Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2016 во всех областях
-
12 баллов
-
Вот крылечко закончил сегодня.
 10 баллов
10 баллов -
http://s00.yaplakal.com/pics/pics_preview/3/3/0/7767033.jpg10 баллов
-
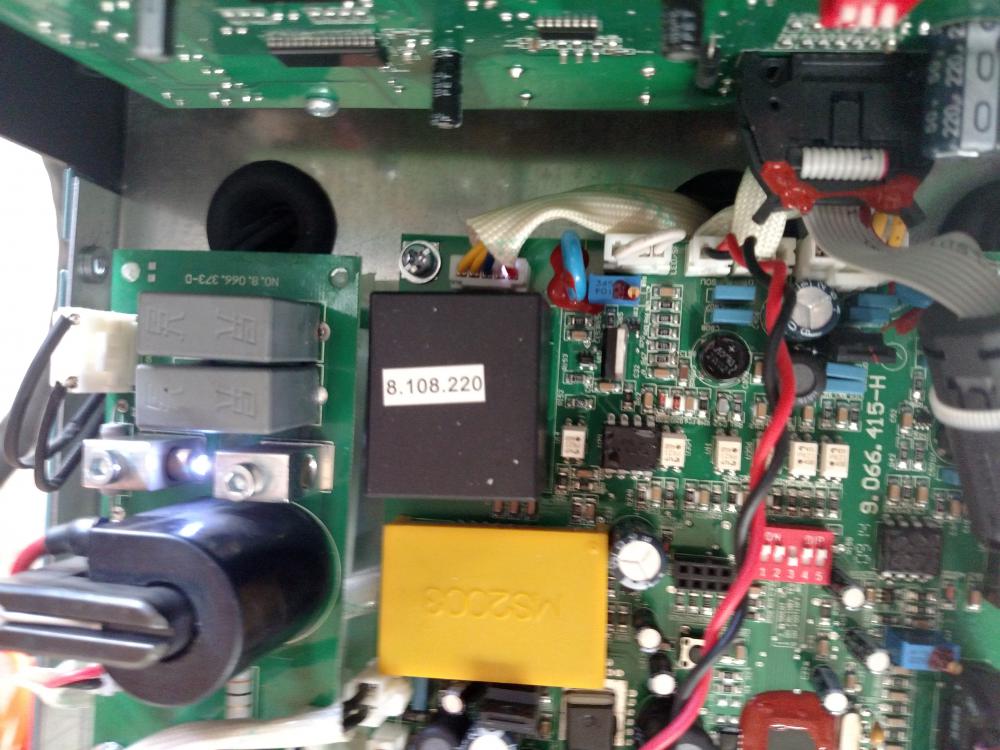
были красные кондеры,стали серые,аппарат стал совсем другим,огромное спасибо парням с Новгорода ,за помощь.
6 баллов
-
Парня через три дня не забудь выпустить из подпола , рабовладелец .))6 баллов
-
Вот тоже осваиваю потихоньку, ограждения бассейна.
6 баллов
-
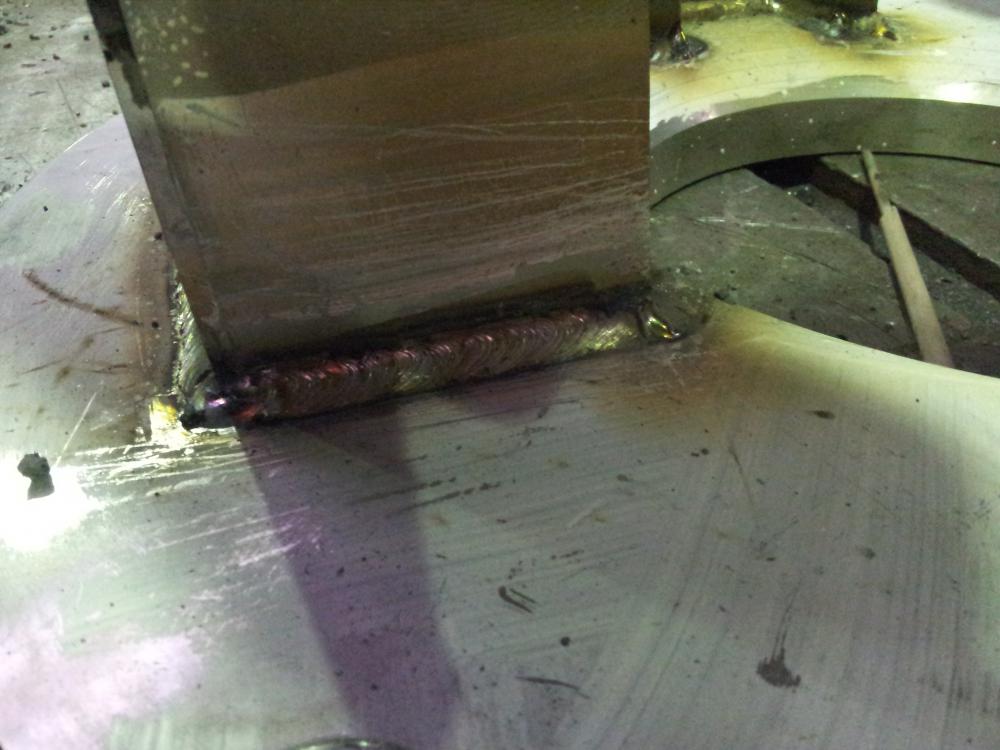
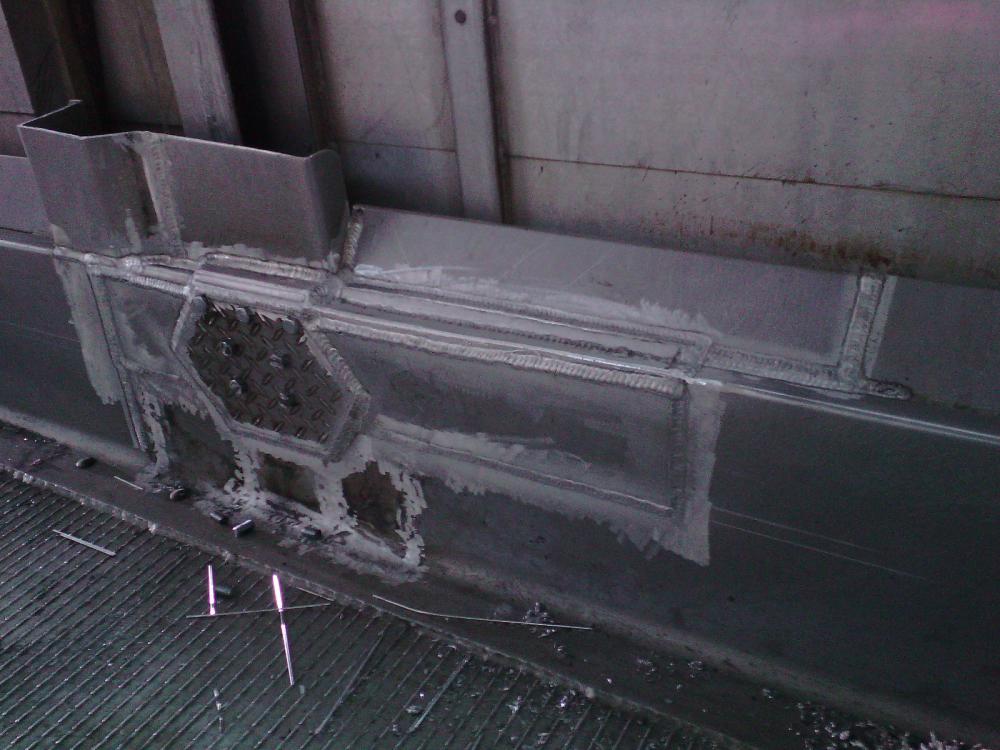
Принесли коробас с китаёза. Естественно после колхозного ремонта. Пытались электродом заварить, видны следы. Потом зафигачили саморезы на холодную сварку. Не в этом суть. Вырезал всю порнуху, Ну сейчас пять сек и усе. Зажег горелочку и бах чернота и как будто и не аргон вовсе. Ну думаю остатки в баллоне. Поменял