Лидеры




Популярный контент
Показан контент с высокой репутацией 24.04.2014 во всех областях
-
Ещё малость. Интернет у меня мобильно-дебильный, потому загрузка весьма долгая.
 7 баллов
7 баллов -
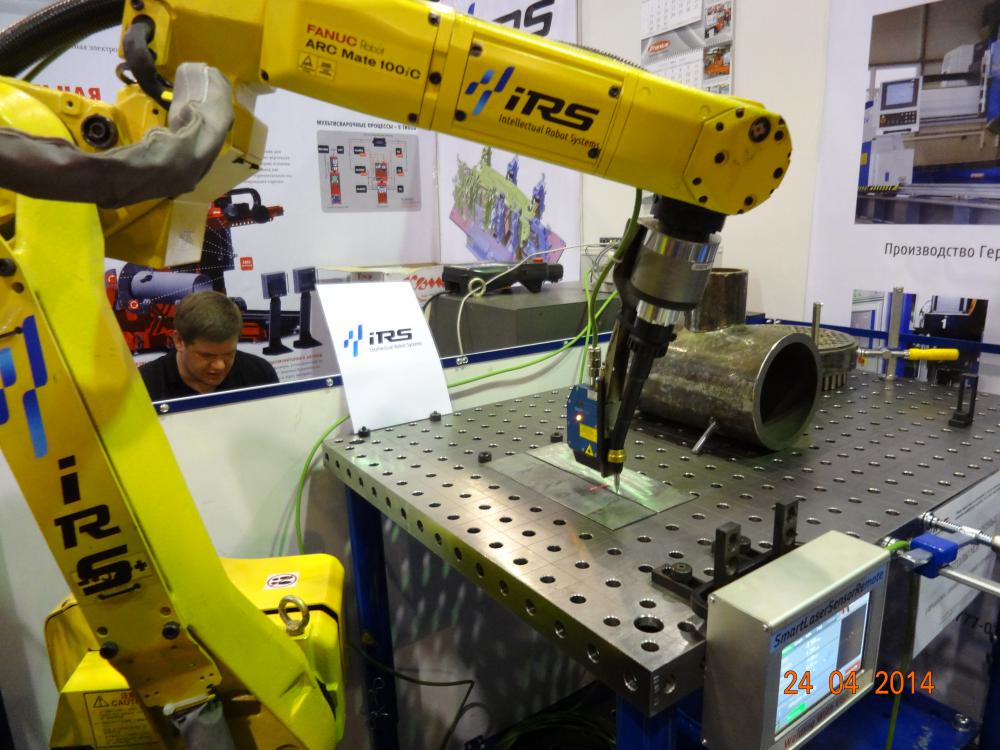
Вот ещё малость аппаратиков, что были тут.
6 баллов
-
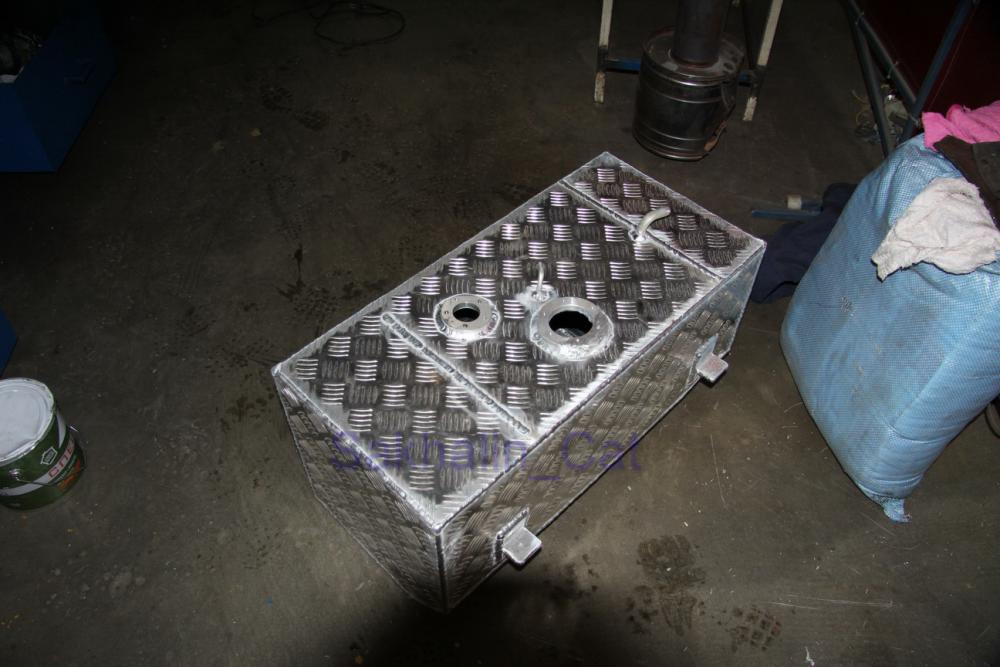
Сварил ,отполировал.Надо шноркеля поставить,сезон однако начинается.
5 баллов
-
Тут в основном стандартный набор. Лидеры в сварке. Новинок как таковых не видел. Всё давно известно. Только робототехнологии развиваться стали.
