Лидеры




Популярный контент
Показан контент с высокой репутацией 23.04.2015 во всех областях
-
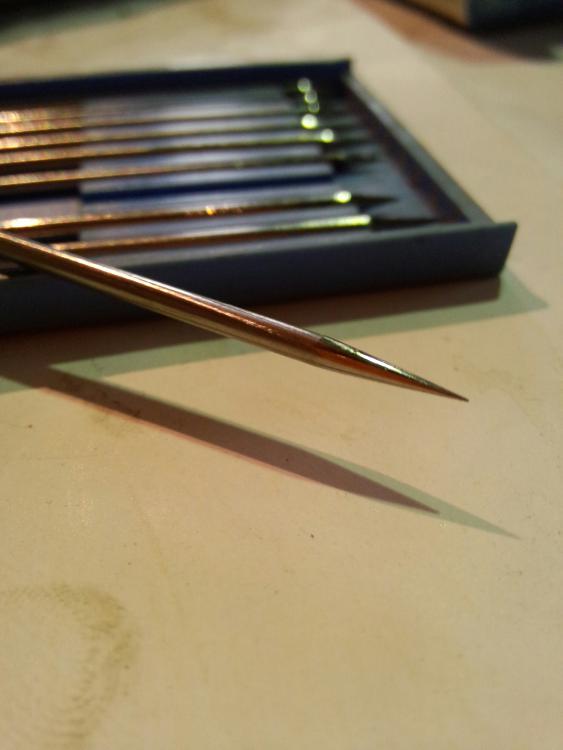
Отрывок будней . Сборка "коряги" , иначе не назовёшь Аргоновыё "пейзажи" Тут уже и РДС подоспела Без фланцев тоже никуда Узел на этапе сборки-сварки И "вращатель" в работе.
 12 баллов
12 баллов -
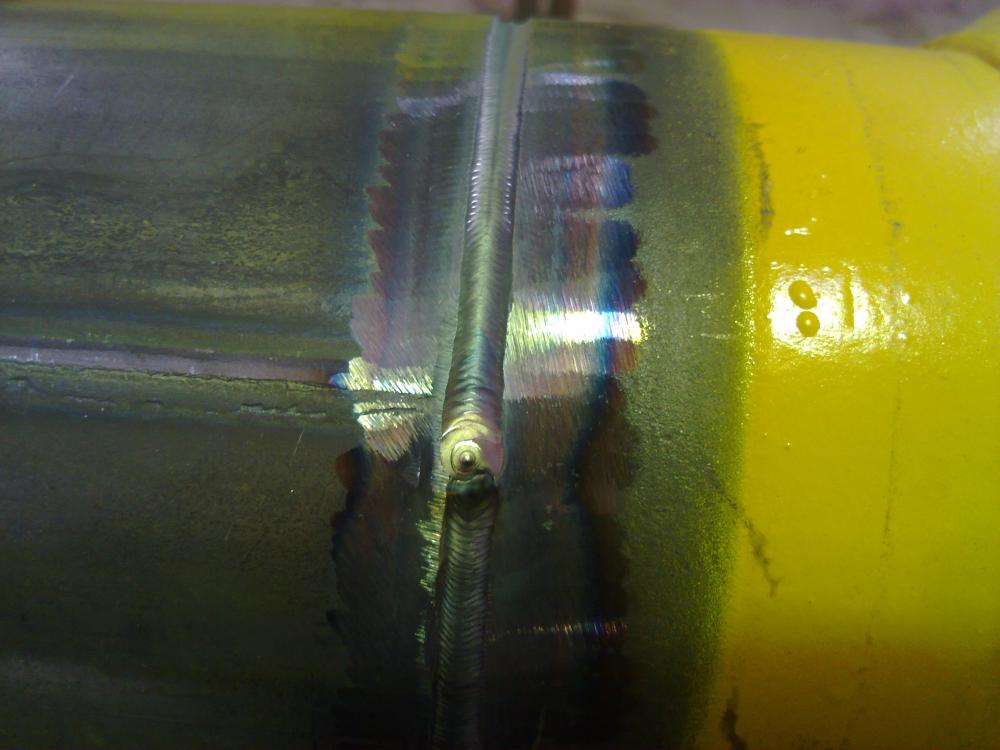
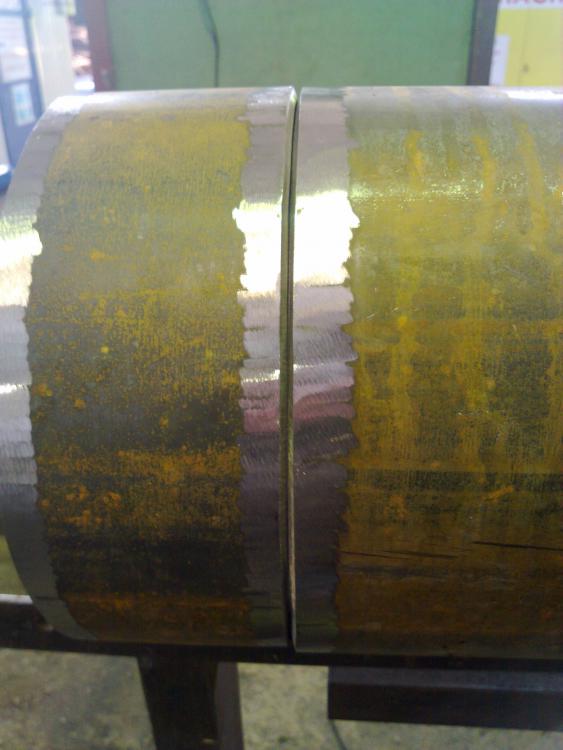
@Elektro_D, я тут видео немного запилил про сварку труб (катушки) Ф-76мм. без отрыва. ЛБ-52У. 2,5мм. ток реальный-40А. http://www.youtube.com/watch?v=78c7zFvU_UA10 баллов
-
Установил ГУР,рулевую колонку и удлинитель. Набросил рулевые тяги.
8 баллов
-
Весь сегодняшний день посвящен изготовлению съемников ступиц с осей грузовых прицепов. С утра сгоняли, нарубили у соседей заготовку. С обеда сделали две штуки.
7 баллов
-
Уважаю моцики.Но в хозяйстве лишь один(маленький трехколесный). Отнимают массу времени ,денег и сил на ремонт. Зато хозяева денег не жалеют на ремонты и тюнинги. Это часть прошла за осень через мои руки .Особенно радовала Вятка- электрон-подварил всю,мотор разобрал- как новый.Поменяли тросики ,завели и поехали
6 баллов
-
Мой пепелац. Раскидывал чуть ли не весь, движок полностью перебрал, пластик заварил, покрасил. Недавно был таким: Теперь к летнему сезону практически готов:
