Лидеры




Популярный контент
Показан контент с высокой репутацией 06.09.2015 во всех областях
-
Хочу, что бы было всё как на "орбитали" сварено: и так, и сяк пробую... если в начале сварки приходится разогревать трубу, то в конце сварки скорость в 2 раза больше, а ещё ведь присадку подавать , что бы и сверху трубы было, и внутренний валик в норме. Свариваемые трубы от 16мм со стенкой 2мм до 25мм со стенкой 3мм. У труб размеры стабильны, а вот отводы и тройники - Китай, допуск могут (и уходят) в + до 1-1.5мм ... жуть Получется стенка трубы не 3мм, а полных 4-4.5мм Добавлю: трубы под рентген, газ с рабочим давлением до 300 бар. Жду советов по технике сварки.
 10 баллов
10 баллов -
Восстановление крепления зеркала,наплавка недостающего фрагмента.Сплав Цам.
8 баллов
-
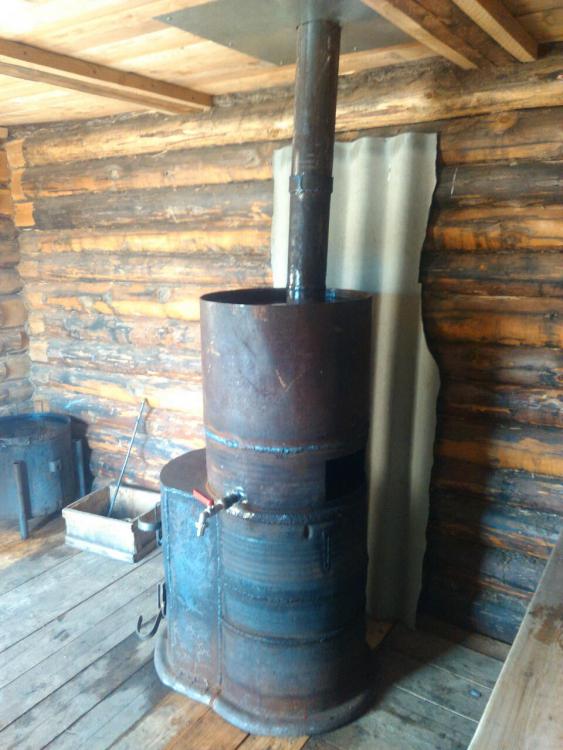
Доделал я чудо печь наконец то... Ну пока не течёт. :-) п.с. Зачищать всю не рискнул, думаю потом просто покрашу чем нибудь типа Certa.
6 баллов
-
Сделали выставочный образец палатки сварщика волгодонскому учебному центру для сварщиков.
4 балла
-
4 балла
-
09Г2С, нахлёст, толщина 10 мм, ESAB уони 13/55 ф3мм, два прохода, ток 103,Brima ARC 315-1. мой лицевой проход. Подскажите технику правильного выполнения замка, а то что-то никак.
3 балла
-
Не выйдет из неё конфетки простыми путями. Заглушите все отверстия, Налейте её под горло водой, и накачайте мойкой высокого давления, это вытянет большую часть дефектов. Самый большой гемморой будет с герметизацией люков изнутри. Предварительно обязательно отрежте внутренние перегородки от мятых мест.3 балла
-
Едем потихонечку, за бортом Карелия, дорога замечательная водила рулит , через 10 км. Петрозаводск Пока писал и грузил фото уже
3 балла
-
Мерин 124. Варили до меня. Мне принесли с дырой. Заплатка от другого картера. От этого куски остались вместе с маслом на дороге. Кастолин просто в кадр попал (рабочий бардак на столе) Варил 5356. Бумажка место сливной пробки квитанция . Мы тут с вами фигней занимаемся. Вот как надо. Провода и герметик. На переделку отправил туда где делали.
3 балла
-
Плита с Форда транзита.
3 балла
-
@Куренга, Хонда с левым рулём - разрыв шаблона какой-то Аналогичное фото с ДВ
2 балла
-
аджиканама2 балла
-
Покажу вам ИСПЫТУЕМОГО, это пока собственность завода но я задумался http://www.chipmaker.ru/topic/157965/page__view__findpost__p__2854583 Есть у него пока детские болезни, но они вполне исправимы (для этого и испытания) и завод исправит их. Ну и начал я как всегда с любимых пивных банок и похоже он справляется с ними (без присадки), ну а что толще он просто обязан справляться. И чуток потолще Ал 2,5, ток 90А, баланс 70%, синус, здесь принял участие "битый волк Селко" с такими же настройками , результаты почти одинаковы.
