Лидеры




Популярный контент
Показан контент с высокой репутацией 30.09.2014 во всех областях
-
Куда только не заносит меня поработать.
 19 баллов
19 баллов -
- Ты сварщик? - Да. - Какие электроды лучше купить для дачи? - Ищи пачки с маркировкой "Д" - дачные. - А "МР" не подойдут? - Нет, "МР" - это "моя работа", на даче они варить не будут...5 баллов
-
Основание моторамы.После изготовления крепёжных элементов и установки на раму,навесим двигатель АИ-24вт. Диаметр винта 4 метра.Двое постоянно подсматривали за производством работ.
5 баллов
-
4 балла
-
Тонкий аллюминий очень сложно варить без практики есесно. У меня поначалу абсолютно ничего не получалось. Пробывал снова и снова. Прежде всего хорошая очистка аллюминия. Потом хорошая стыковка. И главное не жалеть току. Я на тонком алюме начинаю от 50 ампер. Тут главное очень быстрое образование ванны. Можно выкрутить ручку очистки вплоть до 12 часов. Ставим первую каплю прихватку. Отпускаем кнопку. И начинаем по капле делать шов. Дугу зажигаю над предыдушей каплей и с перекрытием ложу следущую. С паузами. Электрод для аллюминия у меня 1.6 Wzr8(белый). Присадка 1.6. Чем тоньше тем лучше. http://s017.radikal.ru/i411/1409/00/7fd02d68d0a7.jpg Ну когда начнёт получаться уже можно наглеть. И скорость и ток повыше.4 балла
-
Блок компрессора. Думаю по фото уже многие поймут - чем и как варилось Оттачиваем технологию! В конце проверка пенетрантом - говорит сама за себя.
4 балла
-
@kazakieozn, я снимал видео по сварке тонкого люминя, мож чем-то поможет. http://www.youtube.com/watch?v=06P4qTJsG2I&list=UUmQZSA8xzZGkLZQKV7hUiDg3 балла
-
Сварка ведется способом "напроход" - от точки "А" до точки "Б" без перерывов. Алюминий очень теплопроводен. И с каждым сантиметром шва сварочная ванна разогревает металл кромок все сильнее. Как следствие - ведет себя все более нестабильно.3 балла
-
ЖКУшный сварщик с учеником: Шлак не отбивай-потечет!3 балла
-
Ребят, о какой смеси вы говорите? Люди не хотят чистить под сварку цинк, предпочитают дышать его парами при "сжигании" и варить по образовавшейся саже. Провар - хотят, разделку для этого - не хотят. О каком вообще качестве речь? Пусть делают как делают.3 балла
-
@АВН, Грунт - грунтом (хотя цвет уж очень для него экзотический), а вопрос по марке стали мы все, как специалисты по сварке, должны задавать в первую очередь. Я ведь и не утверждаю, что это - не углеродистая или низколегированная сталь.3 балла
-
Праздник в " Будни сварщика" Мостик к богу, длина 16 метров, бюджет 80тыс. от спонсора и деревенский мостоотряд трудился 4 дня. Сегодня состоялось открытие мостика и дорога до церкви сократилась в двое.
3 балла
-
Относительно спокойная неделя подходила к концу,на горизонте уже маячили выходные. И вдруг в четверг зазвонил телефон,кто говорит:-это ... .Парни спасайте,надо трубу в аргоне сварить.Там не много работы,но надо "вчера". Собрали "барахлишко" и с работы на работу,преодолевая охранные кордоны,пройдя весовой контроль прибываем в новый цех НТТЗ( Нижне Тагильский Трубный Завод). Получив вводный инструктаж от "нашего заказчика" (устанавливают итальянскую линию сварки профильных труб) - Нужно обвязать систему охлаждения сварочной установки (ТВЧ). - а чертёжи. - мы их не можем найти,но есть схема. - схема,это хорошо.А почему "шкаф очистки воды" наоборот поставлен,да и теплообменник не на месте? - Ой,парни ну сделайте как нибудь к субботе,ну очень надо "к нам едет ревизор". И вот нас ждёт пара занимательных вечеров. Вскрыв ящик,с удивлением обнаружили, что "не всё так гладко в нашем мире" помимо необходимого количества труб (нерж.304 ф60х2 и ф 38х1.5) и нескольких упаковок с "отводами 90` ", находился ящичек с тройниками и американками).Как оказалось "итальянские товарищи" решили, чтоб всё было на "фитингах" (сборно - разборным).После необходимого уточнения "финансово-экономической части" и "техническо-глупых вопросов", нас ждали порядка 40 стычков. Фитинги,фитинги, ох уж эти фитинги.Пришлось сляпать спецключики из найденных железок. Пацаны собирают ,а я гаечки кручу В этот раз нам помогал "малыш" http://websvarka.ru/talk/index.php?showtopic=4127&p=113602 RILAND 160GDM
3 балла
-
Чугун и П\А
2 балла
-
Пластина 400х400, s=6-8-10 мм (РСA, D40A или любая другая), линии по нитке и валики, валики, валики наплавки. Всё это я уже говорил страниц **-цать назад.2 балла
-
