Лидеры




Популярный контент
Показан контент с высокой репутацией 11.11.2014 во всех областях
-
Тоже отмечусь в новой теме .Корень - ТИГ ,облицовка - в основном ММА,за редким исключением.Электроды LB-52U , ф 2,6 и 3,2мм, ток 60 и 90 А ,соответсвенно.Пр.прутки Бохлер ,2,4мм (3мм на облицовку).Труба 159 и 108мм.







 16 баллов
16 баллов -
Дополню немного: та же труба, но с другого "конца"

 9 баллов
9 баллов -
Как всегда,авиаторы не дают расслабится.Сломали подкат, починил.

 7 баллов
7 баллов -
"Гляжусь в тебя, как в зеркало..." и зеркала не было нормального, да и давно не занимался сваркой через зеркало. Вроде, получилось Кто так варил, тот понимает про что речь...


 6 баллов
6 баллов -
Поделюсь своими фотками. Недавно попросили калымнуть. Аттестовывали одну фирму для сварки трассы. С братом заварили стык 520 ой трубы. По случаю по фоткал. Для наглядности уважаемым коллегам. Три слоя : корень, заполнение, облицовка. Электроды ЭЛбэшка. Ну все как обычно. К орень с проваром и обратным валиком, стык неповоротка. Еще варили мелочевку, 159 и 219. Их не фоткал.Прихваточки.Наружний центратор.Прихватка на потолке в нижнем зените.Кемппи с дистанционными пультами. Очень много к ним нареканий, в плане стабильности сварочной дуги. Линкольны в сто раз лучше !(не реклама) (Вобщем варим как обычно.Корень в потолке.

































 5 баллов
5 баллов -
http://websvarka.ru/talk/index.php?showtopic=1223&page=21&do=findComment&comment=71476 А ещё мы как-то применяли для этих целей керамический герметик для монтажа выхлопных систем. Тоже работает. http://tov54.ru/components/com_virtuemart/shop_image/product/full/other/donedeal_6785.jpg Вот такой. Намазываешь, подвяливаешь и варишь. Обратный валик блестящий получается, но по границам приходится отскребать затвердевший состав. Ликви молли ещё пробовали - тот не годится. http://lmnn.ru/products_pictures/montazhnaya-pasta-dlya-remonta-sistemy-vyhlopa-475-B.jpg Такой не брать!!!!4 балла
-
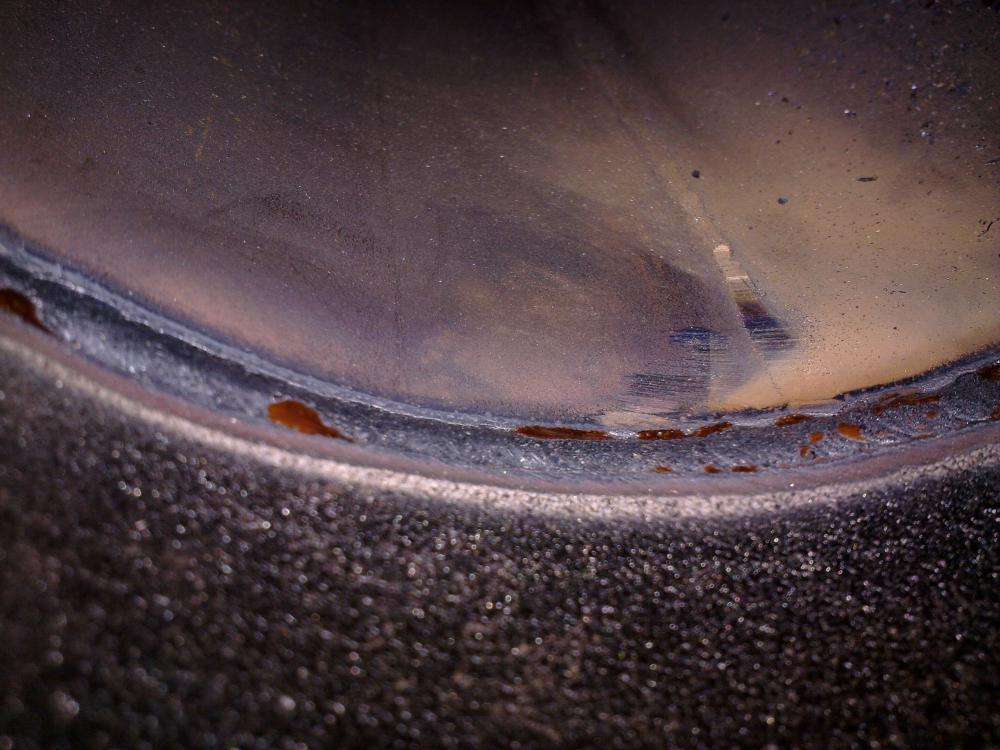
Судя по последнему шву, видно, что предыдущие швы, коренной и заполнение не были почищены до белого блеска от нагара, что является грубой ошибкой. Из того мы и видим копченые швы. Не почищен коренной шов, тут же ложится на него второй и тут же третий. Сколько же нагара плавало в сварочной ванне?! Но благодаря толстому металлу и множеству не убитых химических элементов удалось достаточно не плохо положить швы, что в общем то за чистится и будет достаточно замечательно, но можно было бы сделать и лучше. Скорее всего судя по трубе не очень хорошего качества материал, который просто необходимо перед сваркой чистить, даже перед первым коренным швом. И это вряд ли было сделано, судя по копченостям корня и заполнения(взлетной полосы)как я называю.3 балла
-
Поставили дисплей на аппарат.
 3 балла
3 балла -
Неодимовый магнит для стыковки листов , держит на отрыв 450 кг . Процедура - на один лист ставим/включаем магнит, клювом (на рычаге) сводим в одну плоскость листы, делаем прихватку , выключаем магнит , повторяем процедуру . Писать это и то дольше чем проделать))))
 2 балла
2 балла -
Делать было нечего, и сделал себе горелку))) Ну и не много фотошопа.