баллон зачистил опять такая же ерунда. Чернота и вся расплавленная жижа кипит. Файда ёк однако. Диск принесли поставил старый баллон. Болгарином зачистил диск не очень хорошо, варится. Не понял. Ну думаю не ктому ты попал паскуда. И давай присадки совать и все 9 ручек на китайце крутить. Короче пошел процесс только в пульсе и с 5356. Какие параметры не скажу так как крутил крутилки в порядке работы Форсаж на пол третьего, частота на 2 часа и потом туда сюда на пол часика ток пик 115 по китайскому показометру сбавлял до 95 и снова поднимал. Чуть горелку наклонишь все кабздец закипает. Расход аргона на 15 литров по китайскому расходомеру. Два раза конкретно стреляло, испаганил сопло. Варил потехеньку. Потом зачистка черноты фрезой и снова наплавляем. Если на дисках электрод прощает окунание то тут просто каша и на электроде бульба. Вот фордовский картер весь в масле просто сказка после этого. На мой взгляд медь выгорала. Отсюда чернота. А может еще чего напхали. Это знает только китаец пробегавший мимо плавильной печи в туалет. Добил я его. Просверлил, раковин при сверловке не было. Нарезал резьбу и вкрутил шпильки. А то опять их наоборот вкрутят. Работа заняла 5 часов с отвлечением на другие работы мелкие. Оплата 1500 рублей и три дня он(хозяин молодой парень) мой работник , с трехразовым питанием и выдачей СИЗ и шансового инструмента. Сегодня в подполе картошку выгребал и перебирал . Не ну а че не можешь заплатить отработай. Я же отрабатываю . Я теперь на пульс присел конкретно. Глаза правда устают быстро.
5 баллов
-
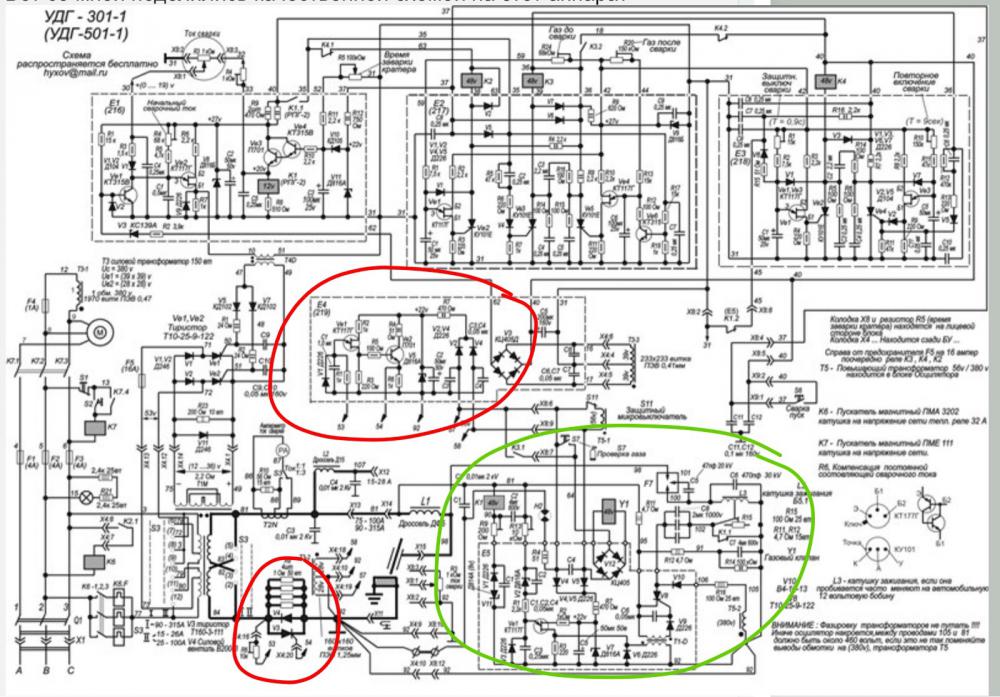
@СПЕЦ,Красным обвел компенсатор ПС, зеленым осциллятор и стабилизатор. p.s. если знаний не хватает в (строительстве) самоделок, лучше приобрести готовый аппарат (кроме спаять, еще надо настроить) осцилографы там разные....
