Лидеры




Популярный контент
Показан контент с высокой репутацией 29.01.2015 во всех областях
-
В погоне за мощностью.
 7 баллов
7 баллов -
Строго не судите только учусь. Нержавейка, ток 100А присадка 2мм Тоже 100А без присадки
6 баллов
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg5 баллов
-
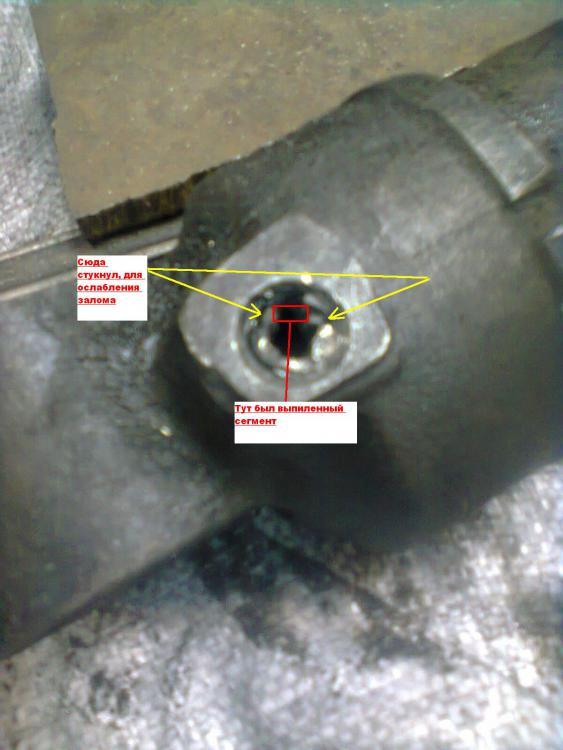
Сегодня использовал способ с "распилом залома". Принесли гидроцилиндр с остатками штуцера, попробовал самодельным "экстрактором", сделанным из сломанного метчика, не получилось. Достал лобзик и полотном для металла сделал два пропила, миллиметров через пять друг от друга, затем выбил выпиленный сегмент, залом ослаб в резьбе и легко вывернулся.
4 балла
-
Автор: Павел Фролов КВ-1 (Клим Ворошилов) — советский тяжёлый танк времён Второй мировой войны. Обычно называется просто «КВ»: танк создавался под этим именем и лишь позже, после появления танка КВ-2, КВ первого образца ретроспективно получил цифровой индекс. Выпускался с августа 1939 года по август 1942 года. Принимал участие в войне с Финляндией и Великой Отечественной войне.4 балла
-
снова школа...
3 балла
-
@Elektro_D,Попробуй сделать так,2 обрезка плотно стыкуешь,зажигаешь дугу и провариваешь 2-3 см шва.Ток -70 амп. Должен получиться хороший цвет шва.
3 балла
-
Посередине видна розовая побежалость, потому что туда не попадал воздух при сварке. Если бы полотна были плотно прижаты к столу, то такой цвет был бы почти везде. Всё дело в остывании и газовой защите. Присадку нужно подавать по каплям и автоматически, а не отвлекаться на это. Вести нужно так, чтобы осн. Ме не слишком нагревался (перегревался) и успевал остывать в газе, или же делать остановки для остывания шва.3 балла
-
@Лепило, http://elektrod.ru/esab/?page=electrodes&category=mild&name=OK%2048.003 балла
-
Ураааааа! Сегодня мне присвоен 4 разряд газоэлектросварщика! Спасибо Вебсварке за обширные теоретические материалы!3 балла
-
Добрался до ножей от цилиндровочного станка. Один залом вывернул с помощью самой простой технологии(гайка и сварка), штук пять левым сверлом, остальные(самые старые) высверливал "на полную"(сверлами от 5мм до 8,5мм) и прогонял метчиком М10. Самое сложное в технологии высверливания залома это накернить его по центру. В случае если залом утоплен внутрь резьбового отверстия, то на токарном точим втулку - наружный диаметр равен диаметру резьбового отверстия, а внутренний - диаметру сверла с которого начинаете высверливать(в данном случае 5мм). Забиваем втулку в отверстие с заломом и спокойно сверлим через втулку - получается по центру. Дальше бОльшим сверлом до диаметра резьбы(если залом М10Х1.5, соответственно сверло 8,5мм). Если залом "живой", т.е. при сверлении правым сверлом начинает уходить в сторону заворачивания, то заряжаю левое сверло и дрелью выворачивается. Кстати пробовал в сверлильном станке 2Н 125Л, при работе левым сверлом сложно поймать момент, когда залом начинает выворачиваться и идет в противоход сверлу, поэтому и стараюсь работать дрелью. Если же отверстие с заломом сквозное, то можно и на сверлильном и обычным правым сверлом. Объяснил конечно не очень доходчиво, но суть должна быть понятна. Есть еще тонкости с самодельными экстракторами и распилом залома с помощью лобзика, но это позже как принесут подходящего "пациента". Но это уже не про сварку.
3 балла
-
Товарисч, патоновскими электродами варил довольно часто, если не сказать постоянно, нормальные были электроды, тег "Elite" возможно экспортный вариант, а так если не вдаваться в подробности весьма неплохо, когда разваришься
2 балла
-
Зависит от толщины, требований, навыков.2 балла
-
У меня в цеху работал один сварщик после вечерних курсов. Из всех наших сварщиков 4 разряда он варил лучше всех. Остальные на дневном "учились". Выше я писал что у первокурсников практики как таковой нет. Уточнил. Раньше у дневных свращиков было 1200-1400 часов практики. Сейчас меньше вдвое, но у вечерников 160 примерно. Т.ч. старт у "дневника" будет наверное проще. Приведу пример из хирургии. Ктонечно это про энтузиастов, стремящихся стать высококлассными специалистами. Чтобы более-менее хороший шов накладывать студенты, а затем уже врачи учатся на свиных ножках. Дома. И чтобы овладеть хорошими базовыми навыками это требует года 2 ежедневных занятий. Чтобы хорошо шить лет 5-7 и то дальше есть чему учиться. Хирургам требуется быстро и качественно сшивать внутренние органы, сосуды, кожу и даже нервы! Короче свой сварочник и регулярная практика в гараже (лучше совмещенная с калымом )) ) помогут в освоении профессии. Нам так рекомендовали на курсах .2 балла
-
Поищите по фирмам своего региона так называемый топинг. Это основной материал для упрочнения верхнего слоя бетона. Видеть результат можно в современных крупных супермаркетах. Технологию нанесения найдете в интернете. Расход небольшой. Наносится на свежий бетон. Есть с разными свойствами, но весь с хорошими эксплутационными характеристиками. Ищите тех кто занимается промышленными полами. У них будет. Заодно можете договориться что бы бетон вы уложили сами, а топинг нанесли и заполировали специалисты. Просто там полировальная машина нужна, вертолет так называемый. Сейчас это самый распостраненный вариант упрочнения бетонных полов при их производстве. После необходимо алмазом прорезать всю плоскость на квадраты для преотвращения растрескивания и заделать стыки. Удачи, ройте в этом направлении.2 балла
-
Пили шампанское, водку, вино и коньяк, а отравилась видимо не свежим салатом.2 балла
-
поэтому стараюсь лишних вопросов не задавать . на счет мр3 2мм - мне не понравились, шлаку несоизмеримо больше наплавленного металла.1 балл
-
@Bizet, сделаю для вас немецкий форум http://websvarka.ru/talk/index.php?showtopic=3398 http://websvarka.ru/talk/index.php?showtopic=1234 и для чтения.