 2 балла
2 балла -
Можно поискать фото "зарубежных" "творений" в теме "Дилетанты в нас и вокруг нас"... Там есть, на что посмотреть...По вашим фотографиям можно сделать следующие замечания: 1.Неравномерная подача присадки 2.Неравномерное движение горелки 3 Невысокая скорость движения горелки Первые два пункта выдают неравномерные высота и ширина шва, нерегулярная чешуйчатость. Пункт "3"-более тёмная поверхность шва. Тренируйте моторику рук, равномерность движения горелки и подачи присадки. Добьётесь равномерного, плотного шва с регулярной чешуйчатостью-сможете варьировать форму и внешний вид шва. Далее-повысите ток и скорость сварки. Как говаривал мэтр АВН, на малых токах вы зарабатываете опыт, на больших-деньги.2 балла
-
Урра выдали на работе маску)) новенькую... А вот моя рабочая лошадка,и то что я щас варю. Трубка 14 нерж под рентген,на замерную камеру для газа.


 2 балла
2 балла -
Всем доброго времени суток! Вот и я к вам присоединился. Из оборудования-аппарат для РАДС AURORA PRO INTER TIG 200 AC/DC PULSE и П/А Telwin Bimax 4.195. Друг принес боковое зеркало от BMW 5 E39. Зачистил и начал варить-метал закипел и запузырился. Но, потом стабилизировался и очень хорошо сварился. Варили так, чтоб просто держалась, пока нормальное не купит . http://cs624216.vk.me/v624216869/6984/B8mTPvQNvBQ.jpg http://cs624216.vk.me/v624216869/698d/Nk2BMYdWgcQ.jpg Ниже диски BMW варил. Те, что страшные-впервые в жизни. http://cs618025.vk.me/v618025869/1d4ad/F9GooULiqKE.jpg http://cs618025.vk.me/v618025869/1d4b6/HJ8Zr5pHrv0.jpg Первые диски дались с трудом ,а вот второй комплект-заварился на ура http://cs622625.vk.me/v622625869/74b4/-8Cr0mZhnag.jpg http://cs622625.vk.me/v622625869/74be/T6ur7beDvhQ.jpg2 балла
-
Вот это я понимаю! Есть с чем сравнить просто. Тут такую же варят тепловые сети. Никаких корней, в один проход, электроды " Арсенал" Последний их сварной весь из себя такой важный. Всю жизнь по северам, НАКС, все дела. А швы как у меня криворукого.2 балла
-
Я его слепила из того что было (с) ...


 2 балла
2 балла -
Может я не оригинален, сегодня приспособил. Импровизированные "Ножницы рычажные". Резал нерж. 1мм по разметке,-заглушки на трубы ø51. Нормально так получается.. удобно. http://f6.s.qip.ru/IA4wMvev.png2 балла
-
ЗВЕЗДОЧКА НА РЕДУКТОР НАТЯЖНОЙ В ШАХТУ НА ТРАНСПОРТЕРНУЮ ЛЕНТУ ДО ЗАКАЛКИ. ВАШЕ МНЕНИЕ? Наше мнение, что не надо использовать Caps Lock в таком количестве.





