быстрее и менее затратно , что по силам , что финансово , что по срокам .3 балла
-
Интонацию передать сложновато. Я понимаю что порошок есть, его надо пользовать, и пытаюсь поставить себя на твоё место. Вот и спрашиваю. Есть такая аксиома -- хочешь красивый второй проход -- выровняй первый. Не обязательно болгарить весь шов -- просто счистить всё что выступает. Заодно и шлак убрать. У тебя там не везде болгаркой залезешь, но там где можно это надо делать. О тебе потом судить будут по красоте швов. Вертикалы сплошной проволокой у меня вот такие были в учебном центре: http://s017.radikal.ru/i443/1605/79/3b79b92c39ba.jpg Как раз по ширине тебе подходят (там больше сантиметра). Делается это элементарно: Жарим правую кромку, потом жарим левую, потом правую, потом снова левую. Переход быстрый и по прямой не задевая середины. На фото видно разделку и шов который на ней получился с первого же прохода.3 балла
-
У меня первый аппарат Митеч 315р,что я только неизобретал,свеже заточеный электрод поджиг отличный,на второй или третий раз,нет поджига пока не прикоснёшся соплом.Постепенно привык постоянно касаться соплом перед поджигом .Сейчас гроверсы лупят на два сантиметра от детали,значит разная схемма осциляторов.3 балла
-
@Алексей34,ВЧ осциллятор будет (лупить) в любую железяку, хоть в сырой бетонный пол, его главная задача (создать проводящий канал), по простому поджечь дугу (и по барабану один или сто ампер накручено на аппарате).3 балла
-
3 балла
-
Простите если не так. Только проснулся . А тут http://s008.radikal.ru/i304/1703/8e/66dcb3c6bd16.jpg http://websvarka.ru/talk/topic/490-uluchshenie-podzhiga-i-stabilnosti-dugi-pri-tig-s/?hl=%20%D0%BF%D0%BB%D0%BE%D1%85%D0%BE%D0%B9%20%20%D0%BF%D0%BE%D0%B4%D0%B6%D0%B8%D0%B33 балла
-
Нашел технологию создания покрытия зеркального шара. Респект автору https://www.youtube.com/watch?v=_9PpgzpsFgk3 балла
-
@ЛехаКолыма,Можно , конечно . Где то на форуме выкладывал за него . Если не найду , то сделаю .3 балла
-
@greisman, 1. сварочный шов должен быть максимально близок по хим. составу и физическим свойствам к основному металлу (в любом учебнике написано). 2. у сплавов АК и АМг есть свои преимущества перед чистым алюминием. на досуге почитайте зачем алюминий легируют3 балла
-
Кстати листать можно, фото несколько https://www.instagram.com/p/BRvVxJJjDZZ3 балла
-
Все правильно, по скорости в 4-5 раз, по экономии денег на сварочный материал в 2 раза. И главное - приобретен для этого дела супер-пупер аппарат!!
2 балла
-
Да. Варился сверху вниз. Зазор 4 мм притупление кажись меньше. Это просто препод показал мне что корень у меня уже получается, а вот над вертикалом надо ещё работать.2 балла
-
Рискую заработать тысячу минусов, но рассказать все равно хочется. Я этим вопросом был озадачен около месяца. Самое простое мне решение конечно было купить переходник W21,8 - G3/4 на баллон и отдать на заправку, но вся проблема была в том, что заправить нестандартный баллон они могут только в тот день, когда готовят и разливают смесь. А подгадать в какой это день не совсем легко. В общем, решил я заправить баллон 10 л. из 40 литрового самостоятельно. Знакомые ребяда-кондёрщики подогнали по блату Трубку перекачивающую ROTHENBERGER для кислорода, 200 бар, Германия. Вот с неё-то и начался мои сомнения и мандраж. Что-то подозрительно тоненькой она мне показалась. А вдруг, порвёт?! Спросил у ребят с заправки. Те почесали репу и сказали, что в принципе да, возможно. Но так, как на дворе стоял мороз, и углекислота могла собраться внизу ёмкости, рекомендовали перед заправкой баллон-донор в горизонтальном положении покатать туда-сюда минут 15-20, что бы, значит, кислота перемешалась. Далее всё как при перекачке аргона: Баллон донор в вертикальном положении, реципиент находится ниже. Вентиля у обоих закрыты. Далее немного открыл донор и чуть открутил накидную гайку G3/4 у заправляемого баллона, таким образом продул заправочную трубку от постороннего воздуха, для чистоты заправки. Донор закрыл, накидную гайку у 10 л. баллона до конца затянул. После этого открыл вентиль баллона-реципиента (10л.) и потихоньку, не до конца, вентиль баллона-донора (40л.). Звук газа потихоньку стих, всего выждал минут 7-10, после чего сначала закрыл донор, потом баллон-реципиент. Заправочную трубку откручивал с одного конца, потихоньку стравливая газ.
