Лидеры




Популярный контент
Показан контент с высокой репутацией 14.01.2015 во всех областях
-
в 2008 году в командировке. Полуавтомат Fronius, модель уже не помню. Фотки плохого качества, тогда телефонные камеры были слабоваты.




 11 баллов
11 баллов -
Коротенькая попытка вертикал в угол, на подъем. Присадка св08г2с скрученная вдвое. 120А. http://cs622130.vk.me/v622130196/1b542/qPP2BCMQxtc.jpg Нижнее положение с маленьким зазором, присадка такая же. 95А. Завалил в центре.. http://cs622130.vk.me/v622130196/1b554/ohkYXop2208.jpg Обратная сторона. http://cs622130.vk.me/v622130196/1b54b/2HTEfm-O7Sk.jpg http://cs622130.vk.me/v622130196/1b5be/gIpYjSbDHSI.jpg8 баллов
-
Кронштейн для телевизора, извините, уже окрашенный и в деле. Материал- детали подъемных ворот- оцинкованная сталь толщиной 2 мм, УОНИ 2мм, 60А, Форсаж 161, нижнее положение. Зачистка всех швов, грунтовка и окраска из баллончиков.




 7 баллов
7 баллов -
вот такую работенку подогнал дружественный автосервис. пришлось на скорую руку городить удлинитель для горелки кто то уже варил, но по всем швам пошли трешины поставил 13 латок и приляпал на место частично отлетевшие все 3 перегородки Может кто подскажет поточнее, из какого сплава эта бочка? Варил 5356, электрод 3 мм WL-20, сопло 7, аргон 15 литров, ток 190А







 5 баллов
5 баллов -
http://s00.yaplakal.com/pics/pics_preview/8/8/6/4614688.jpg5 баллов
-
http://mtdata.ru/u16/photo5547/20909165572-0/original.jpg http://s00.yaplakal.com/pics/pics_original/8/7/7/4592778.jpg http://f6.s.qip.ru/HrElG7YP.jpg5 баллов
-
Сегодня привезли ступицу (КАМАЗ) для восстановления. Выворачивал шпильки, но это в теме про "резьбовые заломы" и наваривал посадочные места под диск. Похоже всех нынче приперло, раньше такое откровенное барахло не привозили. Экономика должна быть экономной!







 5 баллов
5 баллов -
Пока есть свободное время занялся сборкой теплообменника на печку: на такую конструкцию теплообменника вдохновил @виталий каховка :http://websvarka.ru/talk/index.php?showtopic=1807&p=122642. Печку планирую установить в токарку.



 5 баллов
5 баллов -
-на просьбу ГАИ,не выезжать в метель,отреагировали только водители снегоуборочной техники.4 балла
-
@Us1981, А кто эти инструкции сочиняет,такие же менетжеры как и в магазине. Да ещё и в сервисах разводят людей,мол ты удлинил,вот и сгорел. Признаюсь я и сам нынче работаю продавцом,хотя есть специальнось сварщика. Так вот на подобных аппаратах,только торговой марки foxweld, я ни кому не запрещаю удлинять кабеля и сам лично видел у сварщиков кабеля метров по 10. Проблем ни каких не возникало.3 балла
-
Давненько ни че не писал, так собственно и писать то нечего пока. Стройка заморожена до тепла. Но без дела не сижу. По сварке особо не че не тащат. В основном знакомые свои машины тащат.... Одному щуп в моторе восстановил (УАЗ Патриот)....Только вот пришлось пол мотора разбирать чтоб заломыш вытащить. Другому задницу переварил. Пьяная компания в ехала... Час Nissan X-Trail стоит, двигатель с коробкой воткнуть надо....






 3 балла
3 балла -
Нашёл в тиливизере случайно, ковыряясь в предустановленных ресурсах браузера на: http://www.vintera.tv . Смотрел чтобы узнать сермяжную правду про угнетающий меня режим - не понял... http://i03.fotocdn.net/s3/66/public_pin_m/14/2334788929.jpg3 балла
-
Nissan X-Trail. Собираю что называется по кусочкам. Притащили отдельно кузов на колесах, отдельно двигатель, отдельно коробка.... В итоге картина пока такая. Вот только про болты забыли, в итоге роюсь в своих метизах...


 2 балла
2 балла -
@morgmail, Надо было задраиться и не впускать америкосов согласно РБЖ.2 балла
-
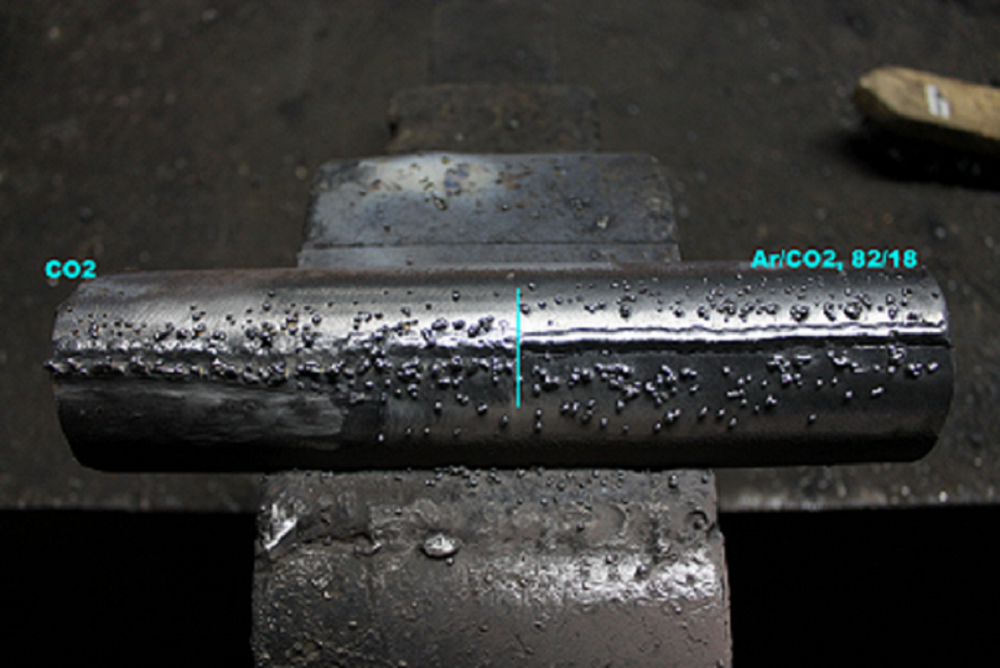
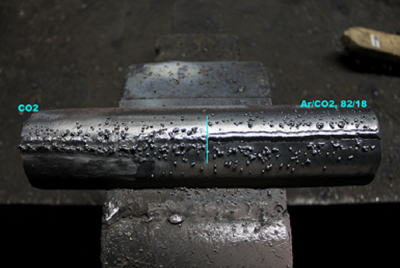
@saper24, Вот с точки зрения экономики предприятия, смесь то как раз выгодней будет. Просто не нужно считать только цену металла. 1 Есть такое понятие как потери металла на угар и разбрызгивание. В СО2 они больше, при достаточно крупном производстве они ощутимы. 2 Зарплата зачищалам за удаление сварочных брызг в СО2 гораздо больше. 3 Необходимость сушить СО2, нужен редуктор с подогревом для более-менее качественной сварки и то на дне баллона частенько остаётся одна вода, получается - ты недобираешь газ со дна баллона. 4 Если брать баллоны по европейской технологии, то в них не 40, а 50 литров, а давление, не 150 а 200 атмосфер, соответственно цена куба падает, так как заправляете баллоны реже. 5 Плюс, в смеси металл течёт стабильней чем в кислоте, соответственно управлять дугой проще, можно нанять менее квалифицированный персонал, или повысить качество сварки у существующего. 6 Так как теплота не улетает в небо с брызгами, а капает в сварочную ванну, проплавление на смеси - лучше. Для кустарщины надо смотреть, если не собираетесь гнильё и ржу варить, берите смесь, на проволоке выиграете.2 балла
-
Как Вы это себе представляете или уже пробовали на практике? Чем лучше - ценой??? Я бы понял, если бы Вы предложили дыхательный аппарат(АП-2000 или Спироматик) как у газодымозащитников в пожарных подразделения, там полнолицевая маска и за спиной баллоны с воздухом, но противогаз -это даже не смешно.2 балла
-
без проблем убирает все напряжения и остаточные деформации после сварки.
 2 балла
2 балла -
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.