 2 балла
2 балла -
100А, 6л/мин, встык без зазора "своим телом", ТИГ

 2 балла
2 балла -
Всё обсуждение перенесено http://websvarka.ru/talk/index.php?showtopic=48691 балл
-
1 балл
-
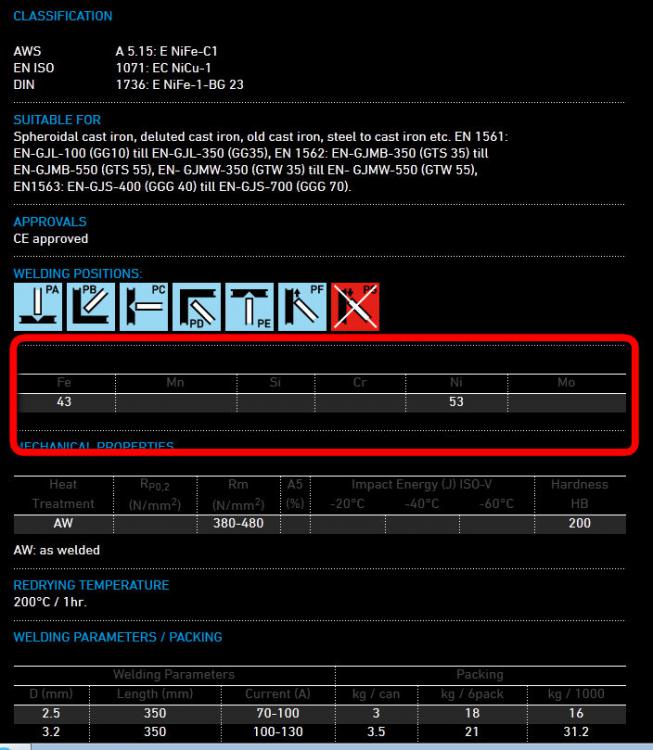
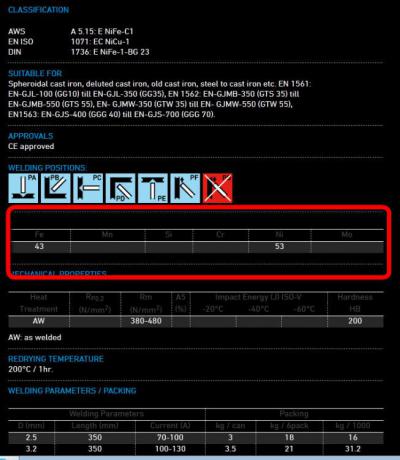
@tig, http://www.ceweld.nl/nl/equivalent/1976
 1 балл
1 балл -
@murz55, Я думаю у некоторых тут фобия относительно сварки дисков. Было уже много работ представлено по сварке литых дисков, и никто особо не задавался вопросом по безопасности эксплуатации их после ремонта. А тут прям приспичило. Работы сделаны явно на приспособе. Далеко не все так работают, жаль конечно. А у вас есть приспособа- поворотник?1 балл
-
Жена мне утром каждого дня говорит мне знаковую фразу , сегодня - мужчины бывают 3-х типов -1) 3 д - дом, дети,дерево 2)3б -бабы, бабло, бухло. 3) 3т - тапки,телик,танчики..1 балл
-
waha не молочка, выхлоп, IceBear уже рассказал) спасибо AMBIVERT42 спасибо, Вы правы движения и подача у меня не равномерные, но вот со скоростью вопрос: куда уж быстрее то? Просто я варю на 20-25 амперах, если пойду быстрее, она же не проварится нормально? А если подать больше тока - я думал есть риск сжечь лигирующие свойства. еще раз всем огромное спасибо. IceBear пред и пост поддув хоть и стоит на нуле, но по началу дует 3-4 секунды, после примерно 5 секунд)надо побольше? яя тебе уточняющий вопрос задал в личке) пробовал вчера и на 50 и на 30 и на 40 амперах, и газ поднимал до 15 литров. Обычно у меня стоит 7-10. дерьмо выходит. как добиться более выпуклых чешуеек? вроде и сварочную ванну долго на одном месте не держу, все равно оседает. присадка 309. там где цветные моменты, это я варил без присадки, просто вел электродом по заготовке, обезжирил и протер ацетоном. присадка 1мм и 2 мм. кроме как тут, больше спросить совета не где.1 балл
-
Не пора ли господа переходить на наши маски сварщика? ишь как валюты жару дают1 балл
-
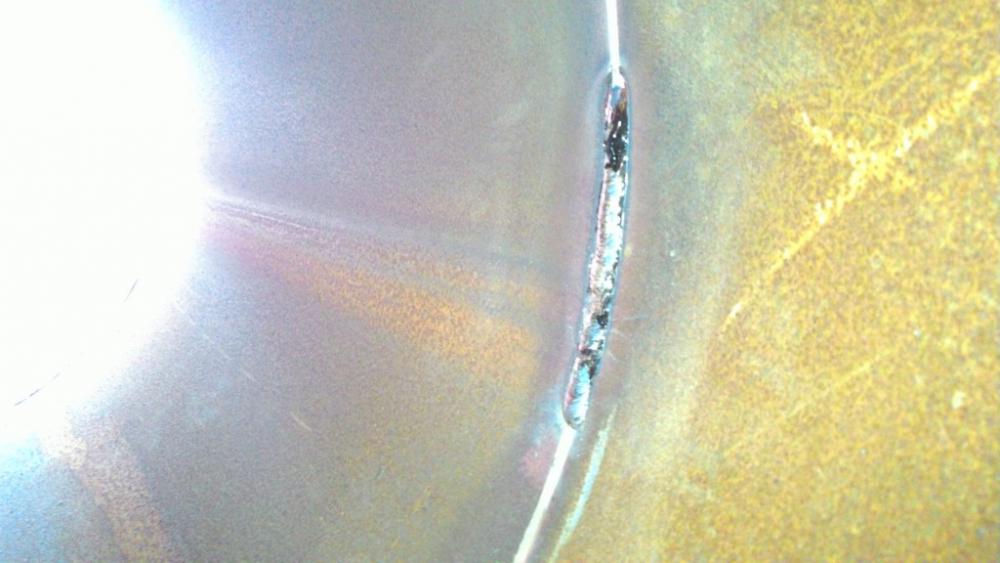
А что подробнее? Там выгорел никель и хром, там окислилось железо. сопротивляемость коррозии чуть больше чем ноль... Какое то время поживет-потом или ИКК или еще что нибудь... Выхлоп среда агресивная, там и NOксы, и соединения серы, и еще куча всего+ температура... Если для выхлопа- там затрат на поддув 50 руб цена вопроса... Для своего кармана...+300% корысти... итого +200р к работе и спокойный сон...1 балл
-
пробовал я варить 1,5мм 304-ю нержу на токах от 20 до 60А, не вышло ничего нормального, шов черный, на токах 45-60А, трудно контролировать ванну, без поддува прожечь очень просто (конечно же из-за моего небольшого опыта), на токах до 45 попроще, но тут тоже нужно смотреть, что бы был провар (как показывает практика, не всегда он есть, даже на толщине 1,5мм) все выше сказанное, только ИМХО, по собственному, хоть и небольшому, но опыту))) раньше были такие настройки на импульсе: частота 0,5Гц участие пикового минимум базовый минимум пиковый максимум на индикаторе были максимальные показания - 25-48А (аппарат Сварог 200Р АС/DС), как потом сказали, верить им ненужно)))) а верить нужно крутилкам... на этих настройках получалось немногим лучше чем на линейном токе... шов чернит, пробовал увеличить скорость прохождения, получилась вообще кака... потом методом тыка, подобрал следующее: частота 0,5гц, но лучше 1 участие пикового минимум базовый максимум потом начал поднимать значения пикового, начиная с 20А, на этом значении вообще аккуратно получается, шовчик золотой, прогрева околошовки минимум, но и проплавления тоже, потихоньку поднимал и остановился на значении 50А (опять же по индикатору), хорошее проплавление, однако, экспериментировал на трубе, на стыке двух труб думаю будет многовато и придется чуть убавить, даже при таких значениях ток все равно пульсирует и получаются нормальные чешуйки...1 балл
-
Да фото ваших дисков (доваренных) висит (3 бана мне в душу) , как заварено (еще 4 бана в карму), умоляю, знакомого не жалко - так не один он на дороге (эпикриз вам в трудовую) а проценты не упоминайте всуе - не отмолите ( я серьезно)1 балл
-
Просто надо осознавать свою меру ответственности. Не важно чье желание, кто варит - тот и в ответе.1 балл
-