....юзаю Ресанту 220 год, иногда по восемь часов в день, но это редко.... пока справляется. В гараже "отвалился" ноль на вводе, 380 "потело" в розетки бытовые, чайник муз. центр сгорели, Ресанта выжила, только перестала работать "защита от залипания"! Месяц периодически варил на даче, в пыли иногда в сырости-живая собака!))2 балла
-
А у меня в СО2))2 балла
-
@Шурпет, примерно вот такими уровнями http://www.centroinstrument.ru/data/default/img/catalog/item/1/340-postrite-02.jpg По этапам делается примерно так. В кондуктор закладывается и варится по очереди два прямоугольных основания из швеллера. К тому, что оказывается сверху привариваются углы бытовки - приставили, уровнем откорректировали, прихватили, обварили. Далее эта часть переворачивается, стыкуются углы, прихватываем и обвариваем. Типа схему сделал вид сбоку http://cs622622.vk.me/v622622196/3984/NQqJ4Efsfsk.jpg2 балла
-
"трубы, разных диагоналей"(с.)2 балла
-
@bader, только вот я уже давно курить и бухать бросил, слишком много было выпито и скурено.2 балла
-
Сегодня ваял тележку. Предназначена для перевозки шести пятилитровых бутылок с водой. Размер чуть с запасом на две по ширине и на три в длину. Осталось подрезать оси, законтрогаить, набить колеса смазкой и покрасить. Материал -профтруба 20*20, 10*10, оцинкованная сварная сетка. Колеса на литой резине, потому что будущему владельцу качать их нечем да и не кому если что. Тяжеловаты они правда, но дебелые и шарниры хорошие. Сетку пытался ручником приварить, но больно тонкие прутики - горят. Прикрутил клопами в итоге. На ручку кусочек трубки приварганил. Завтра надеюсь покрасить засветло и можно отдавать.
2 балла
-
Тепличка
2 балла
-
"Мы не должны жить сыто, мы должны жить весело!!!" (С) М. Задорнов. Первый пуск деаэрационной установки (см. "Галерею сварочных работ") был полностью неудачным... Установка тупо не работала. Связались с производителями, а они, что называется, стандартно ответили, типа, ну, извините, фигня получилася... Подумаешь, в длине датчиков уровня напутали и забыли ввести в схему электроконтактный манометр для контроля давления воды на входе... Сущая мелочь Ничего, приедем и поправим. Берём сварочный аппарат и наращиваем короткий штатный электрод такими же огрызками, "заботливо" присланными производителем этой "шайтан-машины". В качестве сварочного стола-резервуар парогазоотделения. Источник тока-хорошо знакомый многим аппаратик... Для вживления отводов под ЭКМ и на охлаждение форвакуумных насосов меняем аргонную горелку на обычный держак и вот тебе, пожалуйста... Запустили. Работает. Только производительность-явно ниже паспортной. Чую, "выведение блох" явно затянется и со сваркой придётся сюда ехать ещё не раз...
2 балла
-
С электронным билетом заполнять анкету не нужно (вот этим он и хорош, не суеты , паспортные данные не надо и авторучку искать не надо) , отдадите на входе и через 3-5мин получите именной бейдж и дорога открыта. Лучше во второй день выставки, это получается 8 числа, все работает , все на месте.1 балл
-
Ну что могу Вам, девушка, сказать?.. Швов тут ещё нет, только валики. В общем-то неплохо, особенно если учесть, что варили на весу. Я так не умею и потому на правом мизинце I фаланга уже не разгибается. Опирайтесь рукой на колено, локтем на войлочный коврик или к чему ещё прижимайтесь... И не спешите - всё будет получаться (со временем).1 балл
-
С таким зазором никакой расход не справиться, только хуже будет. ИМХО. Сваривать участками между прихватками, технологии много раз пережеваны на "чипмейкере", на Ютюбе тьма видео !!!!!!!! Зазор "немного " великоват, присадком обр. валик формировать не по феншую. ИМХО. На 5 мм толщины по корню я бы поставил 60-80А (зависит от многих моментов). ........ Товарищ, вы откуда? Может чуть по профилю заполнить? Где диагоналями трубы меряются? Жуть как интересно. Мой совет. Делайте любой хват, главное, чтобы был упор кисти с горелкой на стол или на деталь.1 балл
-
Круазик, такой подход должен быть в принципе ко всему.1 балл
-
Не приведи Господи накладывать свой шов рядом с таким "шедевром" на старой трубе... Я несколько раз попадал в такую засаду. Наложил шов-потёк старый рядом. Особенно, если газом варил. Шлак выплавился из пор и всё, привет... Поэтому взял за правило рядом со старыми швами не варить. Удалять сразу.1 балл
-
вот манагера заставил перефоткать образцы (с моего дремучего телефона на мой еще более дремучий ноут не получается фотки перелить) для/с предприятием одним готовили техпроцесс сварки титана.