2 балла
-
Друзья, грамоты будут всем и каждому. Нужно немного подождать2 балла
-
Очередной мотоциклист, на костылях приковылял но радиатор сремонтировать надо, пока нога заживёт говорит надо восстанавливать мотоцикл. Лечил 192м кастолином 7 мест пайки
2 балла
-
Деталька насоса, наплавка 4043, 130 ампер, снятие лишнего болгаркой, проточка на токарном
2 балла
-
крышка, от газели вроде, ток 130, присадка 4043 2.4мм
2 балла
-
Друг мне преподнес " Сюрприз" в виде лодки клепанной и скорее всего Д16 , да и возраст у нее солидный , помладше меня лет на 7-8. Купил за бесценок валялась у забора в глухой деревеньке. Заплаты стояли на ней уже варенные но как то небрежно. Попросил переварить , да задача еще та . Но потихоньку и не спеша вроде все получилось и последки присадки " советской по дюрали" израсходовал и даже не хватило и доваривал 4043 , 5356 не терпит Д16 вовсе и трещит сразу. Советская присадка вообще не каких проблем , 4043 вроде тоже не трещит и пока все в норме, но друг был предупрежден о " последствиях" и предпримет контр меры еще до выхода в "море" , поставит общую заплату на вваренные заплаты на сырую резину и заклепки. Вот такая она Д16.
2 балла
-
Экспериментирую с полуавтоматической сваркой пока что на проволоке ESAB ОК 12.51 Autrod. Мучаю пока 0.8мм (пытаюсь освоиться после РДС с новыми реалиями). Если вопросы и есть, то пока точно не к проволоке. Я так понял, что проволока в общем-то уже отечественная ;-) Обошлась в 800р за 5кг, продавец говорит подорожала...1 балл
-
Последствия неисправности клапана давления,и попытка ремонта.
1 балл
-
Помогите определиться с выбором. В идеале хотелось бы иметь возможность рубки листа толщиной 1.5мм на длинну два метра, что позволит эффективно делать приличные столы из нержавейки. Задача минимум - 1.5мм на длинну метр, что позволит добавить в ассортимент мастерской кондитерские тележки (на них у нас большой спрос). Мастерская у меня маленькая и находится в жилом секторе, что не в полной мере законно. Кроме этого имеет слабенькое сетевое подключение. Поэтому купить нормальную гильотину не вариант. Некуда ставить, некуда подключать, проблематично перевезти (если что), очень дорогое обслуживание. Сейчас режу болгаркой - долго, дорого, некрасивый срез. Пробовал плазмой - нужно хорошо зачищать срез или начинает ржаветь. Долго и не эффективно. Накопал в интернете несколько вариантов: Механическая гильотина: http://ural-st.ru/uploadedFiles/images/gil/imge001.jpg Эти нравятся больше всего. Выглядят удобными. Вес около 500кг. Имеют заявленную длинну и до 2м. И до 1.5мм толщину. Сабельные гильотины: http://www.moccklad.ru/data/sg1000.jpg Компактны. Можно сделать удобный складывающийся стол под неё. Заявленная длинна до 1.3м Толщина правда 1.5мм. Можно ли на таких надрубить лист, потом подогнуть немножко пододвинуть и дорубить? И вообще, как оба этих типа гильотин ведут себя с нержавейкой? Есть третий вариант - купить только лезвие, а остальное собрать самому с гидропрессом. Но мне кажется, что собрать гильотину требует очень высокой точности и подгонки деталей, а у меня с этим очень плохо Что посоветуете? Какие есть варианты решений? Что нужно учитывать?1 балл
-
Легко, она и не сильно помешает, тем более на прокате на новом.1 балл
-
Нормальное явление, где меньше сопротивление туда и уходит дуга. Попробуй на одной банке сделать ванну, добавить присадок, подвести его к другой банке и далее сварить все вместе. А вообще это баловство и к работе (как правило) никакого отношения не имеет.1 балл
-
@aleks150,вот еще посмотрите, не дешевый правда. http://www.grpz.ru/production/civil/welding/item/svarochnie-apparati-invertornogo-tipa-forsag-200/1 балл
-
Привет. Если есть возможность, соберите такой стол.Стол.ppt Лист проходит под профилем до упирания. Болгарка прикрепляется к швеллеру, который скользит на профильной трубе. Этот стол позволит Вам быстро и ровно резать.1 балл
-
Цена будет более чем адекватная за сундучок весом в 25 кг и здоровьем в 500А . Сейчас только-только вникаю в него. Очень много плюсов, но и без минусов не обойтись. Поджиг дуги хромает, спад тока, ну и управление не очень удобное. В остальном машина меня устраивает, точнее машинка. На фото в паре с китайским кулером, по весу практически одинаковые.