5 баллов
-
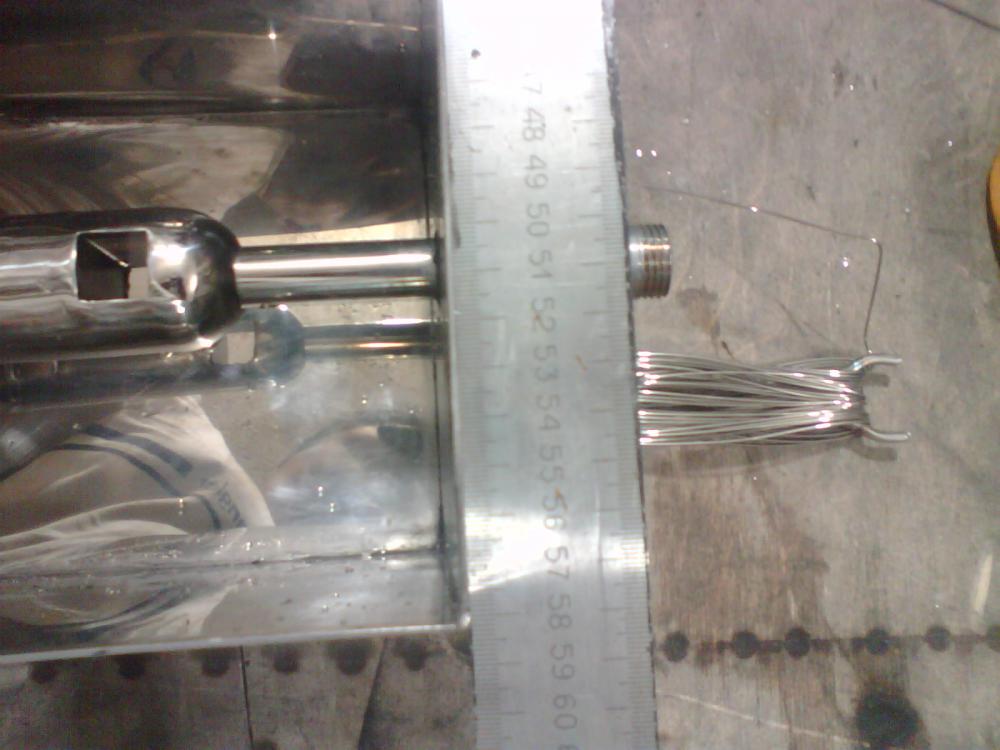
Познакомил тазик с импульсным режимом и тряпкой с водой. Размер 400 на 150 и 150 мм, толщина 1,5 мм. Не прихватывал к жесткостям прихватками и не пользывался струбцинами . Но зазор от такой наглости под линейкой менее 0.6мм от деформации остался.
5 баллов
-
Редуктор китайского мотоблока.
4 балла
-
Немножко фотографий с работы.
4 балла
-
@Cactus78, вертикал: ф3 уонии 13/55, 80А реальных - устанавливал для Авроры и Блувелда по амперметру для каждого без отрыва Авророй 80А снизу вверх В отрыв Авророй, ток 105А снизу вверх без отрыва Авророй, ток 50А (при этом регулятор выкручен на минимум и кажет 31А) сверху вниз @Константин Краев, без отрыва 228 Блувелдом, снизу вверх 80А Аврора и уонии - ноу проблем. Вообще сычёвскими уонями варил третий раз в жизни, первый раз попробовал при покупке пачки что варят, второй раз заварил какую то чугунную подушку двигателя от Урала (за 500 р), это третий раз, т.