Лидеры




Популярный контент
Показан контент с высокой репутацией 17.03.2014 во всех областях
-
Все как то мечтал поработать на ограждении, часто же швы просто сдирают под ноль, вот повезло не много. Кстати когда такие швы оставлены на перилах, смотрится гораздо приятнее, чем когда все под ноль снято. Общий вид конечно гораздо шикарнее. Вот думаю состыковать бы лестничный проем где нить этаже 8 да задуть и как пройтись с низу вверх, тем более удобно все и доступно. Сначала было принято решение убирать швы, но когда увидело начальство, поменяло решение Позже выложу общий вид, завтра.
 10 баллов
10 баллов -
Вот ещё один навесик - кафе летнее Докучи бетонную стенку залили под столбы и цветочки. Вот так эта стенка в облагороженном виде выглядит(облагораживали не мы)
9 баллов
-
Снова патрубки воздушной магистрали "интеркулер - турбина"
7 баллов
-
Штуковина весьма незамысловатая. единственно что метал 50% обычный черный, 50% оцинковка (ничего не обдирал, лень стало, собирал так как есть) Уголок + пластина Заварил Две трубки Готовность 90% собрал ну и собственно зачем она нужна Все РДС, АНО-21, телефон лучше к сожалению не щелкает(
6 баллов
-
На базе навесик городили, типа земля под крышей дороже. Заказчик выделил нам погрузчик вот с этой люлькой, теперь я понимаю мариманов когда они на землю сходят. Покатаешся до обеда, и ног не чувствуешь, всё таки твёрдая опора под ногами лучше. Варишь-варишь, чуть передвинулся для удобства, и давай люлька качатся.
6 баллов
-
Тоже тут козырки леплю, два дняработы с 12 до 18 без перекуров, в одного. 6х1,25х2м. Осталось лесенку внутри, пять ступенек и перильце.
6 баллов
-
Сказали сварщик сильно психовал,переноска100 метров,аппарат большой квадратный(наверное брима-сварог),дуга зажигалась и тухла.Они 60 размотали,а 40 на катушке оставили.Благо переноска 2 по 4кв.Когда приехал я сразу сказал чтоб всю размотали переноску по двору,они еще удивились зачем.Там просто на большой стоянке сделана смотровая яма,а до ближайшей розетки 60 метров.Варил спикой,он терпит 180-200 вольт,если ток до 150 ампер,варил на 130 амперах,хватило.У нас сварщиков работающих в тиг направлении стало очень много,конкуренция,хотя не все понимают что и как они делают.6 баллов
-
Блок двигателя автобуса ПАЗ,прогнила дыра,пытались заварить до меня не получилось.Приехал,заварил по месту,высоко,далеко,потолок.Зачистил,оплавил кромку и по капле заварил.Залили воду,проверили,все ок.
5 баллов
-
Считаю что да. Дело в том, что при чистке швов заваренных с проволокой уходит очень много времени, подрезы разные и провалы бывает, а тут что собственно чистить то?! Да и быстрее варить. Да, на газе потеря, не исключу, но и на кругах без газа не меньше будет потеря, еще и время.3 балла
-
Да поровну! @АВН, Вы меня тестируете? Я не для того регистрировался здесь, чтобы что-то доказывать, проходить экзамены, у меня своих критиков хватает! Я ничего из себя не ставлю - не крутой, а самый обычный, не против научиться от других! Вам все время какие-то доказательства нужны, а потом предъявляете претензии, а мне нет! Так что счастливо и удачи - больше в дискуссии и диалоги с Вами вступать не собираюсь! Да просто калибр обозначил!3 балла
-
Проварил бачки,опресовал,на кратере засвистел.Подварил,проверил.Моментально приехали, забрали.