1 балл
-
Изготовил съемник ступиц для осей грузовых прицепов Смотрю, че то не хватает, "сколхозил" ящичек, покрасил МЛкой Посмотрел в последний раз , подумал, кинул в ящик бумаженцию как пользоваться и отвез в магазин, пусть продается .1 балл
-
Сбылась мечта,поработал на демлере.
1 балл
-
@PecToPaH,Я был невнимателен, потом заметил про "С". Тогда начнём по-порядку: Вы варите на смеси и на программе- при этом, если заметили, крутилка подачи проволоки практически не работает, так и должно быть- в программе уже заложена скорость подачи, а вот сам регулятор и добавляет эти 10-15% тока. Это на более ранних моделях было видно сразу- там на шкале посередине был "0" и от него влево были значения в минус, а в право в плюс , можно было убавить-добавить несколько вольт, при этом остальные настройки оставались как и были. На более поздних моделях решили с этим не заморачиваться и не трепать нервы сварщикам, так как мы сначала пытаемся поварить, а потом почитать рекомендации. В ручном режиме эта крутилка отвечает за подачу проволоки и всё. Как я и писал- на режиме "С" аппарат варит не очень, повышенное разбрызгивание тут как болезнь , советую перейти на ручное и поставить подачу чуть меньше положенного. А попробуйте варить на этих режимах аустениткой- там еще круче, уделаете всё вокруг. Стараюсь варить на "В-7", ну а если что заливать- там или "С-7" или уже "D-1-2". По поводу массы- всё правильно, включаешь програмный режим и на табло загорается номер гнезда, там и думать не надо. На фото видно отверстие под руку, крышка снимается вверх, только запомните какими были заводские настройки. В "проволочном устройстве" на этой модели мозгов нет, там только клапан и пару плат регуляторов и переключатель.Да и ещё добавлю, что когда варю под контроль, то пользуюсь последним режимом на автомате- ручку подачи почти в "0" и льётся металл струёй без треска и брызг.
1 балл
-
Палетный ящик для грузового прицепа 2480Х1250Х500-600 мм.1 балл
-
Сегодня вваривал гильзу лопнула труба из чугуна. Конечный результат уже не заснял разошолся дождь все делали быстрей-быстрей. P.S. Не нравится мне эти ресанты, слишком жесткая дуга что ли (или как там правильно), сильно брызги летят, и чуть удлинишь дугу сразу электрод тухнет.
1 балл
-
При работе с болгаркой тоже иногда пригорает палец, но никогда не пилю от себя, регулирую кожух и начинаю пилить не сверху, чтоб искра шла параллельно земле а сбоку, направляя искру вниз, либо ухожу в сторону и направляю в подмышку, после того как спалил пиджак1 балл
-
Ремонт бака, отвалились перегородки.
1 балл
-
@alex937, все давно изобретено. эконом-версия с размерами.пили-вари-сверли. http://poleaction.ru/magazin/product/2-h-urovnevyy-mobilnyy-perenosnoy-horeograficheskiy-stanok ну или какой вам больше понравится. http://poleaction.ru/magazin/folder/mobilnye-baletnye-stanki1 балл
-
мы использовали такую конструкцию системы джокер для декора, дюже хлипко(( трубочка менее полумилимерта толщиной, оставались сильные вмятины от фиксирующего шестигранника по весу может держать себя и не более 10 ти кг , прогнется, для ребенка не советую, использовать водопроводную 3\4 и 1 " или 1 и 1,1\4 " они входят одна в одну плотно и стенка толстая ножки треугольником и тогда устойчиво1 балл
-
Спасибо 'Менгон' Вчера ночью учился варить тонкий метал. Конечно шов не очень, но вроде разобрался как держать горелку, сколько подавать газа, вылет электрода. (экспериментировал). Жаль что толстого алюминия у меня нет, вот его тоже хочу попробовать. С ним наверное мароки по больше будет чем с этими. Форум все таки нужная и полезная вещь.
1 балл
-
Был , стал МУП. Приятно встретить организацию по профилю.