е. если варить чаще, то получиться может и должно лучше.
3 балла
-
, да вы батенька садист , сверху вниз - ф4 ОК46, два следующих читаются и синий ф3 МР3-С Тройки не смогли, уонии даже пробовать не стал (но если бы те смогли, то попробовал бы, хотя изначально затея виделась провальной) Дырень сделана ф4 ОК46, вот его остаток
3 балла
-
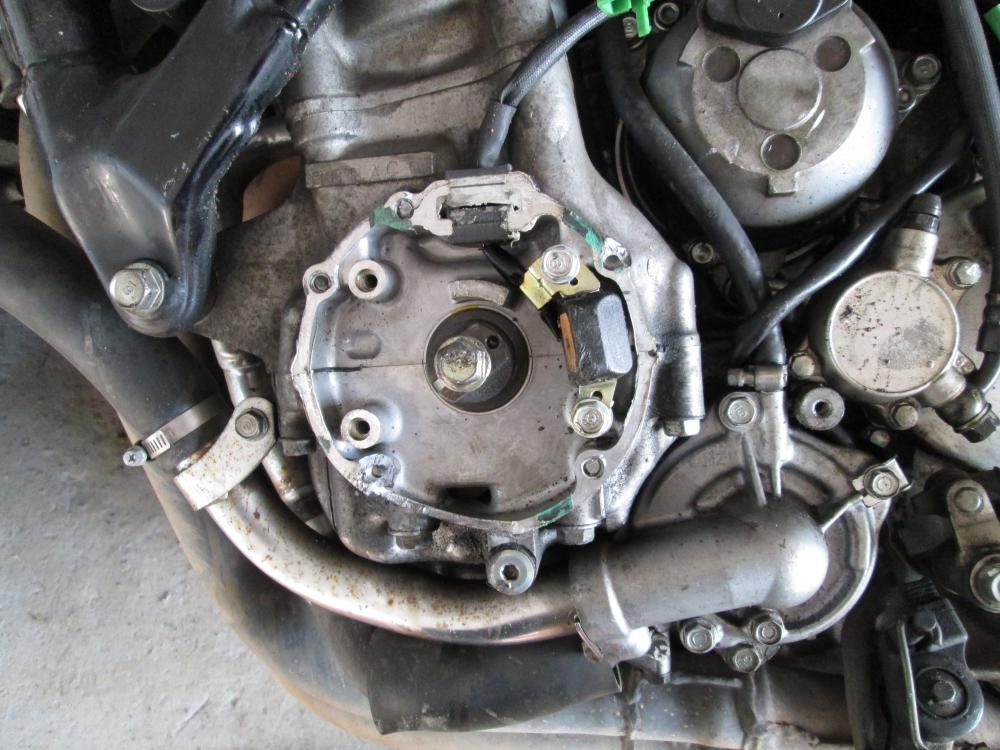
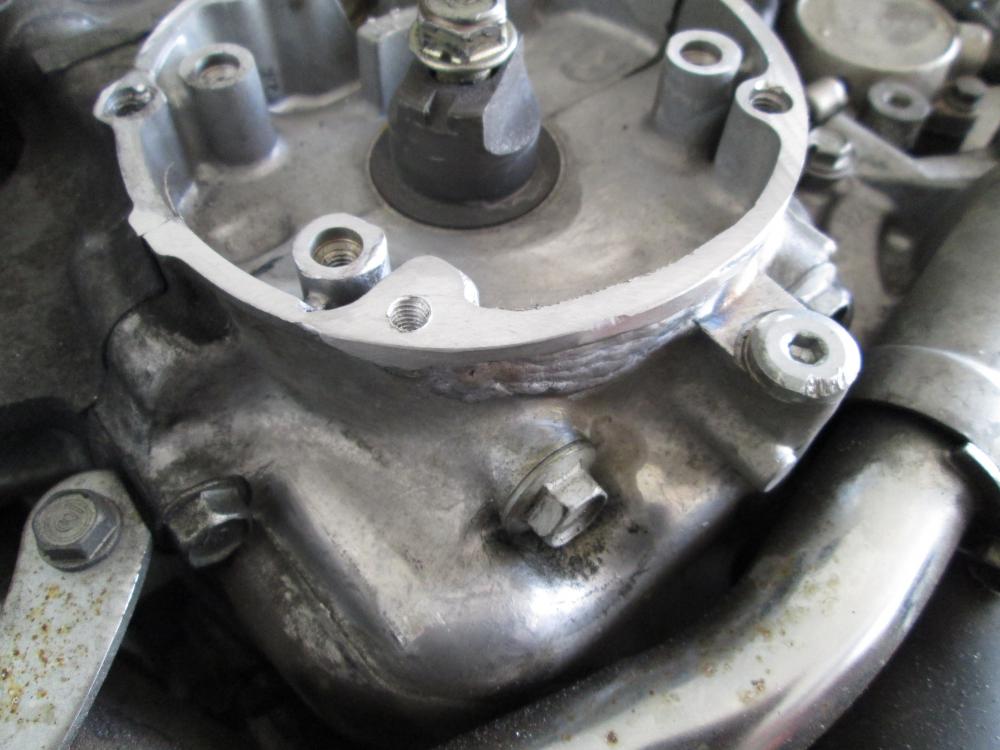
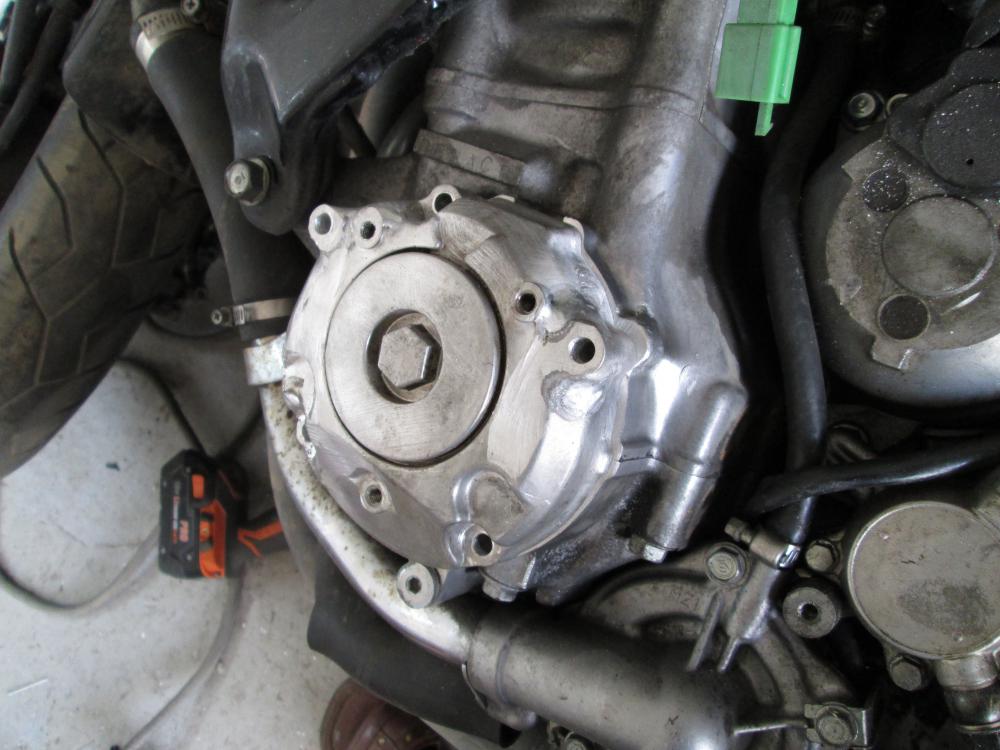
Это плохой пример с вашей стороны. Восстановить можно почти любые детали, было бы желание, возможность и желательно опыт. Было так: Стало так: Сергей, не понятно, в чём проблема? В собственном бессилии? Человек уже второй сезон катается, а в сервисе предлагали замену двигателя.