 2 балла
2 балла -
Комментарии из соц.сетей.Новости дняНезабываемые высказывания..Предположения.
 2 балла
2 балла -
УОНИ хорошие электроды, для ответственных конструкций самое то. Варить без отрыва с ними рекомендуется. Был в командировке в Варандее (от Нарьян -Мара 500 км к морю ) варили только ими, и металлоконструкции, и трубы. Добавь ещё ток тогда раз липнет, у тебя может питающее напряжение слабовато приходит, а то что на аппарате 150 а а варит как 90, то либо аппарату хана скоро, или сеть откуда аппарат подключен слабоватая для него.2 балла
-
Газовая или газоплавильная сварка относится к группе способов сварки плавлением. Для осуществления процесса сварки возможно применение разных горючих, соответственно чему можно различать сварку водородно-кислородную, бензино-кислородную и т. д. Преобладающее значение имеет ацетилено-кислородная сварка; другие виды горючих имеют ограниченное применение. Существенное технологическое отличие газовой сварки от дуговой сварки — более плавный и медленный нагрев металла. Это основное отличие сварочного газового пламени от сварочной дуги является в одних случаях недостатком, в других — преимуществом газового пламени и определяет следующие основные области его применения для сварки: сталей малых толщин, 0,2-5 мм;цветных металлов;металлов, требующих при сварке постепенного мягкого нагрева и замедленного охлаждения, например многих инструментальных сталей;металлов, требующих подогрева при сварке, например чугуна и некоторых сортов специальных сталей;для твердой пайки;для некоторых видов наплавочных работ.Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовая сварка весьма целесообразна для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине стали выше 8-10 мм газовая сварка обычно экономически невыгодна, хотя технически еще возможна сварка стали толщиной 30-40 мм. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает значительные деформации (коробление) свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной, не говоря I уже об экономической невыгодности для таких, например, объектов, как строительные металлоконструкции, мосты, вагоны, корпусы судов, станины крупных машин и т. п. Замедленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна некоторое снижение механических свойств металлов. Значительные деформации металла, возникающие при газовой варке, ограничивают возможности выбора рациональных форм сварных соединений. Из многообразных форм сварных соединений, выполняемых дуговой сваркой, при газовой сварке пользуются, как правило, лишь простейшим стыковым соединением. Угловые швы и соединения нахлесточные и тавровые при газовой сварке используются лишь в случаях необходимости из-за затруднений, создаваемых значительными деформациями металла, свойственными газовой сварке. Применяются стыковые соединения как без скоса кромок, без отбортовки и с отбортовкой кромок (особо удобное соединение для газовой сварки), так и с одно- и двусторонним скосом кромок. Горелку обычно регулируют для работы на нормальном пламени. Тепловое воздействие пламени на металл зависит не только от мощности пламени, но и от угла наклона оси пламени к поверхности металла. Наиболее интенсивно действует пламя, когда его ось нормальна к поверхности металла. С уменьшением угла наклона тепловое действие пламени ослабевает и распределяется по большей площади. Таким образом, кроме подбора соответствующего размера горелки, сварщик может плавно регулировать тепловое действие пламени на металл, делать пламя более мягким или жестким, меняя угол наклона пламени к поверхности изделия. С Увеличением толщины металла принято увеличивать угол наклона пламени и уменьшать его с уменьшением толщины металла. Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. Присадочные прутки для газовой сварки применяются различного состава, соответственно характеру основного металла. Диаметр прутка выбирается в соответствии с толщиной основного металла. Присадочная проволока для газовой сварки сталей применяется та же, что и для электродов при дуговой сварке, и изготовляется по ГОСТу 2246-80. Для газовой сварки низкоуглеродистой стали применяется проволока марок Св-08, Св-08А и Св-15Г. Для сварки чугуна выпускают специальные литые чугунные стерженьки с повышенным содержанием углерода и кремния. Для наплавки твердых износостойких покрытий выпускаются стерженьки литых твердых сплавов. Защита при газовой сварке Взамен электродных обмазок, применяемых при дуговой сварке, в газовой сварке довольно широко пользуются флюсами, применение которых является необходимым для газовой сварки чугуна, цветных металлов и некоторых специальных сталей. Флюсы добавляют в ванну для растворения окислов и образования легкоплавких шлаков, хорошо всплывающих на поверхность ванны. Во флюсы могут вводиться восстановители и присадки, легирующие наплавленный металл. Флюсы применяются в форме порошков и паст, наносимых на основной металл или на присадочный пруток. Действие флюсов на окислы может быть химическим и I физическим, однако часто между ними трудно провести четкую границу. Химическое действие флюсов заключается в образовании с окислами металлов легкоплавких соединений, устойчивых при высоких температурах. Для химического флюсования окислов металлов основного характера, например закиси железа FeO, во флюсы вводят окислы кислотного характера, например двуокись кремния SiO2 (кварцевый песок, толченое оконное стекло) и борный ангидрид В2О3 (буру, борную кислоту). Для флюсования окислов кислотного характера, например двуокиси кремния SiO2, применяются соединения, дающие основные окислы. С этой целью обычно применяются сода Na2CO3 и поташ К2СО3, дающие соответственно в зоне сварки основные окислы Na2O и К2О. Для флюсов-растворителей применяют главным образом галоидные соли щелочных и щелочноземельных металлов NaCl, KC1, LiCl, CaCl2, NaF, KF, CaF2 и др., а также углекислые и фосфорнокислые соли натрия. Для усиления действия флюсов-растворителей в них часто добавляют бисульфаты натрия или калия NaHSO4 и KHSO4. Применение газовой сварки Газовую сварку применяют в самолетостроении, где преобладает сварка металлов малых толщин (1-3 мм), в производстве химической аппаратуры. Важное значение имеет газовая сварка в прокладке и монтаже трубопроводов самых разнообразных назначений, в особенности малых диаметров, до 100 мм. Газовая сварка является незаменимым мощным средством при ремонте и с этой целью широко используется в ремонтных мастерских для всех видов транспорта, в сельском хозяйстве и т. д. Качество сварных соединений, выполняемых газовой сваркой выше, чем при дуговой электродами с тонкой ионизирующей обмазкой, но несколько уступает дуговой сварке, выполненной качественными электродами. Основная причина некоторого снижения прочности сварных соединений состоит в том, что при газовой сварке не производится легирования наплавленного металла, в то время как при дуговой сварке качественные электроды, содержащие в обмазке ферросплавы, производят довольно значительное легирование. Таким образом, газовая защита, обеспечиваемая восстановительной зоной сварочного пламени, для получения качественного сварного соединения менее эффективна, чем действие качественных электродных обмазок при дуговой сварке. Производительность газовой сварки, значительная при малых толщинах основного металла, быстро снижается с увеличением его толщины. При малых толщинах (0,5-1,5 мм) газовая сварка по производительности может превосходить дуговую. С увеличением толщины металла до 2-3 мм скорости газовой и дуговой сварки уравниваются, а затем разница в скоростях быстро возрастает с увеличением толщины металла в пользу дуговой сварки. При малых толщинах абсолютный расход газов на 1 м сварного шва невелик; общая стоимость 1 м сварного шва может быть меньше, чем при других способах сварки. С увеличением толщины основного металла быстро растет стоимость газов и расход времени на сварку 1 м шва и газовая сварка становится дороже дуговой; разница в стоимости быстро увеличивается с возрастанием толщины основного металла. Таким образом, экономически газовая сварка наиболее приемлема для сварки малых толщин металла. Сварочные горелки Сварочная горелка является рабочим инструментом газосварщика и дает газосварочное пламя, нагревающее и расплавляющее металл. Современная сварочная горелка должна отвечать многим строгим требованиям: давать устойчивое сварочное пламя требуемой формы, иметь точную регулировку, устойчиво поддерживать установленный режим пламени, иметь достаточную прочность, не требовать частого ремонта, быть простой, удобной и безопасной в эксплуатации, иметь минимально возможный вес и т. д. Этим требованиям в достаточной степени могут удовлетворять лишь хорошо сконструированные горелки, тщательно и точно изготовленные из качественных материалов. Основным материалом для изготовления горелок служит латунь, мундштук изготовляют из красной меди, иногда для уменьшения веса горелок применяются легкие алюминиевые сплавы. Сварочные горелки могут быть изготовлены для различных горючих газов, сжигаемых в смеси с кислородом или воздухом. В дальнейшем будут рассмотрены преимущественно ацетилено-кислородные горелки, преобладающие в сварочной технике. Горелки имеют различную мощность, позволяющую сваривать сталь толщиной 0,2-30 мм; однако специальные типы горелок могут иметь и большую мощность; существуют горелки и для особо тонкого металла. По важнейшему конструктивному признаку сварочные горелки могут быть разделены на два основных типа: горелки инжекторные, или низкого давления, и безынжекторные, или высокого давления Принадлежность горелки к тому или другому типу определяется наличием или отсутствием в ней инжектора для подсоса горючего газа. Необходимость применения инжектора обусловливается давлением горючего газа. Если горючий газ имеет достаточно высокое давление, не менее 0,5 ати, то он может поступать в горелку самотеком, и горелка может не иметь инжектора. Безынжекторная горелка может работать лишь при достаточно высоком давлении горючего газа, поэтому она называется горелкой высокого давления. Если же давление горючего газа незначительно (менее 0,5 ати), то необходима, кроме того, принудительная подача или подсос горючего газа, что осуществляется специальным инжектором, встраиваемым в горелку. Поэтому инжекторные горелки называются горелками низкого давления. Такая горелка может работать уже при давлении горючего газа 0,005 атм. Горелка низкого давления может работать и при высоком давлении горючего газа (свыше 0,5 атм), но в этом случае применимы и горелки высокого давления. При давлениях менее 0,5 атм инжекторная горелка становится незаменимой, единственно пригодной. Ввиду того что в горелке высокого давления (безынжекторной) отсутствует инжектор, по конструкции она проще горелки низкого давления (см. рис. а). Кислород поступает в горелку по резиновому шлангу и через приемный ниппель и регулировочный вентиль 1 проходит в смеситель 3, где поток кислорода разбивается на тонкие струйки для лучшего смешивания с горючим газом, после чего проходит в сопло смешения 4. Совершенно аналогичный путь проходит горючий газ, поступающий в горелку через регулировочный вентиль 2. Из смесителя 3 смесь горючего газа с кислородом поступает в камеру смешения 5, где вследствие увеличения сечения газового потока скорость его уменьшается и заканчивается смешение кислорода с горючим