3 балла
-
@СПЕЦ, нормального качества добиться практически не возможно. По поводу компенсации постоянной составляющей - дуга по разному проводит ток в прямой и в обратной полярности. По сути, как выпрямитель работает. В былые времена существовали даже ртутные дуговые выпрямители. Естественно, этот ток идёт по обмотке трансформатора, насыщает сердечник. Мало того, что он греться начинает, он ещё больше синусоиду искажает, ухудшая процесс сварки. И никакой балластный реостат с этим не справится. Надо делать компенсацию. Схема то не сложная, но, судя по вашим вопросам, Вы от этого далеки, кто делать будет? Ну, и далее по списку @selco, он всё доходчиво объяснил. Это, не говоря о том, что современные аппараты позволяют оптимизировать процесс сварки за счёт регулировки баланса полярности, выбора формы тока , частоты. А всё это повышает качество шва. И то качество сварки, которое было приемлемым 50 лет назад, сейчас никого не устраивает. Да и не пытались тогда делать многое из того, что сейчас банально, именно по этой причине - оборудование не позволяло.3 балла
-
Трудно будет вам варить трубочки (круговые и не всегда удобные швы) такой "машиной " , так как кроме подавления "постоянной составляющей" нужен в обязательном порядке пред газ (перед зажиганием дуги должен перво пойти газ на установленное время , иначе уже в самом начале шва будет брак) , спад тока (для заварки кратера и самое главное им контролируют расплав сварочной ванны добиваясь качества шва) , пост газ ( защита шва и электрода по окончании сварки ) . Постоянная составляющая http://life-prog.ru/2_50130_ustroystvo-podavleniya-postoyannoy-sostavlyayushchey-peremennogo-toka.html Вот такое количество настроек и тогда можно за качество говорить https://www.youtube.com/watch?v=nZ4jpqL7PdI P.S. Конечно с газом можно решить купив горелку с "краником" и вручную управлять газом. Но вот с остальным проблема , подьем тока , сам ток довольно точно надо выставлять (на самодельном обычно с этим проблемы) и спад тока тоже важный параметр, ну и современные навороты в виде частоты тока , баланса и т.д.3 балла
-
3 балла
-
Вот практика показала что нужон он импульс и в переменке , а то некоторые не признают и не пользуют его .3 балла
-
Форсаж-160АД "захворал" и уехал в ремонт . Задействовал свой аппарат - и объём начатый добить , и погонять его немного . Быстренько был скомпанован переходник - колпачок от маркера в качестве корпуса ( а то разъёмы бы ещё долго ждали своего часа ) и в путь . Отличия в сварке заметны . Дуга намного приятнее - мягче , бесшумная и более чёткая . Если спадом я ещё пользовался на Форсаже , то заварка кратера и т.п. на нём у меня никогда не получалась ( как на видео показывают и на фото с нержавейкой , где шов , как бы в ноль уходит , на сужение ) . На Wegа этот приём прочувствовал и мне понравилось , не так профессионально , но начало положено . Облицовку делал уже ВД-306 Фланцы ... Обычно фланцы варю в самую последнюю очередь , иначе геометрическая плоскость уйдёт , однозначно . Если узел фигурный , то на вращатель , чтобы внутреннюю сторону фланца варить , его уже не поместишь ( по крайней мере на мой ) . Раньше на направляющих , по которым трубы катаю во время сварки , мастырил , есть ряд неудобств . Сегодня наскоряк сделал такую вот "вилку" - регулируется под диаметр трубы ( до 108 , больше пока не надо ) .
3 балла
-
Суппорт роликов и основание роликов. Суппорт. Тут только небольшой кусок самого изделия.Всего таких разделок 4 После сварки мех.обработка. Толщина около 30 мм Электроды ОЗС-8 Основание. Электроды ЦЛ-11 Катет 8мм Ну и небольшая емкость 100% УЗК.С подваркой корня,но все же.
3 балла
-
3 балла
-
@gyrza, А то то, у ребят из техносварки пожалуй самая лучшая техподдержка, Алексей никогда не откажет)2 балла
-
От какого то автобуса,ролики снизу металл,верхний чугунный,эл-ды NiFe-Cl-A.Попросил отзвониться будет держать или нет.