Поделюсь интересным постом от товарища с ЯПа, 25 фото. Как я сковородку запилил © vistador Наверное, ЯП видел уже всё, и ничем его не удивишь. Строительство домов, отделка квартир, изготовление каменных флешек, ремонт мониторов путем замены пузатых конденсаторов, трансплантация утерянных органов с применением синей изоленты и прочее… Поэтому не сильно претендую на исключительность своей темы. Но вот захотелось поделиться фоторепродукциями своего недавнего креатива. http://s00.yaplakal.com/pics/pics_original/8/6/6/3015668.jpg Дело в том, что в настоящее время снимаю жилье , и покупать кухонную утварь хочется меньше всего. Разумеется- пост не о том, как сэкономить на покупке сковороды . Ибо если подсчитать затраченные материальные ресурсы, а так же рабочее время.. то получится очень суровая себестоимость, которую бюджетной назвать никак нельзя. Поэтому пусть это будет рассказ об технократическом шутливом этюде. От скуки. Из любви к рукооопству... Однако, я всегда по жизни стремился к различному креативу. Кроме того, давно обливалось сердце кровью ,глядя как на свалку отправляются сотни килограмм еще годного металлопроката, нержавейки, алюминия. Добавим сюда известный постулат «Русские – никогда не сдаются и никогда не платят»… Поэтому купить в магазине для меня был не метод. И если, например, на джинсах у меня оторвалась пуговица, то мне легче было сделать ее из меди самому, нежели переться в магазин ее покупать. (Разумеется, это относится ко времени, когда я в командировке, вдали от дома. Ибо если я дома , то заниматься фигней некогда, да и незачем.) Занимаясь приготовлением еды, заметил, что жарить на тонкой алюминиевой кетайской сковородке - одно издевательство. В центре температура больше.. По краям – меньше. Регулирование температуры на плите- помогает едва. Поэтому давно подумывал об изготовлении суровой сковородки с толстым дном , которая имеет тепловую инерционность. Материал – нержавеющая сталь. (Марку ее сейчас не помню, но известно, что для ремонта оборудования рыбных фабрик и рыболовецких судов должна использоваться не вредная для человека сталь, ибо после вредной стали , рыбу никто не примет.) Сначала была мысль выточить из цельного куска металла.. но прикинув за и против… решил, что лучше собрать из двух основных элементов, то есть конструкция будет сварная. Как то: Круглый блин толщиной 15мм и кольцо высотой 30мм. Блин будет дном, а из кольца получится обод сковородки. Эти два элемента решил сварить . Далее , получившуюся конструкцию- обточить на токарном станке… Для иллюстрации задумки прилагаю рукожоп. Итак, процесс изготовления таков: Вырезаем блин из нержавейки диаметром 255 мм и толщиной 15 мм. http://s00.yaplakal.com/pics/pics_original/9/3/8/3014839.jpg Привариваем к нему технологическое кольцо… Качество и красота сварки тут не требуется, ибо это потом будет отрезано. За это кольцо крепим блин на патрон токарного станка и обрабатываем плоскости прилегания к кольцу. А так же точим фаску для сварочного шва. http://s00.yaplakal.com/pics/pics_original/3/4/8/3014843.jpg Удачно нашлось кольцо из нержавейки нужного диаметра- чуть больше чем блин. http://s00.yaplakal.com/pics/pics_original/0/5/8/3014850.jpg обтачиваем блин... не в смысле "обтачиваем, блин!!" .. а именно обтачиваем на станке блин. http://s00.yaplakal.com/pics/pics_original/8/5/8/3014858.jpg кольцо так же обтачиваем. для прилегания и сварки с блином.. http://s00.yaplakal.com/pics/pics_original/9/5/8/3014859.jpg Вот эти два элемента – готовые к сварке друг с другом. http://s00.yaplakal.com/pics/pics_original/1/6/8/3014861.jpg ИТАК! Заполняем сварочный шов аргоновой сваркой с вольфрамовым электродом с присадкой от проволоки. Короче – свариваем. Здесь уже требование к сварке повыше.. http://s00.yaplakal.com/pics/pics_original/2/6/8/3014862.jpg Далее готовим другое технологическое кольцо- для закрепления всей этой байды с другой стороны... в патроне. http://s00.yaplakal.com/pics/pics_original/4/6/8/3014864.jpg Привариваем . Напоминаю- здесь качество сварки – только для того чтоб временно удержать деталь в патроне токарного станка. Поэтому варим быстро , почти топорно. Однако вполне надежно. http://s00.yaplakal.com/pics/pics_original/5/6/8/3014865.jpg устанавливаем всю эту котовассию на станок и протачиваем базовую внутреннюю поверхность, по которой будет центроваться вся конструкция. http://s00.yaplakal.com/pics/pics_original/8/6/8/3014868.jpg Переворачиваем, и по уже полученной поверхности протачиваем