газом, дающее на выходе из камеры смешения однородную по всему объему горючую смесь. Из камеры смешения 5 готовая смесь проходит по трубке наконечника 6 и через калиброванный канал мундштука 7 выходит наружу, где и сгорает, образуя сварочное пламя. Для образования нормального сварочного пламени горючая газовая смесь должна вытекать из канала мундштука горелки с определенной скоростью, соответствующей скорости горения смеси. При увеличении скорости истечения газовой смеси сверх нормы пламя отрывается от мундштука, все более удаляется от его среза с увеличением скорости и, наконец, потухает. При уменьшении скорости истечения газовой смеси из мундштука пламя проскакивает через канал мундштука внутрь горелки, происходит воспламенение и взрыв горючей смеси внутри горелки. Таким образом, сварочная горелка может нормально работать лишь при определенной постоянной скорости истечения газовой смеси из мундштука, могущей изменяться лишь в небольших пределах. Эта нормальная скорость истечения зависит от состава газовой смеси, диаметра выходного канала и конструкции мундштука. Для ацетилено-кислородной смеси эта скорость для различных размеров горелок лежит в пределах 70-160 м/сек. Для создания такой скорости на выходе из мундштука и преодоления внутренних сопротивлений горелки требуется, как показывает опыт, давление газа на входе в горелку порядка 0,5-0,7 атм. Требующееся давление примерно одинаково как для кислорода, так и для ацетилена. Безынжекторные горелки могут быть построены как для ацетилена, так и для других горючих газов — водорода, метана. Они сравнительно просты по устройству, хорошо поддерживают постоянство состава газовой смеси, дают устойчивое сварочное пламя. Несмотря на эти положительные качества, горелки высокого давления в нашей промышленности применяются реже потому, что они могут работать лишь на ацетилене достаточного давления, а промышленность широко пользуется ацетиленом низкого давления. Промышленное применение находят чаще инжекторные горелки (см. рис. б). Кислород под давлением 3-4 атм поступает в горелку через ниппель и регулировочный вентиль 1, проходит в конус инжектора 3, идет по узкому каналу инжекторного конуса и выходит с большой скоростью в расширяющуюся камеру смешения 5. Вырываясь с большой скоростью из узкого канала инжекторного конуса 3, кислород создает значительное разрежение в камере инжектора 4 и тем самым принудительно засасывает или инжектирует горючий газ (обычно ацетилен), поступающий через ниппель и вентиль 2 в камеру инжектора, из которой он поступает в камеру смешения 5; оттуда горючий газ в смеси с кислородом с надлежащей скоростью движется по трубке наконечника 6 и выходит из горелки по каналу мундштука 7. Под действием инжек-тирующей струи кислорода давление в камере инжектора падает ниже атмосферного. В нормальных выпускаемых нашей промышленностью сварочных горелках разрежение в камере инжектора составляет 1000-3500 мм вод. ст. для наконечников разных размеров, а давление кислорода, поступающего в горелку для нормальной работы инжектора, должно быть около 3-3,5 атм. Расход кислорода в инжекторной горелке остается практически постоянным и мало зависит от таких факторов, как нагрев мундштука горелки, изменение сопротивления истечению газов из канала мундштука и т. д. Напротив, расход ацетилена легко изменяется от влияния различных факторов и может значительно и быстро меняться, нарушая нормальный состав газовой смеси, выходящей из горелки и поступающей в сварочное пламя. Сильное влияние на расход ацетилена в инжекторной горелке и поступление его в сварочное пламя оказывают нагрев мундштука и наконечника горелки, увеличение сопротивления выходу газов из мундштука, изменение давления газов, поступающих в горелку. Нагрев наконечника горелки ослабляет инжектирующее действие кислорода и снижает разрежение в камере инжектора, что уменьшает поступление ацетилена в горелку. Поскольку поступление кислорода в горелку при этом остается практически постоянным, то содержание ацетилена в газовой смеси уменьшается против нормы и усиливается окислительное действие сварочного пламени. Для восстановления нормального состава смеси и характера сварочного пламени сварщик должен периодически, по мере возрастания нагрева наконечника горелки, увеличивать поступление ацетилена в горелку, открывая ацетиленовый вентиль горелки. Сопротивление истечению смеси из мундштука может возрастать, например, вследствие засорения канала мундштука брызгами металла и, что особенно важно, вследствие приближения горелки к изделию, отчего уменьшается расстояние от среза мундштука до поверхности изделия. С увеличением сопротивления истечению газовой смеси увеличивается давление в трубке наконечника и аналогично влиянию повышения температуры наконечника уменьшается содержание ацетилена в смеси и усиливается окислительное действие пламени. С повышением давления кислорода на входе в горелку увеличивается содержание кислорода в смеси, с понижением — уменьшается. При повышении давления ацетилена на входе в горелку смесь обогащается ацетиленом, при понижении давления уменьшается содержание ацетилена в смеси. Таким образом, инжекторная горелка не обеспечивает постоянства состава газовой смеси, так как состав меняется в процессе сварки; сварщик должен непрерывно следить за характером пламени и корректировать состав смеси ацетиленовым вентилем горелки. Непостоянство состава смеси является существенным недостатком инжекторной горелки. Основное ее преимущество в том, что можно работать на любом низком давлении ацетилена, начиная с 50 мм вод. ст. Это преимущество является решающим, и в настоящее время наша промышленность пользуется почти исключительно инжекторными горелками, поскольку производство ацетилена среднего давления, достаточного для питания безынжекторных горелок, пока еще незначительно. Однако инжекторная горелка может работать на ацетилене не только низкого, но и высокого давления. Чем выше давление ацетилена, тем лучше работает инжекторная горелка. Изменения состава газовой смеси под влиянием нагрева горелки и увеличения сопротивления истечения смеси из мундштука особенно заметны при низком давлении ацетилена. С увеличением давления изменения состава смеси уменьшаются, и при работе на ацетилене среднего давления инжекторная горелка работает почти так же устойчиво, как и безынжекторная. Инжекторная сварочная горелка дает сварочное пламя определенных размеров, изменение которых возможно лишь в незначительных пределах, так как значительное увеличение расхода газов вызывает отрыв пламени от мундштука и его потухание, уменьшение расхода газов вызывает проскакивание пламени внутрь горелки и обратный удар. В связи с этим необходимо прекратить работу горелки, полностью закрыть ацетиленовый вентиль на горелке, затем снова его открыть, повторно зажечь и отрегулировать сварочное пламя. Для изменения размеров сварочного пламени, например при переходе к сварке металла другой толщины, необходимо применять горелку другого размера. Для удешевления и упрощения инструментария сварщики обычно пользуются универсальными горелками с несколькими сменными наконечниками. Подобная горелка состоит из постоянной части ствола и сменной части — наконечника, которые соединяются накидной гайкой. Ствол состоит из рукоятки, регулировочных вентилей, присоединительных ниппелей и трубок для газов; наконечник — из инжектора, смесительной камеры, трубки наконечника и мундштука. Каждый размер наконечника обозначается номером. Универсальная сварочная горелка ГС Рассмотрим инжекторную универсальную горелку ГС (см рис.). Газы в горелку поступают по резиновым шлангам, надеваемым на ниппель для кислорода 1 и для ацетилена 2. Далее кислород идет по трубке 3, ацетилен — по трубке 4 и подходят к регулировочным вентилям для кислорода 5 и для ацетилена (не показан на рисунке). Затем газы поступают в инжектор 6, далее в камеру смешения 7 и по трубке наконечника идут в мундштук 10, на выходе из -которого сгорают, образуя сварочное пламя. Ствол и наконечник соединяются накидной гайкой 9. Регулировочные вентили газов удобно расположены и позволяют сварщику регулировать горелку, не прерывая работы, пальцами той же руки, которая держит рукоятку. Расположение вентилей выгодно смещает центр тяжести горелки, улучшает ее баланс и уменьшает утомляемость сварщика. Существенным преимуществом горелки ГС является примерно одинаковое давление кислорода около 3 атм для всех размеров наконечников. Стандартные горелки изготовляют четырех типов-ГС-1, ГС-2, ГС-3 и ГС-4. ГС-1, малой или микромощности, служит для сварки тонкого и тончайшего металла, 0,05-0,6 мм. Она комплектуется двумя наконечниками № 00 с расходом ацетилена 10-25 л/ч и № 0 с расходом 25-60 л/ч^; вес горелки 0,24 кг. Горелка ГС-2, малой мощности, служит для сварки тонкого металла, 0,3-4 мм, с четырьмя наконечниками, № 0, 1, 2 и 3^; вес горелки 0,32 кг. Горелка ГС-3, средней мощности, наиболее широко применяется в промышленности для сварки металла толщиной 0,5-30 мм, комплектуется семью наконечниками, № 1,2, 3, 4, 5, 6, 7^; вес горелки 0,5 ,кг. Горелка большой мощности, ГС-4, для обработки металла толщиной 30-100 мм, комплектуется двумя наконечниками № 8 с расходом ацетилена 2800-4500 л/ч и № 9 с расходом ацетилена 4500-7000 л/ч^; вес горелки 1,34 кг. При зажигании горелки открывают сначала кислородный вентиль, и струя кислорода создает разрежение в камере инжектора, производя подсос ацетилена. Затем открывают ацетиленовый вентиль и поджигают смесь. Пламя регулируют ацетиленовым вентилем до получения надлежащего характера пламени и состава газовой смеси: по размеру, очертанию и цвету внутренней части пламени, так называемого ядра пламени. Гасят пламя горелки в обратном порядке: сначала закрывают ацетиленовый вентиль, а затем кислородный. Ацетиленовый вентиль перекрывают также при обратных ударах, замеченных неисправностях горелки и т. п. Неисправность горелки обычно сказывается на внешнем виде пламени, которое получает неправильную форму. Сварочная горелка является достаточно сложным и точно изготовленным инструментом и требует аккуратного и бережного обращения. При перерывах в работе горелку вешают на стойку или крючок у рабочего места. При значительном нагреве горелку охлаждают обмакиванием в ведро с водой, находящееся у рабочего места сварщика^; кислородный вентиль при этом открыт, что устраняет возможность попадания воды внутрь горелки. Каналы мундштука можно прочищать лишь медными или латунными прочищалками. Пользование для этой цели стальной проволокой запрещается, так как она царапает и разрабатывает канал мундштука и быстро приводит его в негодность. Помимо обычных, стандартных, широко распространенных в промышленности сварочных горелок, существуют многочисленные специальные типы горелок, применяемые сравнительно редко. Можно отметить специальные формы наконечников Для сварки в труднодоступных местах, двух- и трехпламенные горелки, горелки для подогрева, горелки для пайки, у которых мундштук имеет боковые отверстия для подсоса воздуха, снижающего слишком высокую температуру ацетилено-кислородного пламени, особо мощные горелки с водяным охлаждением и т. д. Все эти специальные горелки имеют в нашей промышленности довольно ограниченное применение. В последние годы появились специальные многопламенные сварочные горелки с большим количеством пламен в одной горелке. Дополнительная информация:

 1 балл
1 балл -
Уважаемые коллеги, отпишитесь, кому и какой предоставлялся работодателем дополнительный отпуск(продолжительность, оплачивался ли, какая была должность) Вот нашел на сайте он лайн инспекция труда такой вопрос ответ: http://онлайнинспекция.рф/questions Работаю электро сварщиком ручной сварки в помещении (стационарный пост). По закону мне положен ежегодный дополнительный отпуск в количестве 12 календарных дней. Но предоставляют только 6. Говорят что не вырабатываете по вредности, хотя работаю в ежедневку по сменному заданию и наряды есть о проведении работ. И может ли вид оплаты влиять на дополнительный отпуск? Что мне делать? На основании ст. 117 ТК РФ ежегодный дополнительный оплачиваемый отпуск предоставляется работникам, условия труда на рабочих местах которых по результатам специальной оценки условий труда отнесены к вредным условиям труда 2, 3 или 4 степени либо опасным условиям труда. Минимальная продолжительность ежегодного дополнительного оплачиваемого отпуска работникам, указанным в части первой настоящей статьи, составляет 7 календарных дней. Продолжительность ежегодного дополнительного оплачиваемого отпуска конкретного работника устанавливается трудовым договором на основании отраслевого (межотраслевого) соглашения и коллективного договора с учетом результатов специальной оценки условий труда. На основании Постановления Госкомтруда СССР и Президиума ВЦСПС от 25 октября 1974 г. N 298/П-22 "Об утверждении списка производств, цехов, профессий и должностей с вредными условиями труда, работа в которых дает право на дополнительный отпуск и сокращенный рабочий день" с изменениями и дополнениями сварщик ручной сварки имеет право на предоставление дополнительного отпуска продолжительностью 12 рабочих дней. В стаж работы, дающий право на ежегодные дополнительные оплачиваемые отпуска за работу с вредными и (или) опасными условиями труда, включается только фактически отработанное в соответствующих условиях время (ч. 3 ст. 121 ТК РФ). Каждый имеет право защищать свои трудовые права и свободы всеми способами, не запрещенными законом (ст. 352 ТК РФ). В соответствии со ст. 353 ТК РФ федеральный государственный надзор за соблюдением трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права, осуществляется Федеральной службой по труду и занятости (Роструд) и ее территориальными органами (государственными инспекциями труда). За защитой своих трудовых прав работник может обратиться в государственную инспекцию труда по месту нахождения работодателя, в том числе через данный ресурс. Работник имеет право обратиться в суд за разрешением индивидуального трудового спора в течение трех месяцев со дня, когда он узнал или должен был узнать о нарушении своего права, а по спорам об увольнении - в течение одного месяца со дня вручения ему копии приказа об увольнении либо со дня выдачи трудовой книжки (ч. 1 ст. 392 ТК РФ). Трудовые споры рассматриваются районными (городскими) судами по месту нахождения работодателя. При этом необходимо иметь в виду, что государственный инспектор труда не вправе выдавать работодателю предписание, подлежащее обязательному исполнению, по искам, принятым к рассмотрению судом, или вопросам, по которым имеется решение суда (ч. 2 ст. 357 ТК РФ). Таким образом, подавая иск в суд, работник утрачивает возможность защиты своих трудовых прав посредством обращения в государственную инспекцию труда. Могу от своего имени написать жалобу в инспекцию по вашей проблеме, давайте сплотимся и научим работодателей уважать трудовые права сварщиков.1 балл
-
Как по мне уони 13/55 Электрод конечно неплохой.Если конечно качественный.Но он гораздо более"Жесткий" или строгий,даже не знаю как сказать.В общем ими довольно легко сделать подрез,если четко не подбирать ток,Особенно это касается сварки потолочных и вертикальных швов(облицовки).Я постоянно свариваю трубы Ду 200-700.И если честно то очень любил УОНИ ,ЦУ-5, и ТМУ-21У,Но после того как дали LB то уже к ним не очень хочется вернутся) Одно время давали УОНИ паскуднейшего качества,самые дешевые,которые уже были ржавые внутри,Иногда страшно козырили,НО я прокалил их по режиму,варил из пенала так сказать,горячими.Варил газопровод ДУ-500.Давление среднее до 3х Кг/См,Но просветка была 100%,И несмотря на качество, пор в швах не оказалось..Было на 10 стыков 2 поверхностных,а так в основном только смещения в допуске. Так что в целом электроды хорошие.Если ими научится варить хорошо то будите варить любыми дорогими на ОТЛИЧНО)!1 балл
-
Самый главный Т,С,У-****, это когда; - А ты можешь так прихватить, чтобы нитка не загорелась и в случае чего... -Попробую... Прихватка длиной 0,8 мм устроит? -А ты можешь? и так до бесконечности: ключи разных фасонов от почтовых до гаражных, силуминевые карабинчики, совочки из оцинковки 0,8 мм и дальше, дальше, дальше в тему "Будни сварщиков". Хочется тепла и нежности: А получается как всегда:


 1 балл
1 балл -
Так же подписываюсь под этим. Мы на многих аппаратах удлиняем.1 балл
-
- А сейчас, чтобы там наши чиновники ни рассказывали про санкции, чтобы прикрыть последствия своей деятельности, или, в лучшем случае, своего бездействия, не имеющего оправданий, причины кризиса снова внутренние. Госпожа Набиуллина не с Луны и не из Вашингтона упала в Банк России. И политика, которая проводится Банком России, самоубийственная, родом из 90-х годов. Это же не МВФ продиктовал, это наши доморощенные либералы. Это не Госдеп в ухо нашептывает. Так что, к сожалению, кризис имеет наши внутренние корни. Цена на нефть его только подстегнула. - Что теперь делать? Хотелось бы простых бытовых советов, как жить в условиях кризиса... - Люди думают, что сейчас это все само собой рассосется, сейчас кончится. Такие шапкозакидательские настроения: мол, в 1998-м пережили, в 2008-м пережили и сейчас тоже никаких проблем! Замечательно, на год этих настроений хватит. А дальше? А дальше будет скверно. Я реально знаю людей, которые купили себе четыре телевизора. На вопрос: «Что вы с ними будете делать?», мне отвечали на голубом глазу: нужно же было куда-то вложить средства. Замечательно, когда вам лекарства будет покупать не на что, вы телевизоры пойдете на рынок продавать? Самое главное, нужно понять, что кризис - это надолго. Пора к этой мысли привыкнуть. Поймите, что это не сейчас ударило и завтра отпустит, это такая новая жизнь.http://delyagin.ru/articles/84014-krizis-yeto-nadolgo-pora-k-yetomu-privyknut.html1 балл
-
Странно, аппаратам собранных по такой схемотехнике, вообще должно быть без разницы на длину сварочных кабелей.1 балл
-
Telwin bimax 4.1951 балл
-
Piratwar, russia811 с днём рождения!1 балл
-
Ок, действия администрации не обсуждаются... Этих "девачек" можно постить? http://ekabu.ru/tradeunion/81168-zhenschiny-svarschicy.html1 балл
-
@Гржемелик, Последнее время стараюсь не задавать лишних вопросов клиентам, а тем более давать им советы и рац. предложения. Ступицу наваривал там, где показали, а на счет токарной обработки клиент думаю не заморачивается, так как сказал, что будет подгонять места наплавки с помощью УШМ. Вот как то так.1 балл
-
@dadasasa, Если по делу, то турбоблок можно к любой маске приколхозить. Нужно только юбку матерчатую наклеить с обратной стороны и патрубок подающий от турбоблока под неё вывести и закрепить на маске. Муссон 1000 - кака, там фильтр - просто кусок ваты, задерживает только крупные фракции. Купите муссон 2000 хотя-бы, там хоть 3 фильтра от противогаза приколхозить можно, защита сносная будет. А с Муссоном 1000 у меня ребята по цистернам лазили варить, все чёрным харкали после смены. Только правильно вам говорят, защиты от этого дела - мало. Какой турбоблок не возьми, под юбку матерчатую всёравно сварочные газы попадают.1 балл
-
А вообще интересное совмещение навыков/профессий - сварщик убийца , следующий уровень - проктолог визажист1 балл
-
Менгон,вот они,стадо сатанинское,баранобыдлообразная масса,вскормленная демократией,толерантностью и вседозволенностью.Менгон,мне вот интересно.а почему многие считают,что в сильном и могущественном государстве жизнь граждан должна быть прекрасна и беззаботна?Я так наоборот,думаю,что человек должен чем-то жертвовать,что-бы жить в таком государстве(ну что-бы ночью шайка пе..тов не ворвалась к тебе в дом и не изнасиловала тебя) Да,и еще Менгон...Я по утрам Евроньюс смотрю,перед работой,там так интервью брали у зтих демонстрантов......Я чет совсем ничего не понял из их обьяснений....Только и слышалось-не позволим....не боимся...нас не запугать....толерантность....еуропэйские ценности....мы вместе....мы сила....наш долг...я возмущен...Ну просто зомбаки на прогулке по елисейским полям...Я вот что еще думаю....Поторопились наши западные "партнеры" с атакой на Россию...Нужно было еще лет 15 подождать,что бы все СССРское и человеческое из нашего народа выветрилось...Но торопятся,ждать сил нету.1 балл
-
@АВН,да это понятно! А у нас-то кроме альбомных ещё несколько в кармане имеется , но не для лишних глаз... лукавого
 1 балл
1 балл -
Вот пожалуйста. Самый простой "залом" и самый простой способ выворачивания, ну так сказать для наглядности. Но всё же попыхтел я с этой ступицей сегодня. А на завтра лежат ножи от цилиндровочного станка - вот там уже поинтересней будет.