2 балла
-
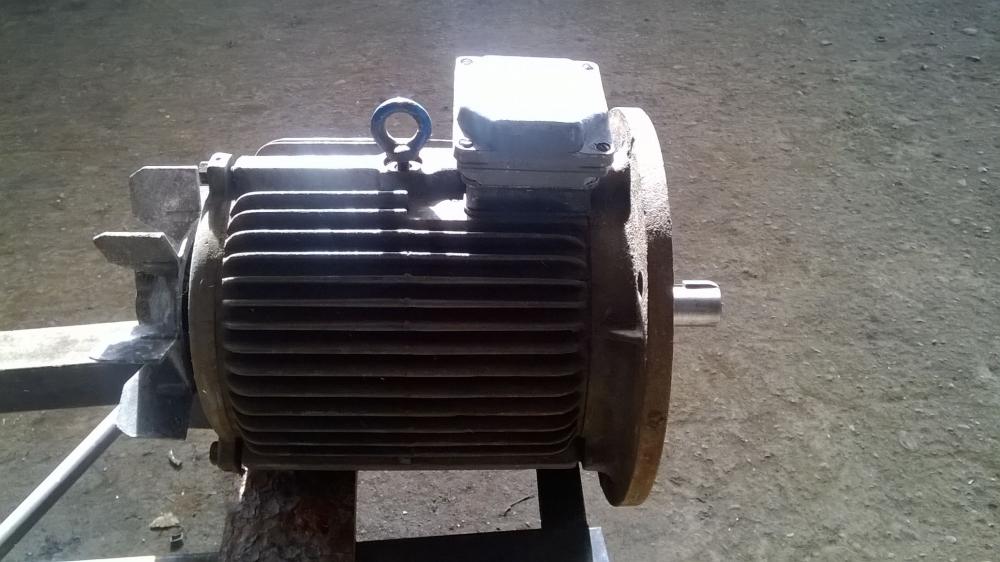
Сейчас блестящая...))) Сальник был забит до самого конца, привет конвеерным умельцам!!! При ремонте сейчас ставят по 2 сальника, некоторые даже 3... (ну как сказали, это кто в своей работе не уверен)))2 балла
-
Ржавая она у тебя, здесь однозначно надо бронзой напылить газопламенным.2 балла
-
@BAN, Не соглашусь. В прошлом году меняли 2 котла на котельной вторичного подогрева, так там горько было смотреть на выходные трубы- проход в 130й трубе был чуть больше 20мм, и это за 5 лет эксплуатации. Некачественная ХВО + значительное отложение извести при подогреве на котельных ( а еще и когда частенько включают подпитку из местной скважины при большом водоразборе ) делают своё дело очень быстро. Трубы пришлось резать сваркой- резаком продуть очень тяжело. Мы то конечно были в выйгрыше, потому как каждый день после работы шабашили в соседних домах -меняли и полотенцесушители и трубы в квартирах по той-же причине- трубы на гвс очень любят известь, а нержавейка их прям обожает!2 балла
-
https://youtu.be/DFTurY9jtMM2 балла
-
@ad21, Не смотрите вы на все эти Амперы в режиме ПА, там ток не регулируется в принципе, только напряжение и индуктивность и то и другой нормально варит кузовщину, я бы взял спидвей. Ну и еще в добавку у спидвея выше напряжение холостого хода в режиме ММА, что благоприятно сказывается на поджоге электрода.2 балла
-
так он ему ни часов не дал, ни календаря, ждите скоро объявы: переборка картошки вручную вагонными партиями, быстро, качественно, недорого2 балла
-
сетка цпвс
2 балла
-
2 балла
-
@AKeeper, к сожалению, эта "славная" традиция нашей страны, когда смежники подставляют производителей конечной продукции-не изжита. Дохлый шланг-это "привет" от какого-то ЗРТИ.2 балла
-
https://youtu.be/s0I-76_pHLQ Как бы не для поржать, но прикольно!2 балла
-
http://www.prikol.ru/wp-content/gallery/may-2016/fotoprikoly-18-20052016-014.jpg2 балла
-
Топить их в речке надо© Гони " наблюдателей" ...Обозначь "линию"за которую заступать НЕЛЬЗЯ,2 балла
-
Варим. Изготавливаем лесенки.Клепаем. На некоторую активность(в виде грохота) прибывают соседи ,с новыми вводными.Ключ регулировочный.-Да ,ты так свари...Был послан...Сварил, отдал.
2 балла
-
Сегодняшняя работа. АМГ, расход 15, сопло 7, ток 240, электрод WL-20 3.2мм.