2 балла
-
@cimon, спасибо за работу и ответ. Обязательно приму к сведению. Ниже дам некоторые комментарии. Только одно призовое место сразу снижает количество потенциальных участников. Люди видят, например, что есть уже очень хорошая работа, которая "скорее всего выиграет", поэтому не выставляют свою работу. Не все участники придерживаются принципа "главное не победа". Именно поэтому призовых мест должно быть несколько в одной номинации. боюсь возникнут опять вопросы и негодования, если вдруг одна и та же работа выиграет в нескольких номинациях (пример, мангал-олень). Поэтому спорный момент. Но активность, конечно, повысит. Не забываем про технические ограничения. Предложенный вариант не реализуем средствами форума.2 балла
-
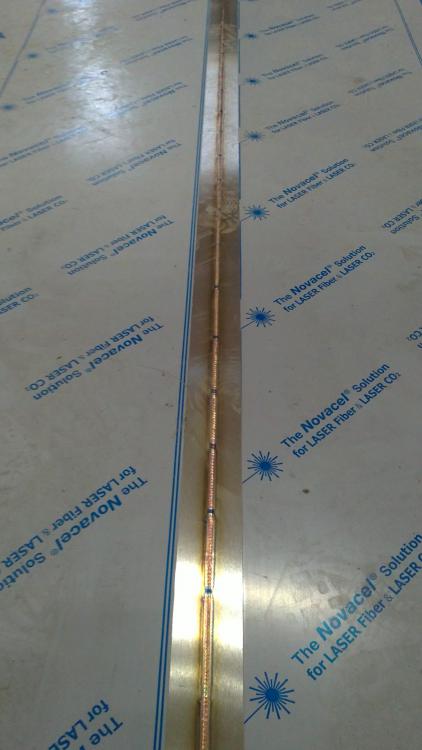
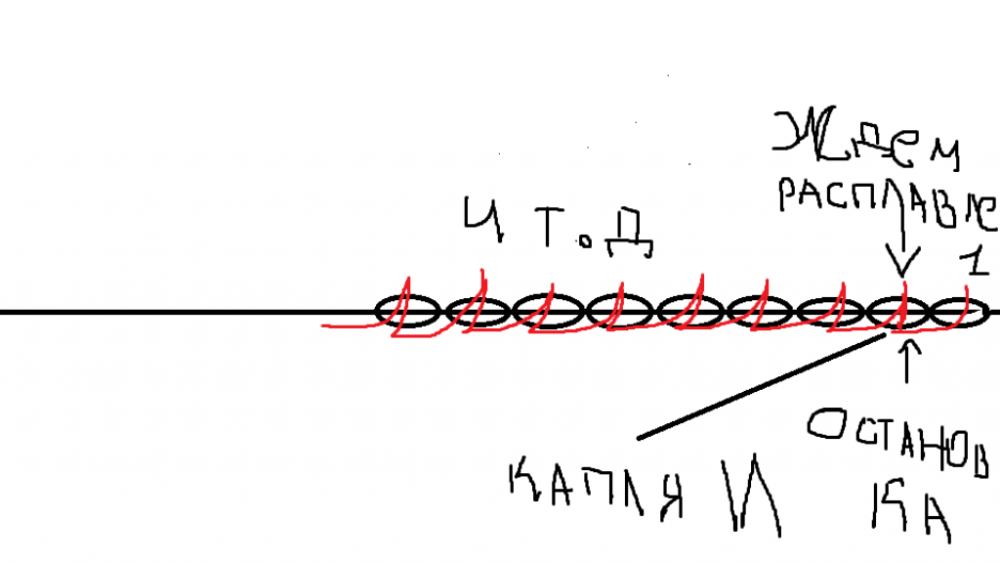
Принес сегодня 8 пуксельный телефончик, дома дежурит на интернете, вот фото по просьбе сделал. Да, это с присадкой выполнил 1мм, забыл сделать фото ее и фирму. Кстати не знаю, если выложу фото ее сюда, то может Админ удалит, а может нет. Это не в целях рекламы сделаю, но рекомендую, кто варит тонкий металл. Но это уже завтра. Техника движения, называю ее полу месяц. Протяжное движение полумесяцем вперед с одной кромки на другую, капля, проволока всегда в зоне сопла, остановка, секунда на усваивание капли до формы нужной Вам ширины шва, как это произошло, движение протяжное, которое Вас спасает от перегрева, вперед полумесяцем, с кромки на другую, ведь предыдущая кромка уже нагрета, снова происходит нагрев и снова капля, чуть вверх соплом на кромку, ждем когда усвоится и т.д.