 1 балл
1 балл -
Да какой то женский вариант.....


 1 балл
1 балл -
Макс на EBAY http://www.ebay.com/sch/i.html?_from=R40&_trksid=p2047675.m570.l1313.TR0.TRC0.H0&_nkw=25%27+WP-20+Swivel+Head+Water+Cooled+Tig+Torch+Miller+Syncrowave+210+Tig&_sacat=0 http://www.ebay.com/sch/i.html?_from=R40&_trksid=p2050601.m570.l1313.TR0.TRC0.H0&_nkw=CK+FL250+Flex+Loc&_sacat=01 балл
-
Крышки литые, но из стали. Смело можете отрезать излишки и приваривать новые проушины!1 балл
-
Что интересного предложит сварщик убийца сварщику демону ?...))1 балл
-
@Сварщик убийца, а знаки препинания за Вас Пушкин, чтоли ставить будет? Почему пользователи должны глаза ломать, пытаясь прочитать Ваше предложение на 9 строк с одной запятой?1 балл
-
Для УОНИИ не нужно много току. Это для рутиловых электродов чем выше ток, тем лучше, а на основных типах покрытия электродов форсированные режимы отрицательно сказываются на качестве шва. Для УОНИИ 13/55 диаметром 3мм, где-то такие режимы: нижнее 80-100А, вертикальное 60-80А, потолочное 70-90А. Еще разные производители, так на Лосиноостровские электроды ток пониже делаю, ну и аппарат тоже разные значения тока выдает.1 балл
-
Будет намного легче после прокалки электродов.1 балл
-
Сегодня немного поработал на улице, благо потеплее стало. Звонит знакомый клиент, оторвались кронштейны амортизатора на евротелеге, а ехать на загрузку нужно ещё вчера. В оригинале крепление представляло из себя две шайбы, приваренные к верхней крышке рессоры, было принято решение изготовить другой кронштейн и приварить по месту. Вот что получилось. P.S. Такие вот "будни с иллюстрациями", несмотря на воскресенье.