6 баллов
-
Бешеная газонокосилка.
5 баллов
-
@xasad,С первых шагов учитесь подавать проволоку пальцами - это значительно облегчит жизнь . Для руки с горелкой "найдите" опору - самое оптимальное - это мизинец . Диаметр проволоки , если для трубы с зазором , то чуть меньше зазора . Т.е. , зазор ориентируем на проволоку .Если , к примеру , ф присадки 2,4 мм , то зазор 3мм. Это в общих чертах . Но можно и меньший диаметр проволоки использовать . В этом случае подавать её придётся чаще . Можно и больший диаметр проволоки использовать , но в этом случае стык надо готовить с острой кромкой , ток больше и варить с опиранием присадки ( или частичной подачей ) . Следует учесть , что если присадка плохо перемещается в разделке , то возникает проблема с бесперебойной подачей её в сварочную ванну , а нередко и "примерзание" её к стенке.4 балла
-
Сварка алюминия, электродами по алюминию. http://www.youtube.com/watch?v=34sA_2fvwcY4 балла
-
<<Что ещё придумать, лишь бы не копать>> http://i10.fotocdn.net/s3/35/gallery_m/191/2377039394.jpg (стырено в соц. сетях)4 балла
-
Примерки.установки,подгонки.
4 балла
-
Апгрейд американской легенды-кронштейн для дуг соорудил.