1 балл
-
Посередине шва заметили что нибудь? Швы-то нормальные, только защита не очень.
1 балл
-
Вот, встык без зазора толщина нержи 2мм, присадка 1мм, ток 65А Только прижать нечем было просто положил на стол, все равно шов не очень, а с присадкой еще быстрее не могу пока что. И с обратной стороны
1 балл
-
XP тоже не проблема, нужно, если можно, в BIOS перевести ACHI -> IDE, тогда увидит харды, но САТА фишки не будут работать. А если по феншую надо, то с помощью nLite встроить дрова в дистрибутив и записать на диск. Я очень рад, что XP + FDD ушли в прошлое. =)1 балл
-
Мой нетбук Acer Aspire V5-123 тоже считался заточенным под windows 8. В основном из-за драйверов, под другие ОС надо самостоятельно искать. Продавался с установленной Free DOS. С флешки windows 7 установилась без проблем. Поиск, установка драйверов и всё работает. Больше танцев вызывает установка XP на машины без флопиков с sata контроллерами для которых нет дров в дистрибутиве.1 балл
-
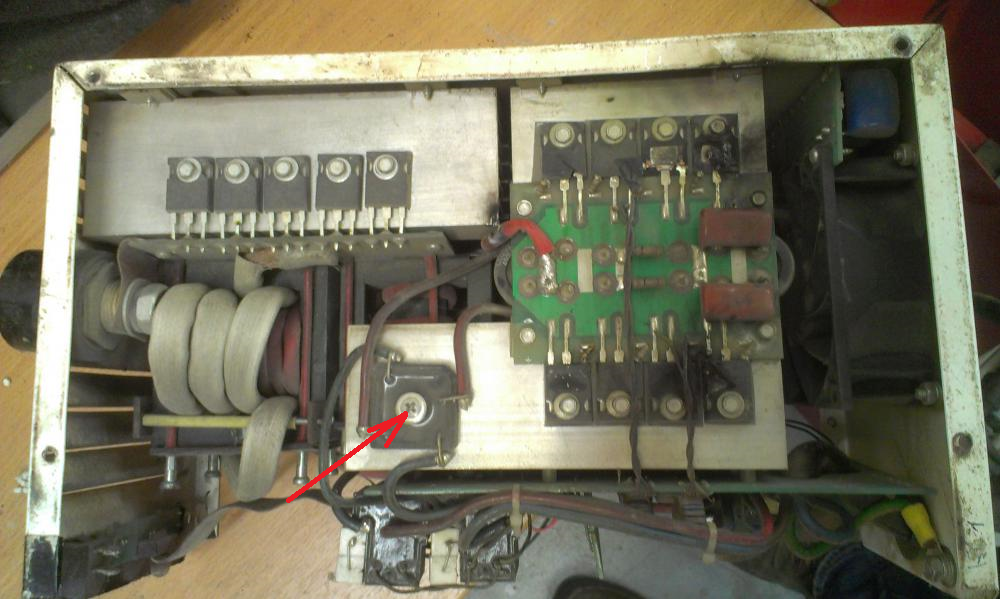
Насет выпрямителя я не спорю. А вот вспомогательный источник питания, достаточно уверенно здесь выполнен. В другой модели он сделан так что не то что доверия не вызывает, так еще и ... в общем по другой модельки с вами соглашусь. А тут вполне выполнен. Ну скажем, взять из игрушки и поставить сюда на мой взгляд менее успешное решение. Хотя новоустановленного изделия я не видел и это пока только мои домыслы. Насчет выпрямителя, то да, можно и мощнее... Тут в общем то можно (НУЖНО) все более мощное ставить, но это отразится на выходной стоимости. Клиент съекономил при покупке, а при ремонте уж точно разорятся не будет. Меня интересовала информация о особо часто встречаемых проблемах и на что надо обратить внимание, т.е. проверить. Поэтому я Вас не то что выслушал, а прислушался и конечно проверил визуально. И конечно я думал, что вы немного о другой модели ведя речь о вспомогательный источник питания. Там он как в кетайской зарядке выполнен, ну очень очень дешево. А тут вполне ремонто пригоден и лаком покрыт и стоит изолировано от влаги. Поэтому если бабахнет то явно не из-за того что не досмотрел Пусть это будет на совести того кто это купил Я не часто такое ремонтирую и мне важно любое мнение. А то что я высказал свое виденье, то получился диалог и после уточнений ваша информация является еще важнее. За что вам СПАСИБО!!!1 балл
-
После армии учился от от центра занятости на газо-электро сварщика. Курсы тоже месяца 3-4. Выпустили всех со 2 разрядом. Сейчас у меня стажа 16 лет, варю/режу почти всеми основными видами сварки.. Теперь планирую учиться на мастера, по сварке вроде все освоил, теперь не к чему стремится. Бум стремиться к получению новой профессии мастера))1 балл
-
svarnoi69, Rust_eze! Андрей, Алексей, поздравляю с Днём рождения! С наилучшими пожеланиями, пусть и виртуально, но жму Вам руку. Здоровья и счастья Вам, мужики!!!1 балл
-
Написали бы хоть модель ноута. Иногда бывает, что нет дров. Но поставить винду можно без проблем, только может некоторые устройства не будут работать. Например, SONY VAIO VPCZ13 - официально не поддерживает вин8. Вин 8 ставится на него проще вин 7, но нет драйвера для гибридной видеокарты, из=за этого не работает всторенная nVidia, HDMI + DVI на докинг станции. Еще ставил на какой-то Lenovo ThinkPad планшетник вин8 enterprise. (у нас на фирме у всех enterprise для direct access), так там UEFI 32bit только! Бррр, пришлось качать 32бит винду. 64бит даже не грузилась с флешки. Если бы он купил такой же со 128Гб и больше ssd, а не с 64Гб, то был бы UEFI 64bit. Вот такой вот прикол от производителя. Все остальное железо без проблем должно было поддерживать 64бит.1 балл
-
Свойства и структура сварных соединений промышленных титановых сплавов alpha- и псевдо alpha сплавы Сплавы, относящиеся к первой группе: alpha-сплавы (BT1-00; ВТ1-0; ВТ5; BT5-1; 4200) и псевдо alpha-сплавы (ОТ4-0, ОТ4-1, ОТ4, ВТ4, ОТ4-2, АТ2, АТЗ, АТ4, ВТ20, ТС5) относятся к малолегированным (J-стабилизирующими элементами сплавам с К $ <=0,25. Эти сплавы хорошо свариваются всеми видами сварки, и сварное соединение по прочности и пластичности приближается к основному металлу. Сплавы не требуют обязательного стабилизирующего отжига после сварки. Поскольку в сварном шве возможно наличие пор, то прочность сварного соединения принимается в расчет с коэффициентом ослабления сваркой, равным 0,9-0,95 от прочности основного материала. С повышением прочности сварные соединения этих сплавов становятся более чувствительными к дефектам сварки (порам, концентраторам напряжения и т. п.) и несколько увеличивается разница в прочности и пластичности между сварным соединением и основным металлом. Технический титан марки ВТ1-00 изготавливают из наиболее чистых сортов титановой губки. Он содержит меньше таких примесей, как углерод, железо, кремний, кислород, чем допускается для других титановых сплавов. Титан марки ВТ1-00 отличается низкими характеристиками прочности и высокой пластичностью. Хорошо деформируется в горячем и холодном состояниях. Из титана марки ВТ1-00 изготавливают практически все виды полуфабрикатов: фольгу, ленту, листы, плиты, поковки, штамповки, профили, трубы, проволоку и т. д. Технический титан марки ВТ 1-00 в связи с его невысокой прочностью в качестве конструкционного материала применяется ограниченно. При сварке с присадкой в качестве присадочного материала используют сварочную проволоку из титана ВТ1-00 или ВТ1-0. Сварные соединения титана марки ВТ1-00, полученные АДС Нп с присадкой ВТ1-00, после неполного отжига имеют следующие механические свойства при комнатной температуре: а*=0,9ав основного металла; ан>=9,0 кгс*м/см2, а=180° для листа толщиной 1,5 мм и а=140° для листа толщиной 3,0 мм. Технический титан марки ВТ1-0 приготовляют из нелегированной губки, несколько уступающей по чистоте титановой губке, применяемой для изготовления титана марки ВТ1-00. Тем не менее содержание примесей в титане марки ВТ1-0 меньше, чем в легированных титановых сплавах. Сплав ВТ1-0 при несколько меньшей пластичности по сравнению с техническим титаном марки ВТ1-00 имеет более высокую прочность и широко применяется