 1 балл
1 балл -
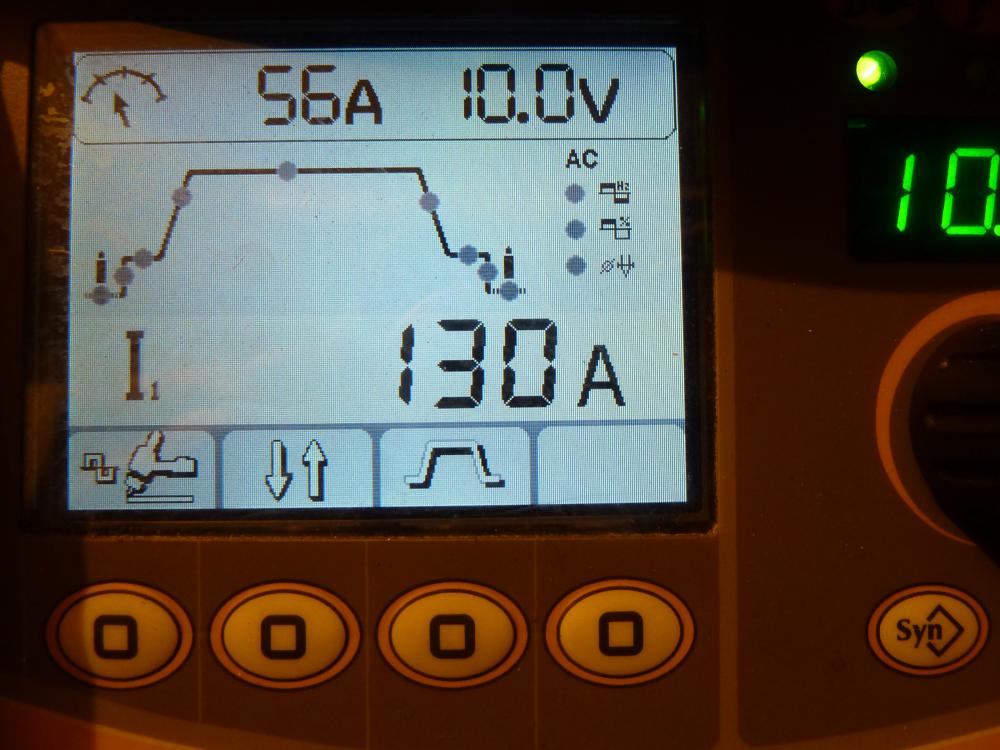
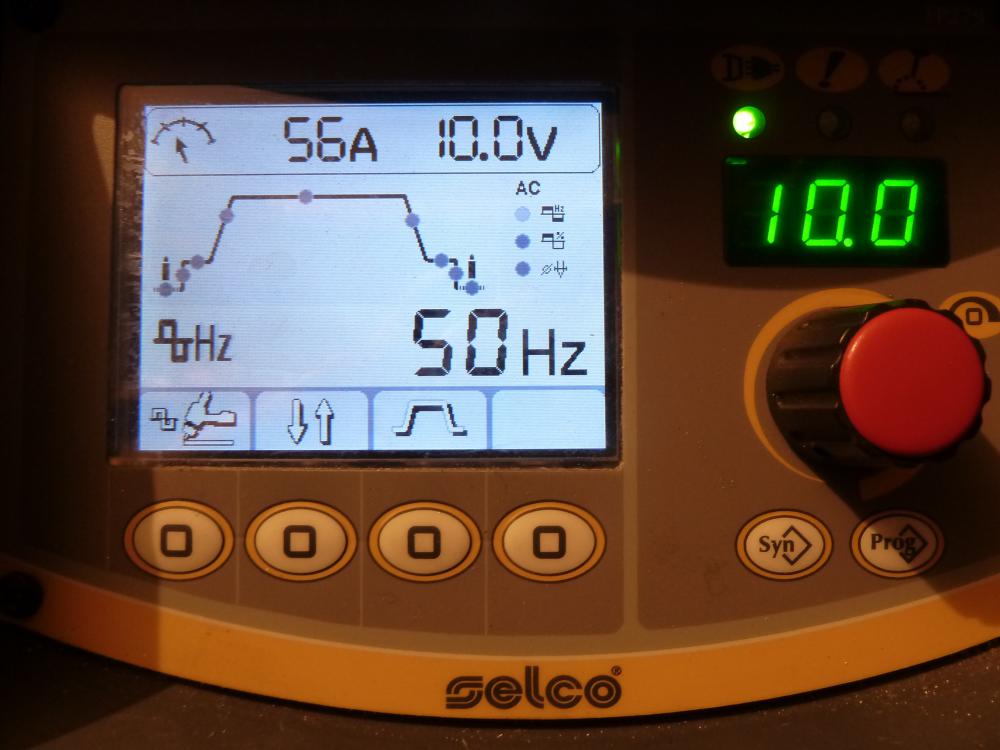
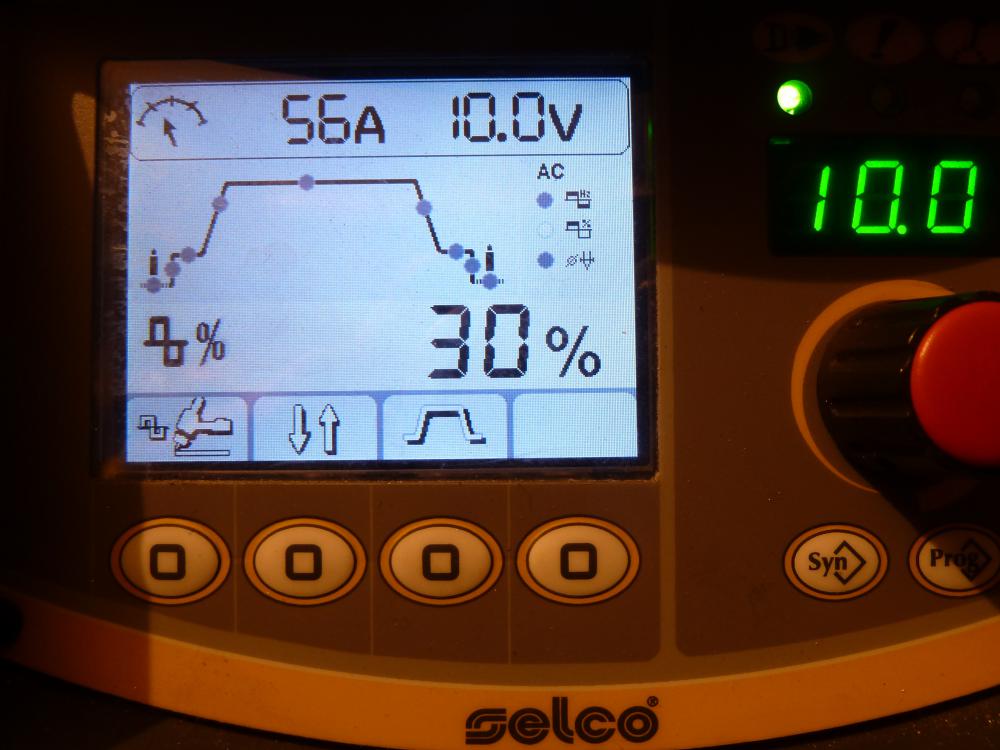
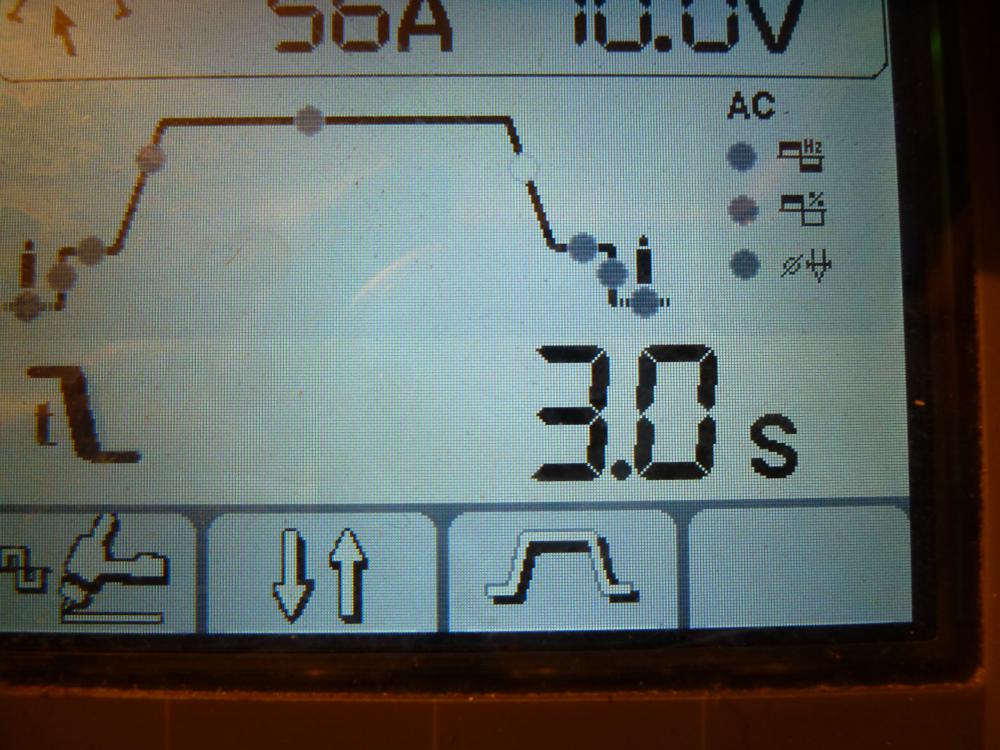
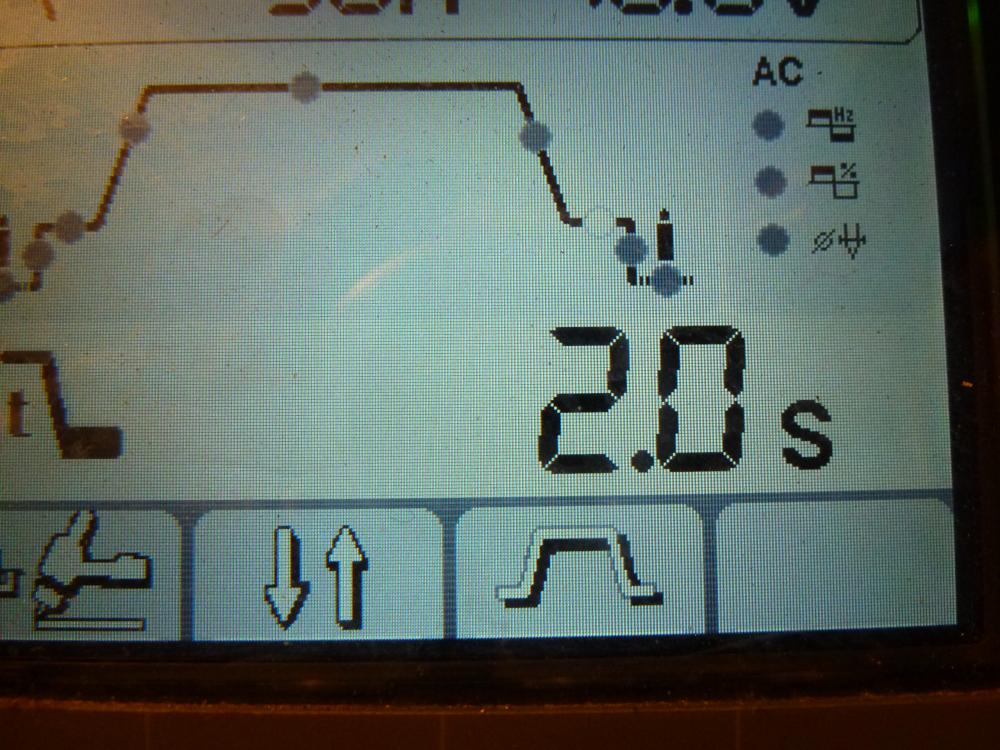
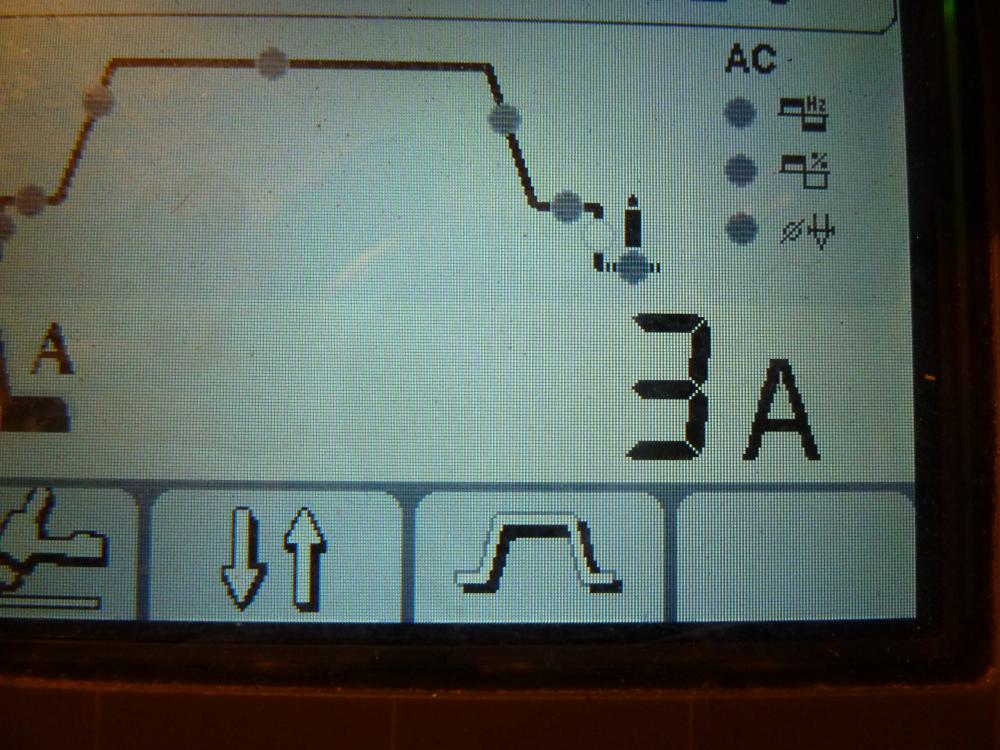
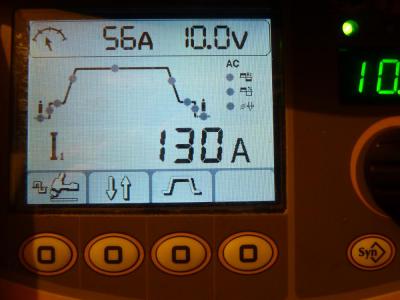
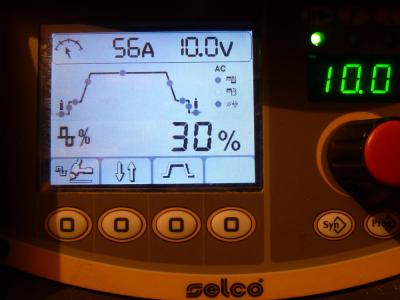
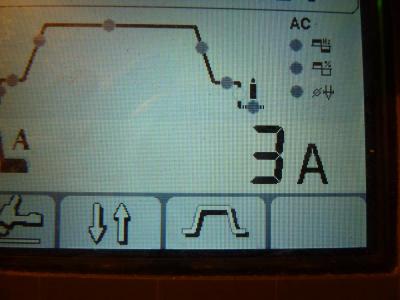
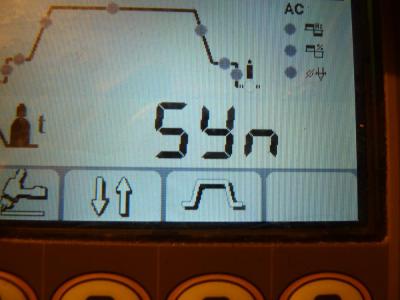
Сегодня второй день познавал на практике сей волшебный процесс. Напилил и зачистил заготовки, немного погрел газовой горелкой. http://cs540106.vk.me/c624121/v624121196/12ddb/H3YERicJli4.jpg Это мой "верстак" http://cs540106.vk.me/c624121/v624121196/12dd1/E1jSfPnjU4w.jpg Наиболее удачно получилось тавровое соединение. Обычная "ржавейка" 3мм, 130а, газ "на щеку", без присадки, вольфрам "синий", 1.6мм. Сопло №6. Предгаз 2 сек. Постгаз 6 сек. Нарастание тока 1.5 сек. Спад тока 3 сек. http://cs540106.vk.me/c624121/v624121196/12bc2/vRmseOJLdnY.jpg http://cs540106.vk.me/c624121/v624121196/12bb9/MeDFN6OQdJ0.jpg Это нижнее положение с небольшим зазором, тоже без присадки, зато с дырками 90а, остальные настройки как и выше. http://cs540106.vk.me/c624121/v624121196/12de5/oHMD7gZ5pFg.jpg Отдельно спасибо @ARGONIUS за подсказки в он-лайн режиме1 балл
-
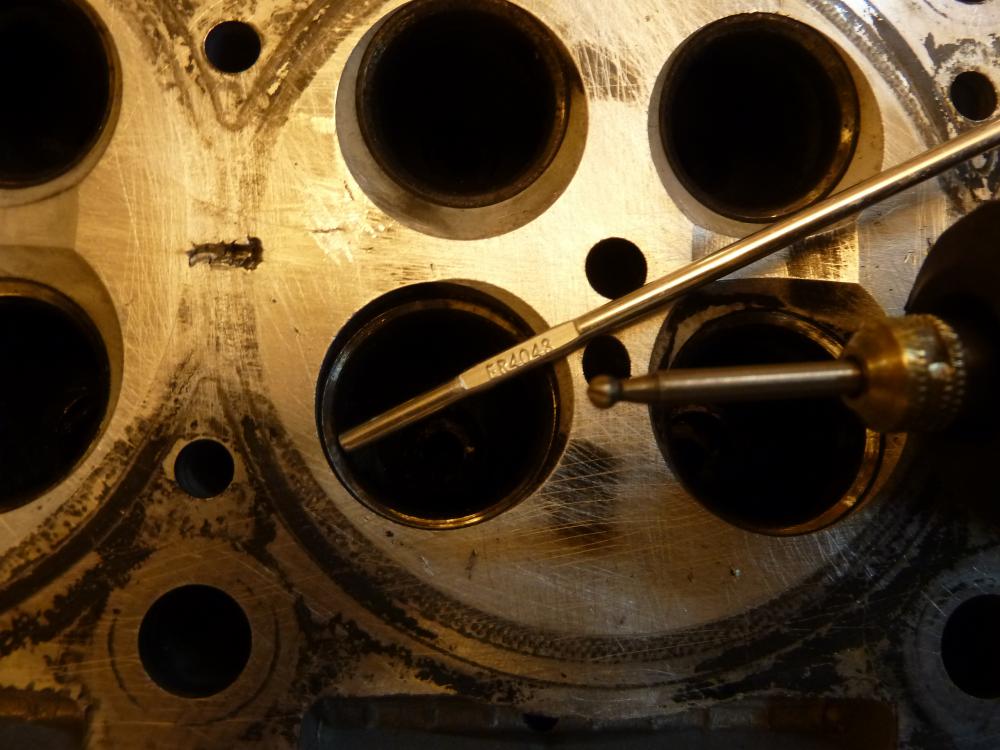
Ремонт масло распределителя.Прессовая посадка штуцера ослабла.Наибольшая проблема вычистить краску.
 1 балл
1 балл -
Нет, сгоняю-ка я за СВ08Г2С, пожалуй...