3 балла
-
@Леха Сварщик,@Nub,@morgmail, тема не об аппаратах, амперах и дырках. Ну хватит уже, а?@Димон59, Вам форум ничего не даёт? Уронили-елозят говорите? Так может просто поискать где получше, что ж Вы с нами такими нехорошими общаетесь?2 балла
-
Ещё заметите. Никакой предвзятости, это нормы правописания, которые придумали для того, чтобы облегчить восприятие текста. К Вам тут отнеслись с вниманием и пониманием, уважайте и Вы, в свою очередь, собеседников. @Сергей Карел, вот эту тему читали? http://websvarka.ru/talk/index.php?showtopic=30252 балла
-
Это правильно! тем более не все так близко к Новгороду и не у всех есть возможность посетить!2 балла
-
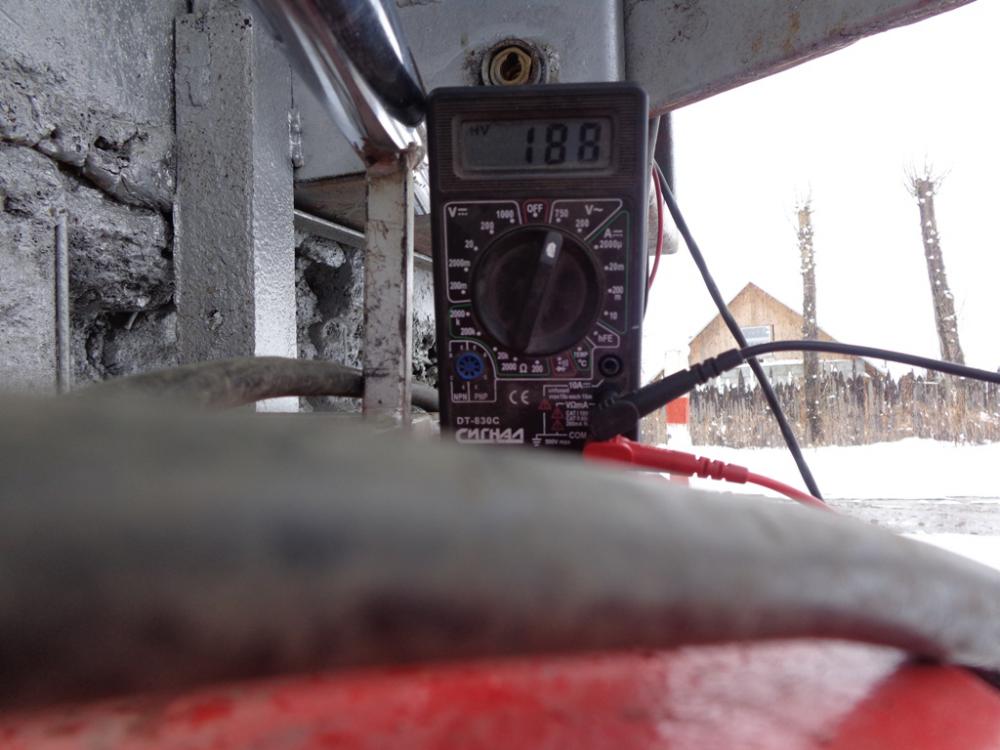
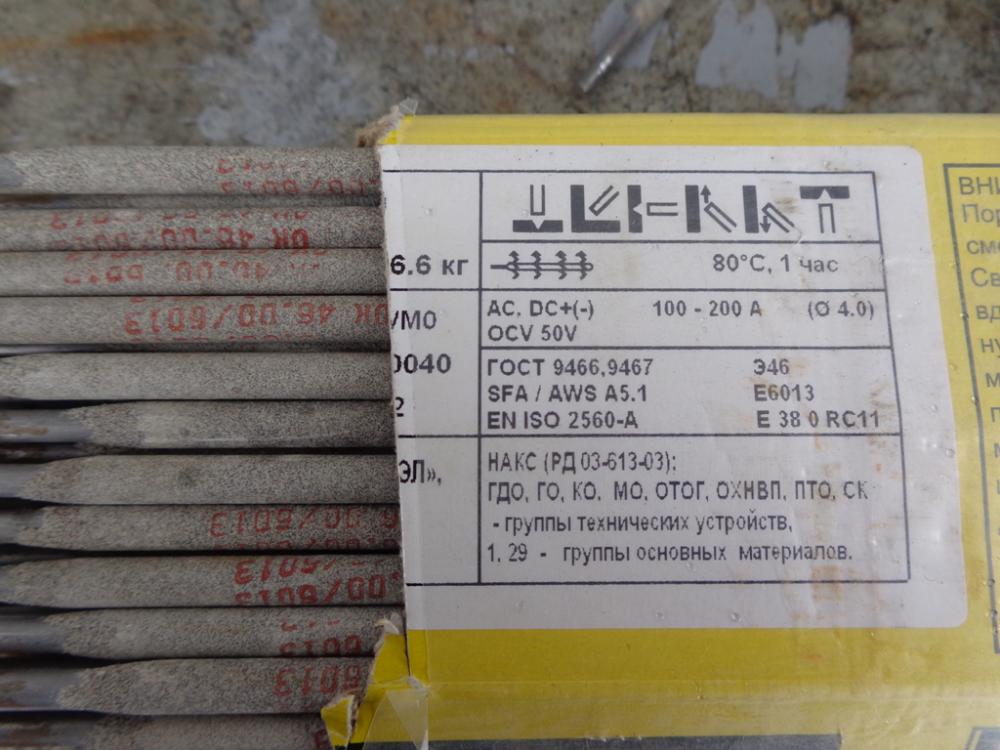
Сейчас от туда http://websvarka.ru/talk/index.php?showtopic=4194 , Как там на Лёху Сварщика то накинулись, Чел просто высказал своё мнение и всё! И я его разделяю, что 200 лучше чем 160. Возможностей больше. Ведь никто не знает фронта и условий работ Лёхи, может там 160 не катит. По моей просьбе Isperyanc, дырочку в шелезяке прожёг, и я взял подобную железку, тока аппаратик помощней. С напругой сегодня не густо, но почти 2 дырки прожёг. Первую не досмотрел, снизу искрануло, и я давай вторую жечь. Напруга в гараже. Напруга во время сварки. Подопытная шелезяка. Электроды. Ну и результат. Аппарат однофазный, да - потяжелее, да - подороже, но его возможности того стоят. Так что я тоже за аппаратики от 160 и более, И ещё; Лёха пообщатся пришёл, а после таких нападок, появится ли он здесь снова? Проще надо быть.....проще...