другое кольцо крепления. Таким образом, мы получили две соосные базы закрепления сковородки, что позволит нам обтачивать ее с разных сторон и не терять соосности наружной и внутренней поверхности сковородки. http://s00.yaplakal.com/pics/pics_original/6/7/8/3014876.jpg Я от потолка... выбрал угол наклона стенок сковородки 13 градусов.. Разворачиваем суппорт на этот угол. Таким образом резец сможет двигаться по траектории , которая обусловит нужную форму сковородки. http://s00.yaplakal.com/pics/pics_original/8/7/8/3014878.jpg ..... под углом 13 гр. обтачиваем сварочный шов заподлицо . http://s00.yaplakal.com/pics/pics_original/0/8/8/3014880.jpg Временно ... тут же на станке, отрезаем резцом технологическое кольцо.. И протачиваем дно сковородки. http://s00.yaplakal.com/pics/pics_original/1/8/8/3014881.jpg Далее опять привариваем его http://s00.yaplakal.com/pics/pics_original/2/8/8/3014882.jpg Крепим на него конструкцию, на станок, и обрабатываем уже внутреннюю полость . http://s00.yaplakal.com/pics/pics_original/4/8/8/3014884.jpg сгоняем довольно много металла в стружку, но за коэффициентом использования материала мы не гонимся… Все равно это все пойдет на переплавку. Раньше в СССР нам рассказывали сказки про то , что " дескать.. за рубежом этот коэффицент доводят до единицы..." Но это не всегда было правдой.. теперь я это знаю точно http://www.yaplakal.com/html/emoticons/dont.gif Ибо это только у нас нержавейка ставилась только на военку... у них же весь водопровод всегда был и есть из меди и нержавейки... а мы только недавно перешли на металлопластик и рады что закончилась беда с черметом... http://s00.yaplakal.com/pics/pics_original/9/8/8/3014889.jpg Получилось уже чтото похожее. .. Но тут я решил отложить работу на потом… а заодно сделать ушки сковородки из прутка . Приварить решил заранее , пока толстые стенки… На всякий случай http://www.yaplakal.com/html/emoticons/cheer.gif http://s00.yaplakal.com/pics/pics_original/1/9/8/3014891.jpg Вот что получается.... с ушками смотрится уже неплохо http://www.yaplakal.com/html/emoticons/rulez.gif но еще пока стенки толстые.. надо сгонять... http://s00.yaplakal.com/pics/pics_original/3/9/8/3014893.jpg За оставшееся технологическое кольцо крепим сковороду и обтачиваем начисто окончательный профиль. немного шкурим наждачкой... хотя нержавейка из под резца выходит и так гладкая... http://s00.yaplakal.com/pics/pics_original/7/9/8/3014897.jpg Далее болгаркой обрезаем ту сварку, которой приваривалось вспомогательное кольцо .. и немного шлифуем , без фанатизма, однако.. ибо нижняя сторона меня лично с эстетической точки зрения никогда не интересовала. http://s00.yaplakal.com/pics/pics_original/0/0/9/3014900.jpg Вот собственно , что у нас получилось: Толщина стенок около 4мм , толщина дна 8 мм. Немного по челябински, тяжеловато… но напомню! , я ждал от сковородки тепловой инерционности.. ибо так легче жарить еду. Ушки я сделал из прутка Ø5 мм , и к моему приятному удивлению, они не нагреваются вместе со сковородой. То есть, хватать- держать можно голыми руками. ура! http://www.yaplakal.com/html/emoticons/sm_biggrin.gif и они вполне прочны. http://s00.yaplakal.com/pics/pics_original/2/0/9/3014902.jpg Крышку использовал из имеющихся у меня в хозяйстве. Подошла идеально. пс За сим - доклад окончил. Спасибо за внимание. http://s00.yaplakal.com/pics/pics_original/9/0/9/3014909.jpg1 балл
-
Вот убей не пойму производителей. Ну что стоит в горелку поставить кнопку с фиксацией. Слегка нажал - сварка началась, отпустил - закончилась (2т). Нажал до конца - зафиксировалась, еще раз нажал - выключил (4т). Таким нехитрым способом можно любой бюджетный ПА без проблем оснастить дополнительно двумя режимами. Конечно с аппаратом где такие режимы встроены эта горелка может конфликтовать, но и это решаемо. При желании можно приколхозить кнопку с фиксацией в горелку. Благо их щас каких хочешь в достатке.1 балл
-
ООО "ПромЭнергоМонтаж" Москва метро строгино. Детали трубопроводов делаем. Нержавейка, сталь. Научная деятельность - нет, автоматизация сварочных процессов - да.1 балл
-
1 балл
-
Такая вот фигня в выходной день ... Монтаж трубы забора воды из Невы... Зачем лучше не спрашивайте))) Хоть вид красивый и погода нормальная... Установка оторвавшегося колпака трубы мангала , при том что мангал горит)