 1 балл
1 балл -
Там, где заканчивали приваривать брусок ручки к лоханке - единственное место, которое хоть как-то пролезает в требования к шву на "титане". Оно хотя бы жОлто-соломенного цвета. Всё остальное там мутно-серое и минимум - фиолетовое. Шов же должен быть серебристым, как в моей версии "2.0" (см. фото ниже), без всякой зачистки. При том, что всё это я делал один и в спешке, с 1 поддувом, просто прижимая вторую поверхность к алюминиево-стальной плоскости, чтобы не окислялась и потихоньку молился, чтобы газа в баллоне хватило.

 1 балл
1 балл -
Спасибо за то что уже голосуете за мою тему и продвигаете ее своими постами вверх и она при вашем ответе уже поднимается автоматически вверх в поиске )) Я говорил и утверждаю, что это моя индивидуальная работа касательно сварных и кузовных работ от начала и до момента сдачи машины в покраску. А я и предлагаю голосовать за меня и за мою работу. Разве она не достойна победы?1 балл
-
Приходилось. На стройке хватает просто нормального провара чтоб не развалилось, если разговор про металлоконструкции. Нормальный культурный стык и так вид имеет. Возможно упустил . Но это тоже не всегда нужно. Как если правильно понял, то при быстрой (сверх быстрой) смене электрода вырезать не обязательно. В теории и по книге правильно возможно, но в работе трудно исполнимо. если делать несколько ответственных стыков за рабочий день, то и не только окончание сварки, а и "корень" сваришь и хорошо зачистишь, даже там где и не надо. Но когда количество соединений зашкаливает, то совсем не до таких тонкостей. Тут кроме опыта ни одна книга и ни какой Инженер не поможет.1 балл