Лидеры




Популярный контент
Показан контент с высокой репутацией 23.02.2015 во всех областях
-
Всех Защитников Отечества с праздником ! Супруга из подручных материалов сваяла подарок , подчёркивая род войск ( правда , от танков у нас были только эмблемы )
 14 баллов
14 баллов -
http://www.youtube.com/watch?feature=player_embedded&v=Xw01UpowRS09 баллов
-
Всех небезразличных к этому Дню - С Праздником, ребята!9 баллов
-
Всех причастных с Праздником 23 февраля! Всем здоровья, радости и хорошего настроения!!!9 баллов
-
Присоединяюсь к поздравлениям! http://www.smailikai.com/smailai/45/12.gif До 96- 2000г здесь служил: http://www.youtube.com/watch?v=w2_xt-Jl6vQ Над Охотским побережьем в живую слушал. Там дежурная пара регулярно пролетала, когда слышишь этот рёв - чувство гордости за свою страну аж распирает в груди.9 баллов
-
http://i.imgur.com/3DNhKZU.jpg http://img.ifcdn.com/images/4adfed42239359ddbbc00babc0076d3bd20d8fbbb8d8f53d07bbfa2c2d390ca2_1.jpg http://topru.org/wp-content/uploads/2015/02/60415_600.jpg8 баллов
-
Не взирая "на" и вопреки всем "но" поздравляю всех с днём Советской Армии и Военно-морского флота! Троекратное ура!!!7 баллов
-
С праздником всех!!!!Ура!Ура!Ура!Отдельное поздравление БУБВиТу 240УТП!!!Нашел сьемки нашей части...жива еще!http://www.youtube.com/watch?feature=player_detailpage&v=7wfA42amACchttp://delyagin.ru/pimages/425x344//2015/02/20/1424427646_63180.jpg7 баллов
-
С праздником!
6 баллов
-
Ступица с "древнего" прицепа.Банальная причина,не подтянули гайки вовремя.
6 баллов
-
На днях скромно прошёл день дальней авиации. Россия гремела своими машинами в первую мировую и в 80х. Сей час довольствуется остатками. Кто "срочку" провёл в полках Стратегической авиации тот махнул рюмку без напоминания. Илария явно видела этих славных лейтенантов и майоров в общественном транспорте Саратова. http://wikimapia.org/#lang=ru&lat=51.485692&lon=46.212026&z=17&m=b Нет музыки прекраснее на свете (наушники на максимум) http://www.youtube.com/watch?v=q-2dfEc70gU5 баллов
-
http://www.gaz69.ru/ipb/uploads/monthly_02_2015/post-11239-0-74068000-1424508062.jpg4 балла
-
утренний позитив)) https://www.youtube.com/watch?v=x7pJ9-v4yTQ#t=954 балла
-
Решил запостить тему, а то всё как-то не решался. Сегодня никаких фото не будет, а будет видево, но позже, так как фотом не передашь, то что я вложил в свою любимицу. Сваркой занимаюсь давно, года эдак с 86-ого, ещё слесарем работал на заводе. А сварка была допзаработком. Работали с отцом в обычном капгараже - желгаражи, желворота на капгаражи, потом пошли двери и решётки, изготовляли всякие метконструкции, ну и ремонтировали всякое садоводческое железо. В 2001 отца не стало, мачеха прибрала гараж, (благо хоть инструмент отдала), и ушёл я на выездные работы. Сначала катался на семёрке, подобрал бригаду - племянник и зять. Поменял инструмент, ну и задумался о машинке. В итоге понравилась Корейская Бонго 3 - полный привод, дублькаб, дизель, грузоподъёмность 800-1000 кг (по разным источникам). И была она куплена в 2008 году, и с тех пор всё унифицируется. На сегодняшний день, вроде укомплектована по полной, для моих задач. Так как сварщик я со строительным уклоном, то и инструмент соответствующий. Некоторые сварщики будут в ступоре, типа "Зачем это нужно?", а оно надо.... На сегодня всё, палец устал...2 балла
-
Если сломался метчик
2 балла
-
Парк горелок пополнился моделью 9-F.Пришли только головы 9 и 20.Шланг-пакет собрал сам.
2 балла
-
"Так больше продолжаться не может"- подумал я и решил погонять ММА-инвертор на пониженном напряжении,- раз уж такое дело. Поставил 110А, тройку УОНИ 55-ых. Зажёг, краем глаза смотрю - просело до 180В, ладно..варим... Сжёг 4 электрода, смотрю на вольтметр, а на нём 220 вольт стало показывать. Что за чудеса? Думаю своей сваркой, я кому-то, что-то загубил по фазе и теперь это "что-то" мне сеть просаживать больше не будет. Эх, я готов на гадости(с.)2 балла
-
@Nos, П\А сварка в импульсном режиме и скорее не СО2 , а смесь. Вот подлинник фильма от Kemppi http://www.youtube.com/watch?v=LMnRRx1popU&index=21&list=PLsHLtMYH29rQE4fohlrfakTtN5WhmNLXO Можно здесь еще посмотреть импульс на АЛ сплавах. http://www.youtube.com/watch?v=eZtv520FS482 балла
-
2 балла
-
http://cs425222.vk.me/v425222300/8df4/SVtpj2NKwbw.jpg2 балла
-
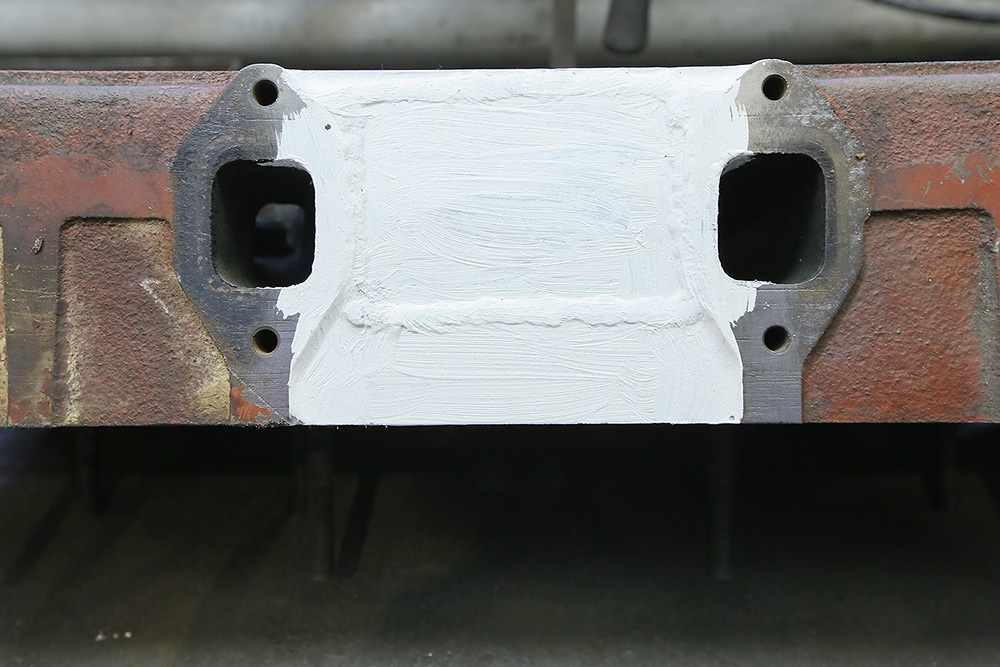
продолжение-ну,почти высохло..)) секретные технологии. и на закуску http://youtu.be/12afpxKdl10
2 балла
-
работал в сауне,стойки под душевную кабинку .Варил стоя на краю бассейна,единственный раз когда хотел упасть-прямо туда с подогревом и гидромассажем.Периодически заглядывали работницы бани(не банщицы,другие)и хихикая спрашивали не нужна ли помощь.
2 балла
-
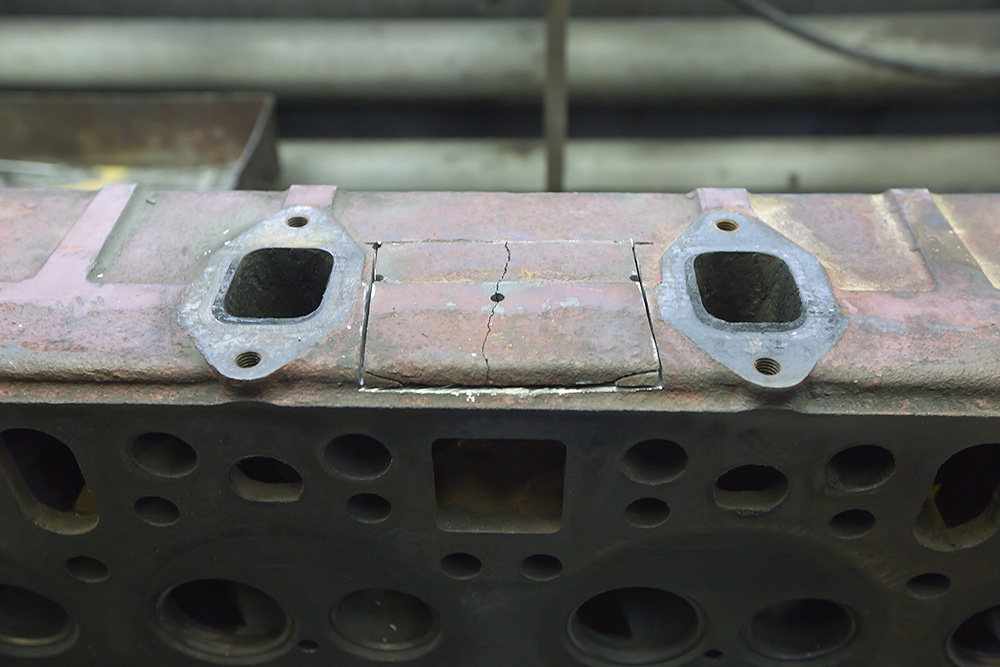
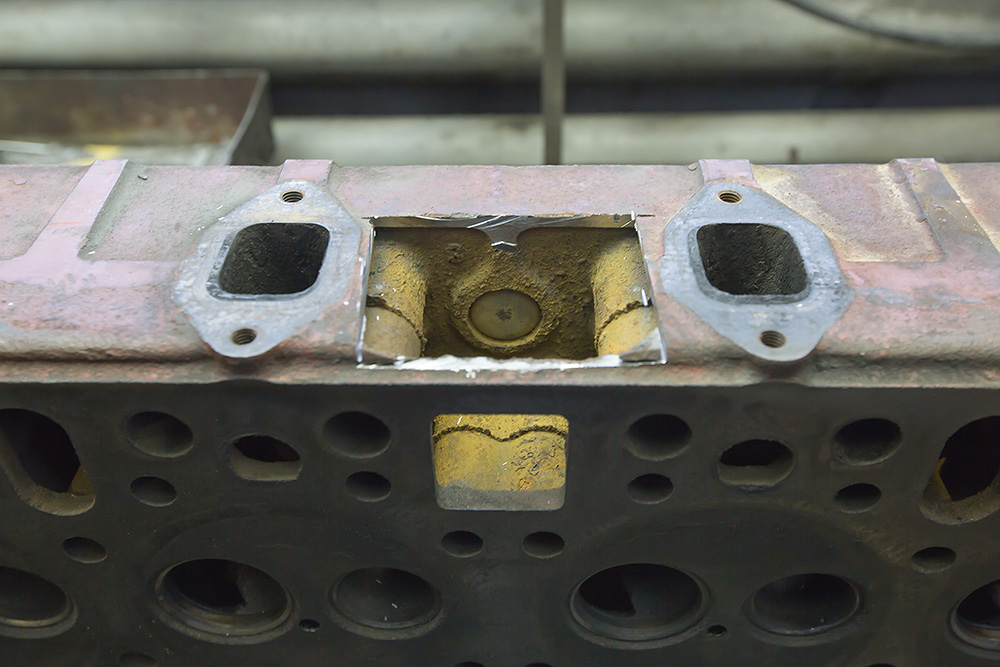
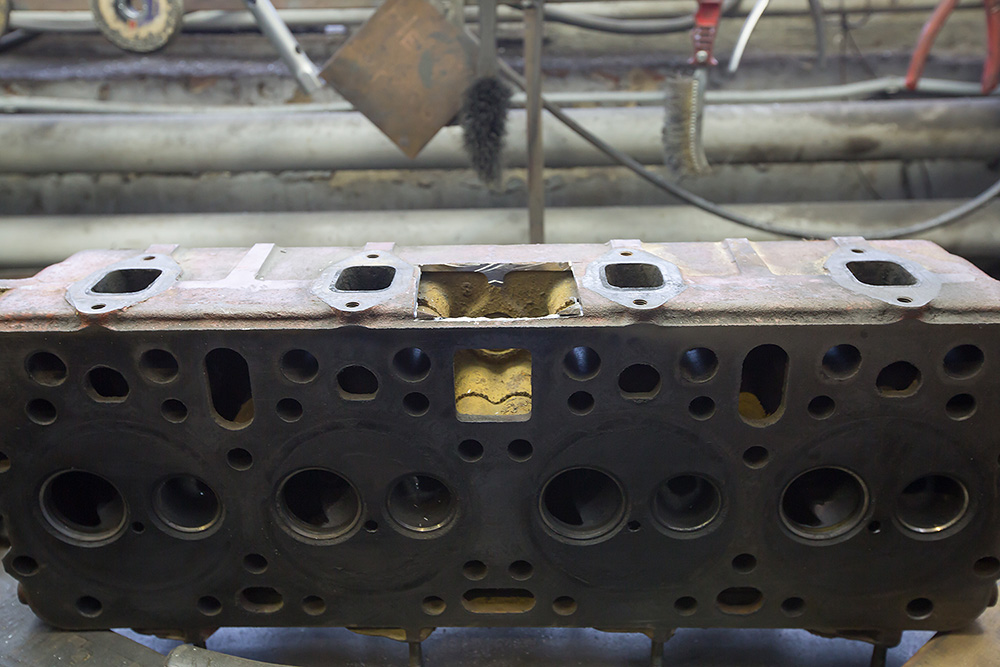
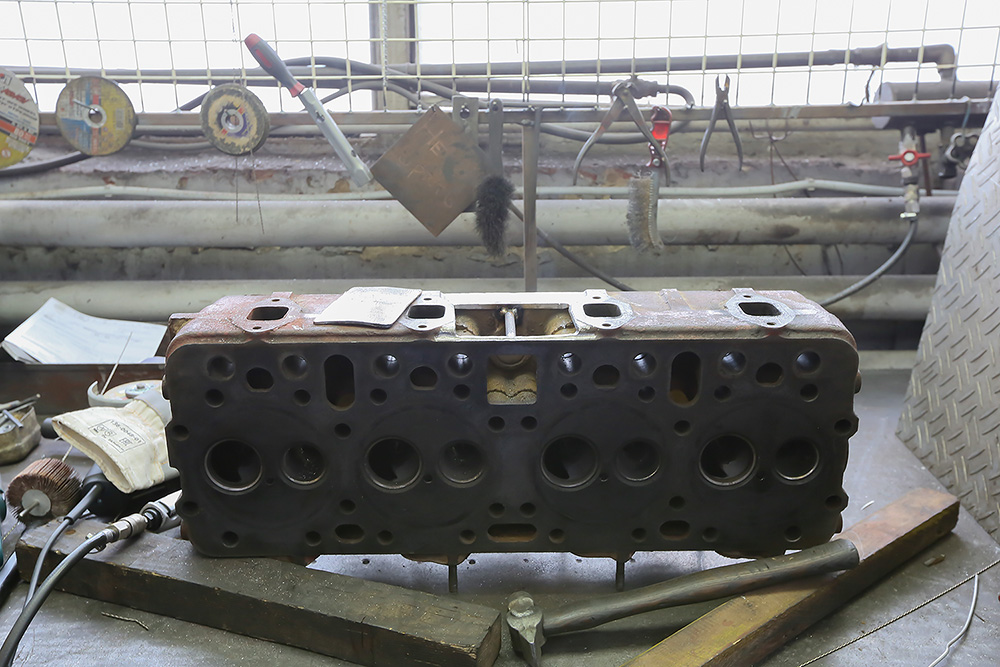
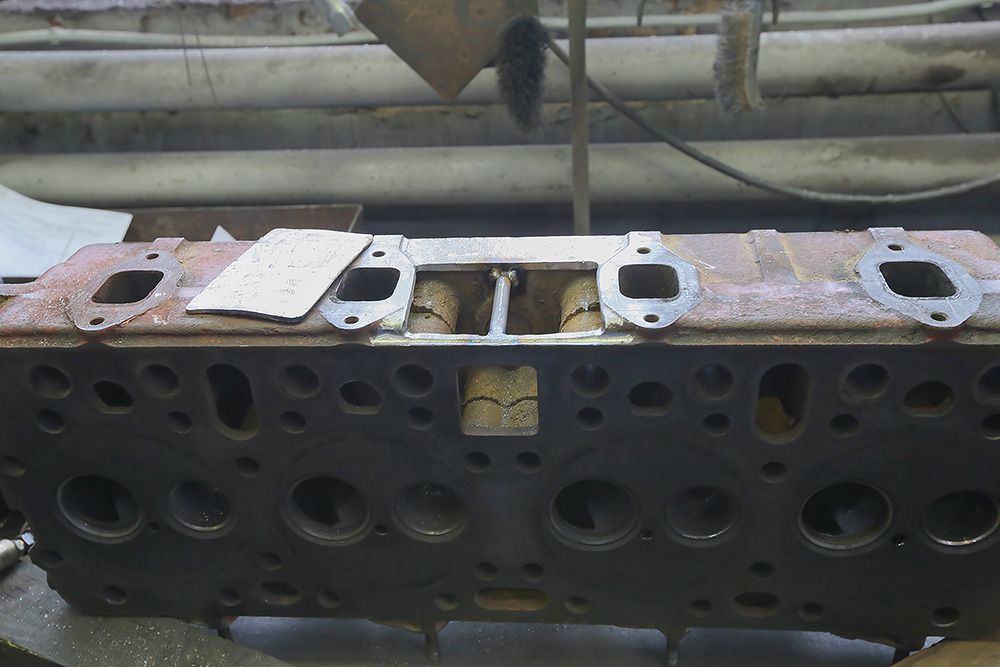
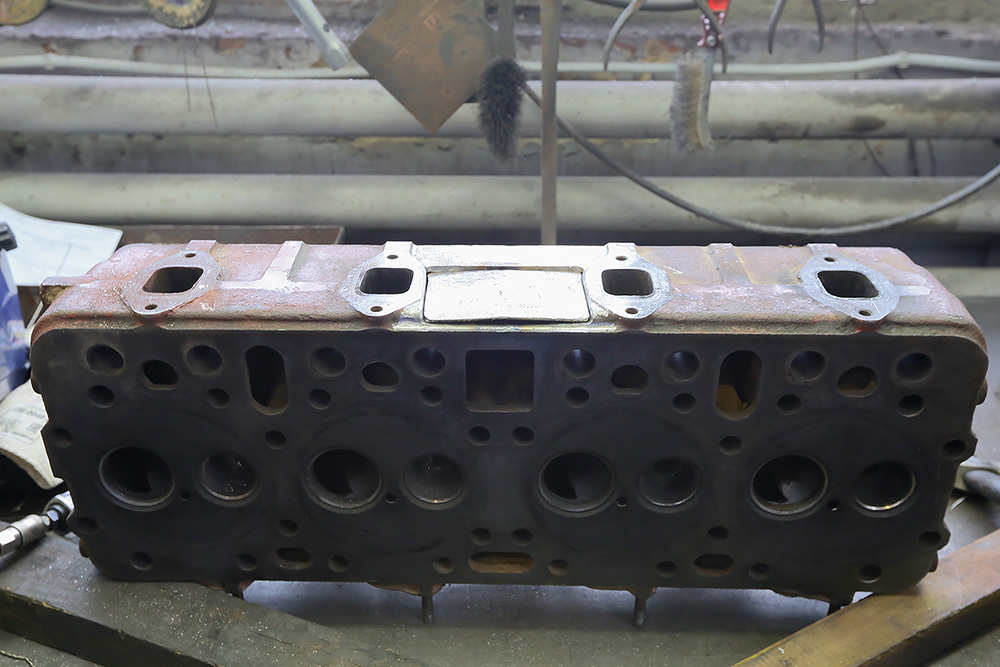
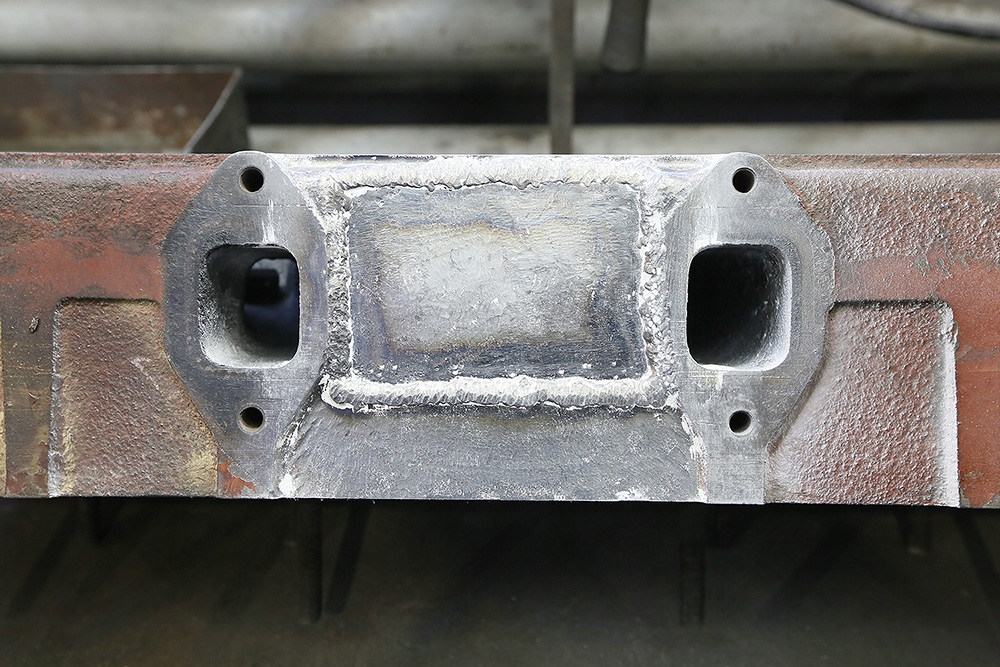
ГБЦ чугун
2 балла
-
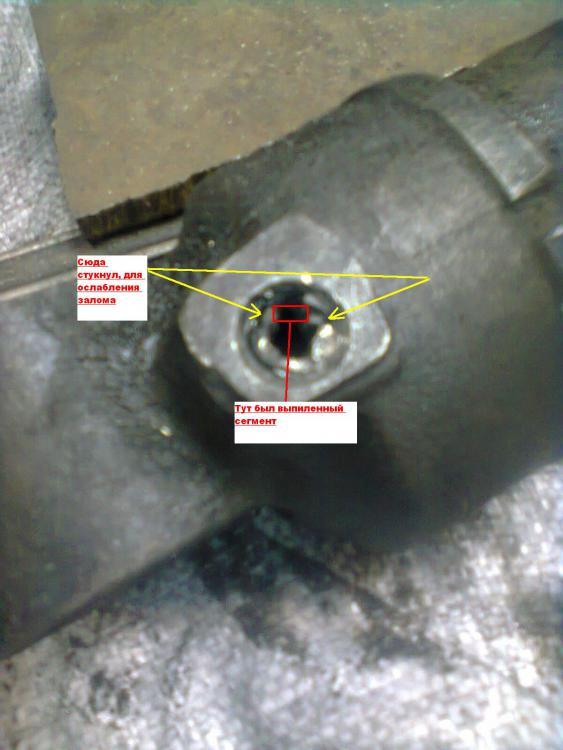
Сегодня использовал способ с "распилом залома". Принесли гидроцилиндр с остатками штуцера, попробовал самодельным "экстрактором", сделанным из сломанного метчика, не получилось. Достал лобзик и полотном для металла сделал два пропила, миллиметров через пять друг от друга, затем выбил выпиленный сегмент, залом ослаб в резьбе и легко вывернулся.