как конструкционный материал. Типичные механические свойства при комнатной и повышенных температурах титана марки ВТ1-0 приведены в табл. 28. Титан марки BT1-0 хорошо сваривается всеми видами сварки. Из ВТ 1-0 изготавливают листы, ленту, фольгу, прутки, профили, трубы, проволоку и т. п. Сплав ВТ1-0 применяют в конструкциях, длительно работающих при температурах от −253 до +150° С. Сварные швы пластичны и допускают значительную холодную деформацию [52]. Пластичность сварного соединения (угол изгиба а) практически не изменяется при нагартовке до 20%. Термической обработки после сварки не требуется. Механические свойства сварных соединений титана марки ВТ1-0, полученные АДС Нп с присадкой, после неполного отжига имеют следующие механические свойства при комнатной температуре: сгв=0,9ав основного металла; ан>=7 кгс*м/см2, а=135° для листа толщиной 1,5 мм и а=110° для листа толщиной 3,0 мм. При сварке с присадкой в качестве присадочного материала используется сварочная проволока из ВТ1-00 или ВТ1-0. Сплав марки ВТ5 является типичным однофазным а-титановым сплавом системы Т1-Аl. Из сплава ВТ5 изготавливают поковки; штамповки, кованые и катаные прутки, сварные кольца. Сплав ВТ5 имеет умеренную прочность при невысокой пластичности. Этими объясняется, что из этого сплава не изготавливают листовыеполуфабрикаты. Сплав ВТ5 хорошо сваривается всеми видами сварки, применяемыми для титана. Предел прочности при кратковременном растяжении и длительная прочность сварного соединения равны 0,9ав и 0,9 а^ основного материала соответственно при всех рабочих температурах. В качестве присадочного материала используют проволоку из титана ВТ1-00 или из сплава ВТ2. Сплавы с alpha+β-структурой мартенситного типа В эту группу входят среднелегированные р-стабилизирующими элементами сплавы с Ка =0,3-0,9, термически Упрочняемые путем закалки и старения. Сплавы этой группы непосредственно после сварки имеют пониженную пластичность сварного соединения в связи с образованием в структуре шва довольно прочной мартенситной а’-фазы. Для восстановления пластичности сварных соединений у сплавов такого типа применяют стабилизирующую термическую обработку, в результате которой а’-фаза превращается в стабильные а+р-составляющие. Большинство сварных конструкций из а+b-сплавов мартенситного типа изготовляют с прочностью сварных соединений 85-100 кгс/мм2. Реже сварные конструкция подвергают упрочняющей термической обработке на прочность 105-130 кгс/мм2, и тогда швы утолщают и подвергают отжигу, при этом достигается равнопрочность конструкции и обеспечивается достаточная на-дежность сварного соединения. Сплав ВТ6 — аналог широко применяемого зарубежного сплава Ti-6Аl-4V [2, 121], а также отечественного сплава ВТ6С. Изготавливается сплав в виде листом плит, прутков, поковок, штамповок, сварных колец. Сплав может применяться как в отожженном, так и в I термически упрочненном (закалка+старение) состояниях. Упрочняющей термической обработкой прочности сплава может быть увеличена на 15-20%. Сплав удовлетворительно сваривается всеми видами сварки, применяемыми для титана. Сварное соединение сплава ВТ6 непосредственно после сварки имеет несколько пониженную пластичность. Для восстановления пластичности сварного соединения требуется стабилизирующая термическая обработка. Прочность сварных соединений сплава ВТ6, выполненных ААрДЭС неплавящимся электродом без присадки, составляет после отжига при 760- 800° С и после закалки с 900° С и старения при 500° С в течение 2 ч 95-100 и 105 кгс/мм2 соответственно. Сплав I сваривается со всеми листовыми титановыми сплавами. В качестве присадочного материала используют проволоку из сплавов ВТ1-00, ВТ1-0, ВТ2, СПТ2, ВТ6С. Сплав ВТ6 применяется для изготовления сварных деталей, длительно работающих в отожженном состояв нии при температурах до 450° С, а в термически упрочненном состоянии — при температурах до 400°С. Сплав ВТ6С рекомендуется для изготовления штампосварных конструкций; работающих длительно при температурах до 400-450° С и кратковременно при температурах до 700-750° С. Предел прочности сварного соединения, выполненного сваркой плавлением, составляет не менее 90% от предела прочности основного металла. При сварке металла большой толщины используют прогрессивные методы сварки, например сварку погруженной дугой; швы сплава ВТ6С, полученные этим способом, равнопрочны отожженному основному металлу, а их ударная вязкость выше на 1,2-4,0 кгс*м/см2.1 балл
-
Термическая обработка сварных соединений титановых сплавов Термическую обработку сварных соединений титановых сплавов проводят с целью снятия внутренних напряжений, получения оптимальных физико-механических свойств и стабильной структуры (не склонной к изменению фазового состава и свойств при длительном нагреве Ори рабочих температурах). Сварные соединения, как и основной металл, подвергают отжигу, закалке, закалке и старению (отпуску). Отжиг сварных соединений применяется для всех типов титановых сплавов и является единственным видом термической обработки для а-, псевдо а- и р-сплавов. Этот вид термической обработки проводят для снятия внутренних напряжений, образовавшихся в процессе термического цикла сварки, а также для стабилизации структуры сварного соединения с целью получения оптимальных свойств в отожженном состоянии и сохранения их неизменными после длительного нагрева при рабочих температурах. Отжиг, проводимый в вакууме, наряду с решением выше перечисленных задач используют для дегазации сварного соединения от водорода. Закалку и закалку со -старением (отпуском) применяют для сплавов с а+р-структурой. Одна закалка для сварных соединений практического значения пока не имеет. Закалку и старение (отпуск) применяют с целью повышения прочности сварного соединения. В некоторых случаях для повышения прочности используют одно старение, поскольку сварные соединения непосредственно после сварки находятся по существу в закаленном состоянии. При термической обработке титана, как и при других технологических операциях, связанных с нагревом, необходимо учитывать активное его взаимодействие с атмосферой. Кислород атмосферы не только образует окалину, но и диффундирует в кристаллографическую решетку титана, резко повышая твердость поверхностных слоев металла. Это в полной мере относится как к основному металлу, так и к сварному соединению. В то же время считается, что термическая обработка в печах с воздушной атмосферой при температурах не выше 600-650° С является допустимой и не ведет к заметному ухудшению механических свойств сварного соединения и основного металла. Термическая обработка сварных соединений при более высоких температурах должна, как правило, осуществляться в печах с защит-ной атмосферой или в вакуумных печах. В противном случае окисленный и загрязненный газами слой должен быть удален химическим травлением или механически] путем. Дополнительная информация:1 балл