2 балла
-
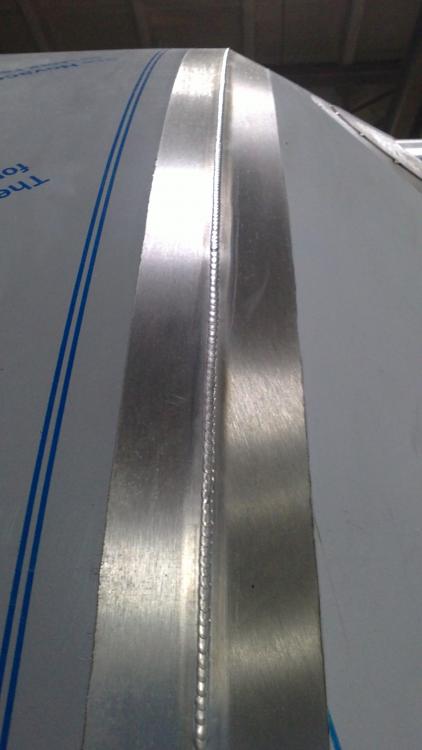
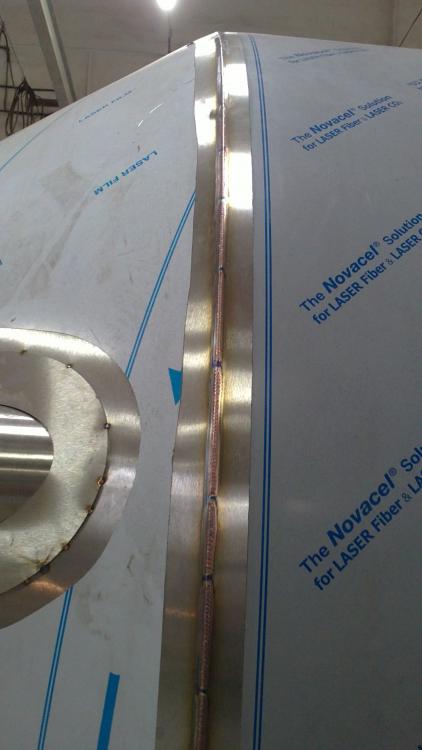
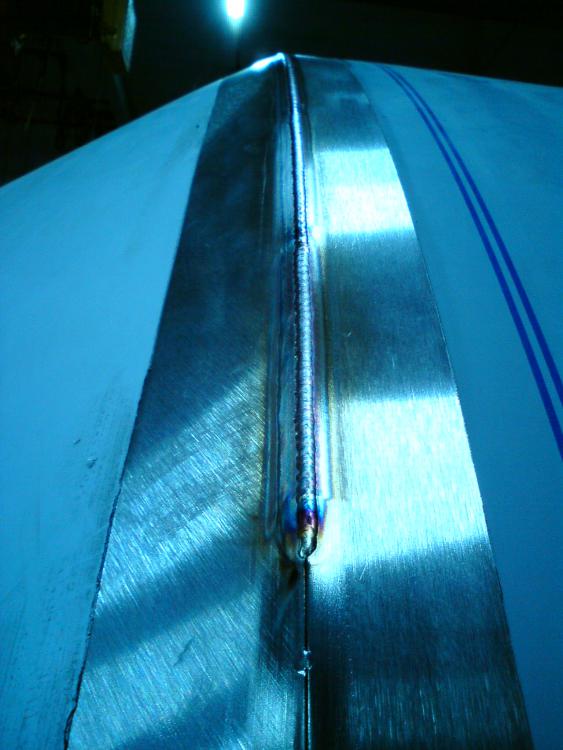
И вот конус и обечайка, 1,5 мм 2 стороны, внутри открытая минвата, газит в зазор, варить гораздо сложнее, чем карты из листов. Поддуть нет никакой возможности, единственное спасение, скорость сварки, подача каплями, движение полумесяц с одной кромки на другую. Раньше до меня швы полностью сдирали, если можно назвать швы, теперь оставляют, хим чистка и хорошо. Плюс хорошая проволока (присадка) выручает.