2 балла
-
@Andrew,Я пользовался. Ты же последнее время совмещал её с картой пользователей, там то чем помешала?1 балл
-
Для ОЗС-12 производителем( по крайней мере,ЛЭЗом), предписана обратная полярность,либо переменный ток.А обмазка и должна плавиться несколько медленнее стержня, это одно из условий устойчивого горения покрытых электродов, делающих возможным способ сварки с опиранием на обмазку... про некачественные образцы, козыряющие сверх меры и образующие сверхдлинный "чехол" речь не идёт1 балл
-
Только смесь , сам пробовал в СО2(в пульсовых режимах) -варит , но отличие сильно заметно - провар хуже, брызги появляются (в заметном обьеме),эстетика шва страдает (не для видео внешний вид))1 балл
-
Вот это уже правильное решение. Нашли дочь миллионера?1 балл
-
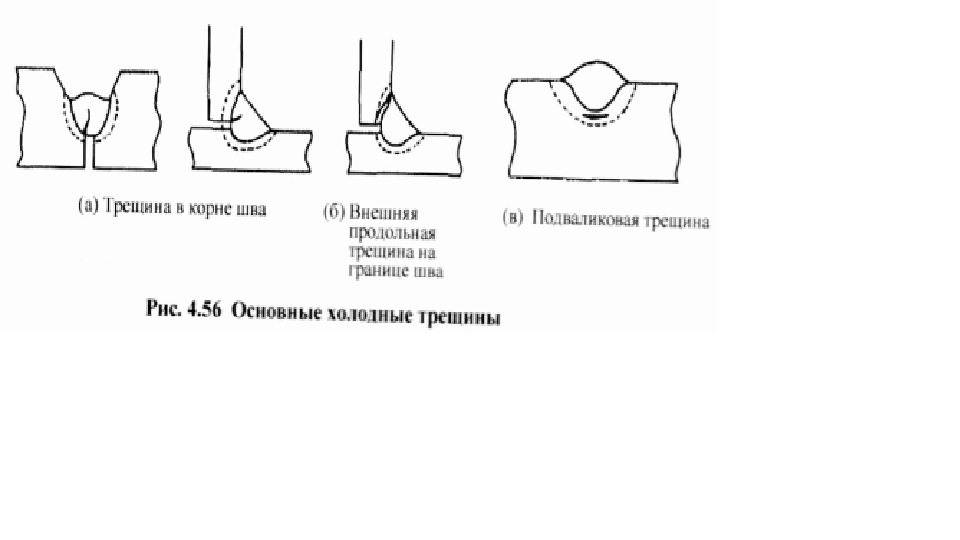
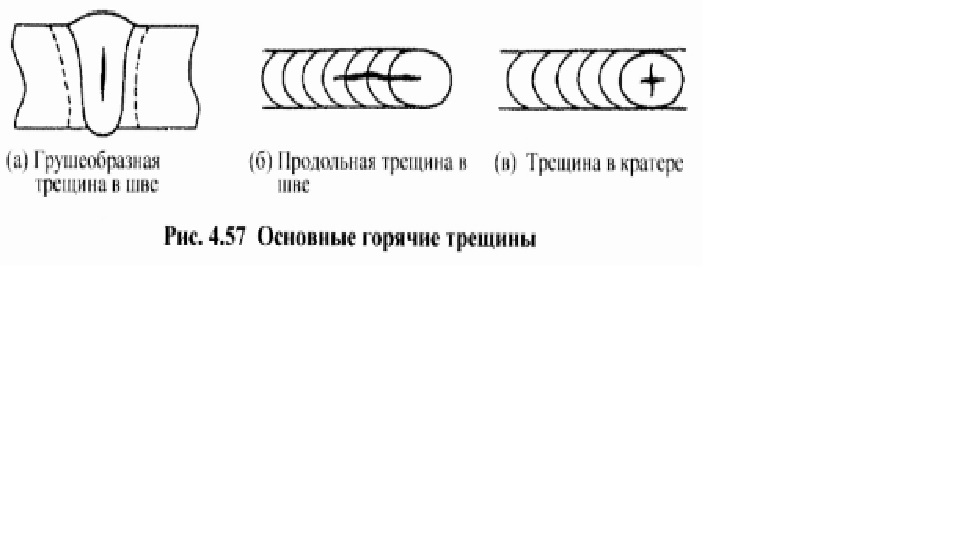
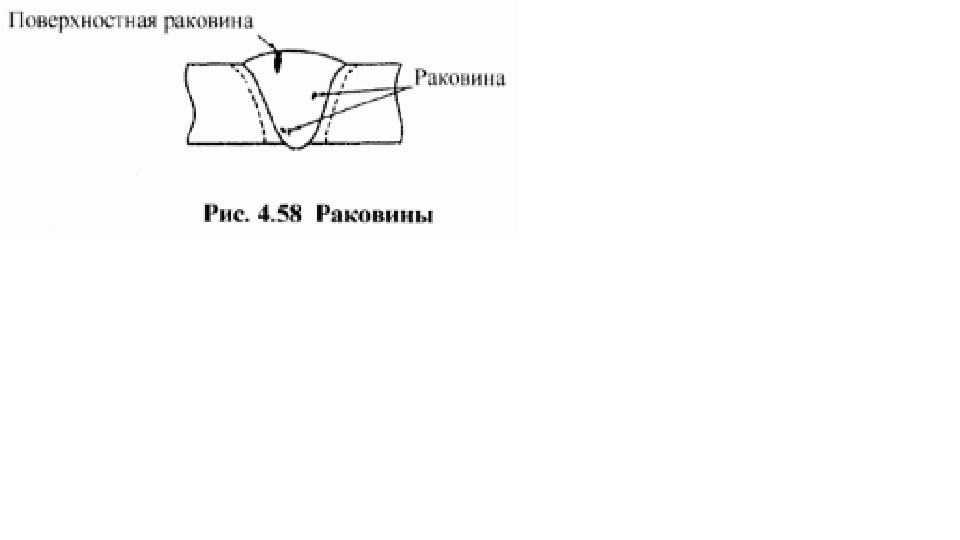
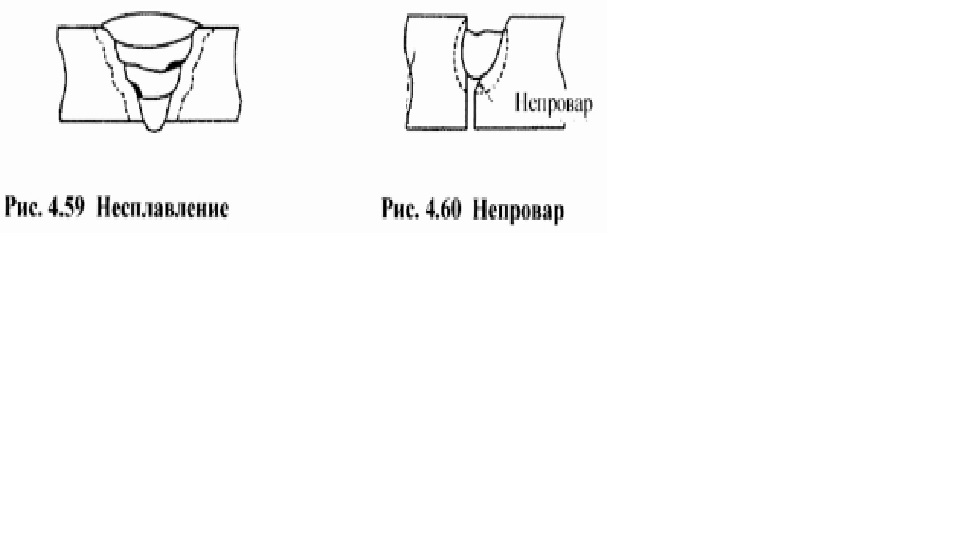
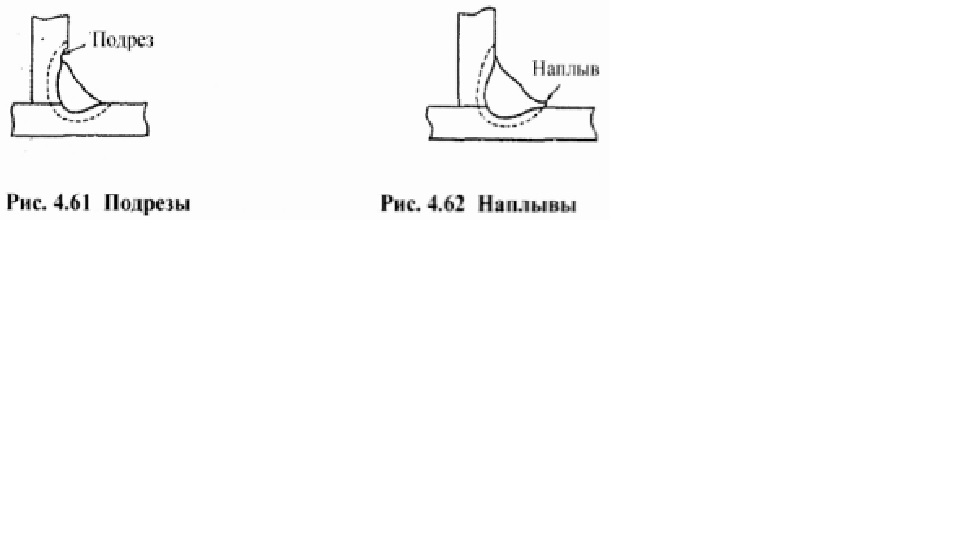
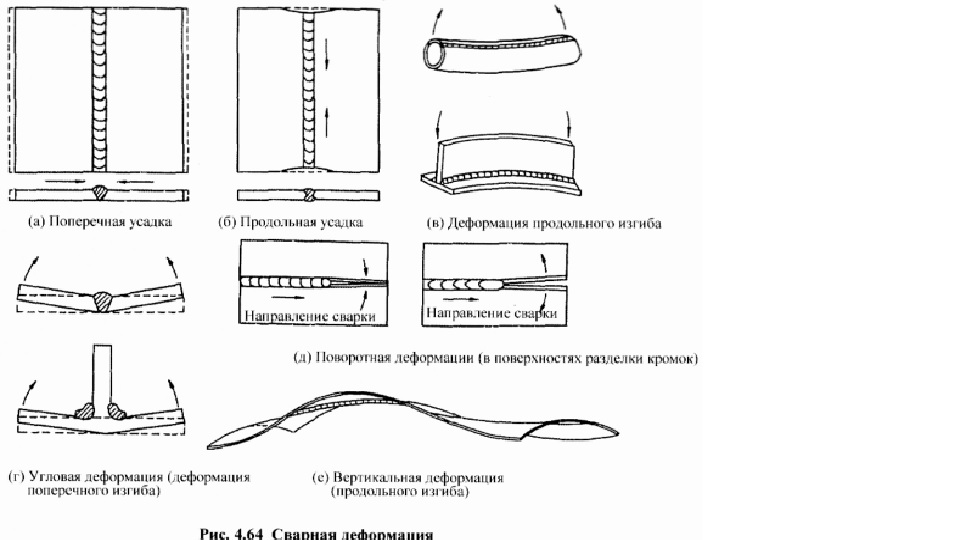
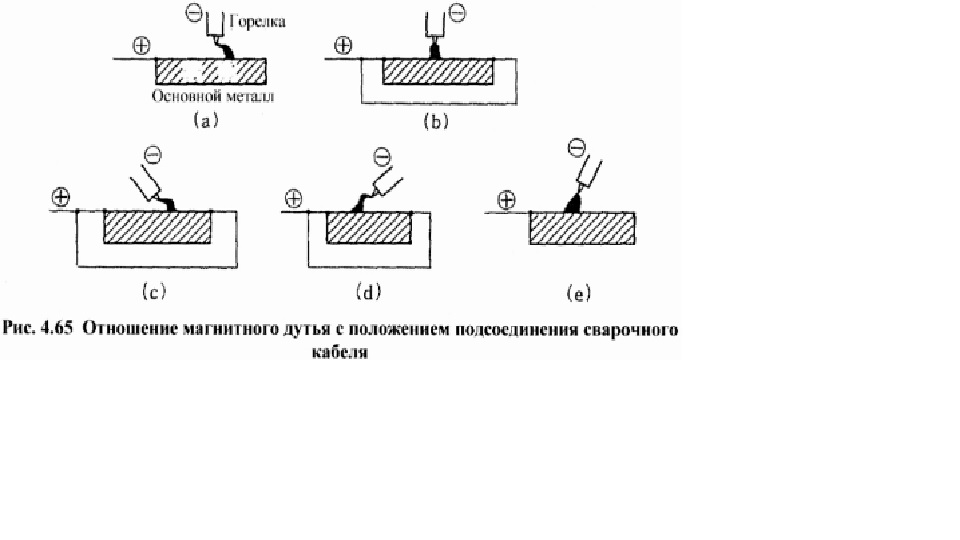
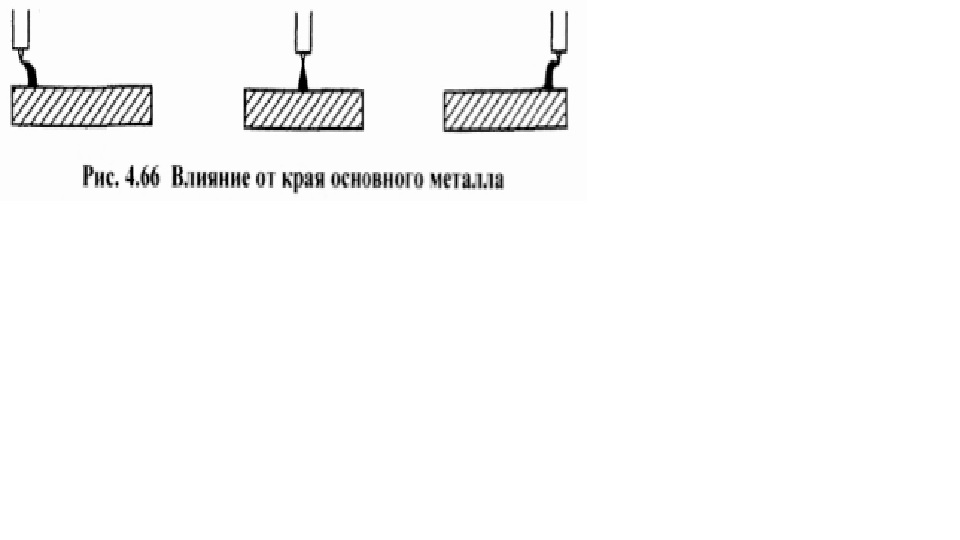
4-8 ДЕФЕКТЫ СВАРОЧНОГО ШВА И ИХ ПРЕДОТВРАЩЕНИЕ 4-8-1 Трещины Трещины образуются при затвердевании или застывании зоны сварки, и подразделяются по своему образованию на холодные трещины и горячие трещины. Холодные трещины возникают после застывания зоны сварки до относительно низкой температуры (порядка 200°С и ниже). Причиной считаются 3 фактора, а именно водород, проникший в зону сварки, завязывающая сила, воспринятая зоной сварки, и затвердевание сваренного металла или участка, находящегося под влиянием тепла. Трещины могут возникнуть, спустя несколько часов до нескольких дней после окончания сварки в 'зависимости от материала и других условий. Потому что до возникновения трещин нужно время для того, чтобы проникший в зону сварки водород перемещался внутри зоны сварки и накопился в количестве, необходимом для возникновения трещин. Имеются разновидности формы трещины, на рис. 4.56 представлены примеры, называемые трещиной в корне шва, внешней продольной трещиной на границе шва, подвалковой трещиной, каждый. Чтобы предотвратить холодные трещины следует; (1) Очистить разделанные кромки тщательно от масла, ржавчины, капель конденсата и пр. и тем самым по возможности устранить причину попадания водорода в тону сварки, (2) Чтобы ускорить выделение проникшего в зону сварки водорода. нужно поддерживать высокую температуру перед наложением последующего слоя путем подогрева, (3) Правильно подобрав форму разделки кромок, режим сварки, зажимное приспособление и подкладку, избежать возникновения чрезмерной завязывающей силы, резкого застывания с последующим затвердеванием металлической структуры. Горячие трещины возникают в процессе сварки или непосредственно после сварки, когда зона сварки имеет температуру (порядка 300°С и более) и появляются при затвердевании расплавленного металла. Так что они могут быть названы трещинами от затвердевания. Считается, что непосредственно перед завершением затвердевания расплавленного металла в межзеренной границе в середине валика и в окружении валика остается малая масса расплавленного металла в виде пленки. Если к этому расплавленному металлу приложится сила, сопровождающая тепловую деформацию, он не выдержит деформацию по причине своей незначительной массы, пробьется отверстие, которое перерастет в трещину от затвердевания. Следовательно, на возникновение трещин значительное влияние оказывают химический состав зоны сварки, включение примесей и пр. На рис. 4.57 представлены примеры, называемые по форме трещины грушеобразной трещиной в шве, продольной трещиной в шве, трещиной в кратере. Чтобы предотвратить горячие трещины следует: (1) Подобрать форму разделки кромок и режим сварки, чтобы не получилась форма поперечного сечения шва, узкая и длинная в направлении проплавления. То есть установить отношение «глубина проплавления/ширина шва» на небольшое значение. (2) Так как трещины склонны возникать, когда количество фосфора (Р), серы (S) и пр. велико, следует по возможности уменьшать примеси в основном металле и присадочном металле. А далее, подбирать присадочный металл, марка которого подходит к основному металлу. (3) В зоне кратера производить правильную заделку кратера путем управления нисходящим потоком тока и пр. 4-8-2 Раковины Раковинами называют полости, которые образованы по причине того, что газ, проникший в расплавленный металл и не успевший выйти из него, перекрыт в расплавленном металле. В частности, раскрытые на поверхности шва раковины называются поверхностными раковинами. Раковины в основном состоят из водорода и кислорода, а в зависимости от ситуации также из аргона, использованного в качестве защитного газа. Кроме того, по сравнению с другими металлами алюминий склонен к образованию раковин по причине того, что масса водорода в затвердевшем металле значительно меньше, чем в расплавленном металле, и в процессе застывания выделяется большая масса водорода. Чтобы полностью устранить эти раковины, требуется наиболее тщательное внимание. Чтобы предотвратить раковины следует; Удалить с участка разделки кромок грязь, ржавчину, влагу и обратить внимание на очистку, Так как попавшая на присадочный металл влага также может привести к возникновению раковин, обращать тщательное внимание на просушивание. В частности, при сварке алюминия в зависимости от ситуации необходимо удалить оксидную пленку с поверхности присадочного металла. Обращая внимание на расход защитного газа, защиту от ветра, очистку сопла и т.д., предотвратить захват воздуха вследствие неполной защиты. Также, не удлинять дугу больше, чем необходимо.4-8-3 Несплавление Отсутствие сплавления между наплавленным металлом и основным металлом или между наплавленными металлами каждого прохода, как показано на рис. 4.59, называется несплавлением. В случае нержавеющей стали, алюминиевого сплава и пр.. на поверхности шва образуются окиси с высокой температурой плавления и, если при наложении следующего слоя шва расплавленный металл опережает дугу и дуга прямо не попадает на поверхность шва, эта оксидная пленка не подвергается плавлению, остается, и может вызвать несплавление. Чтобы предотвратить несплавление следует: (1) Тщательно очистить поверхность разделки кромок и поверхность шва. (2) Подобрать режим сварки, обеспечивающий достаточную глубину проплавления, и, в частности, обращать внимание на полное проплавление краев лицевой поверхности предыдущего слоя шва 4-8-4 Непровар Непроваром называется состояние, когда части разделок кромок, в частности, поверхности притупления кромок, не проплавляются. Как показано на рис. 4.60. непровар склонен возникать, когда угол скоса кромок мал или притупление кромок слишком велико. Чтобы предотвратить непровар следует: (1) Подобрать правильную форму и размеры разделки кромок. В частности, обращать внимание на то, чтобы угол скоса кромок не стал слишком малым и притупление кромок не стало слишком большим, (2) По возможности укоротить дугу и уменьшить напряжение дуги. (3) Подобрать режим сварки, с целью получения достаточною тепловложения для сварки, увеличивая сварочный ток, убавляя скорость сварки и т.д. 4-8-5 Подрезы и наплывы Когда основной металл по краям лицевой поверхности шва подвергается слишком интенсивному расплавлению, появляется впадина в виде паза, которая называется подрезом. Как покачано на рис. 4.61 подрезы склонны возникать на верхних краях лицевой поверхности шва при горизонтальной сварке угловым швом. Значительные или острые подрезы убавляют прочность соединений, так что следует по возможность предотвратить их возникновение. Чтобы предотвратить подрезы следует; (1) Не увеличивать сварочный ток больше, чем необходимо, (2) Избегать слишком большой скорости сварки. (3) Поддерживать правильное положение угла наклона горелки, и правильную длину дуги. Наплывами называется состояние того, что основной металл по краям лицевой поверхности шва не подвергается расплавлению, и металл шва натекает на основной металл, как показано на рис. 4.62. Наплывы представляют собой противостоящее подрезам явление, которое возникает, когда объем добавления присадочного металла слишком велик, скорость сварки слишком мала и пр. 4-8-6 Беспорядочность валика В случае дуговой сварки на низкочастотном импульсе и пр., когда установлена слишком большой скорость, получается прерывистый валик, как показано на рис. 4.63 (а). Если по сравнению со сварочным током скорость сварки слишком велика, длина дуги слишком велика и т.д.. как показано на рис. 4.63 (б), появляются нерегулярные впадины и не образуется однородный валик. При импульсно-дуговой сварке, когда установлена слишком большая разница между пиковым током и базовым током, также может возникнуть этот надвигающийся валик. Так что, следует избегать увеличения скорости сварки, удлинения дуги, и т.д. больше, чем необходимо. Кроме того, при импульсно-дуговой сварке не следует устанавливать чрезмерно большую силу тока, для большего увеличения эффекта. 4-8-7 Вольфрамовые включения Вольфрамовыми включением называется явление того, что в процессе сварки конец вольфрамового электрода вытекает в расплавленном виде или прикосновение конца вольфрамового электрода к расплавленному металлу приводит к попаданию вольфрама в металл шва. Следует обращать внимание на то. что участки с вольфрамовыми включениями затвердевают крайне интенсивно и повлекут за собой трещины. Следует уделять внимание тому, чтобы использовать электроды правильного диаметра применительно к сварочному току, поддерживать правильную подачу защитного газа для предотвращения быстрого износа электрода, перемещать электрод, избегая прикосновения электрода к ванне расплавленною металла. 4-8-8 Сварочная деформации Из-за вкладываемого дугой тепла, зоны сварки и околошовные зоны подвергаются растяжению и усадке и после окончания сварки, как представлено на рис. 4.64, возникают (а) поперечная усадка, образуемая в направлении, перпендикулярном сварному шву, (б) продольная усадка, образуемая в направлении линии сплавления, (в) деформация продольного изгиба, образуемая в направлении сварного шва. (г) угловая деформация, представляющаяся собой перелом вдоль сварного шва. (д) поворотная деформации, при которой зазор в вершине разделки становится уже или шире по мере продвижения сварки, (е) вертикальная деформация, образуемая в случае тонкостенных листов в волнистом виде. Сварная деформация понижает точность отделанных изделий, портит качественный вил и оказывает вредное влияние на прочность, жесткость и т.