-
Специальные режимы упрочняющей термической обработки сварных конструкций Изготовление сварных конструкций из термически упрочняемых титановых сплавов представляет многочисленные технологические трудности. При закалке крупногабаритных нежестких деталей или конструкций наблюдаются значительные поводки; которые весьма трудно, а в некоторых случаях и невозможно устранить; большие по объему сварные конструкции вообще трудно переносить в закалочную среду; в процессе нагрева под закалку и при переносе в закалочную среду тонколистовая конструкция окисляется, если даже ее нагрев проводить в печах с защитной атмосферой; образовавшуюся в результате нагрева окалину нужно удалять, что сопряжено с рядом трудностей, а иногда вообще невозможно (например, травление конструкций, имеющих нахлесточные соединения, выполненные точечной или роликовой сваркой); удаление окалины химическим методом сопровождается наводораживанием термически упрочняемых сплавов, которые содержат большое количество ^-стабилизирующих элементов; сборка конструкции путем сварки из закаленных элементов с последующим старением всей конструкции, как правило, не обеспечивает оптимальных механических и эксплуатационных свойств сварных соединений, поскольку термический цикл сварки создает довольно неопределенное состояние шва и переходной зоны, зависящее от ряда трудно учитываемых факторов. Перечисленные выше обстоятельства и являются основными факторами, сдерживающими освоение листовых термически упрочняемых сплавов в сварных конструкциях. В связи с изложенным выше нами изыскивались специальные режимы упрочняющей термической обработки титановых сплавов, позволяющие обрабатывать крупногабаритные сварные конструкции в защитной атмосфере. Для этой цели наиболее перспективными являются высоколегированные Р-стабилизирующими элементами титановые сплавы, имеющие р-фазу с повышенной стабильностью. Так, на сплаве ВТ16 с Ка =0,8 был обнаружен эффект упрочнения как основного металла, так и сварного соединения при определенной скорости охлаждения с температуры отжига. С увеличением скорости охлаждения до 4—8о С/мин и выше наблюдается непрерывное повышение предела прочности и снижение характеристик пластичности у сплава ВТ16. При скоростях охлаждения в пределах 12-17о С/мин удается повысить прочность сплава ВТ16 с 85 кгс/мм2 в отожженном состоянии до 105 кгс/мм2 и выше После упрочняющей термической обработки такого типа. Предложенный способ упрочняющей термической обработки оказался эффективным при изготовлении сотовых конструкций с помощью сварки, пайки и диффузионного сращивания. Достаточно было выполнить операции пайки или диффузионного отжига, проводимые, как правило, при температурах около 900° С, и охладить сотовую конструкцию в печи или контейнере со скоростью ~15о С/мин, как ее прочность (как основного металла, так и сварного соединения) повышалась до 105 кгс/мм2 и выше. При таком технологическом процессе легко обеспечить защиту садки от окисления с помощью инертных газов или вакуума. Соотношение прочности и пластичности при этом виде упрочняющей термической обработки примерно такое же, как и при закалке и старении. Механизм упрочнения при таком виде термической обработки состоит в том, что у титановых сплавов с а+р-структурой определенного состава (с определенным количеством р-фазы) при некоторых скоростях охлаждения происходит распад метастабнльных фаз с образованием дисперсных частиц а- и р-составляюших, что и ведет к упрочнению сплава. В этом случае скорость охлаждения данного сплава такова, что не происходит фиксации метастабнльных фаз, и в то же время настолько мала, что не позволяет пройти превращению до равновесного а+р-состояния. Еще более интересный способ упрочняющей термической обработки может быть применен для обработки сплавов закритического состава. Было установлено, что у титановых сплавов закритического состава по мере дальнейшего увеличения содержания р-стабилизирующих элементов метастабильная р-фаза может фиксироваться при весьма малых скоростях охлаждения, соизмеримых со скоростью охлаждения больших промышленных печей вместе с садкой (4- 10° С/мин). Дальнейший изотермический нагрев такого «закаленного» сплава при температурах старения ведет к распаду метастабильной Р-фазы и образованию дисперсных а- и Р-составляющих, т. е. ведет к существенному упрочнению. Очевидно, максимальной способностью к упрочняющей термической обработке такого типа обладают титановые сплавы с К=1,6-2,2. В меньшей мере и другие титановые сплавы могут воспринимать упрочняющую термическую обработку такого типа. На.этой основе удалось разработать способ упрочняющей термической обработки крупногабаритных сварных конструкций из титановых сплавов закритического состава без переноса в закалочную среду. Предложенный способ лишен всех недостатков упрочняющей термической обработки, связанной с переносом садки в закалочную среду. Он позволяет проводить упрочняющую термическую обработку в промышленных вакуумных печах и печах с защитной атмосферой. Так, например, сварные детали или конструкции из титанового сплава марки ВТ32 (Ti-2,5% Al-8,5% Mo-8,5% V-1,2% Fe- 1,2% Cr), обработанные в вакуумной печи по режиму: нагрев при 750° С в течение 1 ч, охлаждение с печью со скоростью >= 4° С/мин до 500° С, выдержка при 500° С в течение 4 ч, обеспечили о*в>= 120 кгс/мм2, бб>=7% в то время как в отожженном состоянии сплав имел ов=82 кгс/мм2 и 65= 16%. Широкое применение описанный выше способ термической обработки нашел при изготовлении сварных деталей и конструкций из сплава ВТ22. Сварные конструкции из этого сплава требуют стабилизирующего отжига при температуре около 850° С, т. е. при температурах границы а+р^=р-превращения. После такого отжига сплав имеет предел прочности около 100 кгс/мм2. Упрочняющая термическая обработка по режиму: нагрев при 850° С в течение 1 ч, охлаждение в печи до 750° С, выдержка 2 ч, охлаждение с печью до 500° С, выдержка при 600° С в течение 4 ч позволяет получить на сварных конструкциях из сплава ВТ22 <ув>= 110 кгс/мм2. Для такой термической обработки используются вакуумные печи и печи с защитной атмосферой, позволяющие осуществлять термическую обработку готовых деталей или конструкций.1 балл