 1 балл
1 балл -
тест
 1 балл
1 балл -
Очередные субботние "будни" и гаражно-строительный кооператив "Фауна". Купил человек гараж, надо, грит, полки на 3 стены, труба вдоль четвёртой и простой верстак. Надо - сделаем. Верстак из трубы 40х40х1,5, полки 40х20х1,5, сверху фанера 9-ка на саморезах по металлу в потай.




 1 балл
1 балл -
Названия.Принадлежность к честной IT-компании.Преступление и наказание.Наследник.В комментариях не нуждается.И разные разности.













 1 балл
1 балл -
http://f6.s.qip.ru/avp9HEBd.jpg http://f6.s.qip.ru/avp9HEB8.jpg http://f5.s.qip.ru/avp9HEBq.jpg1 балл
-
из серии *угадай страну по фото*
 1 балл
1 балл -
1 балл
-
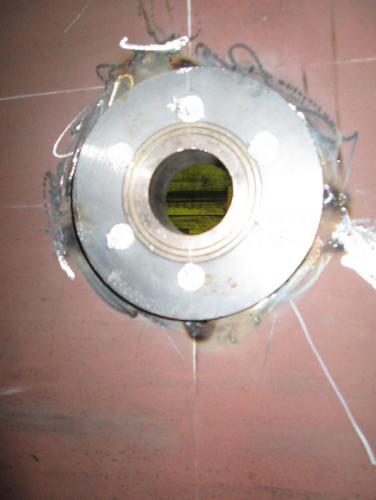
Каркас зеркала от Скании.Еще раз такой принесут,брошу сварку ,стану ювелиром.




 1 балл
1 балл -
американские пОсОны тоже неплохо умеют варить.. http://youtu.be/AHINFtud1QU


 1 балл
1 балл -
No comments, одни слюни.