д. конструкций, так что следует по возможности уменьшить ее возникновение. Чтобы сдержать сварную деформацию, следует 1) Предположив усадку и деформацию от сварки, заранее предусмотреть припуски на усадку или придать обратную деформацию, 2) Чтобы уменьшить суммарное тепловложение сварки, подбирать разделки кромок малого поперечного сечения. Предпочитать Х-образную разделку кромок или двухстороннюю симметричную «рюмкообразную» разделку кромок V-образной разделке кромок, подбирать более узкий зазор в вершине разделки, 3) Чтобы по возможности уменьшить неоднородность зазоров в вершине разделки, смещение и т.д.. повышать точность элементов, заранее проверять форму разделки кромок и использовать сборочное зажимное приспособление, а затем производить сварку прихватками. 4) Составить технологическую последовательность сварки, чтобы уменьшить сварную деформацию. 4-8-9 Магнитное дутье В некоторых случаях в силу магнитного действия тока дуга изгибается в определенном направлении и направленность и сосредоточенность дуги становятся неустойчивыми, в результате чего шов получается извилистым, ширина шва становится уже, проплавление - мельче. Это явление называется магнитным дутьем, четко появляется при сварке стали на постоянном токе, в частности, склонно возникать при сварке угловым швом, соединениях с глубокой разделкой кромок и т.д. При сварке на переменном токе магнитное дутье почти не возникает, но при сварке на постоянном токе возникает даже в случае, когда основной металл представляет собой нержавеющую сталь, которая не поддается намагничиванию. Возникновение магнитного дутья различается в зависимости от положения подсоединения сварочного кабеля к основному металлу, угла наклона горелки, ширине основного металла и т.д. Например, как показано на рис. 4.65 (а), если сварочный кабель подсоединен слева, дуга гнется направо; как показано на (b), если сварочные кабели подсоединены с обеих сторон, магнитное дутье не появляется. Однако, как показано на (с) и (d), даже когда сварочные кабели подсоединены с обеих сторон, если наклоняют горелку, дуга изгибается в противоположном наклону горелки направлении. В случае наклонения горелки, как показано на (е), рекомендуется подсоединить сварочный кабель к краю основного металла с противоположной наклону горелки стороны. Кроме того, как показано на рис. 4.66, в случае сварки края основного металла, дуга склонна изгибаться к центру основного металла. Во многих случаях можно предотвратить это явление, подсоединив еще один сварочный кабель в место, где начинает появляться магнитное дутье. Чтобы сдержать магнитное дутье следует; (1) Изменять положение подсоединения сварочного кабеля к основному металлу. (2) Подсоединять сварочный кабель на два места основного металла или более. (3) Изменять угла наклона горелки. Кроме того, в некоторых случаях с помощью электромагнита или магнита исправляют магнитное дутье принудительно.
1 балл
-
Доделал таки надрамник. Окончательно сваривал все прямо на шасси, что бы потом проблем с отверстиями крепежными не возникло. Косынками все как следует усилил. Потом приступил к кузову. Фото пока не делал, но там в основном вырезал ништяки, оставленные сварщиками до меня. :-) фото ремонта позже будут. А тут привезли ребятам новую резину, а это лишний повод разжиться новой кувалдочкой. Вот какой-то вал приперли. А вот уже непосредственно "шиномонтаж")))
1 балл
-
@marat, с Днём Рождения ! Здоровья и всего наилучшего !1 балл
-
Эта история произошла во времена ярой дружбы СССР и Кубы. Тогда наши дальние стратегические бомбардировщики Ту-95 регулярно кружили вокруг Кубы и делали аэрофотосъемку всего что можно. Кстати, американцы в этом районе держали свои боевые корабли, в том числе и несколько авианосцев. Так вот, летит над океаном один Ту-95 (К слову, кто не знает что такое Ту-95: это огромадная махина, с размахом крыльев около 85 метров – пошире, чем палуба авианосца, с 4-мя здоровыми двигателями и 8-ю 3-х метровыми винтами), летит никого не трогает, и подлетает к нему сбоку американский перехватчик (просто по курсу Ту-95-того находился авианосец штатов). Пилот знаками показал «открой бомболюк» (мало ли, вдруг у тушки там бомба и он летит потопить его аэродром). Наши летчики открыли ему бомболюк. Пилот подлетел снизу, увидев что ничего кроме фотоаппаратуры там нет, успокоился. Опять поравнявшись с тушкой, он улыбался, подмигивал, а потом показал брюхо своего самолета вместе с ракетами воздух-воздух, на что тушка грозно повертев своими 8-ю пушками (обмен любезностями, так сказать). Но пилот не успокоился и решил пошутить – он показал команду «садись!». Наши переспросили: - «садиться?!». - «Yes!» - «на авианосец?!» - «Yes!» - «Ок» - сказали русские и на подлете к авианосцу пошли на посадку… Но как они пошли на посадку…..Снизили высоту и скорость… Выдвинули все свои закрылки и прикрылки…. Задрали нос….Даже выпустили шасси!!! Так американские матросы, увидев, что сейчас на них сядет эта махина и от палубы, самолетов, людей и построек оставит одну палубу, начали прыгать в воду!! А высота малоприятная – примерно с 9-ти этажный дом. Наши конечно не сели, а в последний момент свернули в сторону и летели на минимальной высоте, чтобы скрыться от вражеских локаторов. Как говорят очевидцы на аэродроме, после приземления, наши летчики от смеха буквально вываливались из самолета...1 балл
-
Главное замдир Фоменковской "Мараши" невозмутимо смотрит на это все)))1 балл
-
@shestuhin, спасибо! Тем временем, обжившись в гараже, помогаю другу облагородить раму мотоцикла Урал (который по пяьни я себе на ногу уронил, благо обошлось без перелома ) Не нравятся мне грубость исполнения, хочется все разровнять Это п/а, как раз Аврору погонял, потестил - "нраааица", промежуточных фото нет, это уже зачищено. http://cs622220.vk.me/v622220631/1d2d5/EYc3zn9yC3A.jpg http://cs624423.vk.me/v624423196/24288/7OXsGrsraB4.jpg А это РАДС. http://cs624423.vk.me/v624423196/24276/qc1nE-6RW3k.jpg http://cs624423.vk.me/v624423196/2426d/ylp-K_maHGo.jpg http://cs624423.vk.me/v624423196/24264/py1Eu_hWBCE.jpg Пардоньте за бардак, после субботнего гараж-пати-хард не было времени на уборку))1 балл
-
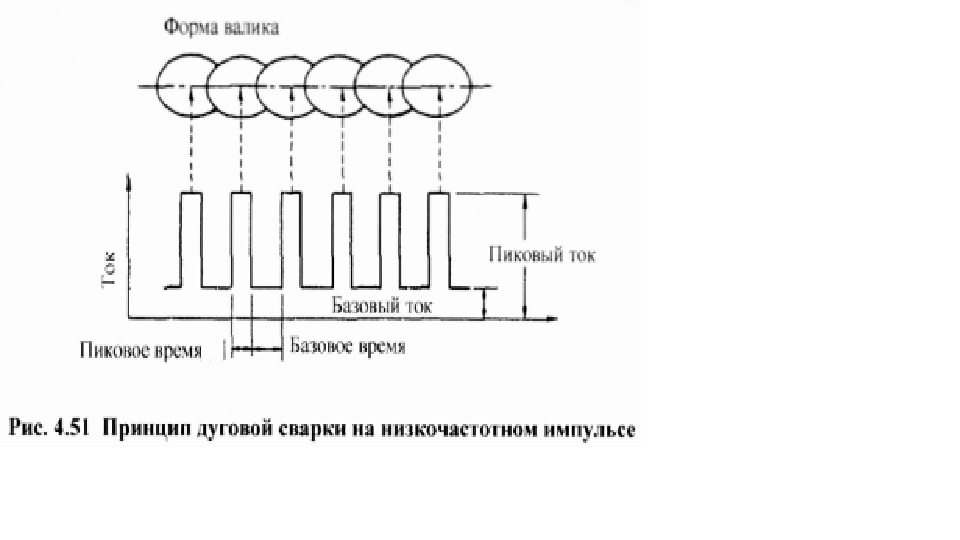
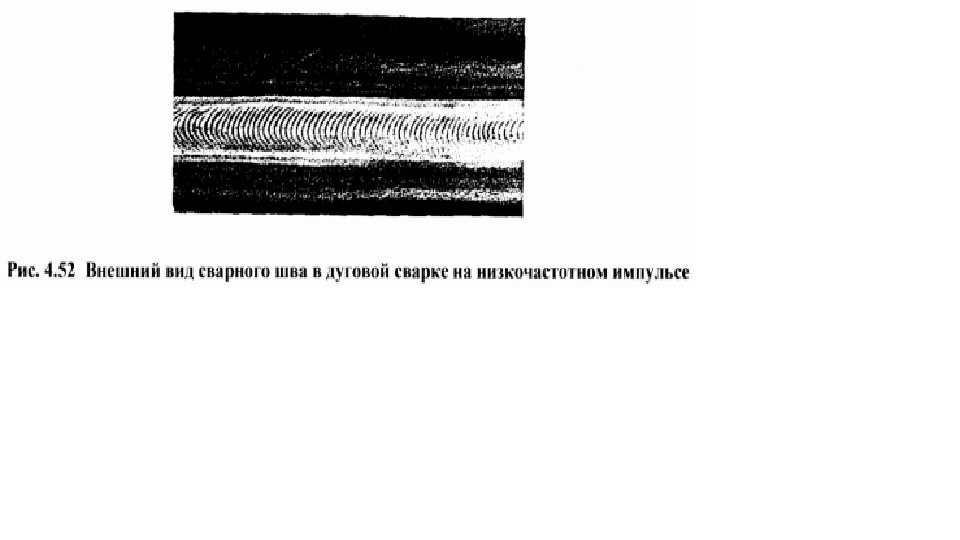
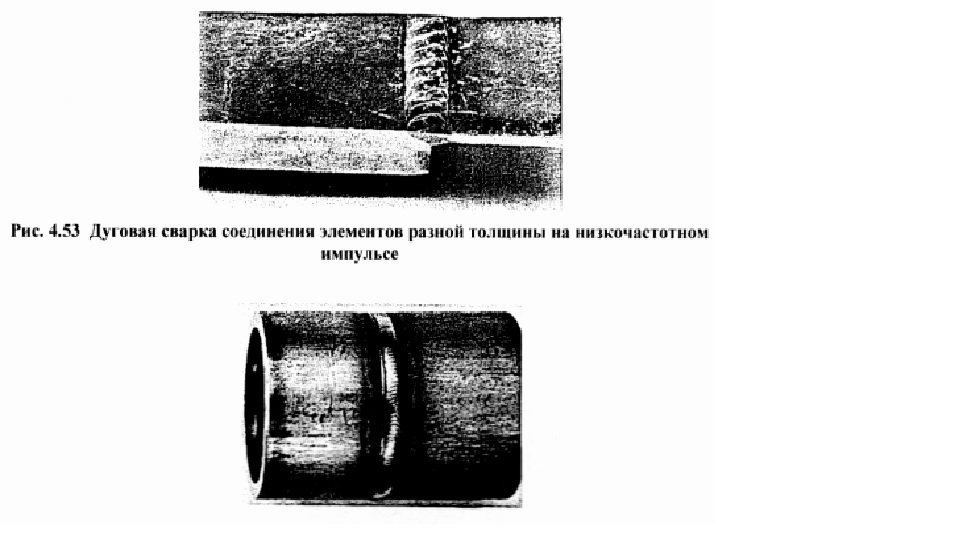
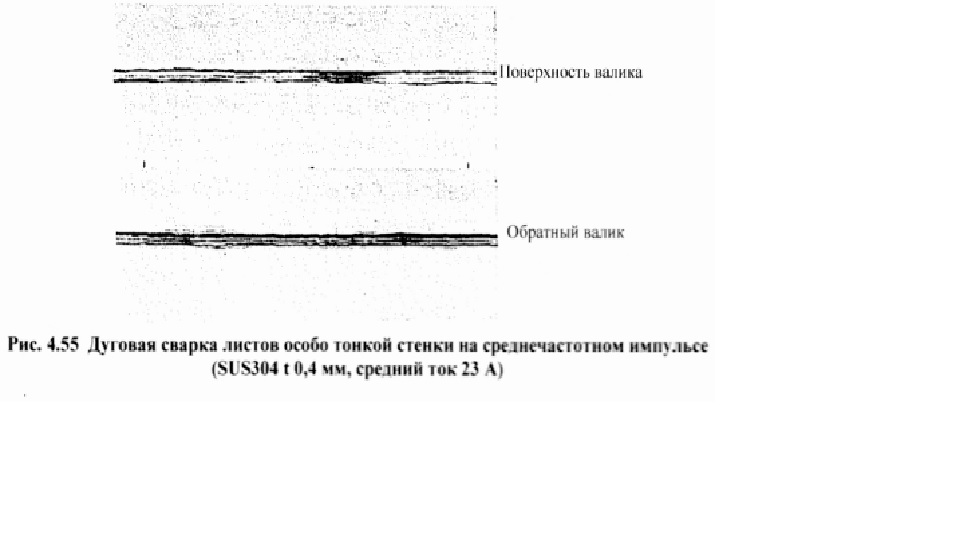
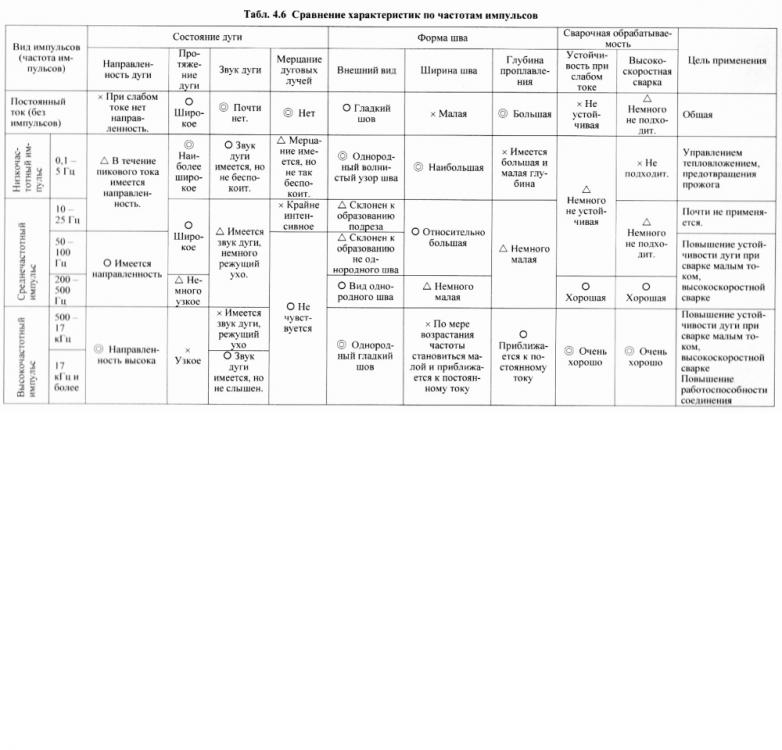
4-7 ИМПУЛЬСНО-ДУГОВАЯ СВАРКА 4-7-1 Дуговая сварка на низкочастотном импульсе Под дуговой сваркой на низкочастотном импульсе подразумевается сварка с управлением тепловложепия к основному металлу за счет периодического изменения сварочного тока частотой не больше чем несколько герц для того, чтобы предотвратить прожог, который может случиться при наложении первого слоя шва, провисание валика в вертикальной и поперечной сварке. В период пикового тока подвергают основной металл расплавлению, в период базового тока дают расплавленному металлу затвердеть и дальше повторяют эти действия периодически. Следовательно, в крайнем случае сварку ведут, накладывая швы точечной дуговой сваркой, как представлено на рис. 4.51. Поскольку длительность формирования ванны расплавленного металла соответствует пиковому времени, а длительность затвердевания - базовому времени, естественно, импульсному периоду имеются пределы, которые составляют 0,1 -5 Гц. На рис. 4.52 представлен пример сварного шва в дуговой сварке на низкочастотном импульсе. Образуется волнистый узор синхронно с периодом импульса и получается весьма однородный вид шва. Под действием пикового тока дуга расширяется, ширина шва возрастает, однако по мере изменения тока глубина проплавления становится или глубокой или мелкой, так что дуговая сварка на низкочастотном импульсе не подходит к высокоскоростной сварке. В случае соединения инородных материалов, например, нержавеющей стали с мягкой сталью, соединения элементов с разной толщиной стенки, теплопроводность каждого элемента отличается друг от друга, так что при сварке на постоянном токе требуется довольно высокий уровень навыков. Если к таким соединениям применяют дуговую сварку на низкочастотном импульсе, основной металл расплавляется сосредоточенно при пиковом токе и тем самым не склонен подвергаться влиянию теплопроводности. Поэтому при не очень высоком уровне навыков получается хороший результат сварки без большого труда. На рис 4.53 представлен пример результата стыкового соединения нержавеющих элементов, толщины стенки которых отличаются друг от друга. Кроме того в случае дуговой сварки на низкочастотном импульсе для управления расплавлением и затвердеванием основного металла можно устанавливать пиковый ток время и базовый ток/время отдельно, что способствует управлению обратным валиком и предотвращению провисания валика, и позволяет установку режима применительно к форме соединения, пространственному положению сварки и пр. На рис. 4.54 представлен пример шва во всестороннем пространственном положении сварки горизонтальных неповоротных труб. При этом сварка выполнена непрерывно, применительно к положению сварки переключая 6 режимов низкочастотного импульса. Можно перечислить другие особенности дуговой сварки на низкочастотном импульсе следующим образом; ü Расплавление и затвердевание основного металла повторяются, так что при большом зазоре в вершине разделки, смещении и пр. прожог не склонен происходить, что способствует исполнению сварки. ü Благодаря воздействию импульсного тока устойчивость и направленность дуги повышаются, что облегчает добавление присадочного материала. В частности, в случае сварки угловым швом можно использовать присадочный материал немного большего диаметра, что приносит больший эффект. ü Будет облегчено управление тепловложением, что приносит большой эффект в предотвращении несплавления, непровара, раковин и прочих дефектов. ü Будет расширен диапазон подходящего режима сварки, что уменьшает зависимость от навыков работников и физической усталости работника. Кроме того в. случае дуговой сварки на низкочастотном импульсе, как изложено выше в п. 4.5.3. сочетав ее с полуавтоматической горелкой для Аргонодуговой сварки, практикуется повышение обрабатываемости за счет изменения объема добавления