3 балла
-
@mf_,Технологическое окно актуально на толстостенных трубах , хотя бы от 6мм , край 5мм . А на 4- х и ниже - это 100% дыра , которую придётся замазывать . Разделка на тонкостенных ( имею ввиду 4мм) тоже паразитна . Достаточно сделать намёк на неё и сыграть зазором . В противовес тех.окну примите во внимание проплавление а , вкупе с небольшим зазором , вполне решит проблему сварки без боязни упустить св.ванну. Если всё же делать разделку , то на 1/2 - толщины стенки ( лучше вообще 1/3 только снять ) и угол max 30*. Равномерный зазор , стабильные притупление и фаска . Проблема тонкостенных труб - это теплоотвод , поэтому следует учесть , что широкая сварочная ванна для неё зло . Некоторые варят слепым зазором - кромки под нож , зазора нет и всё выходит ОК . Я так не могу и не рискую , поэтому этот способ не рассматриваю .3 балла
-
Это сварщик с Достроечного Производства, но у "Вы... не угадали. Эй, молодцы, снимите-ка с него шкуру".® А вот это на память одному из наших постоянных участников форума: Немножко саморекламы:3 балла
-
Тосолник,делаем прорезь,завариваем.Ох уж,эти опыты с экспериментами©Фольга,на стыковой не пошёл.Наложил валик.
3 балла
-
Очередной день сварочных мелочей. Готовимся к реконструкции КНС. Монтируем въёздные ворота. Свалили заборную плиту. На ней же сварили каркас ворот из профильной трубы. Поставили и обшили Б/У-шным профлистом. Пока не до красоты. Закончим реконструкцию, будет и новый профлист и новый забор. А пока-так. Думал что всё, на сегодня работы больше не будет. Распустил бригаду по домам. Ан нет, отделочники не дадут сварщику помереть от скуки и голода. Традиционное "Вай, беда!"... Пробили водопроводную трубу в полу. Всё бы ничего, но закон подлости никто не отменял... Пока спускался с осмотра за инструментом, сдох лифт. 16-й этаж. однако... Высокооо... Ну да ладно, глаза боятся, руки ноги делают. Отдышался. Расположился. Пара минут и пробитая труба снова держит воду. Следующий вызов-на строящийся бассейн при коттедже. Хорошо, что первый этаж. Надо смонтировать водорозетку под душевой смеситель, а выводы под ставшую не актуальной душкабину, соответственно, ампутировать. Водорозетка и её обвязка. Паял пропаном. Ампутация. Действующие лица-почти те же. Добавился только пропановый баллончик (выглядывает из-за мешка плиточного клея). Ну, вот,день окончен. В кошельке-потяжелело, а в душе, соответственно, полегчало.
3 балла
-
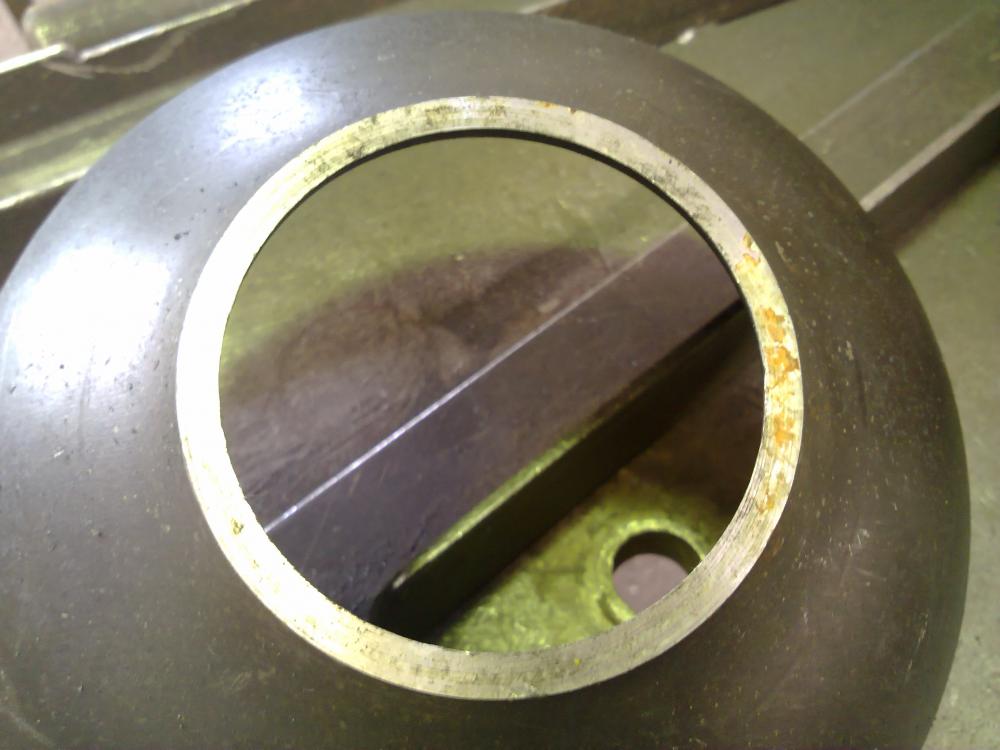
С аргоном редко сталкиваюсь, вобщем вот моё лепилово Сварка сопел для газовых горелок, сталь 12Х18Н10Т.В качестве присадки проволока от п/а OK Autrod 347Si 1,2.Ток неивестен,БУСП-ТИГ стоит,расход на щёку Всё варил на поворотке,особо напрягаться не пришлось Метал диаметр 16,21,25 толщина 3
3 балла
-
начал монтаж лестницы с площадкой,площадка крепиться к стене и на трёх подвесах
2 балла
-
Всё верно, набивая руку не забываем про мозг.2 балла
-