1 балл
-
Новый начальник пришел) Проверял нас( сварных) Заставил сварить две пластины) Старый добрый автоген- Баллоны-кислород, ацетилен) Пластины толщиной 2-2.5 мм, вертикальный шов, проволка СВ08-А, диаметр 3мм, горелка Г2-м( производства красс), номер мундштука 2, давление ацетилена 0,006 Мпа- кислорода 0,4 Мпа. Варил без особого старания)
1 балл
-
Тактильная плитка, с помощью которой повседневная жизнь человека с ограниченными физическими возможностями становится немного проще. Дорожка здоровья, по дамбе берега Енисея.(Ставим знаки и наносим разметку.) Сбитые ограждения. Светофор на солнечных батареях. Для обеспечения безопасности нерегулируемые пешеходные переходы оборудуют светодиодными светофорами Т.7 желтого цвета. Светодиодная импульсная индикация особенно в сумеречное и ночное время позволяет безошибочно с большого расстояния идентифицировать пешеходный переход и заблаговременно обеспечить безопасный режим движения. Газ 53 Д-21
1 балл
-
ано 21 ток 130-150A
1 балл
-
Поддон от ауди
1 балл
-
Принесли ребята вставочку обварить, всё нерж. вставка -водопроводная труба))): дело ясное...зазоры(с обратной стороны до 5мм), грязь. Обошел стыки ТИГом, Tigrod 309LSi, чистил но ржавчина шипела капитально. Коротким обратноступенчатым - нормально по зазорам. За часик с небольшим управился. Конечно, супер-пупер эстетики не вышло, но всё получилось добротно.
1 балл
-
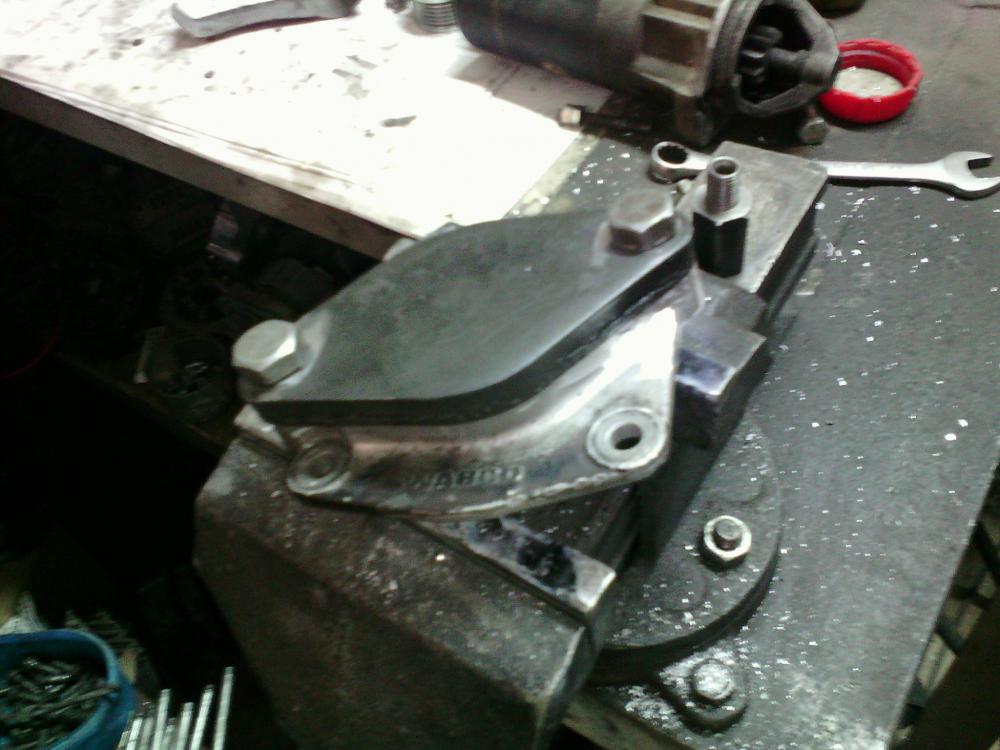
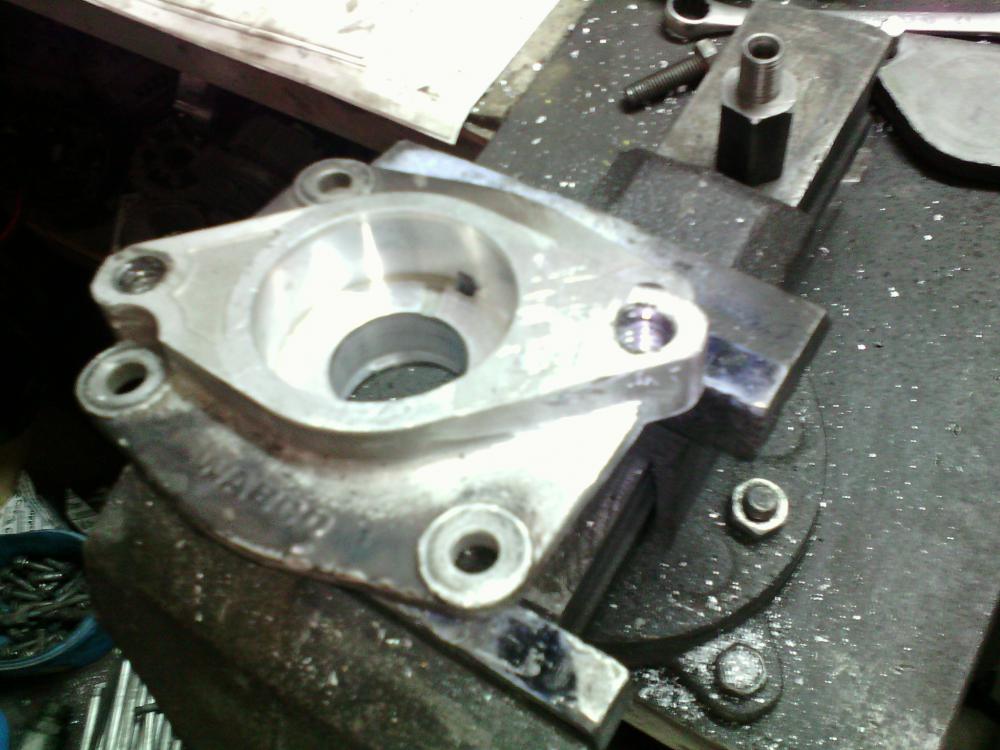
Работаем дальше ). Коробка сплав алюминия , Молодой человек нашел меня тут на форуме , попросил сделать . с моей стороны было просьба фото коробки и маркировки сплава (литья) . Грамотно все мне прислали на почту . Договорились , встретились , за вечер сделал . Заплату правда пришлось выгибать по радиусу , и делать (кроить) немного. Ну а так все вроде бы получилось .
1 балл
-
Пришла партия ткани с покрытием в другом(новом) цвете. Пошили из нее усиленный костюм. А сейчас занимаемся водоотталкивающей пропиткой. На фото видно.