присадочного материала в синхронизации с формой волны импульсного тока. 4-7-2 Дуговая сварка на среднечастотном импульсе Под духовой сваркой на среднечастотном импульсе подразумевается сварка, в которой за счет периодического изменения сварочного тока частотой от несколько десятков до несколько сот герц повышены направленность и сосредоточенность дуги для улучшения обрабатываемости. В связи с тем. что частота импульса велика, но сравнению с дуговой сваркой на низкочастотном импульсе не появляется ярко волнистый узор и отсутствует эффект управления тепловложением. По мере увеличения частоты импульса повышаются направленность и сосредоточенность дуги, но глубина проплавления проявляет тенденцию к уменьшению. Однако при добавлении присадочного металла ванна расплавленного металла не склонна к волнению, можно использовать присадочный металл большего диаметра по сравнению со сваркой па постоянном токе. Данный метод сварки не склонен подвергаться влиянию от сварки прихватками, даже при сильном токе увеличивает давление не так значительно, поэтому глубина ванны расплавленного металла относительно мала, что облегчает исполнение сварочных работ. Как пример дуговой сварки на среднечастотном импульсе на рис. 4.55 показан результат стыкового соединения нержавеющих листов особо тонкой стенки. Хотя толщина стенки равна 0,4 мм, получается правильный обратный валик. Кроме того, в полосе частоты импульсов 10 - 25 Гц вибрация ванны расплавленного металла и форма волны импульсного тока могут синхронизироваться друг с другом удачно и принести крайне однородный внешний вид сварного шва. Однако мерцание дуговых лучей, сопровождающее изменение тока, значительно заслоняет обзор, и к тому же ошибка в установке режима импульса, скорости сварки и пр. может привести к подрезу и пр. Поэтому данная полоса частоты импульсов применяется не так часто. 4-7-3 Дуговая сварка на высокочастотном импульсе Под дуговой сваркой па высокочастотном импульсе подразумевается сварка, в которой частота импульсов повышена еще больше с целью еще большего повышения направленности и сосредоточенности дуги и придания ванне расплавленного металла высокочастотную вибрацию. Как правило, частота импульсов составляет примерно 10-25 кГц, однако в случае частоты не более 17 кГц издается высокий режущий звук дуги. Изменение тока высокой частоты придает ванне расплавленного металла высокочастотную вибрацию, что приводит к смешиванию расплавленного металла и образованию аэрационных пузырьков и считается полезным для придания металлу мелкозернистой структуры, предотвращения образования раковин и пр. Дуга на слабом токе также значительно превосходит по сосредоточенности, даже при сварочном токе в среднем 1 А получается устойчивость дуги, что позволяет сваривать листы с особо тонкими стенками порядка 0,05 мм. Однако дуговая сварка на высокочастотном импульсе склонна подвергаться влиянию от длины сварочного кабеля, ее источник питания стоит очень дорого. Поэтому применение этого метода сварки ограничено единичными случаями. Отношение частоты импульсов с основными сварочными характеристиками приведено в табл. 4.6. В таблице границей низкочастотных импульсов и среднечастотных импульсов служит 5 Гц, а границей среднечастотных импульсов и высокочастотных импульсов служит 500 Гц. Но эти границы принимаются не так строго.
1 балл
-
@bader,@круазик, @svarnoi69, Вам на заметку- оригинальное решение!!! Там и местечко под спиртное есть...
1 балл
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем
1 балл
-
Когда фотографируешь на холоде. http://cs624224.vk.me/v624224235/1bc8b/SkFLpxY9K2A.jpg1 балл
-
слепили/покрасил . завтра профлистом шить будем,если успеет высохнуть. (если не успеет-тоже будем. потому что молодой директор--дурак..э.э.э. малокомпетентен в сроках и физических законах по части температура воздуха/скорость высыхания краски. )
1 балл
-
@Юнат, я бы не сказал что Неон "заточен" именно под жесть, хотя довольно несложно варил им и лист 0,8 мм, и профтрубу 1-1,5 мм. А вот на проволоке 1,2 мм и толщинах 5- 8 мм я им был очень доволен. Дороговат он и излишне мощен для таких целей. Полуавтомат хороший, но стоит ли переплачивать? Возможно есть смысл поспрашивать у форумчан про Авроры с синергетикой, работать комфортнее и вариант более бюджетный получается.1 балл
-
А трансформатор какой - однофазный, трёхфазный? Обычно выпрямлять ток однофазного трансформатора с помощью простого моста на четырёх диодах - бесполезное дело. При переходе синусоиды переменного тока через ноль выпрямленный ток тоже падает до нуля. Результат - электроды с фтористо-кальциевым покрытием прилипают. Получается то же самое, что при сварке переменным током, плюс "бонус" - магнитное дутьё...1 балл
-
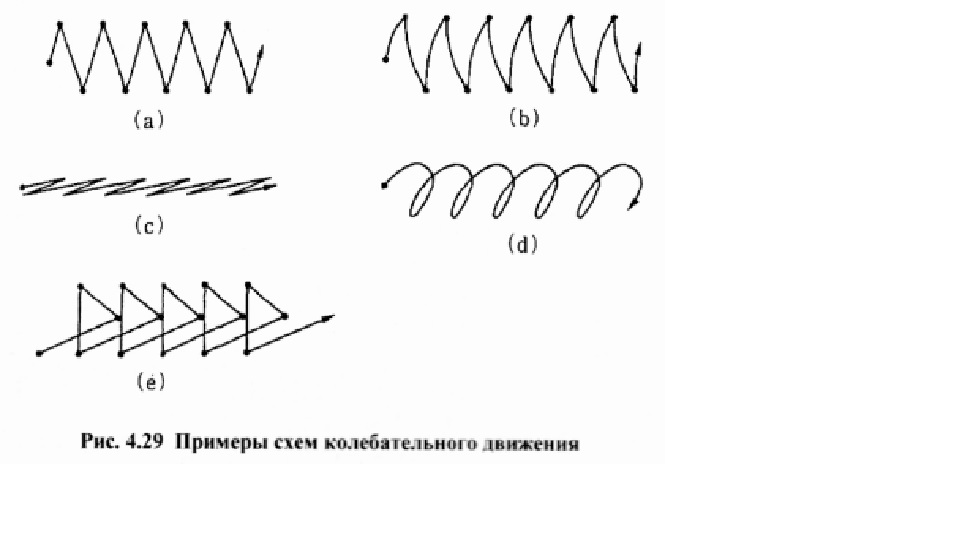
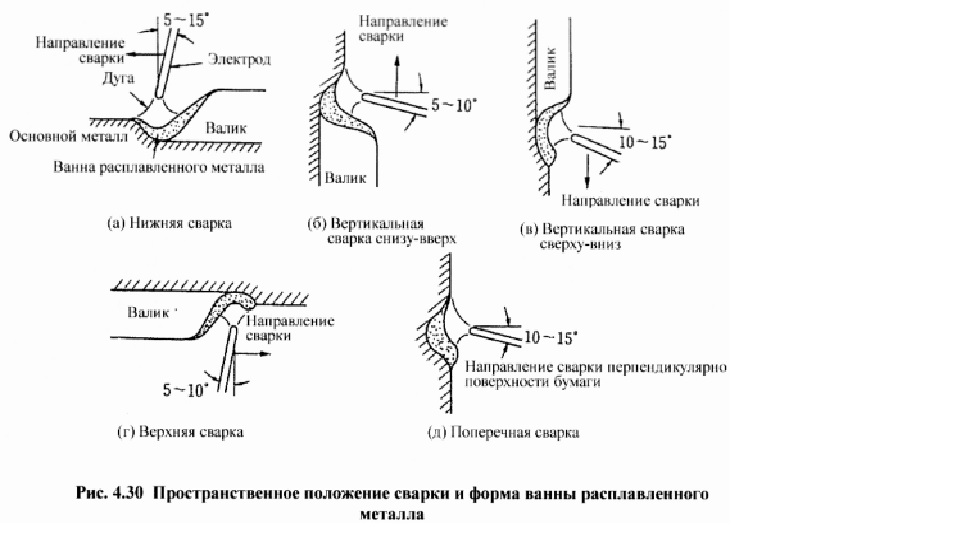
4-4-4 Колебательное движение Под колебательным движением подразумевается перемещение дути по определенной схеме периодически. Колебательное движение осуществляют при сварке с разделкой кромок, сварке угловым швом с большим катетом, в результате чего получаются сварочные швы с большой шириной. За счет колебания дуги тепло дуги рассеивается вокруг валика, сплавляемость валика и основного металла улучшается и тем самым можно предотвратить возникновение дефектов на поверхностях разделанной кромки, на краях лицевой поверхности шва и т.п. Кроме того, в случае вертикальной или поперечной сварки, если создают большое количество расплавленного металла в один прием, происходит вытекание части металла сварочной ванны под действием силы тяжести. Так что, создавая за счет колебательного движения валик с большой шириной и гонкой толщиной и давая расплавленному металлу затвердеть быстро, можно предотвратить вытекание части металла сварочной ванны. На рис. 4.29 представлены основные схемы колебательною движения, среди которых (с) - (с) применяются к дуговой сварке в среде углекислого газа, сварке металлическим электродом в среде газа, дуговой сварке покрытым электродом и т.д., но к Аргонодуговой сварке почти не применяется. При Аргонодуговой сварке обычно применяются схемы (а) и (b); (а) применяется при малой необходимости увеличения амплитуды колебания. (b) применяется при необходимости увеличения амплитуды колебания. Кроме того, на точках поворота колебательного движения, как правило, для полного расплавления основного металла перемещение дуги временно приостанавливают. 4-4-5 Влияние пространственного положения сварки Обрабатываемость намного зависит от пространственного положения сварки, такого как нижняя сварка, вертикальная сварка и верхняя сварка. Нижнюю сварку ведут, наклоняя горелку в сторон) валика углом 5-15° (углом вперед 5 - 15°). как представлено на рис. 4.30 (а). При обычной сварке передний конец дуги и передний конец ванны расплавленного металла идут вперед почти одновременно, так что относительно легко наблюдать сварной шов. Кроме того, не нужно учитывать вытекание расплавленного металла под действием силы тяжести, так что можно вести сварку на сильном токе, который сопровождается возрастанием ванны расплавленного металла, или на низкой скорости. Вертикальную сварку снизу-вверх ведут под углом вперед 5 - 10°, как представлено на рис. 4.30 (б). Расплавленный металл из-за силы тяжести склонен к провисанию, движение переднего конца дуги склонно опережать движение переднего конца ванны расплавленного металла, так что нужно замедлять скорость сварки по сравнению с нижней сваркой. Поскольку дуга опережает ванну расплавленного металла, проплавление углубляется, но валик имеет склонность к выпуклости вследствие провисания расплавленного металла. Если можно контролировать провисание расплавленного металла, качество шва получается удовлетворительным. Вертикальную сварку сверху-вниз ведут, наклоняя горелку к направлению перемещения горелки углом 10 - 15° (углом назад 10 - 15°), предотвращая провисание расплавленного металла, как покачано на рис. 4.30 (в). При большой ванне расплавленного металла происходит вытекание расплавленного металла, так что значительно увеличивать сварочный ток нельзя. Движение ванны расплавленного металла склонно опережать движение дуги, так что нужно относительно прибавить скорость сварки. Валик плосок, проплавление мелко. Поверхность обратного валика склонна к вогнутости. Верхнюю сварку ведут под углом 5 - 10° вперед, как покачано на рис. 4.30 (г). Расплавленный металл за счет своего поверхностного притяжения притягивается к основному металлу и не падает, но тем не менее, если ванна расплавленного металла становится слишком большой, сила тяжести будет превышать поверхностное натяжение и происходит вытекание расплавленного металла. Рекомендуется вести сварку, установив сварочный ток на относительно малую силу и немного снизив скорость сварки, чтобы движение переднего конца ванны расплавленного металла опережало движение переднею конца дуги. Проплавление мелко, валик немного приобретает выпуклость, обратной валик склонен к вогнутости так же, что и в вертикальной сварке сверху-вниз. Во многих случаях верхнюю сварку ведут, принимая неудобное положение, и при этом склонно происходить вытекание части металла сварочной ванны, так что, в общем, обрабатываемость очень плоха. В случае поперечной сварки, как показано па рис. 4.30 (д). верхний край валика склонен к провисанию и валик склонен приобретать форму с вогнутым верхним краем и выпуклым нижним краем (висячий валик). Так что сварку ведут, наклоняя горелку вниз углом 10 - 15° и тем самым сдерживая провисание расплавленного металла. Хотя невозможно создать большую ванну расплавленного металла как при нижней сварке, обрабатываемость относительно хороша. Основные характеристики при каждом пространственном положении сварки приведены в табл. 4.5. При этом нужно обращать внимание на то. что. если свариваемый участок наклоняется, даже нижняя сварка по своему свойству приближается к вертикальной сварке снизу-вверх или сверху-вниз в зависимости от того, наклон относится к восходящим или исходящим. Сварка TIG, в которой сварочный ток и величина добавления присадочного металла поддаются отдельной установке, но сравнению с дуговой сваркой в среде углекислого газа, дуговой сваркой покрытым электродом и прочими видами сварки плавящимся электродом имеет широкий диапазон устанавливаемого сварочного тока и широкий диапазон подбора режима в каждом пространственном положении сварки.