Круто получилось. Ждем такого же результата на неповортном. Глядя на это видео, до меня дошла одна мысль, о том, что то небольшое технологическое окно, с помощью которого формируется обратный валик, гораздо проще (а может быть нужно только так) удерживать, когда есть хоть небольшая, но разделка, т.к. металл там тоньше, а толстый металл по краю шва не так сильно прогревается. А когда я пытаюсь держать такое окно на неразделанной кромке, при отводе электрода в сторону, практически нет условий для остывания кромок, получается прожог. Может, сумбурно высказался. Но суть в том, что ток подбирается так, чтобы кромка 1 мм горела, а мясо 3 мм не прожигалось (это мое предположение).2 балла
-
@San4eloz, 1. Самый главный затык у многих - написать саму технологию (предложите помощь в написании за них). Многие даже не знают что это такое. Одна фирма, изготавливающая автоматические системы аварийного пожаротушения в зданиях даже не имела в штате инженера по сварке. 2. Многие слабо ориентируются в классификации собственной продукции по категориям опасности (тоже помочь надо). А уж правильно подобрать к этой классификации нормативную документацию по сварке и контролю - очень сложно (вы обязаны знать это идеально, причём местный (для заказчика) орган ростехнадзора должен быть с вами согласен в этом вопросе, как и в вопросе классификации продукции по категориям опасности). 3. Обязательно проработать вопрос аттестации оборудования заказчика (очень сильно желательно без вывоза самого оборудования в лабораторию (ну вы понимаете о чём я) или хотя-бы минимальное по времени нахождение в ней). Забудьте всё, что я написал.2 балла
-
Когда у меня будет лазерный меч джедая, я с радостью откажусь от резаков которые у меня используются. И буду им рубить прокат с толщинами выше 50-100-200мм, срезать обоймы подшипников и закисшие болты с рам автомобилей. А пока у меня лазерного меча нет приходится пользоваться резаком, так как плазменные установки которые у меня есть почему то ну никак не помогают решать эти вроде бы элементарные задачи.2 балла
-
Проще всего, а главное-надёжнее в плане пожаробезопасности-продумать последовательность сборки трубопровода и монтажные стыки делать там, где риск что-либо подпалить будет минимальным. В частном доме заготовки должны быть максимально крупными и, в то же время, простыми по форме. Дом-это же не производственный цех на химзаводе. Автоген-более пожаробезопасен при работе в деревянных домах. Да, местный нагрев-больше, но, самого коварного-искр-куда меньше, чем при электросварке.2 балла
-
Посмотрите сдвоенный редуктор, конечно сейчас заводы их стали делать как в колхозе , но были времена и были полноценные двухкамерные редукторы не уступающие не в чем забугорным Вот так он выглядел и пшики на нем исключены http://tehnoarticles.ru/svarka/50.html Messer отдыхает, у него шарик в начале подлетает на самую вершину колбы http://www.youtube.com/watch?v=wtyshs4TJjQ
2 балла
-
Жизнь настоящего УАЗовода-постоянный "улучшайзинг". Был в гостях в Бийске (см. "Будни"), на дружественной тюнинговой СТО. Внедрил вибродемпфер на рулевой вал. Снял, разрезал вал и наварил центровочные шпентики: Наварил пластины: Собрал резинометаллические втулки и скрутил половинки вала. Покрасил.Установил. Теперь мелкие дорожные подробности на руль абсолютно не передаются.