1 балл
-
Если пробовали - раскажите пожалуйста (подробно+ примеры)1 балл
-
Может какие-то конторы и готовятся под выставку на спец материалах, швы долизывают зарание (такое могут делать есаб , оерликон и им подобные) , но в моих конторах (польской, белоруской, немецком лорхе)- работают на материалах которые реализуют в стандартных продажах клиентам. Тут и зарыта собака политика фирмы. Упор ставится на оборудование (способное работать в широком диапозоне материалов\расходников), или упор все же на материалы\расходники продаваемые данной фирмой. По сварке алюминия видел очень немного производителей способных выдать устойчивое качество на широком диапазоне качества проволоки. Очень удивили ваши снимки (я так понимаю на селко варили) , у нас в Белоруссии селко показывает слабее результаты (видно сказывается отсутствие инженера по сварке у фирмы представителя). Мы еще на режим сварки алюминия СМТ ( у фрониуса есть такая ловилка сварочного бога за яйца) посмотрим \освоим\ применим \обсудим(под сигаретку))))).ПС -без обид.1 балл
-
- А сколько у Вас стоит 1 см работы? - Берем только от километра работу! - Погляди, "инвектор" сломался! - Я не ремонтирую сварочники. - Ну ты же сварщик!1 балл
-
@Stas_l,а собственно о каком проваре корня шла речь,если разделок никаких нет?Или вы хотели на больших токах проплавить до корня 14 мм.?1 балл
-
<<Ручная аргонодуговая сварка должна выполняться на постоянном токе при прямой полярности (минус на электроде) с обязательной газовой защитой как жидкой ванны, так и уже выполненных валиков с лицевой и обратной стороны, и прилегающих к ним зон основного металла.* Защита от окисления наплавляемых валиков и прилегающих к ним зон основного металла должна обеспечиваться применением газозащитных приставок, которые входят в комплект постов. **>>1 балл
-
Знаю. Ровно тем же самым из-за чего пришлось это делать. Мне тут просто и совесть чиста, если упаду сам и виноват )1 балл
-
Здорова были, брааатаан! (шутка))
1 балл
-
http://cs14108.vk.me/c540106/v540106438/186e1/TmgrP6cyVgY.jpg1 балл
-
Во, наконец нашел хорошего пациента! Для скептиков, если такие остались - сварка цинка! Дворник с "Мерина", видно надпись - Zn5. Правда не знаю что это означает, но явно, что цинк - основа Тааак, вроде прихватилось... Все было измазано холодной сваркой. Вот пишу это словосочетание и меня прям выворачивает, убил бы маркетолога, который это гуано назвал сваркой... Пока кручу-верчу, не очень красиво все... И вот после наведения марафета
1 балл
-
Насколько получилось, надеюсь в общем суть понятна. http://cs619218.vk.me/v619218196/15c75/yM7nApREDeQ.jpg Нарезка швеллера и уголка в размер. http://cs619218.vk.me/v619218196/15c61/_jn6t9n-GLw.jpg Варится каркас. Вертикальные стойки уголок, остальное швеллер и полоска для водоотвода. http://cs618521.vk.me/v618521196/18fc6/k6K69JJlQF0.jpg Пилятся доски. http://cs619218.vk.me/v619218196/15c6b/dz1whyP0Xjw.jpg Дальше из досок, двп и утеплителя собирается пол и стены. http://cs619218.vk.me/v619218196/15c9d/gSJHZBjCmIc.jpg Вот такой утеплитель. http://cs619218.vk.me/v619218196/15c93/xiKic1NYDaU.jpg Все это дело собирается и обшивается. http://cs619218.vk.me/v619218196/15c4d/8-xsMCTFzgA.jpg Листогиб. http://cs619218.vk.me/v619218196/15c57/qCYvaVyJmBM.jpg Для загибки листов для водоотводов по низу бытовки. http://cs619218.vk.me/v619218196/15c43/UTsRfjCPA0E.jpg И для окон, которые крепятся в деревянный каркас. Крыша - листы 1.5мм, сваренные в нахлест. http://cs619218.vk.me/v619218196/15c39/WJgvY2XMyLo.jpg Внутри обшивается вагонкой. Вешаются розетки и свет. http://cs619218.vk.me/v619218196/15cc5/-bPhUxNMY2U.jpg Окно изнутри. http://cs619218.vk.me/v619218196/15ccf/urftrOAX3yk.jpg Увозят уже готовую бытовку. http://cs619218.vk.me/v619218196/15d01/WH23J2GF6to.jpg Остальной инструмент, который не попал в фотки - бензопилы, шуруповерты, болгарки разных размеров, руки Мой горизонтальный шов на каркасе. Шлак отходит сам) http://cs619218.vk.me/v619218196/15d15/8uaCU7krjUw.jpg А где не отвалился две крупные поры, но и все исправил http://cs619218.vk.me/v619218196/15d1e/Aycj25kZp8M.jpg The end.1 балл
-
В жизни всегда есть шанс...