2 балла
-
Папаша молодец! Я вот в отпуске 4й день и уж тоскую по "вредности". Обьявление вот состряпал в местной сети http://www.izgr.ru/?mod=boards&page=single&id=161886 Вот щас голову ломаю - как с людей (хоббистов) брать деньги? где наглости набраться? Не брать - засмеют. Брать - так уж драть по полной )) Короче думаю. Конец объявления запорол жутко. Наорите на меня. --------------- Менгон:-Конец объявления выдал вас с головой, - "Земля, я-Сатурн".2 балла
-
@saper24, лЕнитесь батенька,лЕнитесь..
2 балла
-
Есть мнение ? У кого какое?2 балла
-
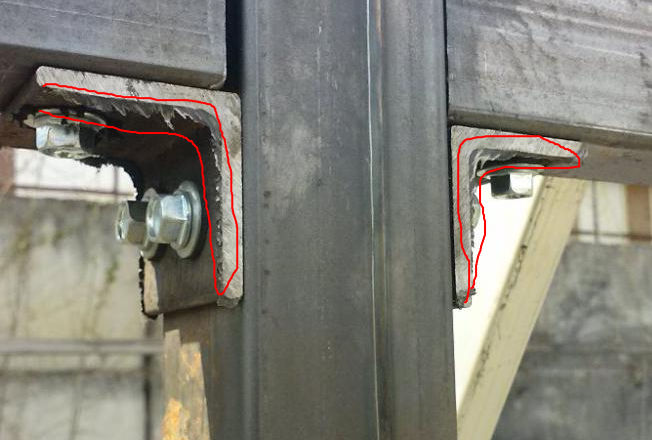
Сегодня из темного и пыльного угла было велено достать и возвести склад.Нарезал элементов и накрутил уголков я больше месяца назад. Но юридические формальности оттягивали момент возведения. Только фундаменты залили точечные и все. Конструкцию попросили собрать при минимальном участии сварки. Хотя на месте напруга есть, но конструкция временная. Надо будет по команде быстро разобрать и возможно собрать на новом месте. Потому ничего не красили и не зачищали. Бюджет минимальный) Размеры дурацкие, 17*2,5 *3 м, причем 2,4 ширина))) но по чертежу! Основная цель украсить участок зданием в короткие сроки для дальнейшего продвижения бюрократической машины в нужную сторону. Но это заботы не наши. Итак два дня я пилил и крутил в цеху в одно лицо элементы каркаса. На месте собрали часов за пять, не торопясь. Завтра профлистом обошьем. Это виды так сказать. Это узлы. А это вот вся сварка на месте. Приварка стоек к фундаменту.Ну и двери на ночь прихватил что б алканавты не сперли.
2 балла
-
Оказалось,что хобби плавно перерастает в доходное предприятие.Сосед-буржуй увидел мои поделки и вот получен заказ на 20шт каких то поддержателей плетущихся роз.18 метров прута 12мм в одном изделии-и не жалко ему.
2 балла
-
То - то, да сё, вчера доделал и отдал, потом гости и интернет в дауне - поэтому пишу сегодня. Другим никаким сварочником не касался, всё сделал инвертором AuroraPRO INTER 160: на последнем фото капельник* для отвода воды из каменки, для случая когда её "зальют", чтоб отвести воду наружу и не по стенке печи. *капельник получился из обрезка укорачиваемой резьбы, после его приплющивания Погода испортилась, снег с ветром, попробовать инвертор и основными электродами и на длинном удлинителе и в сравнении с 228 Блувелдом отложу на позже.
2 балла
-
Поварил сегодня на выставке полуавтоматом фирмы Lorh, в режиме SpeedRoot. Это аналог линкольновского stt, как мне объяснили. Ну...ничего так. Варил две пластинки м/у стали, s 3мм, проволока 1,2 мм, защитный газ фогон. Пластинки поставил так что зазор расширялся книзу, с 0 до 15 мм. Сварка на спуск. Вначале варил с отрывом- на синергетических настройках, которые выдаёт аппарат, для такой толщины, середина шва в режиме SpeedRoot- без отрыва, и нижнюю самую широкую часть зазора в обычном линейном режиме и без отрыва, правда попросил демонстратора помочь настроить аппарат под меня. В синергетике мне не понравилось. Что то такое вот получилось: Лицо Изнанка на валик рядом с обратным формированием не обращайте внимания- он до сварки зазора был. Для наглядности вырезал каждый участок и шлифанул торцы. Лицо Изнанка Торцы слева направо: 1) линейный(мои настройки) 2) SpeedRoot 3) синергетика с отрывом
2 балла
-
Меняем розливы на пластмасс, 4-5 дней - дом. от 4ёх до 12 стояков, длина от 30 до 60 метров, но узлы варю на каждый, всё гнилое, правда не фотал все, 4ый доделываем, потом ещё один и домой. А это фото, толи поржать, толи посочувствовать. Трубы отдаём металлистам с условием, что они и весь мусор вывозят, обмуровка и стекловата. Пацан - самоубийца и с ним иноземец, ни бэ ни мэ. Минут 20 он пилил одну трубу, я прятался в это время, потом мне надоело прятаться, и я предложил ему резать резаком, (у них был, но я настоял на болгарке) только на этот раз мне пришлось затариться водой и поливать всё вокруг, так-как пацан даже не смотрел, куда искры летят, чуть гофру не порезал. В прошлом году они уже поджигали подвал .