 1 балл
1 балл -
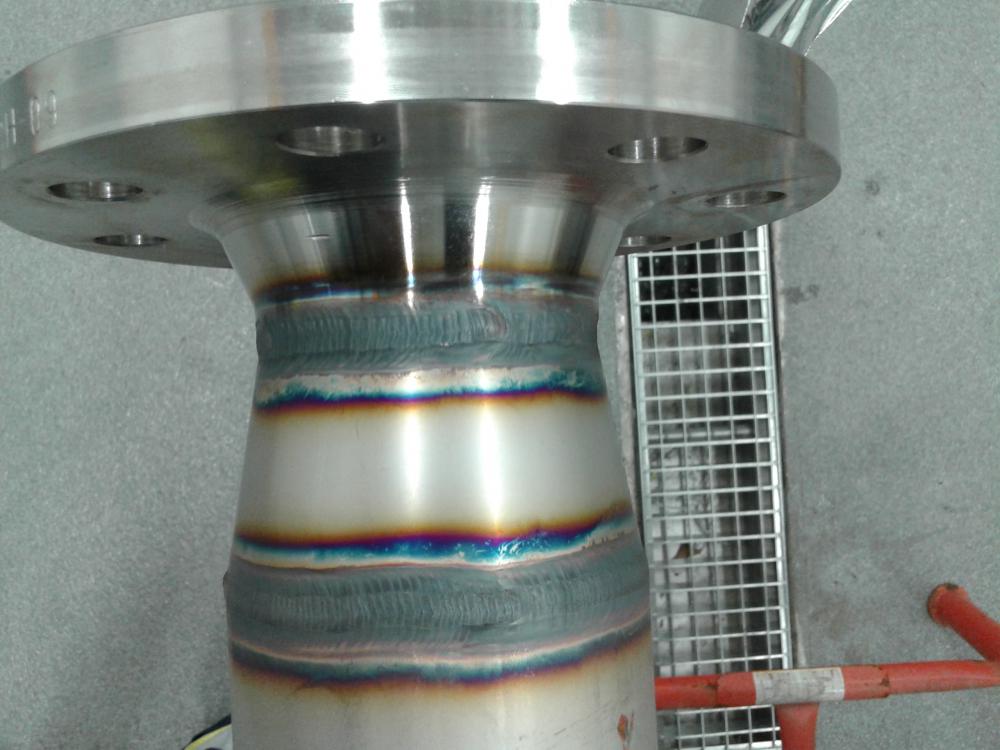
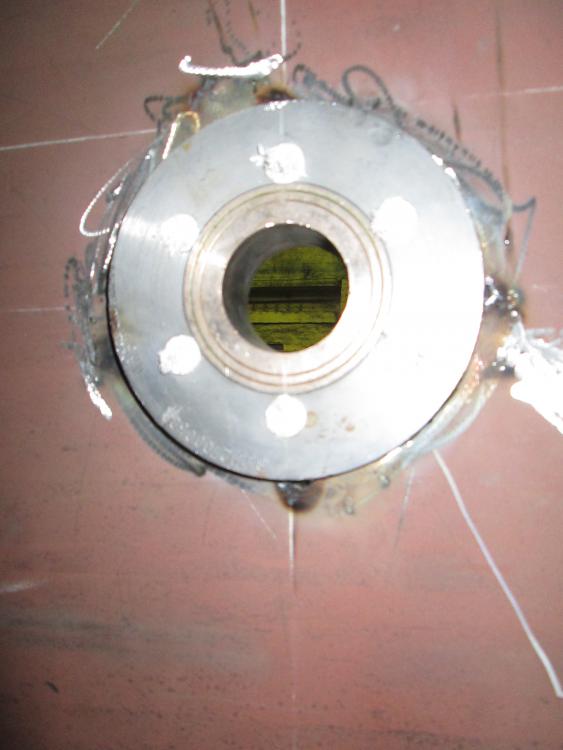
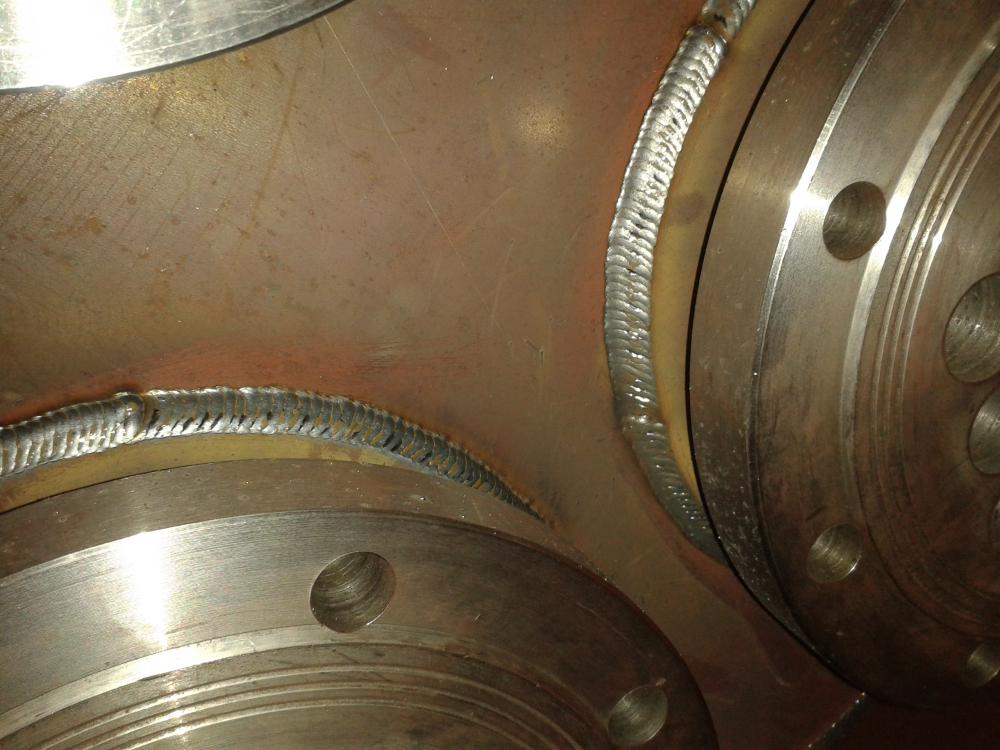
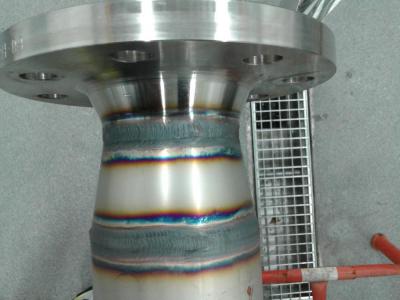
Соединение фланца Ст20 и корпуса вентилятора 08х18н10т. Присадка ER 309 LSi. Не знаю почему, но при прочих равных условиях (ток, газовая защита, скорость сварки) шов получается более тёмным чем просто на нерж+нерж.
 1 балл
1 балл -
@genafon, уонии 13/45р, d=3.0: Для пользователей форума: Cтрингер. Полотно D40S s=6mm, без разделки (естественная фаска), зазор 2+1, вварыш Ст.20 s=32mm. Cв. ток: ВДМ-1601, БР-304УЗ - на балластнике 76 А, в реальном измерении около 110А. К=6 мм, контроль: мел-керосин (в последствии на рабочее забортное давление), внешний осмотр. Пространственное положение: вертикально, неповоротно (и так видно). Далее: KempoWeld-4200 (Kemppi) и ПДГ-421 (Selma), СО2, Св.08г2с d=1,2mm, 180-240А. Тавровые соединения под прямыми, тупыми и острыми углами. Выборочный РГК, мел-керосин, вн. осмотр. Калибры швов от К=6 до 16/8mm.