2 балла
-
Приобрёл такие фрезы,опробывал. Сварка с упором руки,получается полегче. .
2 балла
-
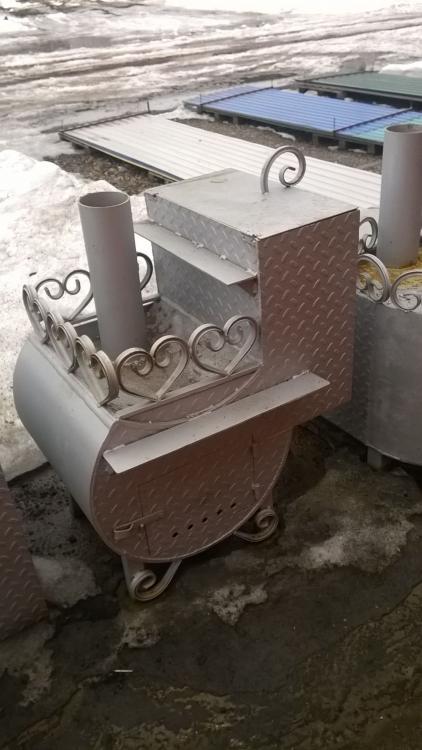
Георгий, никаких проблем коптить рыбу нет! Крупняк коптить - да, есть нюансы, а рыбу до 300 грамм - совсем просто: засаливаешь её под гнетом (в зависимости от любви к соли - от 2 часов до суток), споласкиваешь после соления. На дно коптильни выкладываешь некрупные веточки плодового дерева (мои предпочтения - груша и абрикос))), на решетку - рыбу, закрываешь, ставишь на небольшой огонь (я копчу на газовой плите - на 2 конфорках). Закрывать плотно! Как только через щелочку пошел дымок - засекаешь время - 40-45 минут и снимаешь с огня. Остужать - в закрытом состоянии!
2 балла
-
https://youtu.be/iIRqPfy3_z02 балла
-
В этом году уже третий одиночный выход совершил. Два выхода в апреле по 12 и 21 км. Сегодня третий выход на 25 км. Одел костюм горку, шляпу широкополую, очки, нож, воду, набор посуды для одиночного похода, балончик газовый, газовую горелку, огниво , немного денег на всякий случай, сало с хлебом. Сложил в котомку и вышел ровно в 6 утра. Часть маршута на 11 км была известна, следующую часть уже прокладывал по спутниковой карте. Рассмотреть сверху смогу ли пройти. Река иногда делает сюрпризы. Только один раз пришлось вернуться, чтобы не лазить по кустам. Клещей в этом году просто море. Каждые полчаса осмотр. Любование природой, пением птиц, привал через два часа. Потом снова переход. Встретил лесника с рожком. Где-то собаки лаяли. Непонятно кому он дудел. Зверья у нас не особо. Зайцы, лисы, ежы . Кабанов всех переколотили из-за чумы свинной. Дятька сам страшный. Настоящий лесной человек. Только форменная шапка выдавала принадлежность к лесничеству. Потом часовой привал с чаем и едой. Ну и рывок на километров 8. В ванне валялся наверное час после этого. Утренний туман. http://s16.radikal.ru/i190/1605/ea/c3b84f0b8872.jpg Дубрава http://s017.radikal.ru/i435/1605/10/60bf201bdfe5.jpghttp://s008.radikal.ru/i304/1605/67/3ca45eaa9172.jpg Эта речушка впадает в днепр http://s019.radikal.ru/i603/1605/d6/a90386f3d34d.jpg Море ландышей. Зацветают. http://s05.radikal.ru/i178/1605/b9/f6518f880981.jpg Походное снаряжение. Привал- святое. Следующий раз надо будет коврик с собой взять. http://s56.radikal.ru/i154/1605/63/8a3d344bd9fc.jpg http://s017.radikal.ru/i435/1605/b5/ffd5374c7b9b.jpg Ну и чай. Бутер с салом показывать не буду. То сало которое солил в "кризис нам не почём". Последняя полоса ушла. http://s017.radikal.ru/i417/1605/3b/4641e43212e6.jpg2 балла
-
@Максимилиан, я Вам уже говорил,что решительной разницы между двумя вариантами нет.Как проще\удобней\дешевле,так и делайте.Гидравлика не пострадает.И помните о судьбе Буриданова осла,равно,как и о том,что самое главное в заботе о ближнем-не перестараться!2 балла
-
Состав и свойства чугуна К чугунам относятся сплавы железа с углеродом, содержание которого превышает 2,14%, В этих сплавах обычно присутствует также кремний и некоторые количества марганца, серы и фосфора, а иногда и другие элементы, вводимые как легирующие добавки для придания чугуну определенных свойств. К числу таких легирующих элементов можно отнести никель, хром, магний и др. В зависимости от структуры чугуны подразделяют на белые и серые. В белых чугунах весь углерод связан в химическое соединение карбид железа Fe3C — цементит. В серых чугунах значительная часть углерода