2 балла
-
Я убью этого барана!!!!! Позорище. Как во всех нормальных фирмах, у нас так же есть весьма ТАЛАНТЛИВЫЕ менагеры. Приношу за них свои извинения!!! Есть и на том и на этом режиме.2 балла
-
Всем привет, я у вас тут новенький. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Кем работаю сам незнаю, но немножко фоток покажу, немного оборудования и прочего. http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Правда фотки старые, все поменялось почти, но буду на работе накидаю новых.
1 балл
-
на форуме часто возникают вопросы,требующие доооолгой писанины. поскольку не у всех коллег(у меня в том числе ), руки заточены под кнопки клавиатуры,а под молоток и держак.,предлагаю при долгих он-лайн дискуссиях/тех.вопросах и т.д., переходить на мобильную интернет-рацию для голосового общения с коллегами он-лайн. скачиваем соответствующий контент http://zello.com/ установка на смартфон http://youtu.be/2gZTBcpUGu0 установка на пк http://youtu.be/I9StWNKR1lY присоединяемся- канал вебсварка https://zello.com/channels/c/c880e2c4 время эфира пока не определено .можно согласовывать здесь,на сайте всем зарегистрировавшимся просьба добавлять свой контакт в этой теме. мой- svarnoi691 балл
-
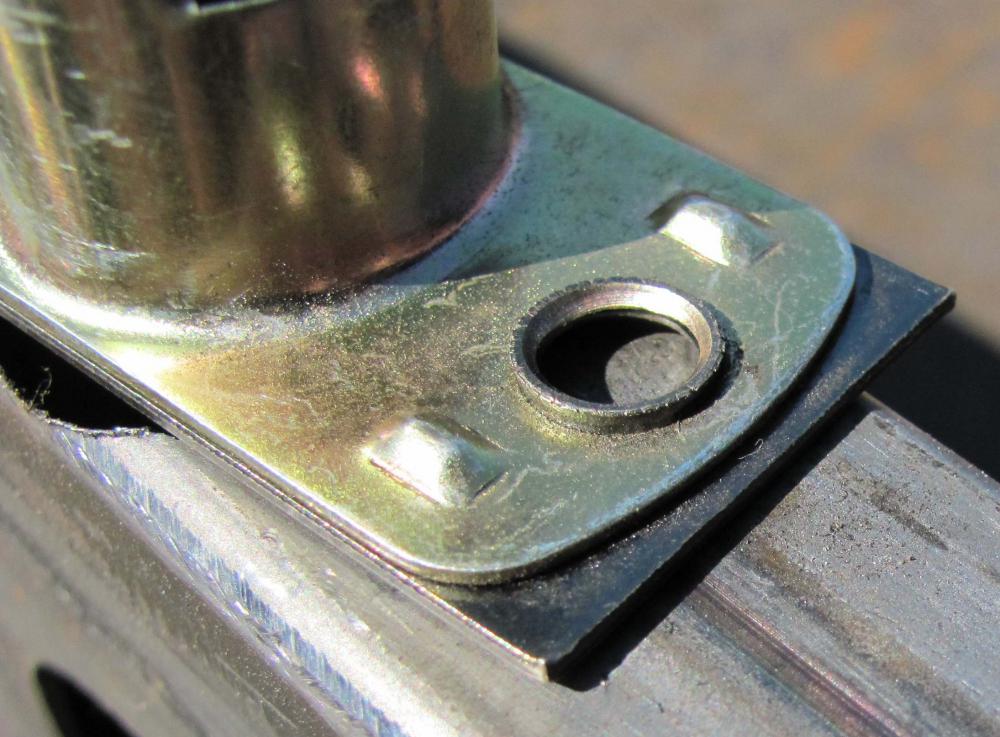
Привет всем! Решил создать темку ,чтобы не влезать с мелкими домашними сварочными работами в ряды высоких профессиональных сварочных жрецов с их ааагромадными прожектами.Прошу модераторов перенести посты любителей в эту тему. Пока продолжу со своими приятными изысканиями в сфере вело-прицепостроительства.Прицепное труба 15х3мм -нежавейка,марку не знаю-не магнитится.Электрод Хюндай R-306-2.5мм.Аппарат ЕСАБ Бадди 180.Сварка с отрывом на 75А.Вставка -Ст.20-ваприл нержу с чернухой. Ухожу на Sea trial-ходовые испытания.