2 балла
-
Немного полуавтоматил Сама помпа Установка козлов для перевозки труб. Сами козлы варил не я. Воду пустили
2 балла
-
На днях опробовал TIG сварку с контактным поджигом дуги. Заморочек конечно хватило, без форума и напарника горелку не запустил бы. Костяная левая рука, вентиль-забывайка, нежный вольфрам, желтые пальцы от травильной пасты дали о себе знать. Вопросы все-таки остались, на форуме не нашел (может тыкните носом). Как подобрать правильный диаметр присадочной проволоки ? А то набрал ф1,6 мм и плачу, шибко быстро плавится. Не будет ли чревато для здоровья использование вязаной перчатки для левой руки ? Для удобства подачи п/проволоки . Фотогалерею сварочными швами пополнять не стоит, но процесс закину
1 балл
-
Восстановление крепления ремня безопасности.Крепление подушки удалено,фрагмент порога наварен.
1 балл
-
@Рудольф Шнапс,грунтовку может развести по типу той,что я в *бобе* применял,только без грунта? http://websvarka.ru/talk/topic/2986-bob-i-drugie-uaziki/page-2?p=60533&do=findComment&comment=60533 для шпатлевки в качестве наполнителя основы-тальк,мел. % дозы не знаю.1 балл
-
Прохудился аппарат Сварщик этому не рад Но горелка пд рукой Самогон течёт рекой.
1 балл
-
Приехал Ниссан,хозяин попросил подварить колёсные арки. Машина с внешней стороны ухожена.Вскрытие показало
1 балл
-
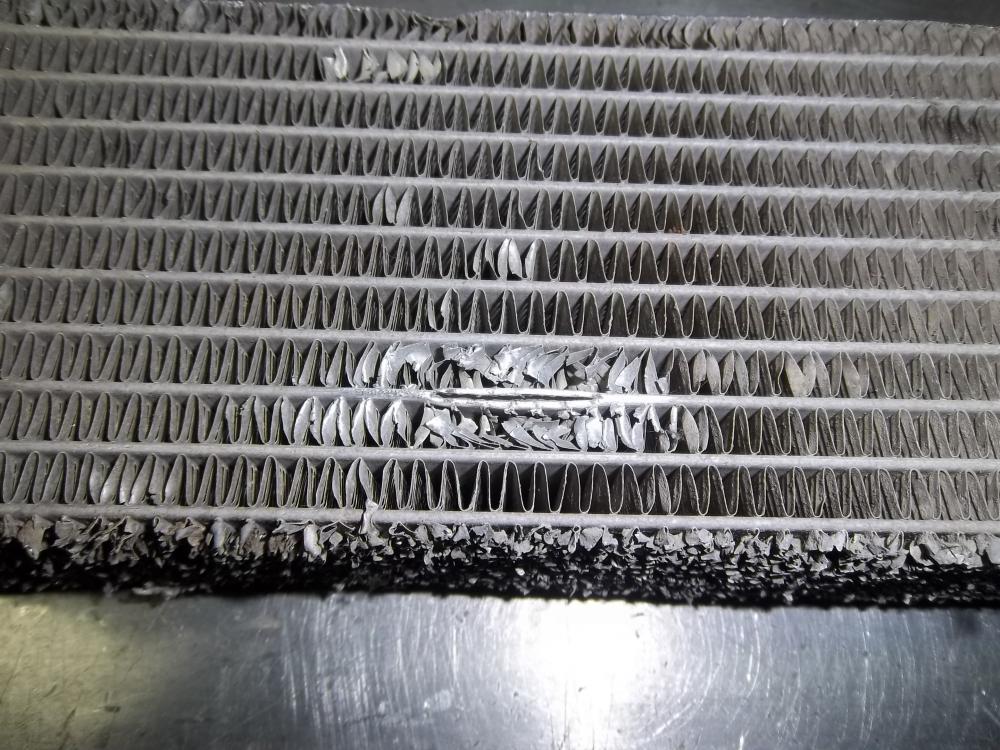
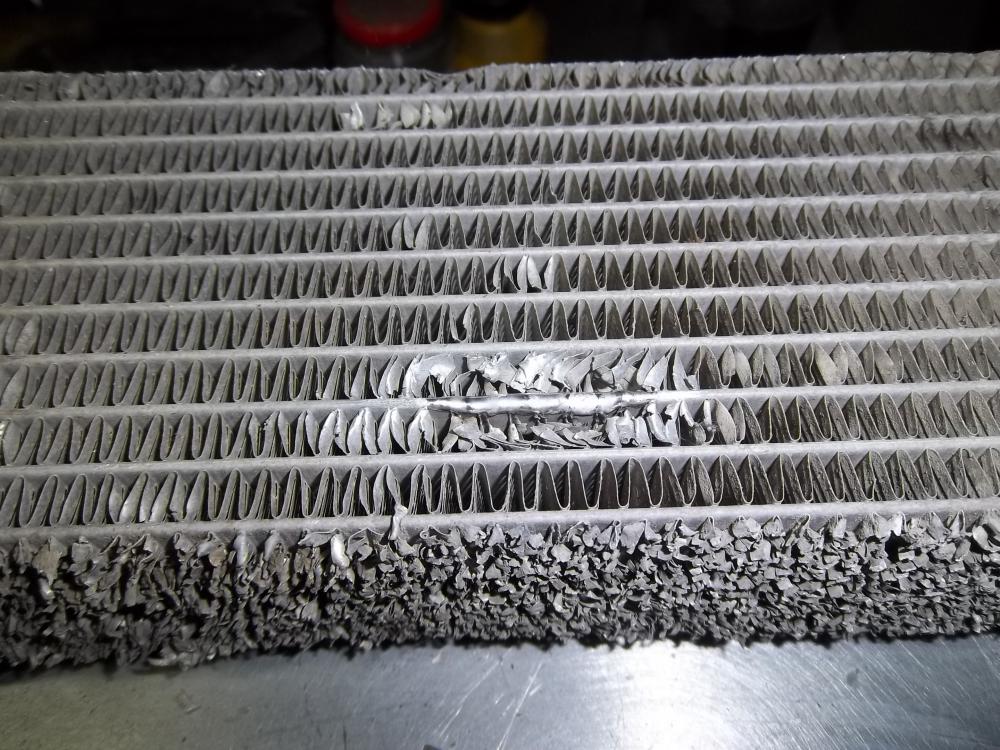
Немного фоток. Очередные дровишки получили возможность существовать дальше: Теплообменник ждет хозяина: Печечка прогрессирует по тихому. Разорваться на всё не получается. Сегодня готовился к приходу плазмы и торчал весь день на кислородке, а так как там все были заняты пришлось с напарником опрессовывать и клеймить баллоны, менять на них вентиля и красить их самим. Завтра покрасим для них домик и получится подобие вот такого модуля (фото из инета) только на 24 баллона * 50литров, завтра надеюсь дособираем. Наскакались за день до упаду. Одна радость: с таким "баллоном" за кислородом теперь придется ездить реже. Ну и прочие железячки