-
Упрочняющая термическая обработка титановых сварных соединений Упрочняющая термическая обработка сварных соединений титановых сплавов, состоящая из закалки и старения (отпуска), служит дополнительным резервом повышения прочности сварных конструкций. Однако следует отметить, что применение упрочняющей термической обработки на сварном соединении более ограничено по сравнению с основным металлом. Это вызвано тем обстоятельством, что крупнозернистая игольчатая структура плохо воспринимает упрочняющую термическую обработку, т.е. не обеспечивает достаточно хорошего сочетания прочности и пластичности после закалки и старения. Поэтому для сварных соединений применяется «мягкая» упрочняющая термическая обработка, повышающая прочность на 10-20% по сравнению с прочностью отожженного состояния. В этом случае при умеренной прочности удается получить удовлетворительные характеристики пластичности сварного соединения. В последнее время разработано несколько новых способов упрочняющей термической обработки сварных соединений титановых сплавов, которые позволяют несколько расширить возможности применения упрочняющей термической обработки в сварных конструкциях, которые будут нами также рассмотрены в настоящем разделе. Все более широкое распространение получает упрочняющая термическая обработка сварных конструкций, когда основной металл упрочняется закалкой и старением до необходимого уровня, а сварное соединение делается утолщенным и приводится в отожженное состояние методом локальной термической обработки. Такой прием позволяет получать равнопрочную конструкцию как по основному металлу, так и по сварному соединению с высокой работоспособностью. Рассмотрим некоторые вопросы упрочняющей термической обработки сварных соединений титановых сплавов. Упрочняющая термическая обработка, состоящая из закалки и старения, применима к сварным соединениям двухфазных с+р-титановых сплавов, начиная со сплавов мартенситного типа и кончая псевдор-сплавами. Принцип упрочняющей термической обработки сварного соединения, как и основного металла, заключается в том, что при ускоренном охлаждении сохраняются ме-тастабильные р-, а’- ("Л-фазы, а при последующем искусственном старении происходит выделение дисперсных частиц а- и р-фаз. При этом эффект упрочняющей термической обработки зависит от типа, количества и состава метастабильных фаз, а также от дисперсности образовавшихся после старения частиц a- и р-фаз. Особенностью упрочняющей термической обработки сварных соединений титановых сплавов является использование в некоторых случаях термического цикла сварки в качестве закалки при упрочняющей термической обработке. Сварное соединение при однопроходной сварке металла небольших толщин можно рассматривать как закаленное с температур р-области.Метастабильные составляющие р- и а’-фазы у титановых сплавов склонны к распаду в процессе изотермического нагрева при невысоких температурах с образованием равновесной а+р-структуры.На начальной стадии старения образуются дисперсные выделения а- и р-фаз, что сопровождается значительным упрочнением сплавов.Распад метастабильной р-фазы идет по схеме:рнестаб-Триеста б+а-кх+р. При изотермическом нагреве а’(а")-фаза распадается по схеме а’(а")-+а’(а")0ботгтц-{-а-+а-{’Рнестаб-*а+р. Распад а’(а")-фазы сопровождается на первой стадии образованием ct-фазы и а’(а")-фазы, обогащенной р-стабилизирующими элементами. Приведенные схемы превращения метастабильных фаз при изотермическом нагреве справедливы для процессов, проходящих при температурах выше 450-500° С. При более низких температурах изотермического нагрет ва процессы распада могут проходить с образованием промежуточной со-фазы. В практике упрочняющей термической обработки как сварных соединений, так и основного металла режимы термической обработки исключают образование ©-фазы. В зависимости от режимов упрочняющей термической обработки — температуры закалки, температуры и продолжительности старения (отпуска) — механические свойства сварных соединений будут изменяться в широком диапазоне. С повышением температуры закалки в сварном соединении сохраняется все большее количество (по объему) метастабильных фаз. У сплавов докритического состава увеличивается сначала количество метастабильной р-фазы, а затем а’(а")-фазы. У сплавов закритического состава происходит непрерывное увеличение количества метастабильной р-фазы по мере повышения температуры закалки до точки полного полиморфного превращения в сплаве. Объем метастабильных фаз в сплаве определяет эффект упрочнения, который может быть получен при последующем старении закаленного сплава. Как правило, с повышением температуры закалки термически упрочненного сплава с а+р-структурой возрастает его прочность и снижается пластичность. При постоянном времени старения с повышением температуры старения увеличиваются объем и степень распада метастабильных фаз и выделяются дисперсные частицы. Это сопровождается повышением прочности и, как правило, снижением пластичности. При определенной температуре старения прочность достигает максимума, при дальнейшем повышении температуры прочность постепенно снижается до уровня прочности отожженного металла. Этот участок кривой характеризуется коагуляцией дисперсных а- и р-частиц до равновесного состояния по мере повышения температуры старения. Фактор продолжительности старения выражается