1 балл
-
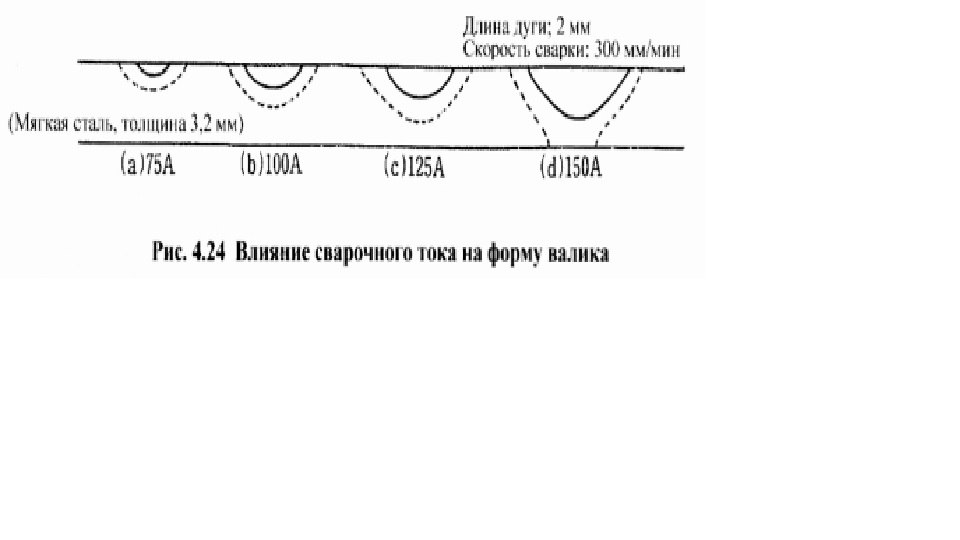
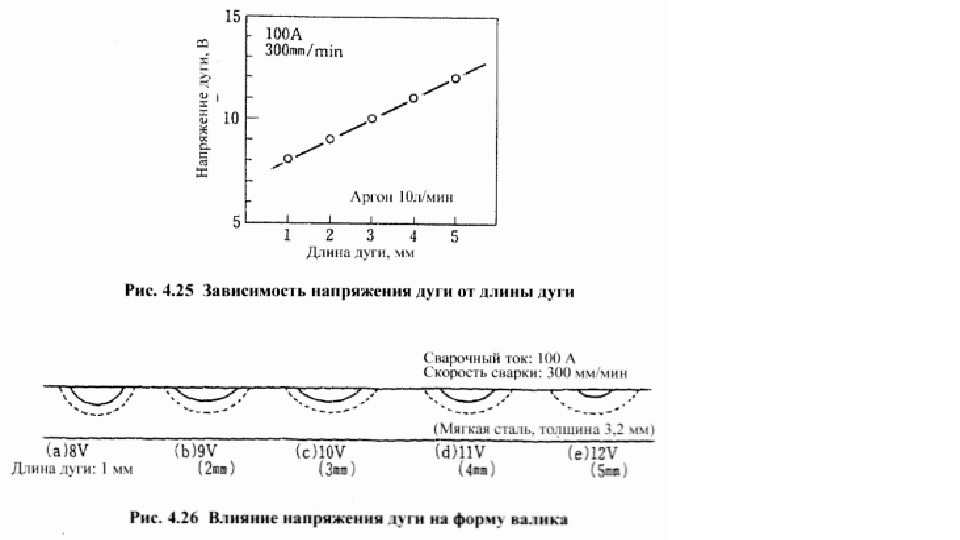
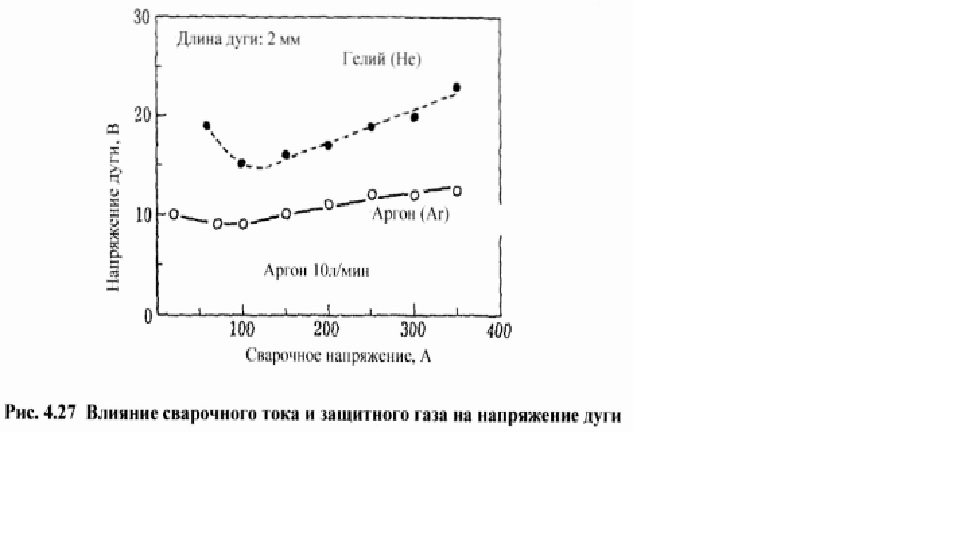
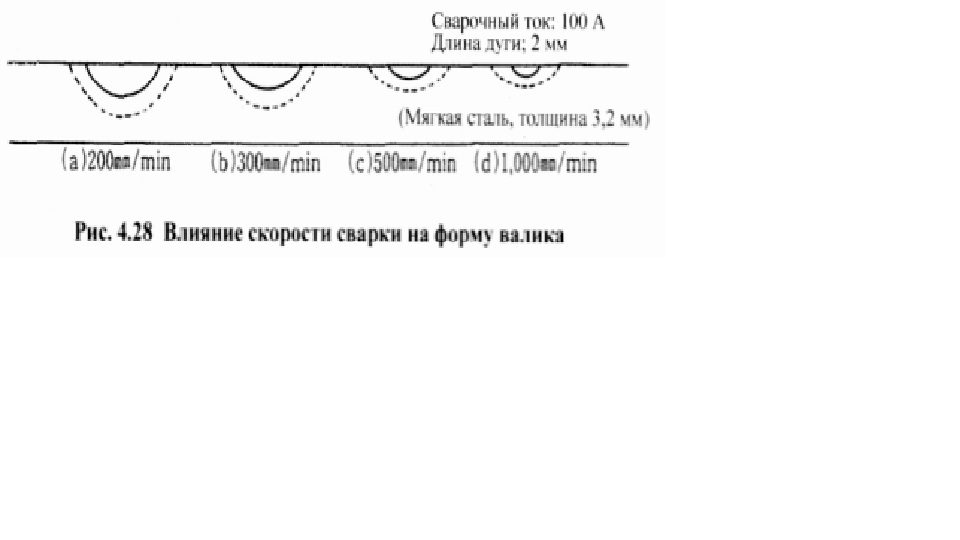
4-4 МЕТОД ВЫБОРА РЕЖИМА СВАРКИ 4-4-1 О сварочном токе Хотя режимы сварки различаются материалом и толщиной стенки основного металла, формой сварного соединения, уровнем квалификации работников и пр., в случае Аргонодуговой сварки можно перечислить 3 главных фактора, а именно сварочный ток. напряжение дуги и скорость сварки. Сварочный ток устанавливают рукояткой или ручкой, установленной на корпусе сварочного источника питания, ручкой на ручном пульте управления или другим типом регулятора тока. На регуляторе тока обозначен ориентир силы тока, но тем не менее желательно зажечь дугу заранее на другом листе и удостовериться о состоянии дуги. 13 случае сварочного источника питания с встроенным амперметром можно устанавливать или подтверждать силу тока легко, смотря на указатель амперметра, однако в случае источника питания без амперметра следует как можно быстрее понять состояние дуги, зависящее от силы тока, по опыту как можно скорее. В случае источника питания без амперметра можно измерять сварочный ток следующим образом. Различаются методы в переменном токе и в постоянном токе. В случае сварки па переменном токе удобно использовать амперметр зажимного типа. Этот амперметр оснащен кольцом для захватывания сварочного кабеля. Открывают это кольцо, заводят кабель в кольцо, снова закрывают кольцо, а затем ведут сварку, в процессе которой можно измерять сварочный ток. Имеются и амперметры такого же типа для постоянного тока, но не находят широкого применения. В случае сварки на постоянном токе подключают к сварочному кабелю шунт, выход шунта вводят в амперметр и тем самым ведут измерение. Шунт генерирует микронапряжение, пропорциональное силе тока. Зависимость формы валика от сварочного тока представлена на рис. 4.24. Отсюда видно, что по мере возрастания сварочного тока возрастает ширина валика и глубина проплавления. Чтобы различить подходящий сварочный ток, можно ориентироваться на то, что через 2-3 секунды после горения дуги образуется ванна расплавленного металла диаметром 3-5 мм. Если образованная ванна расплавленного металла меньше чем это значение, можно предположить, что установленный сварочный ток слишком слаб. Если образованная ванна расплавленного металла больше, чем это значение, сварочный ток слишком большой. 4-4-2 О напряжении дуги Напряжение дуги изменяется с изменением длины дуги, как показано на рис. 4.25. Чем длиннее становится дуга, тем выше становится напряжение дуги. Зависимость формы валика от напряжения дуги (или длины дуги) можно представить, как показано на рис. 4.26. Когда напряжение дуги низко (при короткой дуге), получается форма валика с узкой шириной и глубинным проплавлением. При возрастании напряжения дуги (при длинной дуге), ширина валика увеличивается и проплавление становится мельче. Дальнейшее увеличение напряжения дуги влечет за собой чрезмерное рассеяние тепловложения в основной металл, так что ширина валика становится узкой, проплавление становится еще мельче и, наконец, основной метал не будет поддаваться расплавлению. При обычной сварке длина дуги составляет примерно 2-4 мм. Кроме того, напряжение дуги изменяется в зависимости от сварочного тока и вида защитного газа, пример чего представлен на рис. 4.27. Имеется свойство того, что в зоне сварочного тока не менее 100 А по мере возрастания тока увеличивается напряжение дуги, в зоне 100 А и менее по мере уменьшения тока возрастает напряжение дуги При одинаковом сварочном токе и длине дуги напряжение дуги различается по виду защитного газа. По сравнению с аргоном гелий имеет склонность к захвату тепла от столба дуги и уходу с места, столько же велико его воздействие охлаждения дуги. Когда воздействие охлаждение велико, чтобы компенсировать его, требуется питание более мощной электроэнергии, так что при одинаковом сварочном токе и длине дуги напряжение дуги возрастает. То есть, если применять гелий в качестве защитного газа, по сравнению с аргоном ширина валика становиться больше, проплавление -глубже. 4-4-3 О скорости сварки Форма валика изменяется и за счет изменения скорости сварки, то есть по мере возрастания скорости, ширина валика уменьшается и проплавление становится мельче, как показано на рис. 4.28. Слишком высокая скорость сварки повлечет за собой подрез, неоднородность валика или прочие дефекты сварочного шва. Эти дефекты сварочного шва могут появиться еще быстрее по мере возрастания сварочного тока. Кроме того, следует обращать внимание на то, что при ручной сварке неравномерность скорости перемещения горелки повлечет за собой неоднородность валика, непровар и прочие дефекты. При Аргонодуговой сварке скорость сварки составляет, в общем, примерно 50 - 500 мм/мин.
1 балл
-
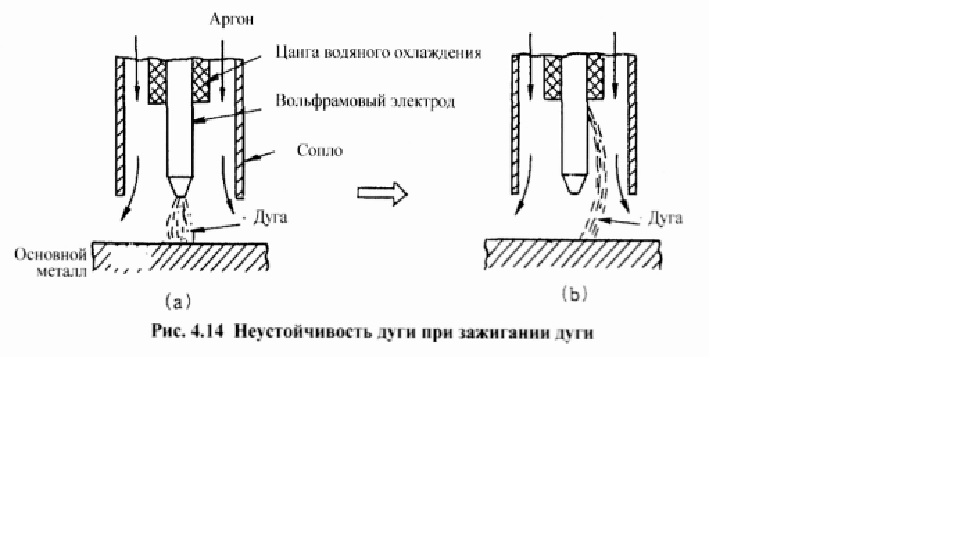
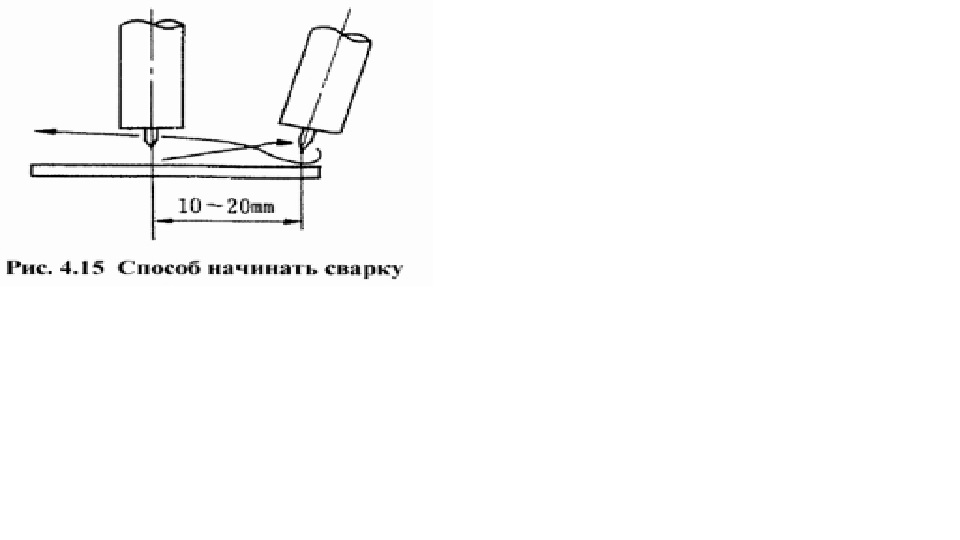
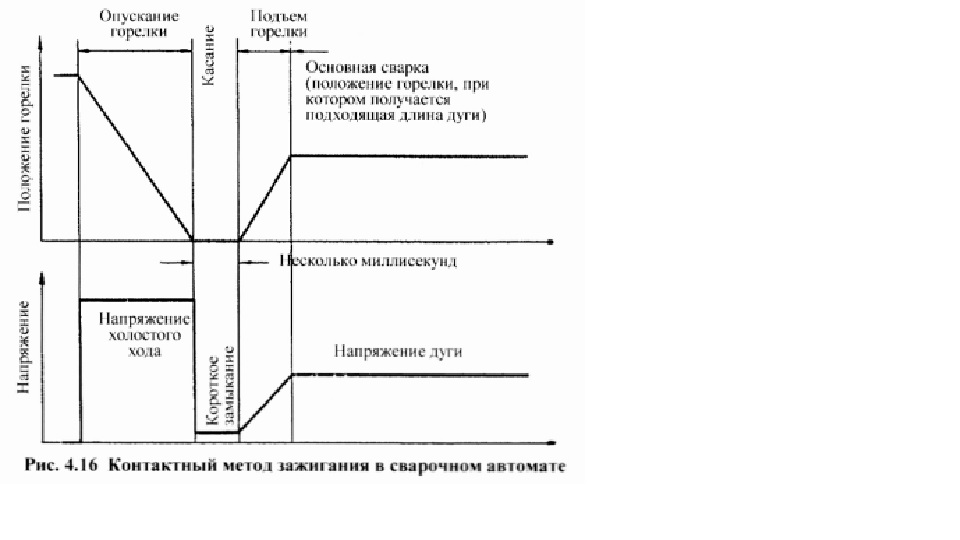
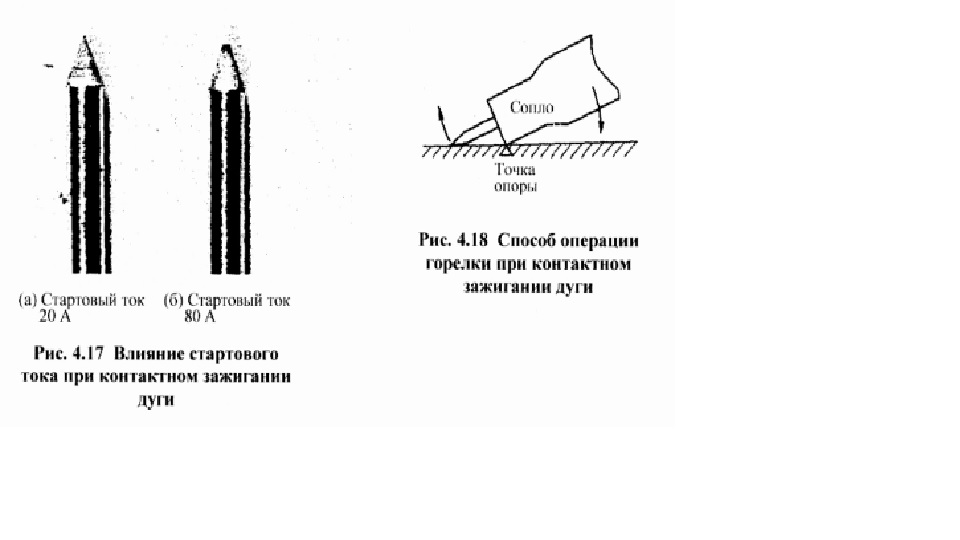
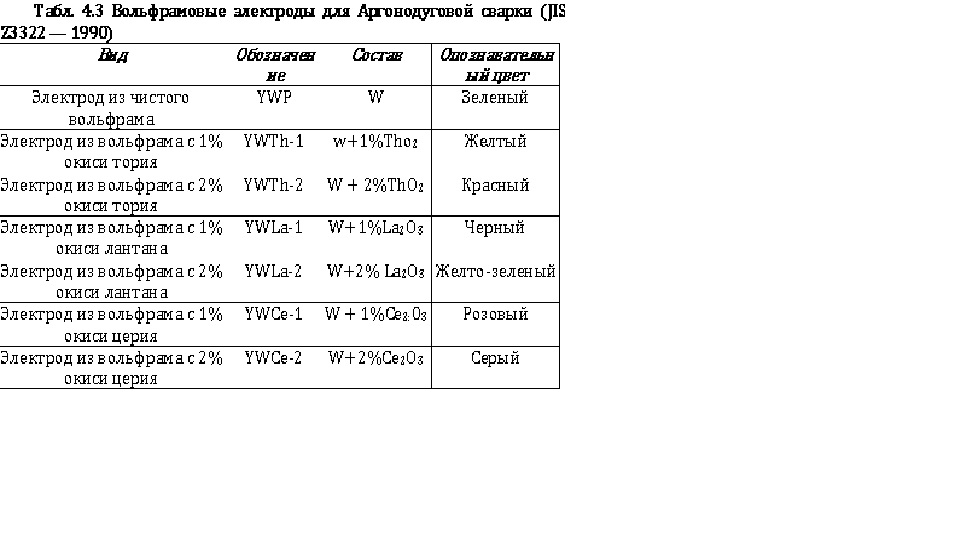
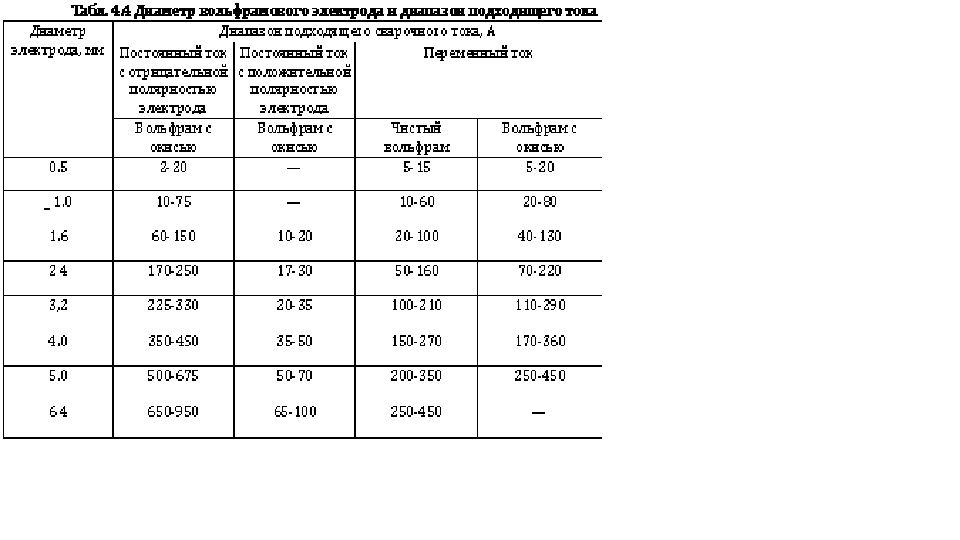
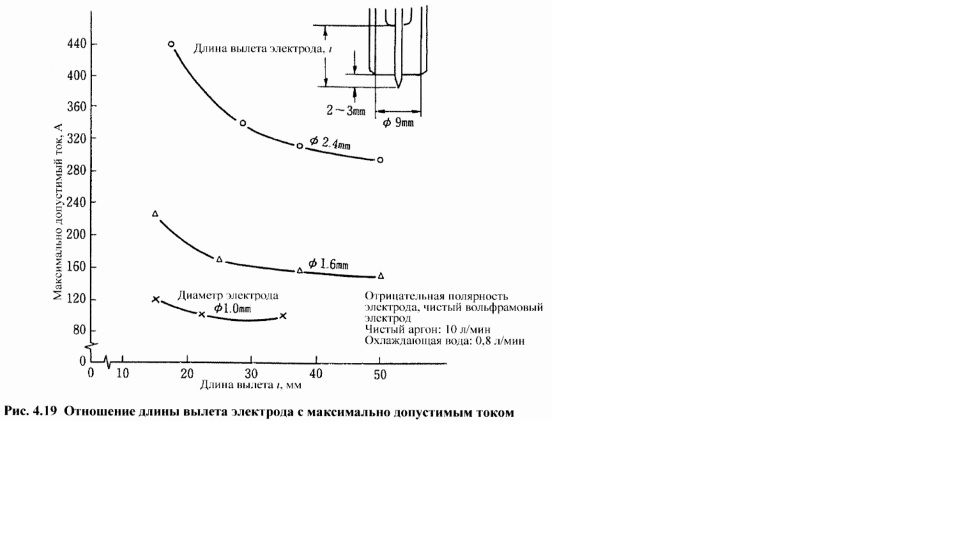
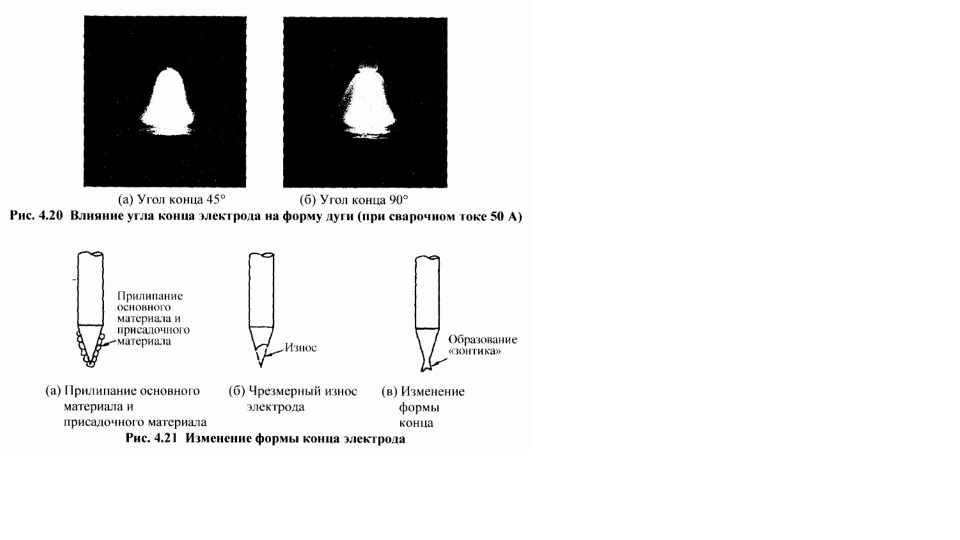
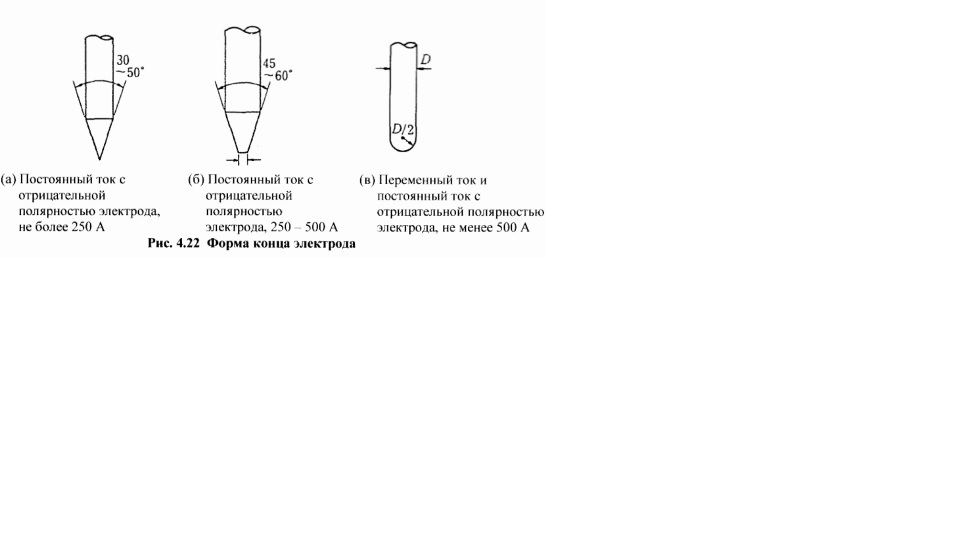
4-2 ЗАЖИГАНИЕ ДУГИ 4-2-1 Метод высокой частоты - HF поджиг Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги. В случае постоянного тока с отрицательной полярностью электрода, в процессе сварки электрод держится в накаленном состоянии, так что термоэлектронная эмиссия осуществляется легко и дуга поддерживается устойчиво. Однако в момент зажигания дуги электрод еще не накалился, так что термоэлектроны не вылетают. Однако даже при низкой температуре окиси испускают термоэлектроны легко, так что при зажигании дуги на конце электрода в местах, имеющих окиси, формируются катодные пятна и горит дуга. При этом, поскольку электрод относится к отрицательной полярности, подвергается столкновению катионов, и окиси разрушаются. По мере исчезновения окисей катодные пятна, находящие новые окиси, перемещаются по поверхности электрода. Поскольку окиси разрушаются один за другим, в конечном итоге дуга перемещается вверх по поверхности электрода. Если это состояние продолжится долго, как показано на рис. 4.14. дуга будет сильно удлинена и будет подниматься напряжение дуги выше предела, в котором сварочный источник может поддерживать дугу, и в конечном итоге дуга прекратится. Если на ходу температура электрода поднимется и электрод будет в накаленном состоянии, дуга будет возращена на конец электрода и горение дуги будет стабилизировано. Чем ниже сварочный ток и чем чаще повторяется зажигание дуги, тем чаще появляется явление неустойчивости дуги при ее зажигании. Кроме того, эта тенденция особенно сильна, когда электроды сделаны из чистого вольфрама, так что желательно использовать вольфрамовые электроды, включающие в себя окись тория (ThO2). окись церия (Се2О3). окись лантана (Lа2О3). окись иттрия (Y2O3) или прочие окиси. В случае сварки на переменном токе, поскольку полярность меняется по каждому полупериоду, влезание катодных пятен будет сдержано и, в общем, ситуация по зажиганию дуги лучше, чем в случае постоянного тока с отрицательной полярностью электрода. Однако даже в случае сварки на переменном токе, если электрод остывает, не исключена ситуация тою. что, на полуволне положительной полярности электрода горит дуга, на полуволне отрицательной полярности электрода не горит дуга. Когда конец электрода держится в накаленном состоянии, дуга горит устойчиво. Поэтому желательно заранее зажечь дугу на другом листс.накалить электрод, прекратить горение дуги немедленно переместить электрод в начальную точку сварки и зажечь дугу., Дуга зажигается стабильно и можно предотвратить прожог, несплавление и т.п. на начальной точке сварки. Кроме того, на рис. 4.15 представлен другой вариант для разрешения проблемы; на основном металле на расстоянии 10 - 20 мм от края зажигают дугу, после начала горения дуги немедленно возвращают горелку в начальную точку сварки и начинают основную сварку. 