1 балл
-
Ну и у меня сегодня праздник, получил сейчас кольчужку на почте. Три тысячи респектов авторам и исполнителям, костюм очень удобным, много разных закрывающихся карманов. Большущее спасибо!
1 балл
-
Ну если они это сделали что бы сэкономить денег , просто спроси так варить , они уверенны что это правильно и разделка соответствует ? Вся ответственность тогда на на них . А то порой приходят , завари , что там шов положить ? Говорю хорошо , вам нужно дешево , просто шов положить вы предлагаете 200 рублей . а если делать по уму с разделкой усилением , и гарантией то 500 рублей .Выбирайте ! Любой каприз за ваши деньги.1 балл
-
@Isperyanc, Вот фото.Плюс клапан на кармане. Кстати, на пробу магазины берут больше фартуки, чем костюмы и рукавицы, подшлемники. Говорят, сварщики их охотнее покупают. А почему про наши подшлемники никто ничего не говорит, не носите?
1 балл
-
Получил сегодня посылку с костюмом сварщика из Белоруссии под особые климатические условия, краткий обзор снимать подробно нету времени, утеплённый бельевой костюм, сам сварочный костюм с полукомбинезоном брюки снимать не стал, подшлемники летний зимний, летний бельевой костюм полульняной, и две пары краг в подарок.
1 балл
-
Очень эффективный способ сварить нерж. трубу 4мм. толщ. к примеру 60 диаметра: Старики всегда делают кромки с притуплением, далее зазор мм.2-3 и варят. Проблема такого подхода к делу в том, что трубу ломает при сварке так, что приходится прибегать к воде и тряпке, что бы выпрямить. Лучше фаску снять под нож, то есть остро, стыковать впритык без зазора, задуваем, берем 1мм. проволоки и вперед. Кромки без зазора не дадут искривиться трубе, переплавляется отлично и корень идеален выходит. Чистить на горячую после первого прохода не забываем, даем остыть не много и второй проход. Можно так же заварить и в один проход, но на это нужен опыт и тренировка, получается тоже на высоком уровне.1 балл