в том, что максимум на кривой прочности смещается в область более высоких температур, и величина максимума уменьшается по мере уменьшения продолжительности старения. Такой характер изменения прочности в зависимости от режимов старения обусловлен тем, что с увеличением продолжительности старения удается в большей степени обеспечить полноту распада метастабильных фаз при сохранении высокой дисперсности упрочняющих частиц. Практические режимы старения используют, как правило, нисходящую ветвь кривой прочности, т. е. представляют собой режимы перестаривания. Это позволяет обеспечить лучшее сочетание прочности и пластичности у термически упрочненного металла при удовлетворительной стабильности механических свойств. Это еще в большей мере относится к сварным соединениям титановых сплавов с а+р-структурой, для упрочнения которых используют режимы еще более глубокого перестаривания. При таких режимах упрочняющей термической обработки при некоторой потере прочности удается получить некоторый выигрыш в пластичности, что является весьма необходимым для сварных соединений, имеющих литую структуру, которая хуже структуры деформированного металла.1 балл
-
Отжиг титановых сварных соединений Отжиг сварных соединений титановых сплавов состоит из нагрева до температуры рекристаллизации или до температуры фазового превращения, выдержки при за данной температуре и последующего охлаждения (мед ленного с печью, на воздухе или ступенчатого). Отжиг а-титановых сплавов, как правило, отжиг первого роде) поскольку он не связан с фазовыми превращениями. От-жиг а+р-титановых сплавов во всех случаях сопровождается изменением соотношения содержания а- и |3-фаз и его следует относить к отжигу второго рода. Отжиг с полной фазовой перекристаллизацией как для основного металла, так и сварного соединения титановых а-, псевдо а- и а+р-сплавов мартенситного типа пока не нашел промышленного применения, поскольку не дает дополнительного улучшения физико-механических свойств. Тем не менее в настоящее время опубликовав ряд работ по применению отжига в р-области с целью повышения вязкости разрушения (K1c) полуфабрикате из титановых сплавов. Для титановых сплавов с а+Я структурой переходного типа и псевдо р-сплавов отжиг с фазовой перекристаллизацией находит промышленное применение. Для сварных соединений титановых сплавов применяют полный и неполный отжиг. Отличие неполного отжига от полного заключается в том, что первый производится при более низких температурах и предназначен главным образом для частичного снятия внутренних напряжений в сварных конструкциях, а также для частичной стабилизации структуры. Неполный отжиг может быть применен как промежуточная операция в процессе сварки сложной конструкции или как окончательный отжиг. Достоинство неполного отжига состоит в том что его можно осуществлять в печах с воздушной атмосферой без обязательного последующего удаления окалины и загрязненного газами поверхностного слоя ме- Полный отжиг сварных соединений позволяет в значительной степени стабилизировать структуру сварного соединения и полностью снять остаточные напряжения. Поскольку он проводится, как правило, при температурах выше 700° С, его следует осуществлять в печах с защитной атмосферой (аргон, гелий) или в вакуумных печах. Титановые сплавы с a-структурой и псевдо а-сплавы практически не чувствительны к скорости охлаждения после отжига. Двухфазные a+p-сплавы мартенситного типа (ВТ16, ВТЗ-1, ВТ23 и др.) и особенно сплавы переходного типа (ВТ22, ВТ30 и др.), наоборот, весьма чувствительны к скорости охлаждения, и поэтому скорость их охлаждения с температуры отжига регламентируется. Для этого применяют отжиг с последующим охлаждением с печью при регламентированной скорости до определенной температуры, а затем на воздухе или ступенчатый отжиг, который может быть двойным или изотермическим. Двойной отжиг состоит из нагрева до температуры выше температуры рекристаллизации и превращения метастабильных фаз, образовавшихся в результате термического цикла сварки, выдержки, охлаждения на воздухе и последующего нагрева при бо-лее низкой температуре, но достаточной для стабилизации структуры, образовавшейся после первой ступени термообработки, выдержки при этой температуре и охлаждения на воздухе. Изотермический отжиг включает нагрев до температуры выше температур рекристаллизации и превращения метастабильных фаз, образовавшихся при изотермическом цикле сварки, выдержку, перенос сплавов в печь с температурой, достаточной для превращения метастабильных фаз в стабильную а+р-структуру, выдержку и охлаждение на воздухе. В случаях, когда применяют отжиг с последующим охлаждением сплава в печи (двойной или изотермический), температура, с которой начинают охлаждение на воздухе, должна быть столь низкой, чтобы обеспечить достаточную стабильность а-и р-составляющих в сварном соединении не только при эксплуатации сплава при нормальных температурах, но и при его эксплуатации при повышенных температурах. Поэтому режимы отжига для сварных соединений титановых сплавов выбирают, как правило, не только для получения оптимального соотношении характеристик прочности и пластичности, но и для получения их термической стабильности. Поэтому для титановых сплавов в зависимости от их состава, а иногда и от условий работы сварной конструкции выбирают тот или иной вид отжига. Так, например, для получения заданных физико-механических свойств после сварки и отжига псевдо-р-сплавов (ВТ15, ВТ32 и др,) скорость охлаждения с температуры отжига не играет роли. Однако для стабильности сварного соединения в процессе эксплуатации его при повышенных температурах следует проводить отжиг с последующим медленным охлаждением со скоростью не более 2-4 °С/мин. Несмотря на некоторые особенности сварного соединения, во всех случаях для него применимы общие принципы термической обработки, что и для основного металла. Время выдержки при отжиге исчисляется с момента нагрева садки. Очевидно, а-сплавы и псевдоа-сплавы во всех случаях отжигаются с последующим охлаждением на воздухе. Указанные режимы термической обработки обеспечивают сварным Соединениям полное снятие внутренних