4-2-2 Контактный метод зажигания дуги Когда сила высокой частоты уменьшается по ходу длинного кабеля горелки и высокочастотный разряд, необходимый для зажигания дуги, не происходит, или высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением, не допускается зажигание дуги методом совместного употребления высокой частоты. В таком случае применяется контактный метод зажигания дуги (или царапающий метод зажигания дуги), в котором зажигают дугу за счет легкого прикосновения электрода к основному металлу. В связи с тем. что электрод и основной металл касаются друг друга, существует возможность приплавления основного металла к электроду, интенсивного износа электрода, который происходит при зажигании дуги, и прочие недостатки. Однако некоторые последние источники питания с тиристорным управлением и пр. могут замедлять износ электрода, происходящий при зажигании дуги, в значительной степени за счет установки тока, отличающегося от сварочного (дежурного) тока и протекающего при зажигании дуги. Следовательно, этот метод зажигания дуги применяется к последним сварочным автоматам, производящим работы на постоянном токе с отрицательной полярностью электрода, пользуясь следующими достоинствами; ü Можно предотвратить явление неустойчивости, которое склонно происходить в методе совместного употребления высокой частоты при зажигании дуги. ü Поскольку не генерируется высокая частота, можно исключить возможность возникновения радиопомех. На рис. 4.16 представлен пример касательного метода зажигания дуги, который применяется в сварочных автоматах. После включения выключателя горелки до зажигания дуги к промежутку между электродом и основным металлом прилагается напряжение холостого тока порядка 80 - 90 В. Сварочный автомат, обнаружив это напряжение, опускает горелку. При касании электродом основного металла это напряжение понижается резко к уровню порядка несколько вольт. После обнаружения понижения напряжения в течение несколько миллисекунд (несколько тысячных секунд) начнется отвод горелки вверх, при достижении напряжения дуги, соответствующего заданной длине дуги, остановится подъем горелки и начнется сварка. В случае автоматической сварки механизм вертикального перемещения горелки управляется электрическим приводом, так что получается устойчивое зажигание дуги. Однако в случае ручной сварки при применении контактного метода зажигании, чтобы замедлить износ электрода при зажигании дуги, следует обращать внимание на следующие пункты; Прежде всего, если устанавливают стартовый ток на слишком большое значение, при горении дуги происходит расплавление, износ и пр. конца электрода, как показано на рис. 4.17. Желательно устанавливать стартовый ток как можно меньше, однако, если ток слишком мал. то получается неустойчивая дуга, так что обычно употребляет значение тока порядка 20 -30 А. Кроме того, если приводить электрод в прикосновение к основному металлу после включения выключателя горелки. отвод горелки осуществляется с опозданием, что будет ускорять износ электрода. Так что следует сначала привести электрод в прикосновение к основному металлу, а затем включать выключатель горелки. Едва конец электрода приобрел накаленное состояние, как нужно отвести горелку. Если отводить горелку после завершения накала, будет ускорен износ электрода. Если перед контактом электрода и основного металла, сопло горелки приводят в соприкосновение с основным металлом, как показано на рис. 4.18, и пользуясь полученной точкой прикосновения в качестве опоры, осуществляют контакт электрода и основного металла и потом отводят электрод от металла, то в этом случае операция зажигания дуги будет облегчаться. 4-3 МАТЕРИАЛ И ФОРМА ЭЛЕКТРОДОВ 4-3-1 Виды электродов Вольфрамовые электроды для Аргонодуговой сварки подразделяются на вольфрамовые электроды и вольфрамовые электроды с окисью. Их вид, химический состав, размеры и допуски, качество и т.д. регламентирует стандарт JIS Z3233 (вольфрамовые электроды для Аргонодуговой сварки). Кроме того, как приведено в табл. 4.3. установлены опознавательные цвета, так что можно различать вид электрода по цвету его конца. Чистые вольфрамовые электроды в основном используются для сварки на переменном токе, а вольфрамовые электроды с окисью - и для сварки на постоянном токе и для сварки на переменном токе. Если не включается окись, зажигание дуги на постоянном токе с отрицательной полярностью электрода осуществляется с трудом, так что в случае сварки на постоянном токе почти не используются чистые вольфрамовые электроды. В случае сварки на переменном токе в полуволне положительной полярности электрода конец электрода подвергается разогреву, и поэтому в полуволне отрицательной полярности электрода дуга горит стабильно. Кроме того, чистые вольфрамовые электроды, которые справляются с меньшей генерацией постоянной составляющей, чем вольфрамовые электроды с окисью, чаще применяются для сварки переменного тока. В случае постоянного тока с отрицательной полярностью немаловажное значение имеет способность к зажиганию дуги, так что, в общем, используют вольфрамовые электроды с окисью. Как приведено в табл. 4.3. в настоящее время стандарт JIS регламентирует 7 видов электродов, среди которых последние 4 вида добавлены в последние годы. Кроме этого, также продаются и вольфрамовые электроды с окисью иттрия (W+1 - 2% Y2O3), которые еще не регламентированы. 4-3-2 Сварочный ток и диаметр -электрода Когда сварочный ток слаб, использование электрода с большим диаметром приведет к блужданию и неустойчивости дуги, а использование электрода с слишком малым диаметром приведет к интенсивному износу электрода, так что следует выбрать диаметр электрода применительно к сварочному току. Кроме того, при одинаковом сварочном токе, если полярность отличается друг от друга, подходящий диаметр электрода также отличается. В табл. 4.4 приведен диапазон подходящего тока по диаметрам электрода и по полярностям, соответственно. Верхний предел подходящего тока уменьшается в последовательности постоянного тока с отрицательной полярностью электрода, переменного тока и постоянного тока с положительной полярностью электрода. Если примем постоянный ток с отрицательной полярностью электрода за критерий,; в случае переменного тока верхний предел падает порядка до 70 - 80%, в случае постоянного тока с положительной полярностью электрода падает резко порядка до 10%. В случае чистых вольфрамовых электродов по сравнению с вольфрамовыми электродами с окисью тория подходящий диапазон переходит па 30% вниз. Кроме того, допустимый ток вольфрамовых электродов варьируется не только по диаметру и полярности, но и по длине вылета электрода из цанги. Если примем ток. на котором электрод поддается расплавлению, за максимально допустимый ток. то получается отношение длины вылета электрода с максимально допустимым током, как представлено на рис. 4.19. По мере увеличения длины вылета электрода надает максимально допустимый ток. Это объясняется тем. что выделение резистивного тепла электрода увеличивается, сопровождая подъем температуры. Следовательно, если с точки зрения технологичности неизбежно удлинение вылета электрода, желательно выбрать электрод с немного большим диаметром. 4-3-3 Форма конца электродов Концентрированность дуги, проплавление, внешний вид сварного шва и т.д. в значительной степени зависят от формы конца вольфрамового электрода. На рис. 4.20 представлена разница формы дуги по углам конца электрода при сварочном токе 50 А. В случае угла конца электрода 45° дуга сосредоточена и получается хорошая форма дуги, а в случае угла конца 90° по наружной окружности дуги появляется другая слабая дуга и тем самым сосредоточенность дуги ухудшается. Чем слабее сварочный ток. тем значительнее эта тенденция. Кроме того, как показано на рис. 4.21. если к концу электрода приплавился основной металл или присадочный металл, конец электрода изменил форму или износ электрода резко ускорен, также ухудшится сосредоточенность дуги, произойдет уменьшение глубины проплавления или ухудшение внешнего вида сварного шва. Подходящая форма конца электрода зависит от применяемого сварочного тока, полярности и т.д., но, в общем, принимается форма, как показано на рис. 4.22. В случае постоянного тока с отрицательной полярностью электрода, при слабом сварочном токе заостряется конец электрода, как показана в п. (а), и увеличивается угол конца электрода по мере возрастания сварочного тока. При силе тока 250 А и более заострение конца вызовут расплавление конца электрода, так что следует с самого начала слегка притупить конец, как показано в п. (б). По мере возрастания тока блуждание дуги уменьшается и износ ускоряется, так что при большом токе 500 Л и более желательно придать концу сферическую форму, как показано в п. (в). В случае переменного тока или постоянного тока с положительной полярностью электрода, в связи с большим износом электрода применяют форму (в). Примснять форму (а) или (б) можно, однако конец электрода быстро округляется, так что эффективно с самого начала придать концу форму, покачанную (в). В случае сварки на переменном токе сосредоточенность дуги не так хороша и к тому же износ электрода большой, так что не нужно обращать внимание на форму конца так, как в случае постоянного тока с отрицательной полярностью электрода. Форму конца электрода можно обрабатывать на обычной настольной шлифовальной машине, но желательно использовать специализированную шлифовальную машину для электрода, как представлено на рис. 4.23.