2 балла
-
Как в кино, -Гульчатай, открой личико... Фото аппарата можно увидеть?2 балла
-
@Владимир1111, Цинк обгорел и белые пятна и в обще его лучше не сваривать, оч вредно для здоровья, хорошо нужно счищать его перед сваркой.2 балла
-
HF поджиг - это иногда напоминает магию. Видели многие, а объяснить никто не может. Разность потенциалов руки сварщика и стола, влажность, разность потенциалов корпуса аппарата и стола, статическое электричество, контур массы сварочного стола. Есть над чем подумать. Даже скорость потока аргона. Поставил новый баллон. Не могу поджечь дугу. Уменьшил поток регулятором по щеке. Начало нормально зажигать. Магия.2 балла
-
Мужики, извините, я о таких магических моментах не знал....... Начал 6 лет назад.. сменил кабинет на жизнь.2 балла
-
Павел, да не как электричество не действует. Скорее время и старость главные критерии . Грешен и я и многое электропроводами варил , и иногда все присадки трещат а провод держит и не только держит но и работает так как не разу на переварку не приезжали. А вот прежде чем варить проводом, его надобно попробовать на "вкус" то есть по изгибать , по скручивать по оси и еще по изгибать тем самым проверив его пластичность. http://aluminium-guide.ru/alyuminievaya-provodka/2 балла
-
Саня , а за что пинать все сделал и это главное. Но вот два вопроса у меня есть . Первый , почему для корня Со2 а не смесь и в ней было бы гораздо лучше. Второй , зачем заполнение износостойкой проволокой , я так понимаю что итальянская деталь штампована и износостойкого шва не имеет. Вообще , что это есть и для чего.2 балла
-
Просто если новичёк не хочет слушать форумчан а пришёл сюда чтобы убеждать в правильности своих методов то зачем вообще задавать здесь вопросы, агитация в пользу проводов тут не проходит2 балла
-
MAGия металла.Вот натворил чуток. НЛО-"Шелезяка"(Растительности нет,людей нет,населена роботами-светильник).И работа из серии боевое железо настольная лампа. MAGия металла.Вот натворил чуток. НЛО-"Шелезяка"(Растительности нет,людей нет,населена роботами-светильник).И работа из серии боевое железо настольная лампа.