напряжений и оптимальное соотношение прочности и пластичности. Сварные соединения указанной группы сплавов термически стабильны, т. е. могут эксплуатироваться при рабочих температурах в течение длительного времени без существенного изменения физико-механических свойств. Сварные соединения титановых сплавов с а+р-структурой мартенситного типа можно в некоторых случаях отжечь с последующим охлаждением на воздухе, что часто обеспечивает получение оптимальных значений прочности и пластичности, поскольку температуры отжига большинства мартенситных сплавов лежат ниже! критической температуры для данного сплава. В этом случае последующее охлаждение на воздухе не сопровождается, образованием мартенсита или по крайней мере больших его количеств, что и обеспечивает сварному соединению достаточно хорошую пластичность по сравнению с пластичностью основного металла. В то же время сварные соединения титановых сплавов мартенситного типа, работающие длительно при повышенных температурах, следует отжигать по режимам, обеспечивающим достаточно высокую стабильность структуры, иначе в процессе работы сварные соединения будут терять свою пластичность. Стабилизирующие режимы отжига сварных соединений сплавов мартенситного типа приведены в табл. 7. Здесь следует также отметить, что сварные соединения титановых сплавов ВТ6С и ВТ6, примыкающих по содержанию р-стабилйзирующих элементов к псевдо-а-сплавам, не требуют обязательного стабилизирующего отжига, поскольку распад метастабильных фаз при длительном нагреве не сопровождается значительным дисперсионным упрочнением сварного соединения. Что касается сплава ВТ16, то стабилизирующий отжиг сварного соединения этого сплава требуется как для сохранения термической стабильности сварного соединения в процессе эксплуатации при повышенных температурах, так и для получения оптимального соотноше-ния прочности и пластичности сварного соединения в состоянии после сварки и отжига. Титановые сплавы с ct+p-структурой переходного типа, представителем которых является сплав ВТ22, имеют сварные соединения, которые требуют стабилизирующего отжига как для получений оптимальных механических свойств, так и для повышения термической стабильности в процессе длительной эксплуатации при повышенных температурах. Ступенчатый отжиг сплава ВТ22 позволяет в большой степени стабилизировать структуру и свойства его сварного соединения. Сварные соединения псевдор-сплавов ВТ15 и ТС6 непосредственно после сварки имеют хорошее сочетание прочности и пластичности. Последующий отжиг с охлаждением на воздухе позволяет несколько стабилизировать структуру сварных соединений этих сплавов, но не позволяет обеспечить их термическую стабильность при повышенных температурах в процессе длительной работы. В принципе у титановых псевдор-сплавов путем специального отжига можно было бы стабилизировать структуру сварного соединения, однако сплавы ВТ15 и ТС6 содержат большое количество эвтектоидообразующего элемента (хрома), и поэтому при стабилизирующем отжиге происходит эвтектоидное охрупчивание металла. Например, у опытного титанового сплава, имеющего марку BT32 (Ti-8,5% Mo- 8,5% V- 1%Сг — 2,5% А1-1 % Fe) и являющегося также псёвдор-сплавом, сварное соединение можно стабилизировать отжигом по режиму: нагрев до 780о С, выдержка 1 ч, охлаждение с печью со скоростью 2-4 °С/мин до 300° С, затем на воздухе. У этого сплава сварное соединение после сварки имеет хорошую пластичность, которая сохраняется и после отжига по указанному режиму. Однако если сварное соединение этого сплава непосредственно после сварки склонно при длительном нагреве к охрупчиванию, то после сварки и отжига оно становится термически стабильным и не изменяет своих свойств после длительного нагрева. Для иллюстрации поведения сварных соединений титановых сплавов различного типа при термической обработке приведем некоторые фактические данные. Механические свойства сварного соединения сплава ОТ4 мало изменяются в зависимости от режима термической обработки. Это объясняется тем" что а’-фаза сплавов этого типа по своим механическим свойствам мало отличается от а-фазы Дисперсионное твердение при распаде а’-фазы у этих сплавов незначительно, а количество р-фазы столь мало, что не оказывает заметного влияния на механические свойства сварного соединения. Эвтектоидное превращение сплавов этого типа не обнаруживается при определении механических свойств или при рентгеноструктурном или металлографическом анализе. Аналогичным образом ведут себя сварные соединения и других псевдо- а-титановых сплавов при подобной термической обработке. Рассмотрим теперь изменение структуры и свойств сварного соединения представителя а+р-титановых сплавов мартенситного типа — сплава ВТ14. У титанового сплава мартенситного типа марки ВТ14 с Кр=0,35 уже наблюдается тенденция к существенному влиянию режима термической обработки на механические свойства сварного соединения. У более легированных р-стабилизирующими элементами мартенситных титановых сплавов с К$=0,6-0,8 имеет место еще более значительное изменение механических свойств в зависимости от режимов термической обработки.1 балл
-
Не скажу, что знаю тонкости в настройке "системы", но ради Ынтереса, при возможности, зайдите в тот же маГазин и посмотрите, продаются ли такие же ноутбуки без программного обеспечения. Я почему-то уверен, что продаются. Выводы сделайте сами, но не нужно бить менеджера, продавцов, консультантов и кассира - это противозаконно. Хотя врать покупателю, кстати, тоже нехорошо... но доходно. Посмотрите, у Вас Windows8 х64 (64 bit) или x86 (32 bit)?1 балл
-
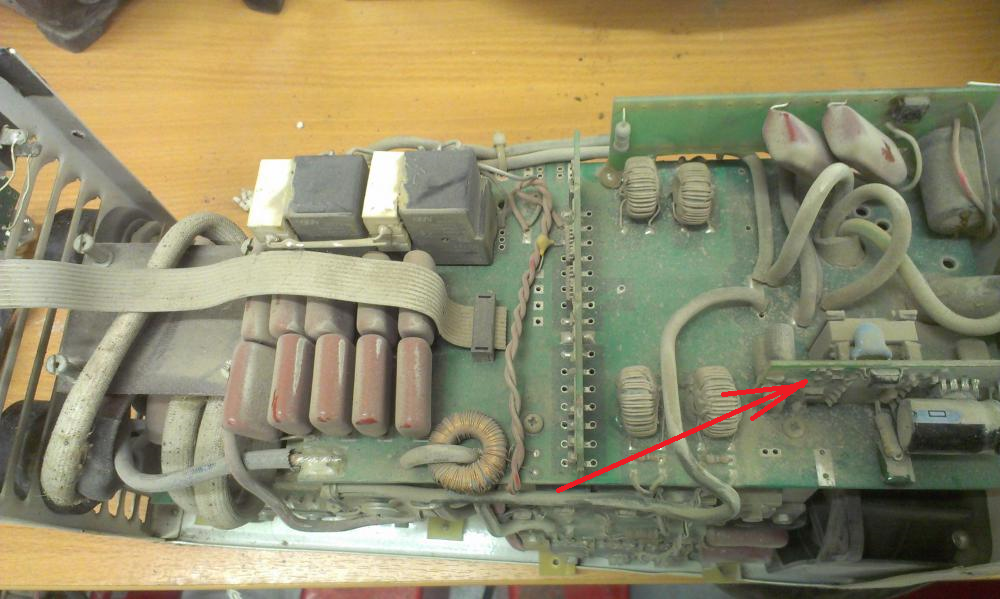
Вот этот источник (называйте, как хотите - вспомогательный, дежурный....) , и вот этот мост - в двух Торусах (200 и 250) были источниками бед, их и менял.
1 балл
-
Ушм -можно (если обороты регулируются) -6тыс оборотов на 125 круге - оптимальное шлифование нерж (выше обороты -нажигают материал) . Круг нужен циркониевый (буква Z), или керамический ( буква С) и лучше лепесток.(не оставляют вредных для нержи включений). Корунд (буква А на маркировке) не проходной для обработки нержи .1 балл
-
Надо ещё мощный гудок!