1 балл
-
Окончание обвязки деаэрационной установки. Врезки, выполненные нами, думаю, не сильно испортили интерьер газовой котельной пр-ва Германии. Уличная часть теплотрассы: В последний момент трассу холодной воды решили снабдить не электрообогревом (греющим кабелем),а "спутником"-трубами с горячей водой. Пока шустрые изолировщики не укутали трубы, пришлось немного поварить мелкие трубочки (полдюймовку). Обвязка теплообменников. Сам процесс: И результат: Обвязанная установка: Она же сбоку: И сзади:
1 балл
-
Ещё немного швов на трубах... Ф 133 мм. Горизонтальный стык и врезка в горизонтальную трубу того же диаметра. Электроды ЛБ-52У, ф 3,2 мм. Ток 65-95А (регулировал через ПДУ). Вертикальный стык. Электроды те же. Ток-около 70 А Что называется, "поигрался". Сварка вертикального стыка на спуск. Ток 95 А Электроды-те же. Всякая мелочь, типа трубы-полдюймовки. Электроды ОК-46.00 Ток 85 А, в отрыв.
1 балл
-
"Столетье промчалось и снова, как в тот незапамятный год, Коня на скаку остановит, в горящую избу войдет. Она бы хотела иначе носить драгоценный наряд, Но кони всё скачут и скачут, а избы горят и горят." Н. Коржавин Мадмуазель, восхищен Вашей сварочной целеустремлённостью!http://s7.rimg.info/d074d1214143563d43f9f234fbd78acf.gif1 балл
-
Родной МурмАнск в это время. Никакого фотошопа. http://cs540101.vk.me/c7007/v7007801/2097f/gT2jWnDsqzg.jpg http://cs540101.vk.me/c7007/v7007801/20978/m8SoIlW-v18.jpg http://cs540101.vk.me/c7007/v7007801/2098d/P1SnD0aVwow.jpg http://cs540101.vk.me/c7007/v7007801/20971/kc8xoS-x-pY.jpg http://cs9343.vk.me/v9343877/1733/yOoHfVbH0Os.jpg1 балл
-
Мой боевой комплект. Щиток с названием, кстати классный, друг с Питера прислал, спеццуха прошлой конторы, фроня с элевара перекочевал в другую контору и монтажника с собой захватил. Ботинки с Германии заказал, 6 тысяч обошлись,uvex, отличная контора, летом ноги не потеют, зимой не мерзнут и есть носок титановый. Заказывал через ебэй сайт. Вещь!
1 балл
-
Я фотки у клиента попрошу (титановые теплообменники варит) посмотрите -оцените эстетику шва. За скорость можете в принципе не сомневаться (реально быстрее) и что немаловажно- качественней так как подача проволоки отнасительно ампеража соблюдается автоматикой лучше чем руками (очевидно). Немаловажный фактор - сварщик вторй (освободившейся) рукой создает демпферную поддержку горелке что позволяет больше сосредоточится именно на сварке ( на качестве и красоте шва скажется сие однозначно).1 балл
-
Да это похоже черная сталь, варенная П\А или плазмой системы Мультиплаз который водочкой заправляется перед сваркой , и потом покрыта лаком. .Тамошние ребята и представления не имеют о микроплазменной сварке, даже слово инвертор написали с ошибками. Вот шовчики нержи от глушителя Субару, здесь фирма может похвастать своими швами.