2 балла
-
2 балла
-
Обрезают так. Выкручивается наконечник. Канал вставляют в горелку (он будет примерно на 40см выступать) Отмечается маркером по край держателя наконечника. Выкручивается держатель и отрезается на 5мм короче отметки. Вкручивается держатели и наконечник. Наконечник должен на последних витках упираться в канал.2 балла
-
Поработав с щитками и очками, для себя выбрал такой вариант: http://sturmtools.ru/upload/iblock/327/3273e39175621a2d640d6034234c65a1.jpg Это полноценные очки с пристёгивающимся щитком- защита глаз- изумительная, как, впрочем, у очков, и лицо защищают не хуже щитка- идеальный вариант для болгарки и щётки на свежем воздухе. Конкретно эти- Sturm! 8050-05-04, есть аналоги, в т.ч. от 3М...2 балла
-
Влепил бы Вам минус, если можно было бы! После таких "мастеров" переваривать замучаешься, трещину заваришь, а она через 1 см еще проявляется. Раз Вы столько лет работаете, хотя бы прочтите применяемость сварочных материалов и хим.состав!!! Ваш отжиг не поменяет кардинально хим.состав ал.провода!!! Проводами варить можно шины электротехнические, но никак не радиаторы, про диски вообще молчу. Будьте добры скачайте каталог применяемости свар. материалов Эсаб или другую литературу по этой теме, не будьте невеждой.2 балла
-
немного косячков добавлю (хотя придирки больше). - отсутствует маркировка на цангах и прочей расходке. особенно на цангах напрягает. - текст на наклейке на корпусе за пару часов эксплуатации стёрся (а она вроде как для гарантии нужна). - не совсем удачно реализован соединитель на газ/ток. он хоть и вращается отдельно от шланга, но полностью. на кемппи удобнее реализовано, там только гайка крутится. ну и вес немного напрягает. но это не косяк, а конструкционная особенность2 балла
-
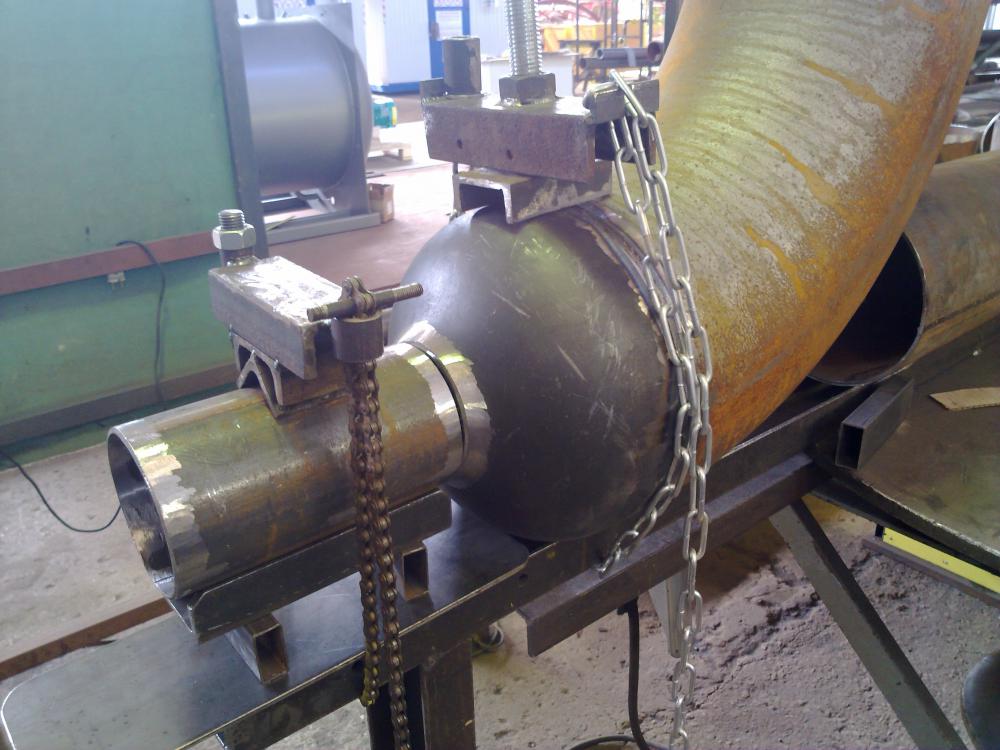
Следуя совету @Sakhalin_Cat, и учитывая пожелания @DED 1, из обрезков - огрызков собрал демо-версию из велосипедной (?) цепи. Есть цепь мощнее , но она коротка , позже займусь поиском , потому как эта и хлипковата ( хотя усилие держит зачётно ) и в сечении мала ( при затяжке в самом начале есть подвиг на кручение , но до этого не доходит ) .При затягивании деталь от плоскости если и уводит , то незначительно ( я думал будет существеннее ) . Собрана на прихватках , дабы проверить работоспособность , но так весь день и оттрудилась . Вторую струбцину тоже слегка доработал - так в паре и пахали .
2 балла