1 балл
-
Stormdll, если честно ни хрена не понял чего вы хотите. Сотни рам .... в месяц, в год, в пятилетку? Навески не будет?, голые рамы без покраски? Чертежи у Вас чужие если я правильно понял, или заказчика. Даже чтоб сделать один прототип потребуется куча сборочно- сварочных кондукторов, плюс мех обработка. Ну испытание на циклику скорей заказчик сделает, а не пройдет и что дальше? Снова прототип? С китайцами даже при нынешнем рубле конкурировать не получится... Трубы с маркой стали "например" найдете на металлобазе. Сварить - поищите фирму "Титан" в Нижнем Новгороде - директор Рябков. Они титановые рамы делали на экспорт, правда не знаю работают они сейчас или нет. Но если живые ,то на кондукторах может сэкономите, да и мех обработку там же.1 балл
-
http://youtu.be/ZL8nbdXEq8g1 балл
-
А если плавно повышать ток, то не прилипнет ли электрод намертво? Функция "хот старт" наоборот завышает ток на этапе розжига дуги. З.Ы. Кто-нибудь отберите у человека УОНИ и выдайте МР-3 .1 балл
-
Поупражнялся сегодня в стойкости духа поматюкался.
1 балл
-
Получил сегодня.
1 балл
-
Не большой пример.Облом по уровню привалочной плоскости,резьба 5х0.8мм.Прошёл щёткой,залил Anti-Rust-ом,протёр и начал наплавлять.Потом наложил гайку м6,проварил,после остывания легко выкрутилась.
1 балл
-
Кронштейн для телевизора, извините, уже окрашенный и в деле. Материал- детали подъемных ворот- оцинкованная сталь толщиной 2 мм, УОНИ 2мм, 60А, Форсаж 161, нижнее положение. Зачистка всех швов, грунтовка и окраска из баллончиков.
1 балл
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.
1 балл
-
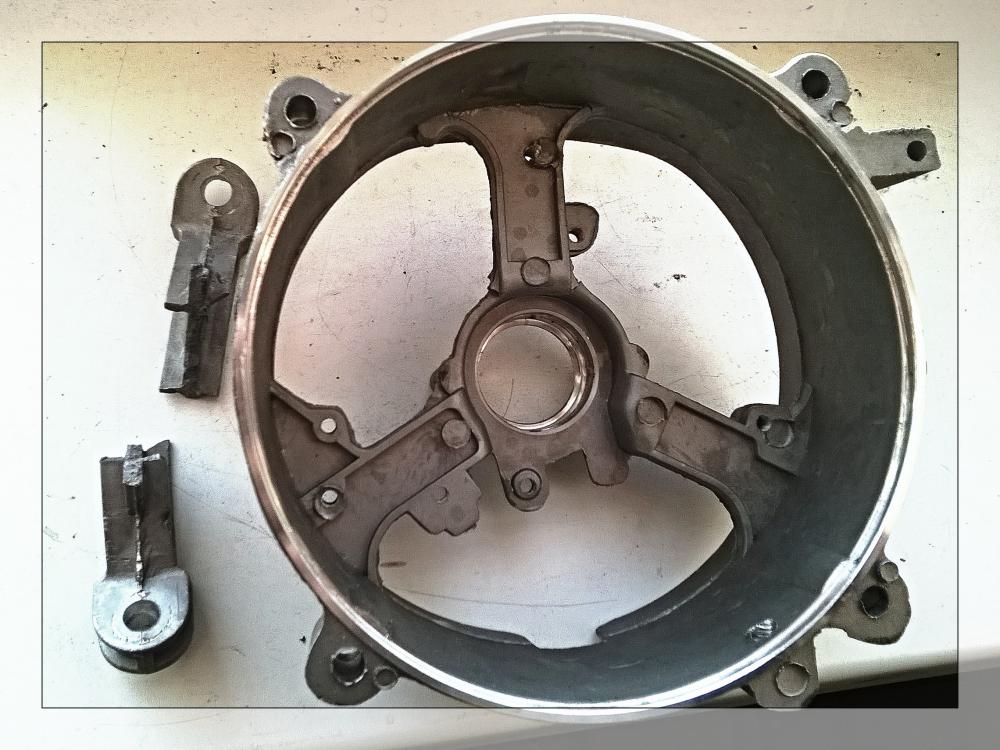
Вот пожалуйста. Самый простой "залом" и самый простой способ выворачивания, ну так сказать для наглядности. Но всё же попыхтел я с этой ступицей сегодня. А на завтра лежат ножи от цилиндровочного станка - вот там уже поинтересней будет.
1 балл
-
@Klez, Какое "не расплавление"? Всё, что надо - оплавилось. Этож валик просто. @Lesopil, Схема подбора тока проста - смотрите на пачку электродов, там написано какой ток ставить. Ставите, пробуете, по ощущениям добавляете или убираете ток (тока нужно столько, чтобы электрод хорошо зажигался и стабильно горел). Завышать ток на первых порах не нужно, на большом токе нужно быстро вести электрод, начинающему сварщику сделать это плавно, без рывков, на большой скорости сложнее, чем на маленькой.1 балл
-
@АВН,У нас на таком с проволоки решётку штамповали на ограду балкона, это единственный раз, когда его при мне использовали.
1 балл
-
Сегодня второй день познавал на практике сей волшебный процесс. Напилил и зачистил заготовки, немного погрел газовой горелкой. http://cs540106.vk.me/c624121/v624121196/12ddb/H3YERicJli4.jpg Это мой "верстак" http://cs540106.vk.me/c624121/v624121196/12dd1/E1jSfPnjU4w.jpg Наиболее удачно получилось тавровое соединение. Обычная "ржавейка" 3мм, 130а, газ "на щеку", без присадки, вольфрам "синий", 1.6мм. Сопло №6. Предгаз 2 сек. Постгаз 6 сек. Нарастание тока 1.5 сек. Спад тока 3 сек. http://cs540106.vk.me/c624121/v624121196/12bc2/vRmseOJLdnY.jpg http://cs540106.vk.me/c624121/v624121196/12bb9/MeDFN6OQdJ0.jpg Это нижнее положение с небольшим зазором, тоже без присадки, зато с дырками 90а, остальные настройки как и выше. http://cs540106.vk.me/c624121/v624121196/12de5/oHMD7gZ5pFg.jpg Отдельно спасибо @ARGONIUS за подсказки в он-лайн режиме1 балл
-
Окончил курсы в конце 90-Х,вышел из них-ээ...с минимумом знаний и умений.но с жаждой сваривать всё и вся ,если есть желание и воля -достигнете многого,нет- и суперкурсы будут ни о чём.....1 балл
-
Сегодня откопал сие "высокочастотное устройство возбуждения и стабилизации сварочной дуги". Неказистый, но работал - таки.
1 балл
-
Привет! У меня на работе, тоже водонагреватель потек. Сначала пробовал подваривать, но хватает ненадолго, сгнивает в другом месте. Если эмаль внутри отошла, то можно выкидывать. В итоге вырезал тэн и сделал на его основе новый из пропановского баллона.
1 балл