1 балл
-
Вот такое чудо на днях мне досталось:
1 балл
-
Сегодня нижний пояс установил и дождь пошел, по прогнозу на всю неделю. Успел ещё под начинающимся пару стыков шлифануть и смотал удочки. Курим бамбук пока...http://www.smailikai.com/smailai/26/smailikai_com_01(472).gif http://f6.s.qip.ru/sXLz7E6r.jpg Все элементы на антивандальные прихватки сажу, всё без люфтов и дребезжаний. Попинал ногой - всё крепко надёжно, с зачисткой правда повозиться чуток больше придётся... Мне ещё в другом месте подобные перила восстанавливать, там всё на обычном крепеже было,- часть разболтана, не хватает элементов декора, демонтировано(украдено) пару метров трубы и т.п.1 балл
-
еще бак, patrol y61 емкость получилась 160 литров, толщина 2 мм
1 балл
-
Как это обычно "у них" и происходит,- на плитку забили. На ковёр вне очереди вызывается Менгон. Лопата-друг сварщика: http://f5.s.qip.ru/2yrTZeUD.jpg продвигаемся: http://f6.s.qip.ru/2yrTZeUC.jpg "Оуу! Красиво получается"(с.) http://f6.s.qip.ru/2yrTZeUE.jpg 50% работы. http://f6.s.qip.ru/2yrTZeUF.jpg Для сварки очень успешно пошли ОК 61.30 2мм(две с лишним за пачку). Шлак отскакивает сам а под ним шов почти зеркальный, снял стык, но из-за особенностей игры света, вся красота на фото смотриться каким-то дефектом. Все стыки в последствии под шлифовк-полировку, а их с загибами и переходами ещё с десяток будет. http://f5.s.qip.ru/IA4wMzN1.png To be continued...1 балл
-
Отмечаюсь, тоже лестницу смастерил1 балл
-
1 балл
-
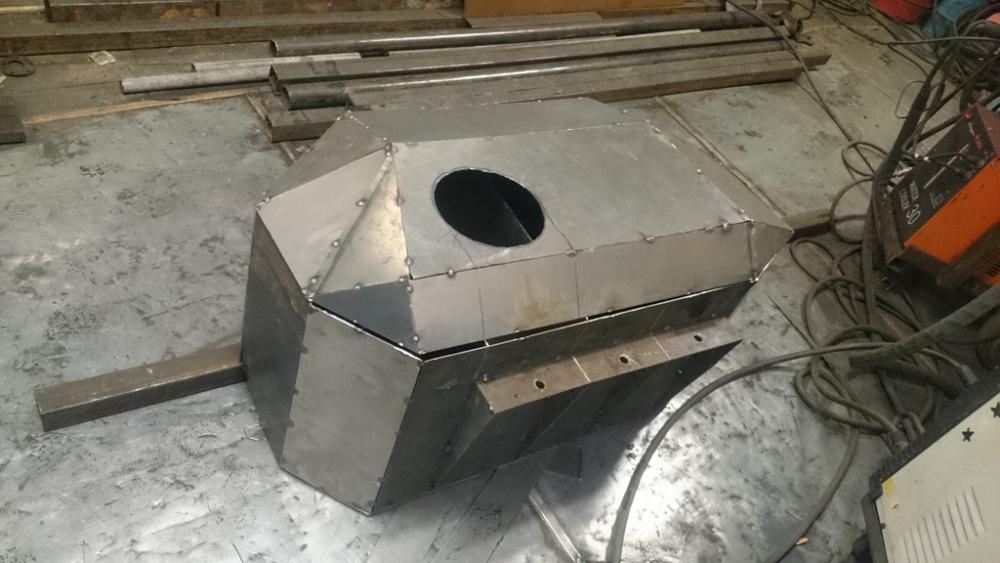
И у меня с работой зашевелилось . И сразу не по мелочи . Хотя сварки , в сравнении с подготовкой , на порядок меньше , так что будни у меня с " болгарским акцентом " . А учитывая , что подвезли лишь толику требуемого , то " лучшее " , конечно, впереди Часть имеющегося , фрагмент резки и подготовки с "последствиями" Токарная обработка нам только снится , поэтому излишки снимаю вручную не только на отводах Некоторые моменты монтажа Ну и работа по профилю Корень - ТИГ и ПА , облицовка ПА и РД .