1 балл
-
Мне вообще непонятно, зачем эта тема вообще нужна?1 балл
-
Новая методика по выбору св. техники TIG на постоянном токе? Может уже пора наказать пару человек за флуд? http://websvarka.ru/talk/index.php?showtopic=6421 балл
-
Для Х18Н10 толщиной 0,8 мм - 10 ампер , это много. Может и можно научится быстро проходить шов, не знаю. Я варю тонкий металл от случая к случаю, и для меня лично, отсутствие возможности уменьшить ток меньше 10 ампер -проблема. Так я о красоте вообще не заикаюсь. А по поводу Сварога AC/DC - правильно сомневаетесь.Эти аппараты не предназначены для тонкой работы, вот сутками на больших токах, это пожалуйста. У друга такой стоит, только 315 ампер. А по поводу предвзятости Иларии, так она модератор только в этом разделе. Поэтому в других прядок и не наводит. А по сути - права. У меня правописание на обе ноги хромает, но стараюсь. Неприятно читать написанное с ошибками. И другим неприятно на мои ошибки смотреть.1 балл
-
Переделал платформу под сварочник-теперь тележка с ручкой для навески рукава и провода массы-гораздо удобнее стало работать .При сборке основной критерий наличие комплектующих-я его слепила из чего ну было.
1 балл
-
@Урий,Понятно .Я просто лишён этой проблемы , поэтому не в курсе нововведений1 балл
-
@Сергей Карел, Европейский производитель, ценовая категория, и функционал все что нужно для TIG. Вы сами не можете перерыть интернет и найти что либо Китайцы вас не устраивают, ЕС и США для вас дорого, вот вам средний и по цене и по качеству. Я вам предоставил те модели которые рассматривал сам со своих закладок.1 балл
-
, Так ведь стараюсь придерживаться темы "Хобби..."( типа на коленке ,на кухне...) ежели все покажу-переведут в "Фото с работы"
1 балл
-
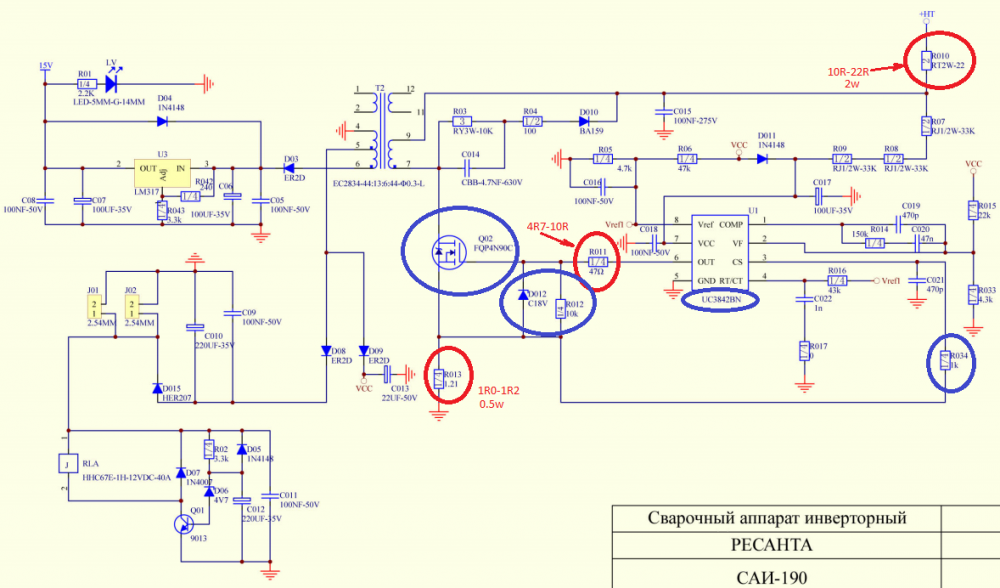
Схема БП. Красным обведены элементы при "типовом" выходе из строя. Синим при выходе из строя 3842 и тд. В вашем случае менять и те и те. Вместо R013 (SMD 1206) необходимо акуратно впаять на его место выводной резистор на 0.5Вт с надетой на него изолирующей трубкой. Транзистор меняется на любой но на 900В
1 балл
-
Я не про конструкцию, я про болгарки на полу, и прочие железки, за которыми нагибаться надо когда нужны.1 балл
-
@Илария, Вроде аппарат неплохой, но вес 16 кг. по стройкам не потаскаеш, только как стационар, с таким весом уже можно AC/DC1 балл
-
Это Вы где такое смотрели? Посмотрите на официальном сайте http://ei-neon.ru/produktsiya/11-argonodugovaya-svarka1 балл
-
Обучайте на своей территории, тогда типа - за свет, электроды, металлолом, амортизация сварочника, люди поймут и будут платить. @папаша, может сначала о себе позаботится, и сделать какой ни-будь столик, чтоб не нагибаться за каждой мелочью? Организация рабочего места - не маловажный фактор.1 балл
-
В общем что хочу сказать- режим забавный, уметь особо ничего не надо, ванна сама "втягивает" капельки, даже глазом видно. Обратный валик формируется так сказать без участия сварщика. Даже скучновато как то. Мне кажется можно делать то же самое, просто подобрав подходящие настройки в обычном линейном режиме, ну, чуть внимательней конечно придётся, позёвывая варить, как при этом SpeedRoot-е конечно не получится.1 балл
-
Давненько кольца не сваривал, а тут подкатило и прям на выходные. Аж три кольца АМг 6 толщина 15 мм и 20 мм, V разделка, шов С21, присадка АМг 6 диаметр 3,15 хим.полировка, вольфрам WZ-8 (белый) диаметр 4, аргон особой чистоты 12 л/м.