находится в структурно-свободном состоянии в виде графита. Если серые чугуны хорошо поддаются механической обработке, то белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут. Поэтому белые чугуны для изготовления изделий применяют крайне редко, их используют главным образом в виде полупродукта для получения так называемых ковких чугунов. Получение белого или серого чугуна зависит от его состава и скорости охлаждения. В зависимости от структуры чугуны классифицируют на высокопрочные (с шаровидным графитом) и ковкие. По степени легирования чугуны подразделяют на простые, низколегированные (до 2,5% легирующих элементов), среднелегированные (2,5- 10% легирующих элементов) и высоколегированные (свыше 10% легирующих элементов). Шире всего используют простые и низколегированные серые литейные чугуны. Чугун получил широкое распространение как конструкционный материал в машиностроительной, металлургической и других отраслях промышленности в связи с рядом преимуществ перед Другими материалами, среди которых в первую очередь надлежит Упомянуть следующие: невысокая стоимость, хорошие литейные свойства. Изделия, изготовленные из него, имеют достаточно высокую прочность и износостойкость при работе на трение и характеризуются меньшей, чем сталь чувствительностью к концентраторам напряжений. Наряду с перечисленными преимуществами изделия из серого литейного чугуна хорошо обрабатываются режущим инструментом. Последнее вместе с хорошими литейными свойствами позволяет оценить чугун как весьма технологичный материал. Главный процесс, формирующий структуру чугуна, — процесс графитизации (выделение углерода в структурно-свободном виде), так как от него зависит не только количество, форма и распределение графита в структуре, но и вид металлической основы (матрицы) чугуна. В зависимости от степени графитизации матрица может быть перлитно-цементитной (П -f- Ц), перлитной (П), перлитно-ферритной (П Ч- Ф) и ферритной (Ф). Цементит перлита называют эвтектоидным, остальной цементит — структурно-свободным. Некоторые элементы, вводимые в чугун(в порядке силы действия: С, Si, Ni, Co, Cu ), способствуют графитизации, другие — препятствуют(S, V, Cr, Sn, Mo, Mn). Наибольшее графитизирующее действие оказывают углерод и кремнии, наименьшее — кобальт и медь. Наиболее сильно задерживают процесс графитизации (оказывают отбеливающее действие) сера, ванадий, олово. Поэтому в серых литейных чугунах всегда содержится значительное количество кремния. Дополнительная информация:1 балл
-
Да, так и есть.1 балл
-
Забудь, в семье не без уродов. Швы.
1 балл
-
Сварик, ДенисМ , с Днём Рождения ! Всего наилучшего !1 балл
-
Здоровья и удачи!1 балл
-
https://youtu.be/1UjnfkGTXyw1 балл
-
Оно всё , вкусное , муторное - иначе никак1 балл
-
Вот результат дня
1 балл
-
"Силовик" сварил,когда же кончатся хотелки.
1 балл
-
продолжим .
1 балл
-
С передовой
1 балл
-
ESAB Buddy Arc 180 в пользование несколько лет электроды уони 13 55 ок 46 мэр озс 12 оно 4 грызет за милую душу варю в основном 3 небольшой размер относительно легок что нравиться клемы 35-50 мощные провода путевые по три метра но лучше подлиннее. держак клема можно свазу викинуть. из минусов не любит низкую сеть очень не любит брал за 12300 или 12500 на тибересе. вообщем доволен.1 балл
-
https://www.youtube.com/watch?v=o_Azyrq9izw https://www.youtube.com/watch?v=KtwHABR1PHA От души.1 балл
-
Традиционное блюдо.
1 балл