В основном , конечно , ПА , потому как и толщина , и диаметр позволяют , а скорость и трудозатраты соблазняют . Сделал несколько роликов моих будней , но в ходе урезки , монтажа и других плясок с бубном ( режиссёр из меня никакой ) , качество исходника заметно пострадало , но суть видна http://www.youtube.com/watch?v=z7KKJIFOREg http://www.youtube.com/watch?v=GkBPUWELyA8 Спасибо за внимание
1 балл
-
Данунафик?1 балл
-
,Изготавливая выхлоп,надо избегать острых углов.Переходы должны быть плавные,без "карманов" и выступающих кромок.Поток газов должен двигаться свободно и с наименьшим сопротивлением.Приблизительно так собирается выхлоп.
1 балл
-
Чугун и П\А
1 балл
-
Вот бы на таком мотоцикле да против правого сектора выступить! http://4.bp.blogspot.com/-KWq-auRdab0/UGtzSNH6qvI/AAAAAAAAGNM/G-6CZQ_-51k/s400/tactical+bike.jpg1 балл
-
Первые четыре фото и есть то, про что я говорил, это был просто эксперимент, ни до, ни после я так не варил, да и трубы у меня максимум Ф 100мм. На всех фото в один проход.1 балл
-
Писали-нет ? Электроды ОЗЛ-25б Химический состав наплавленного металла, % C: 0.12 max Ni: основа Мo: 1.3-2.5 Si: 0.6 max W: 0.1-0.3 Mn: 1.2-2.0 Cr: 18.0-22.0 S: 0.015 P: 0.02 Очень дорогие, потому продают(у нас по крайней мере) поштучно. На разовую работу можно купить и использовать как по прямому назначению РДС, так и как присадку обколотив обмазку.1 балл
-
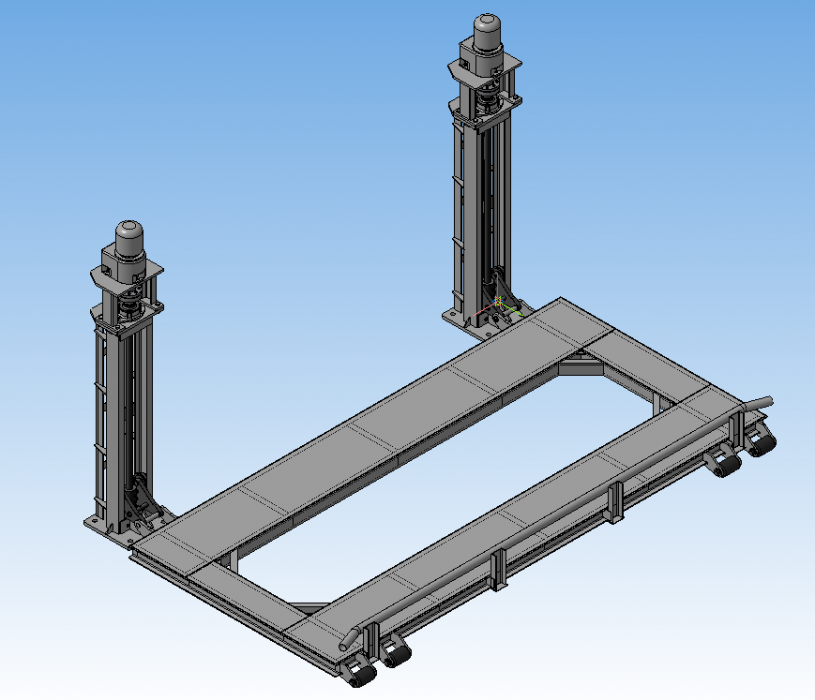
На видео, не самый лучший вариант опрокидывателя. Единственное достоинство, опрокинуть автомобиль без посторонней помощи [media]http://www.youtube.com/watch?v=EpOlHQOnmlM&feature=player_embedded[/medi Этот опрокидыватель специально изготавливался для ВАЗ Самый распространенный вариант В этом случае изготовлен неудачно. Вариантов достаточно в этой теме
1 балл
-