1 балл
-
@unforgiven48, сейчас нет, а когда будет, даже заморачиваться с этой мыслью не буду, это электродник, хотите аргон, покупайте сварочник для аргона, всё остальное извращения.1 балл
-
Проведённые испытания аппарата позволили сделать следующие выводы. Разложу всё по пунктам. Изначально всем тестировщикам были высланы бланки с 10-ю пунктами. На свой страх и риск добавлю ещё несколько. Надеюсь, Константин Краев не будет против. Итак... 1. Упаковка и комплектация. Оценка (средняя) 5 баллов. Упаковка-8 баллов, комплектация-2 балла. 2. Внешний вид, качество сборки. Оценка-10 баллов. Всё сделано достаточно бюджетно, но, прочно, аккуратно и , одним словом, на совесть. 3. Конструкция силовой части и её исполнение. Оценка (на взгляд ничего в электронике не понимающего) 9 баллов. Общее впечатление портит не шибко прочный кожух, отделяющий слаботочную часть от силовой. Впрочем, нечего брюзжать... Аппарат- из бюджетных. 4. Работа системы охлаждения. Оценка-10. Вентилятор достаточно мощный и малошумный. Присутствует канальная система продувки радиаторов 5. Работа на малых токах. Оценка-5 баллов. Поджиг-неплох, горение дуги-невнятное. 6. Работа в среднем токовом диапазоне. Оценка-10 баллов. Дуга хорошо поджигается и уверенно горит. 7. Работа на максимальных токах. Оценка-10 баллов. Комментарии-см. п.6 8.Работа защиты от перегрузки (сварка на макс. токе). Оценка-10 баллов. Можно непрерывно сжечь 4-5 электродов ф 4 мм. Время до срабатывания-10-12 мин. Время отключения защиты-около 3-х мин. 9. Работа антистика. Оценка-10 баллов. Прокаливания электродов даже малых диаметров-нет в помине. 10. Работа блока снижения напряжения на холостом ходу (БСН). Оценка-10 баллов. БСН работает корректно и ненавязчиво. Воздействие тока на организм сварщика при работе в условиях сырости неощутимо. При том, работа БСН не сказывается отрицательно на розжиге дуги. 11. Работа при пониженном напряжении. Оценка-8 баллов. При падении напряжения потери в максимальном токе ощутимы, но не критичны. Электродами ф 2, 5-3 мм можно работать при 200-205 В в сети. 12. Работа от бензогенератора. Оценка-10 баллов. Нормально работать электродами ф 3 мм можно от генераторов, начиная от 6 кВт мощностью. При этом генератор в момент поджига дуги не захлёбывается от перегрузки. 13. Работа с удлинителями длиной до 80 м. Оценка-9 баллов. Падение максимального тока, конечно, чувствуется, но не критичное. Ампер 40, не более. 15. Работа хотстарта (наброса тока розжига). Оценка-10 баллов. Работает ненавязчиво, облегчает розжиг рутиловых электродов и не мешает розжигу основных. 16.Работа форсажа дуги. Оценка-10 баллов. Форсаж хорошо ощутим на малых токах и короткой дуге. Но, он не мешает, разбрызгивание металла незначительно. 17. Работа с электродами различных типов. Оценка-10 баллов. Варить основными, рутиловыми и рутил-целлюлозными электродами-одинаково легко. Даже с основными электродами возможно варит в отрыв с гашением дуги. 18. Сфера применения данного аппарата. Аппарат вполне к месту будет не только в хозяйстве рукастого мужика, но и в арсенале профессиональных сварщиков, работающих на монтаже малогабаритных металлоконструкций, трубопроводов. То есть, тем, кому нужна мобильность и малогабаритность оборудования. Мягкость и эластичность дуги, лёгкость её поджига, режимы хотстарта, антистика и форсажа дуги будут значительно облегчать работу малоопытным сварщикам.1 балл
-
Итак... Протестировал сегодня работу защиты от перегрузки. На максимальном токе шпарил в нижнем положении электродами МР-3С ф 4 мм. Спалил 4 электрода, на пятом врубилась защита. Защита работает интересно. В аппарате, при попытке разжечь дугу, раздаётся то ли треск, то ли писк, моргает красная лампочка. Ток полностью не вырубается, а снижается до 35-38 А. Дуга искрит, но не разгорается. На сжигание электродов ушло минут 10, не более. Температура воздуха-не больше +15 град.1 балл
-
Сегодня маленько поработал аппаратиком. Заметил, что для электродов, начиная с диаметра 1,6 мм, рабочий токовый диапазон начинается с 60 А по шкале на панели. Ниже-не ахти. Что-то там зажигается и даже горит. Но, полноценного, равномерного расплавления электродного стержня-хоть убей, но нету... Не понятно, зачем такой токовый диапазон задали... При том, Форсаж-200М весело шпарит, начиная с 40 А. Ну да ладно...Имитировал Замыкание держака на массу. Ток-160 А. Срабатывает защита и аппарат переключается на ток в 36 А (по токовым клещам). Скорей всего, при таком токе перегрузка аппарату не грозит.1 балл
-
Ручку приделал к 25 профтрубе, стенка 1,5 мм, эл. 2-ка лосиноостровская. , дожал, пришлось прижать вплотную к профилю: такой каркас для летнего душа получился.
1 балл
-
@Max77, а новый эмоциональный форумчанин у нас появился. Скоро выйдет из читалки.1 балл
-
Сундучёк для бумажек и чертежей. Еще один пацанский тюнинг. Принесли заварить, пришлось заменить... Муфта.
1 балл
-
Сегодня пришла очередь волшебного шкафа.
1 балл
-
Проверяю давлением около 1 атм http://fotki.yandex....w/195865?page=1 , в закрытой системе случаев работы моих котлов не было. А этому котлу в этом году исполняется 10 лет кирпичный дом, жилая площадь 60 кв. метров, 2,5 т. каменного угля в год.
1 балл
-
Прошло немного времени и несколько новых-старых фото, им уже пара месяцев. Это когда ремонт был в середине. А свежих пока нету. руки недоходят.
1 балл