1 балл
-
Дима скорость,это явление приходящее.На самом деле,с учётом последующей обработки корня после РДС,выходит побыстрее.Тут главное "поймать свою волну" (подобрать ток под зазор или зазор под ток).Например я,зазор делаю чуть меньше присадки или вровень с ней (правда пользоваться предпочитаю ф2мм и электродом 3мм)....Больше ток -быстрее скорость А в этой теме проблема в другом. Это полное отсутствие опыта в полуавтоматической сварке,отсутствие нормально проработанной технологии на предприятии,с кадрами тоже походу проблема (раз такое ответственное дело сваливают на новичка). И что бы ovik,как то помочь:В первую очередь он должен нас тут своими фотками просто закидать,(пусть будут страшненькие швы,ничего смертельного).Хоть как то визуально и то легче помочь настроится,чем "гадая на кофейной гуще".Тем более нужно учитывать очень много параметров,причём даже таких банальных,как манипуляции горелкой. WebWelder уже подсказал кое что,но этот список далеко не полный ( о нём так же информация скудна,хоть и делает вроде нечто подобные вещи,да и как у него это всё получается,кроме него никто не видел http://websvarka.ru/talk/index.php?showforum=13 Как говорится "Добро пожаловать". Нынешнее поколение полуавтоматов ,таких как Таурус от ЕВМ и им подобных др.производителей по настоящему дают познать для себя "Сварочное волшебство",с таким оборудованием возможно многое, что раньше казалось запредельным для "ручного пулемёта полуавтомата".... Так что ovik ,WebWelder не стесняемся,опыт дело наживное и делится им не грех....1 балл
-
не внимательно читал. Дополню AMBIVERTа аргонят(РАДС) ещё и для того чтоб с полуавтоматом не заморачиваться,(очень сложно настроится на сварку корня),а когда диаметр и толщины меняются (на дню по несколько раз)-это очень хлопотно. А вот сварка полуавтоматом по заваренному (РАДС) корню,позволяет "пропускать через вращатель" несколько разных диаметров, с небольшим изменением только скорости вращения трубы....1 балл
-
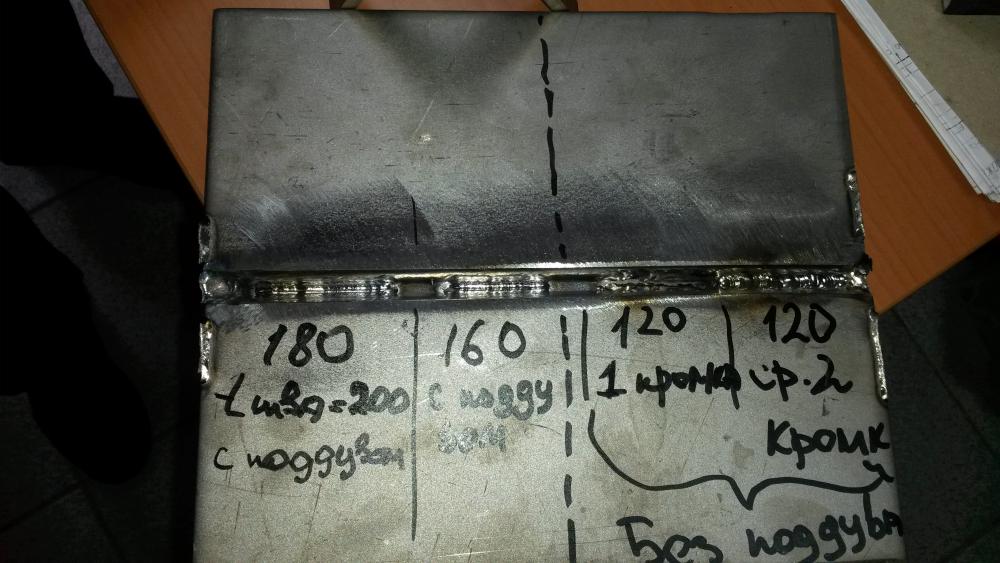
Неправильно выбран режим сварки. В полуавтоматах два основных параметра: скорость подачи проволоки и напряжение холостого хода источника питания. Скорость подачи проволоки напрямую связана с током сварки (больше скорость - выше ток сварки). Выбирается исходя из толщины свариваемого металла, желаемой производительности и др. Под установленную скорость подачи сварочной проволоки подбирается напряжение. При слишком низком напряжении дуга не зажигается, слишком высокое напряжение приводит к быстрому сгоранию проволики до токоподводящего наконечника, дуга гаснет. На образцах надо подобрать напряжение на дуге. При правильном сочетании скорость подачи проволоки - напряжение на дуге будет хорошее формирование сварочного шва, незначительное разбрызгивание, да и звук дуги будет приятным.1 балл