Барыга из меня не какой, да и благами пользовался скромно.Вообще-то открыть сварочный цех, именно цех, а не гаражную мастерскую, гораздо дороже, чем скажем заняться торговлей на тех же квадратах. Можно больше сказать, гаражная мастерская в 24кв.м. по оснащению может превзойти небольшой магазин. Даже в небольшой мастерской оснастка должна быть универсальной и сам пользователь, так сказать, универсал. Однако, есть пример когда на тех же 24кв.м. наши братцы коллеги не плохо зарабатывают. Наверняка всем знакома вывеска " Сварка аргоном" здесь некоторые удобства имеют большое значение. Я вообще начинал без условий и оснастки. Помню отключили напругу в мастерской, на " Ниве" нужно было заменить почти все элементы. Срубал специальным зубилом ( Р6М5 ) в элементах прокалывал отверстия дыроколом, и паял , латунь + бура , красил кислородом. Вот горелочка та самая и дырокольчик, Храню. Барыга с меня не какой, да и благами пользовался скромно.
1 балл
-
размороженый и завареный ОЗС-ом блок тракторного двигателя. Переделка чужого лепилова. Сварка разделки полуавтомат/ПАНЧ 11, облицовка - подварка пор ТИГ/х20н80.
1 балл
-
Вообще-то на всех полуавтоматах есть минимум два регулятора: 1- скорость подачи или сила тока (которые как раз и увязаны друг с другом), 2 - напряжение на дуге. Во многих аппаратах есть функция переключения регулятора 1 - настойка по току или по скорости подачи. В некоторых случаях вначале идет настройка по скорости, а при зажигании дуги этот же дисплей начинает показывать ток. А насчет изменения длины дуги с помощью скорости подачи - правильно, но того же можно добиться и увеличив или уменьшив напряжение регулятором 2.1 балл
-
Ну вот смотрите: при обычной сварке на короткой дуге с капельным перерносом при 215А должно быть где-то 22В напряжения. Увеличиваете его до 30В - и "процесс пошёл". В зависимости от аппарата может быть придется подкорректировать и ампераж, поэтому я написал "не сильно увеличивая". Но "вернемся к нашим баранам". Все вышеперечисленные "аргоновые фичи" работают только при относительно высоких токах, и как только они понизятся - вы тут же получите все "прелести" сварки полуавтоматом в чистом аргоне: непровар, чрезмерное усиление шва ("горб"), несплавления по краям...1 балл