1 балл
-
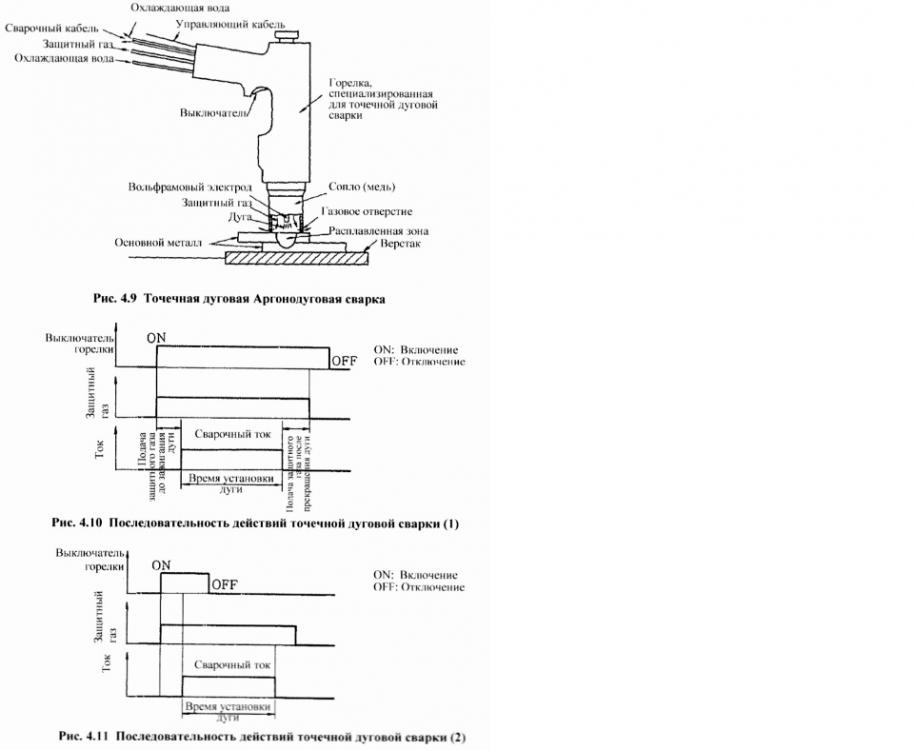
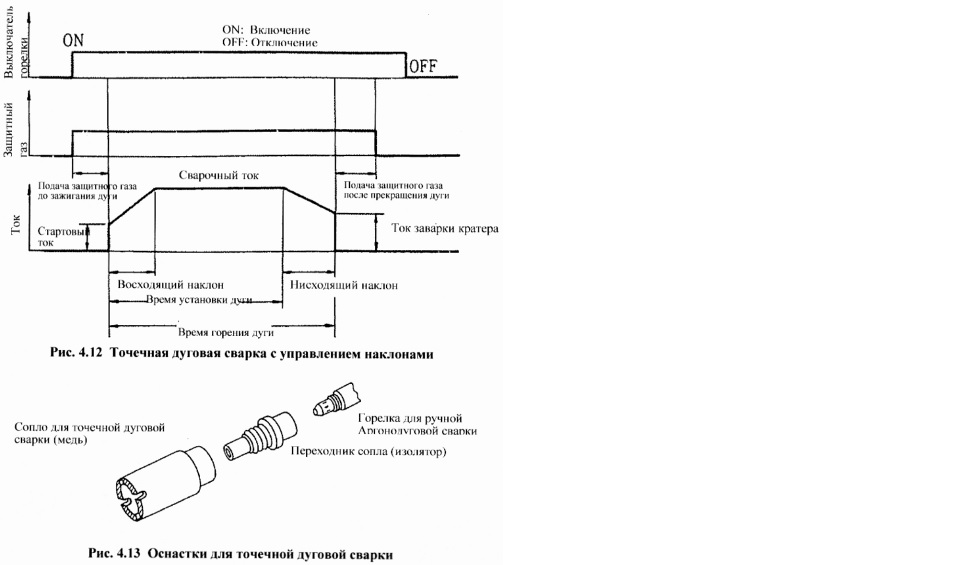
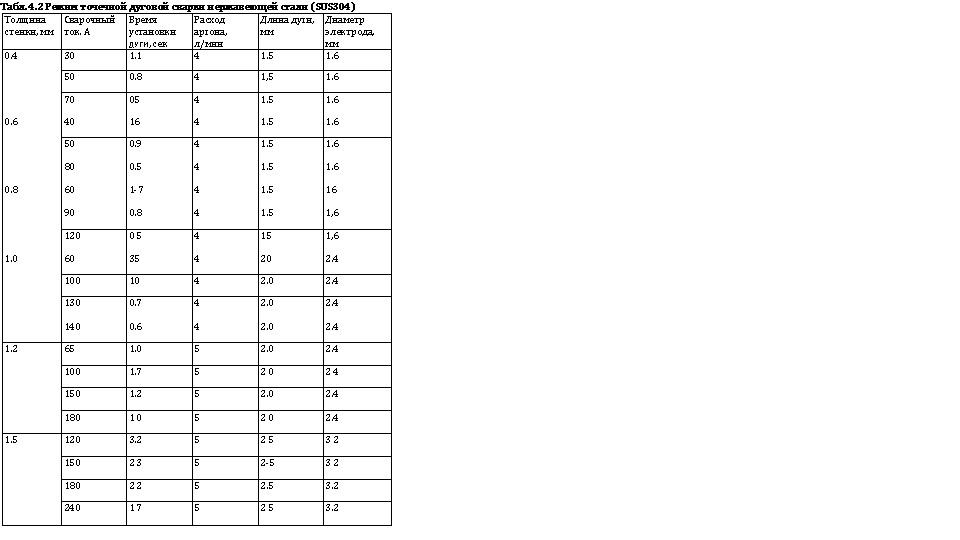
4-1-3 Точечная дуговая сварка Точечная дуговая сварка относится к методу сварки, при котором, как представлено на рис. 4.9, зафиксировав положение горелки, формируют дугу с одной стороны расположенных один под другим листов и тем самым осуществляют расплавление и соединение. Этот метод находит основное применение к конструкционной стали, нержавеющей стали и т.д. Хотя в последнее время он применяется и к алюминиевому сплаву, вопросы по равномерной свариваемости, внешнему виду и т.д. остаются открытыми. Точечная дуговая сварка также осуществляется под программным управлением и типичный пример последовательности ее действий приведен на рис. 4.10. При включении выключателя горелки начинает подаваться защитный газ и по истечении заданного времени от подачи защитного газа до зажигания дуги под наведением напряжения высокой частоты зажжется дуга. Обнаружив горение дуги, таймер начнет отсчет, и дута прекратится по истечению заданного времени установки дуги. При этом даже если не истекло время установки дуги, можно прекратить дугу отключением выключателя горелки. Однако, как представлено на рис. 4.11. бывает последовательность действий, в которой, после зажигания дуги невозможно прекратить ее действие, пока не истечет заданное время, даже когда отключен выключатель горелки. Следовательно, необходимо заранее установить, какая последовательность действий применена к используемой сварочной установке. Как представлено на рис. 4.12. в некоторых случаях к точечной дуговой сварке добавляют восходящий наклон, нисходящий наклон и т.д. с тем. чтобы был получен более качественный результат сварки и более красивый внешний вид. Для точечной дуговой сварки можно использовать не только специализированные горелки, как представлено на рис. 4.9. но и стандартные горелки для ручной Аргонодуговой сварки, установив на них переходники сопла, сделанные из изоляционного материала, и медные сопла для точечной дуговой сварки, как представлено на рис. 4.13. Обычно при точечной дуговой сварке не используется присадочный металл, поэтому в местах сварки листы, расположенные внахлест должны прилегать дрм к другу плотно. В большинстве случаев точечная дуговая сварка применяется к тонкостенным листам, так что достаточно только сильно прижимать горелку к ним. Однако если листы не прилегают плотно, рекомендуется использовать подходящий кондуктор применительно к соединению. Горелку должны держать вертикально, приложив конец сопла полной окружностью плотно к основному металлу. Так же. как в случае обычной сварки, следует обращать внимание на очистку основного металла. В табл. 4.2 приведен режим сварки нержавеющей стали как пример режима исполнения точечной дуговой сварки. Кроме того, в случае точечной дуговой сварки рекомендуется сделать угол конца электрода больше чем обычно, чтобы получить хороший результат сварки.
1 балл
-
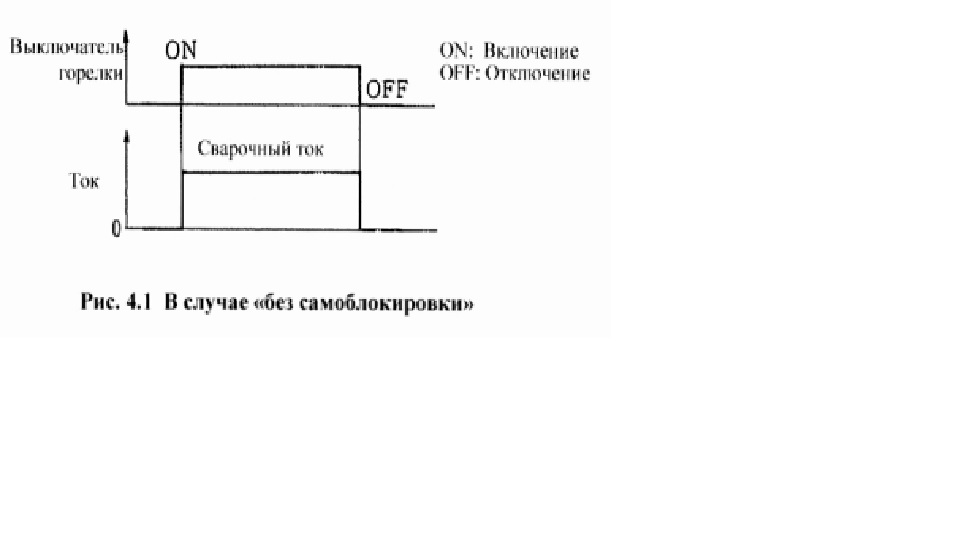
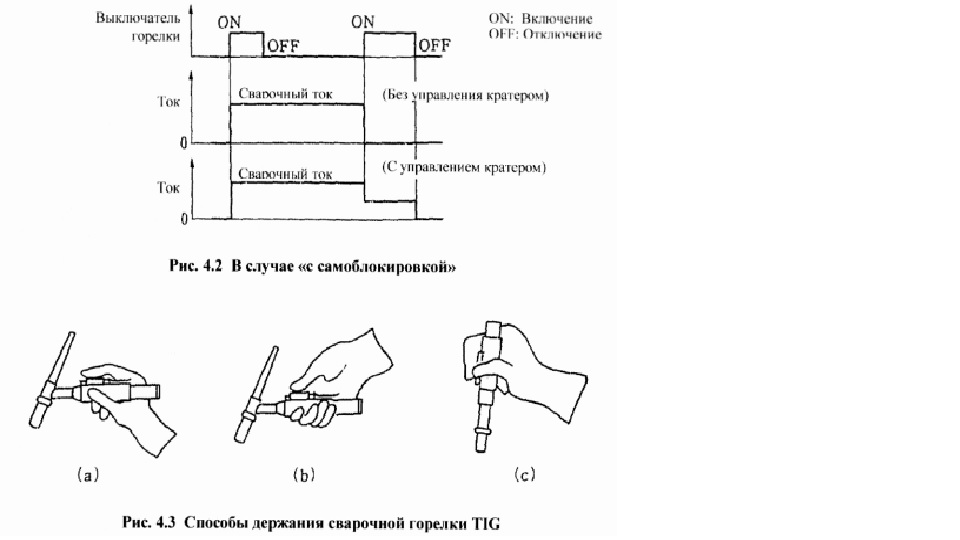
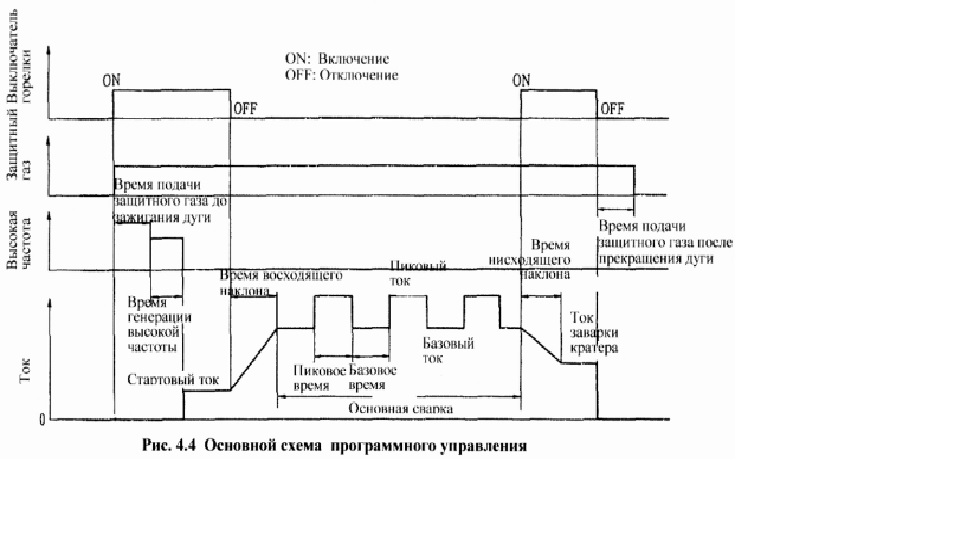
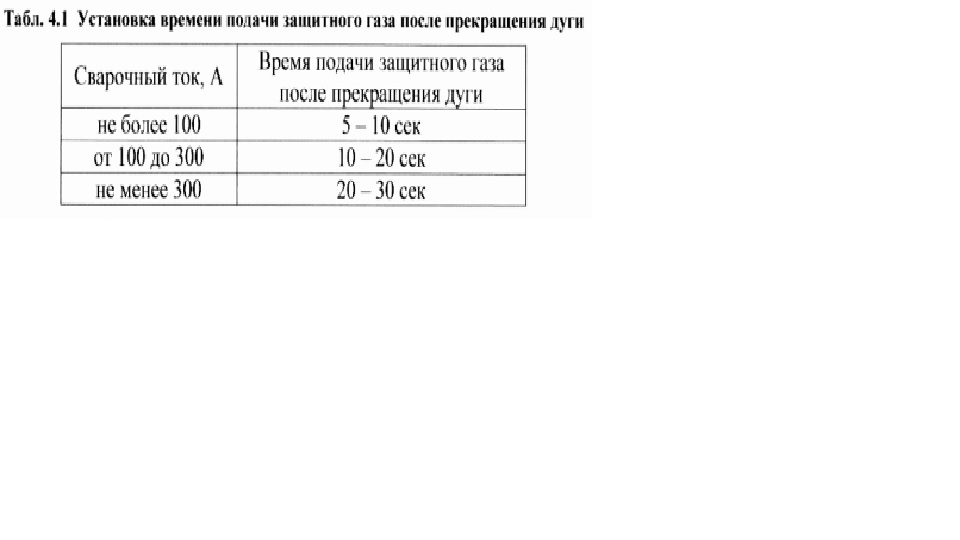
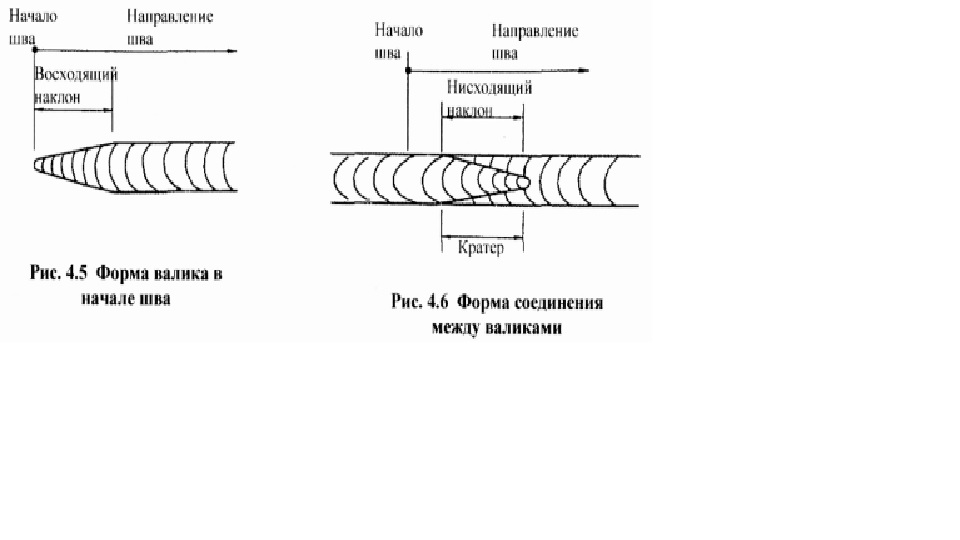
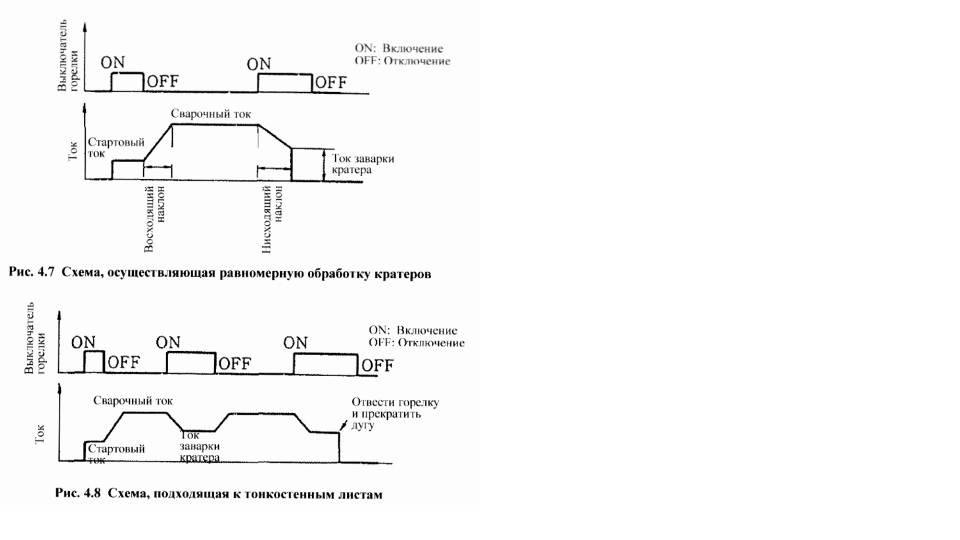
ГЛАВА 4 ИНСТРУКЦИЯ ПО ИСПОЛНЕНИЮ РАБОТ 4-1 ДЕЙСТВИЕ СВАРОЧНЫХ УСТАНОВОК 4-1-1 Операция выключателей горелки В случае Аргонодуговой сварки зажигание и прекращение дуги осуществляют за счет включения и отключения выключателя горелки. При этом различают 2 основных метода. Первый метод относится к самому основному действию, как показано на рис. 4.1; дуга зажигается при включении выключателя горелки и так остается горящей, пока выключатель горелки остается включенным. При отключении выключателя горелки прекращается и дуга. Этот метод операции обычно называется «без самоблокировки» и применяется при сварке прихватками, коротких сварных швах и т.д. Другой метод представлен на рис. 4.2; также при включении выключателя горелки зажигается дуга, которая продолжает гореть даже при отключении выключателя горелки. Дута прекращается только тогда, когда повторно включен выключатель горелки. Этот метод операции называется «с самоблокировкой» и применяется при длинных сварных швах, нижеприведенном программном управлении и т.д. Управление кратером также осуществляется операцией «с самоблокировкой», где при повторном нажатии на выключатель горелки сварочный ток переходит в ток заварки кратера, при отключении выключателя горелки прекратится дуга. Операция «без самоблокировки» не справляется с этой операцией. Стандартные способы держания сварочной горелки TIG представлены на рис. 4.3. Если удерживать горелку такими способами то можно справляться как с плавным перемещением горелки так и с отключением и включением выключателя горелки. Однако, если, обращать излишнее внимание способам удержания горелки.и из за этого принимать неудобное рабочее положение, то вопреки ожиданиям получится неплавный ход горелки. Так что, следует держать горелку применительно к рабочей обстановке. 4-1-2 Последовательность действий Хотя традиционные источники питания с подвижным сердечником справлялись только с простым управлением, например, переключением в конце сварки со сварочного (дежурного) тока на заданный ток заварки кратера, последние сварочные источники питания TIG с тиристорным управлением или инверторном управлением могут осуществлять программное управление, которое изменяет ток в соответствии с различными схемами. На рис. 4.4 представлена основная схема программного управления сваркой на постоянном токе. При включении выключателя горелки начинает подаваться защитный газ. защищающий заранее зону сварку, по истечению заданного времени подачи защитного газа до зажигания дуги подается напряжение высокой частоты. Под наведением высокой частоты зажжется дуга, и высокая частота прекратится автоматически. Ток в этот период называется стартовым током и устанавливается на более низкое значение, чем ток для основной сварки, что полезно для подтверждения стартового положения или предотвращения прожога в случае сварки тонкостенных листов. Далее, после отключения выключателя горелки ток увеличится постепенно, и достигнет сварочного (дежурного) тока. Это действие называется восходящим наклоном, и длительность этого действия называется временем восходящего наклона. После окончания этого восходящего наклона, если установлен импульсный режим, сварочный ток увеличивается и уменьшается между пиковым током и базовым током с заданным периодом, который определяют пиковое время и базовое время. Если не применяется импульсный режим, базовый ток служит сварочным током. При достижении конечной точки сварки повторным включением выключателя горелки ток постепенно уменьшится и перейдет в ток заварки кратера. Это действие называется нисходящим наклоном, и длительность этого действия называется временем нисходящего наклона. После окончания нисходящего наклона, когда кратер обработан током заварки кратера, отключением выключателя горелки прекратится и дуга. Однако и после прекращения дуги, пока не застынет зона кратера, электрод и т.д. в достаточной мере, защитный газ продолжает подаваться и прекратится по истечения времени подачи защитного газа после прекращения дуги. Подходящее время подачи защитного газа после прекращения дуги, хотя варьируется в зависимости от материала свариваемого металла, сварочного тока и т.п.. можно устанавливать, как приведено в табл. 4.1. Кроме того, так как подача защитного газа после прекращения дуги осуществляется для защиты электрода и зоны кратера, нельзя отводить горелку сразу после прекращения дуги, а отводить ее только после завершения подачи защитного газа, после прекращения дуги. Таким образом, каждый раз при необходимости изменяют ток. за счет чего переход форм валика в начале шва. соединениях между валиками и т.д. становится плавным, и можно предотвратить непровар, прожог и прочие сварочные дефекты, как показано на рис. 4.5 или 4.6. Такое управление необходимо, в частности, при круговой сварке и пр., в которой начало шва и кратер накладываются друг на друга. Кроме того, различают ряд схем программного управления током, примеры которых представлены на рис. 4.7 и 4.8. В случае рис. 4.7 особенность заключается в следующем; когда ток уменьшается нисходящим наклоном и достигает тока заварки кратера, дуга прекращается автоматически. Хотя форма кратера определяется током заварки кратера и временем нисходящего наклона, в любом случае до прекращения дуги схема держит свою постоянность и получается равномерная обработка кратеров. В случае 4.8 включением и отключением выключателя горелки можно повторять вышеприведенную основную схему (рис. 4.4) бесконечно. Поэтому в случае тонкостенных листов и большого зазора в вершине разделки можно осуществлять изменение сварочного тока легко, что полезно для предотвращения прожога. В этом случае нельзя прекратить дугу включением или отключением выключателя горелки, а прекращают только резким отводом горелки.