 1 балл
1 балл -
Подсыплю ещё не много. Приварка трубных досок к боковым стенкам. В нижнем положении. В вертикальном. Это ещё не всё.




 1 балл
1 балл -
@Шурпет, если канал забьется или проволока приплавится к наконечнику, то проволока завивается в пружину именно в этом месте, а если у вас вход максимально близко к ролику, то ролик просто проскользнет. Система инерционная, сразу не останавливается подача. Кстати по поводу настройки усилия прижима проволоки - советую притормаживать проволоку пальцами на выходе из сопла, если ролики проскальзывают и при этом проволока не заминается - затяжка идеальная, если заминается - ослабляем.1 балл
-
Сегодня варю во дворе лесенку. Заходит брат жены ( готовый как всегда) С калитки сразу:-"Кузов мне подваришь?" У него фура. Говорю:-"Некогда!" Он сверлит меня мутным взглядом и выдает:-"Всеравно твоей не заваришь, там аргентум хлор нужен!"1 балл
-
По мне так самозащитная для серьёзных работ не подходит. Хороша для работ в гараже, сварочной самодеятельности, ну и на монтаже немного подварить можно. Так что серьёзно оценивать производительность и аккуратность, относительно самозащитной проволоки, просто неуместно.1 балл
-
Вот вам простой пример. Ставлю лестницу на таунхаусе. Кладка - кирпич в перемешку с пеноблоком. Ничего уже не видно где что. Думаю вы не станете отрицать что анкериться лучше в кирпич. Причем в тело кирпича, а не полупустой шов или край. Да, можно методом научного тыку набить дыр в поисках плотной субстанции. И обкакать чужую работу. Следующий аспект- скрытая проводка и трубы. Как известно лучший прибор для их обнаружения - перфоратор. И если кладка по честному армирована сеткой, ни какие детекторы не спасут. К тому же попадать в эту сетку то еще удовольствие. Вообще на стройке существует принцип - кто первый успел. И если вы, волей не волей не усложните жизнь тем кто будет после, они вас не пожалеют если придут раньше. Вот как рассчитать высоту первой и последней ступени над перекрытием? А никак. За высоту пола вам никто ничего не скажет. А если и предположат, то это еще вилами писано. Ибо плита одна лежащая косо, может поднять уровень всего пола сантиметров на десять. И что, замеряя лестницу еще и полы во всем доме отстреливать. Или ждать пока полы сделают. И теплый пол в них похоронят. Забей потом анкер попробуй без содрогания в пол. А все потому что проектов нема. А при их наличии даже, технологии не соблюдаются. Поэтому проблемы приходится решать по мере их поступления, а не думать про них за ранее. Каждый случай по любому индивидуален.1 балл