1 балл
-
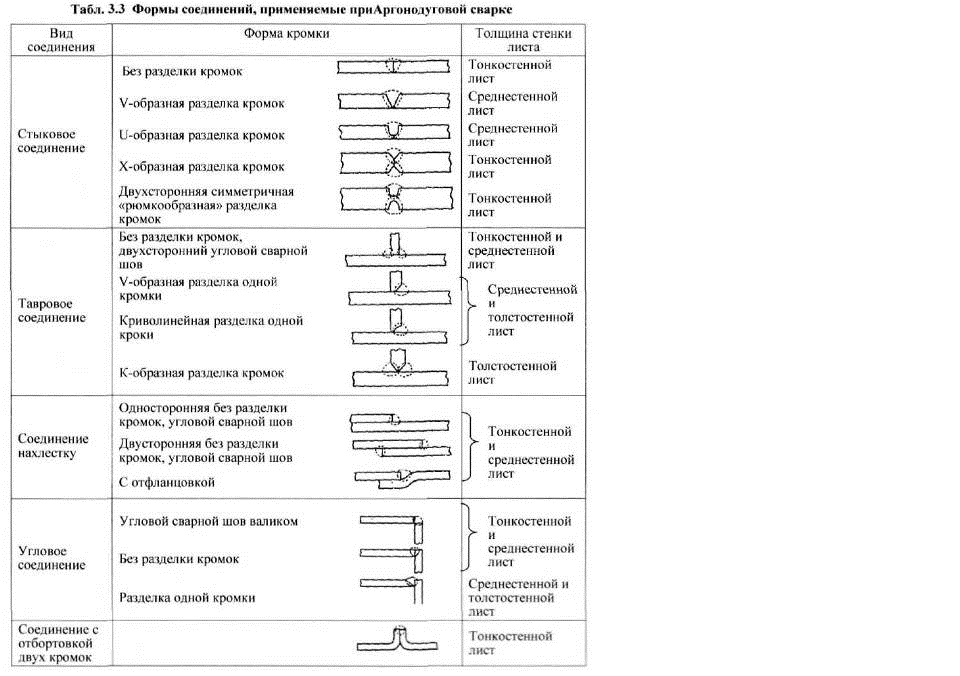
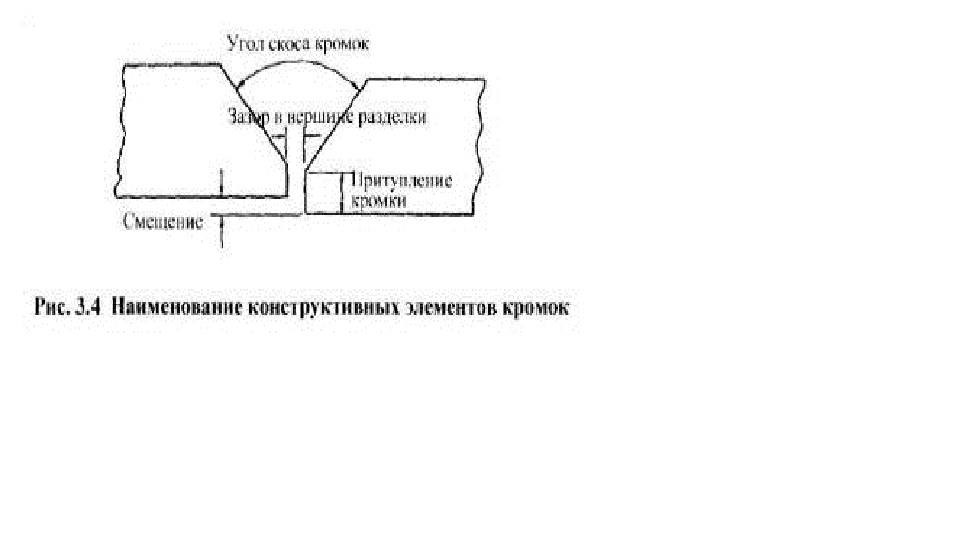
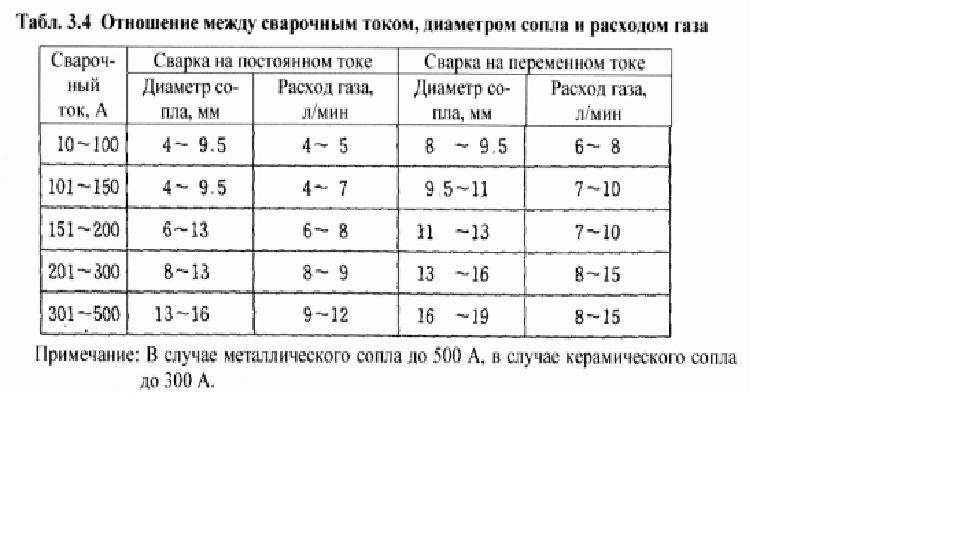
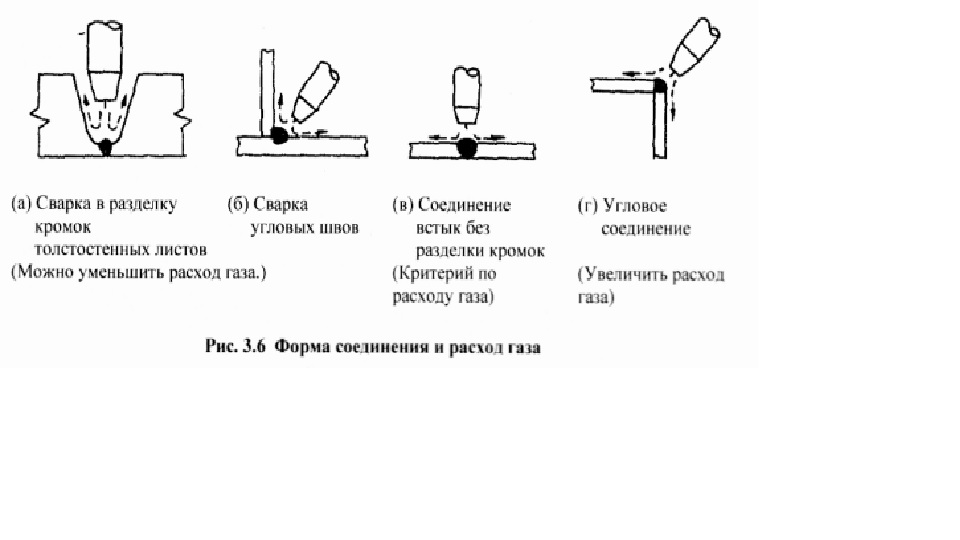
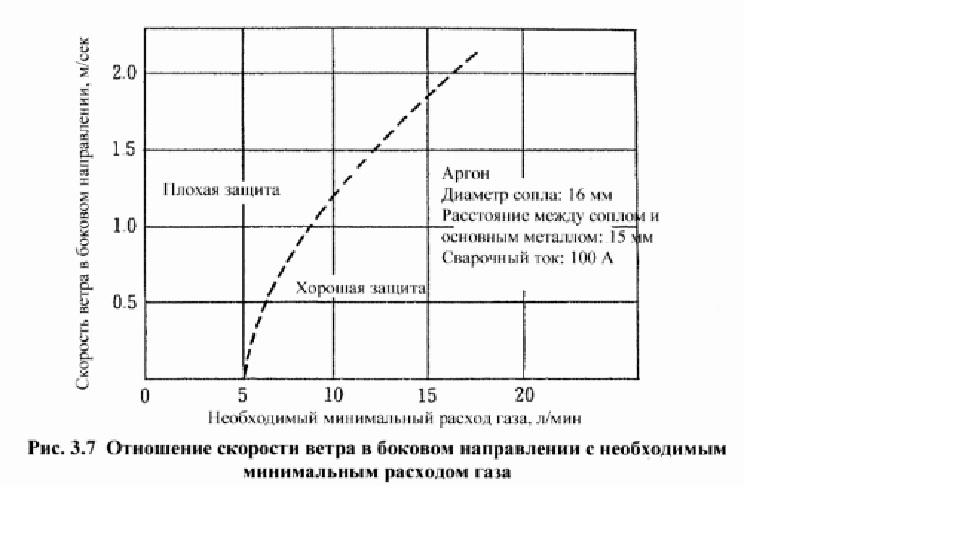
3-2-1 Формы кромок Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок. Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой. Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке. В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение - без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов. 3-2-2 Очистка кромки Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью. Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п. Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали. При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны. Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками. В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте. 3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку. В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл. При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно. После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки. Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку. 3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА 3-3-1 Защитный эффект В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки. Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу. Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода. Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 - 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром. При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно. 3-3-2 Расход защитного газа Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать. Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа. 3-3-3 Влияние ветра Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите. На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа - это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек. Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку. При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра. 3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ 3-4-1 Выбор фильтровальных щитков Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму. Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика). Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5. Табл. 3.5 Выбор степени светомаскировки (JISTH141 - 1980) Сварочный ток, А Номер степени светомаскировки не более 100 9 или 10 от 100 до 300 11 или 12 от 300 до 500 13 или 14 не менее 500 15 или 16 Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п. Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к . 3-4-2 Защита кожи Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги. Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм. Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика) Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога. 3-4-3 Проветривание Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника. Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать. Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха). Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
1 балл
-
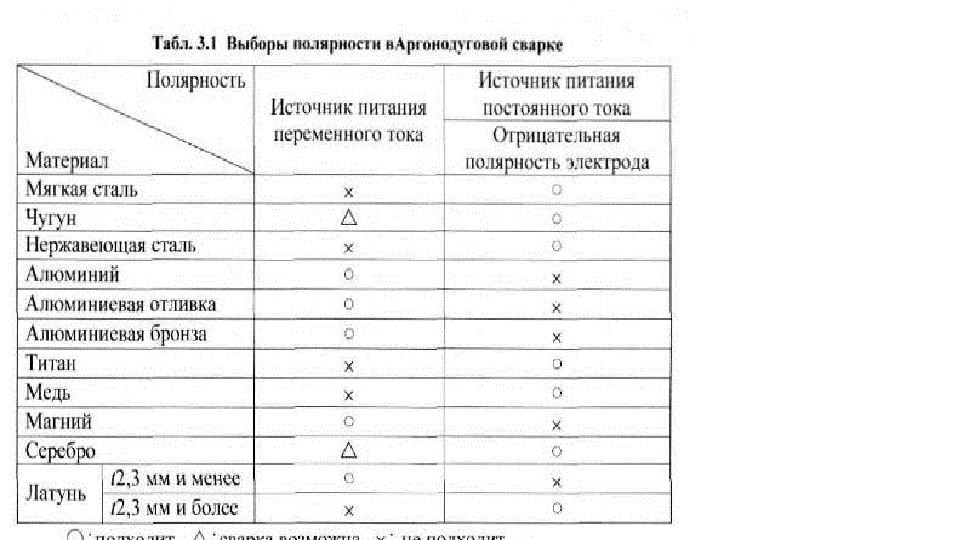
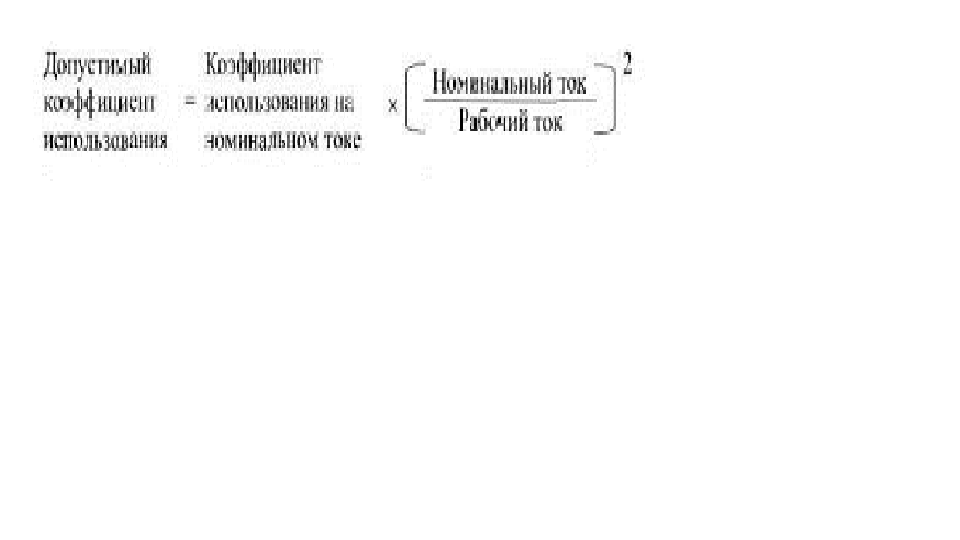
ПОДГОТОВКА К СВАРОЧНЫМ РАБОТАМ 3-1 ПОДГОТОВКА СВАРОЧНЫХ УСТАНОВОК 3-1-1 Выбор полярности При выполнении Аргонодуговой сварки, прежде всего, нужно выбрать сварочный источник питания и его полярность, которые подходят к материалу свариваемых деталей. Обычно для сварки алюминиевого сплава, магниевого сплава и т.д., в которых должна быть устранена оксидная пленка с поверхности основного металла за счет эффекта очистки дуги, или для сварки, в которой не предпочитают глубокое проплавление основного металла, применяется переменный ток. А в случае других металлов, как правило, применяется постоянный ток с отрицательной полярностью электрода. Постоянный ток с положительной полярностью электрода, как правило, почти не применяется. В табл. 3.1 приведены выборы источника питания и полярности относительно типичных материалов. 3-1-2 Коэффициент использования сварочных источников и горелок Для сварочных источников питания и горелок устанавливаются номинальный ток и коэффициент использования на номинальном токе, соответственно. Номинальный ток означает максимальный ток, который можно использовать для сварки, а коэффициент использования на номинальном токе означает, сколько минут можно продолжать сварку в течение 10 минут при выполнении сварки на номинальном токе. Например, это означает, что при выполнении сварки па токе 300 А с использованием источника питания с номинальным током 300 А и коэффициентом использования на номинальном токе 40% после 4-минутной сварки нужно приостановить сварку на 6 минут, иначе сварочный источник питания может перегореть. Однако коэффициент использования (допустимый коэффициент использование) при сварке на токе ниже номинала; Например, если с использованием источника питания с вышеуказанным номиналом осуществляют сварку на 200 А, то получается; Так что можно использовать источник питания 9 минут непрерывно. Далее, находим верхний предел сварочного тока, на котором можно использовать источник питания длительное время непрерывно: Так что при сварке на токе порядка 190 А источник питания не перегорит, даже если используется длительное время непрерывно. Однако в случае импульсного тока за рабочий ток должно принимать не арифметическое среднее пикового тока и базового тока, а среднеквадратическое значение этих двух. Выше дано разъяснение коэффициенту использования, беря для примера сварочный источник питания, но такое же соображение подходит и к сварочным горелкам. При этом следует обращать внимание на то. что коэффициент использования горелок на поминальном токе при сварке переменным током устанавливается ниже, чем при сварке постоянным током.
1 балл
-
Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/01.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/02.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/03.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/04.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/05.JPGhttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/06.JPG http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/07.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/08.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/09.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/010.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/011.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/012.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/013.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/014.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/015.jpghttp://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/016.jpg http://websvarka.ru/talk/uploads/sakhalin_cat/Gorelki/017.jpg С другой стороны, по методам охлаждения горелки подразделяются на горелки водяного охлаждения и горелки воздушного охлаждения. Горелки водяного охлаждения, теплостойкость которых увеличивается за счет водяного охлаждения сварочного кабеля, держателя электрода и сопла, находят применение при сварке на сильном токе. Горелки воздушного охлаждения, не располагающие контуром охлаждающей воды, просты по конструкции и превосходны по управляемости благодаря компактности и легковесности, но ограничены рабочим током примерно до 200 А. Конструкция горелки воздушного охлаждения представлена на рис. 2.20. 2-4-2 Горелки дли полуавтоматический сварки Под горелками для полуавтоматической сварки подразумеваются горелки, операция которых осуществляется вручную, но добавление присадочного металла автоматизировано. Пример представлен на рис. 2.21. При использовании эти горелки должны быть комбинированы с устройством подачи проволоки, которое представлено на рис. 2.22. и устройством управления подачи проволоки, которое представлено на рис. 2.23. и позволяют получить равномерные валики легче по сравнению с ручной сваркой благодаря стабильному добавлению присадочного металла. Если эта горелка установлена на тележку или прикреплена к стенду горелки и комбинирована с поворотным столом, то легко получается автомат Аргонодуговой сварки. 2-4-3 Прочие горелки Кроме горелок для ручной сварки и полуавтоматической сварки, находят применение разнообразные горелки, специализированные в зависимости от назначения; например, горелки для сварки на сильном токе, сопло которых охлаждается водой непосредственно, как представлено на рис. 2.24. горелки с двойной зашитой, в которой защитный газ подается двойственно для улучшения защитного эффекта, горелки, специализированные для точечной дуговой сварки, и прочие специализированные горелки. 2-5 ВСПОМОГАТЕЛЬНЫЕ АППАРАТЫ 2-5-1 Регуляторы давления газа с расходомером Аргон, который применяется в Аргонодуговой сварке в качестве защитного газа, обычно хранят в сосуде высокого давления порядка 15 МПа (150 кгс/см2) при температуре 35°С. Регуляторы давления предназначены для того, чтобы снизить давления сжатого газа до уровня, подходящего к сварке, порядка 0,15 MПa (1.5 кгс/см2), а расходомеры предназначены для установки расхода защитного газа, подходящего к сварке. Обычно в большинстве случаев регулятор и расходомер конструируются заодно, как представлено на рис. 2.25. Заданный расход защитного газа устанавливается, смотря на деление, выгравированное на расходомере, и плавучую отметку, перемещающуюся вертикально в зависимости от расхода газа, и открывая или закрывая клапана регулировки расхода. 2-5-2 Устройства циркуляции охлаждающей воды Водяное охлаждение горелки для Аргонодуговой сварки осуществляется методом с использованием водопроводной воды или методом с использованием устройства циркуляции охлаждающей воды, как представлено на рис .2, 26. Устройства циркуляции охлаждающей воды находят применение в следующих случаях; (1) Невозможно использовать водопроводную воду. (2) В связи с плохим качеством воды водяной канал горелки может легко засориться из-за накипи или т.п.. (3) В связи с низким давлением воды или колебанием давления воды не получается количество воды в подходящем объеме. (4) Место производства работы перемещается часто, например, при сварке на разных объектах.
1 балл
-
некропостер! у ентих 3этажных китайцев есть прикол - иногда без видимых причин срабатывает тиристорная защита на малом токе, что приводит к такому эффекту. лечится установкой дросселя на выход. мой имеет такой глючок.1 балл