2 балла
-
Ну не идеал конечно, но аппарат достойный, сервис и впрямь дружелюбный. Но и минусы бывают, на своем опыте убедился. Да и у других проскакивали. Если сервис рядом есть берите смело, если же нет то возможно стоит посмотреть другие аппараты, у которых сервис поближе, так как сломаться может что угодно. Если уж непременно хочется ВУДИ то в принципе в случае чего можно производителю транспортной отправить (за их счет), с этим думаю проблем не будет.1 балл
-
@Elektro_D, я свою карьеру сварщика начинал на молокозаводе. у нас пищевая линия всегда варилась РАДС с поддувом, все трубопроводы состояли из участков максимум 3-4 метра, соединенные нипелями-гайками. а водопроводы (промывка и т.д.) только электродами, марки цл-11(производители разные). если честно, я сомневаюсь в экономической целесообразности этого. учитывая дороговизну нержи, большинство труб было со стенкой не больше 1,5 мм. вобщем я хотел бы взглянуть на человека, способного заварить такую стенку электродом под какой-либо вид контроля (кроме бежит-не бежит), согласного работать за зарплату молокозавода1 балл
-
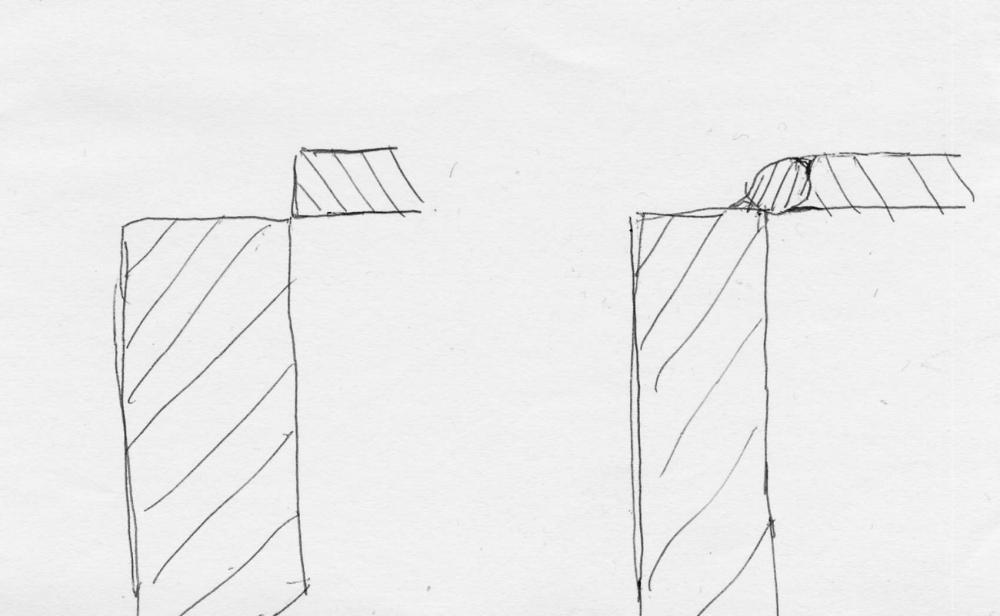
@Deputattt, чтоб получилось что за первый проход свариваются тонкий с тонким. Сам я так делал давно, сейчас просто краешком ванны "цепляю" тонкий металл, а основное тепло в толстый.1 балл
-
А, понял, ну незнаю внешний вид кронштейна придумывал не я, а что касается открытости отверстий под анкера, то может вы и правы, в вашем варианте они будут более доступны, вот только человек залезает по лестнице чтобы его установить снизу вверх а не сверху вниз1 балл
-
@morgmail,А правое ухо самодельное? Я бы всёж за раму прицепился, дури у Бонги достаточно, чтоб это ушко свернуть. Это не отвал, просто силовой элемент. Если вдруг жизнь повернётся, что потребуется отвал, то прямо на навеску и буду крепить. А пока он так выручает...... Просили срезать ниже уровня земли, а мы решили просто выдернуть. http://youtu.be/ZbBdUTjdCR0 А тут столбик, на арматуре лишь держался, и с каждым годом кренился всё больше и больше. Попросили нас снести, чем ждать когда он сам упадёт. Сначала оттянули его слегка, чтоб на забор не упал. http://youtu.be/r0cSfWgfVtU
1 балл
-
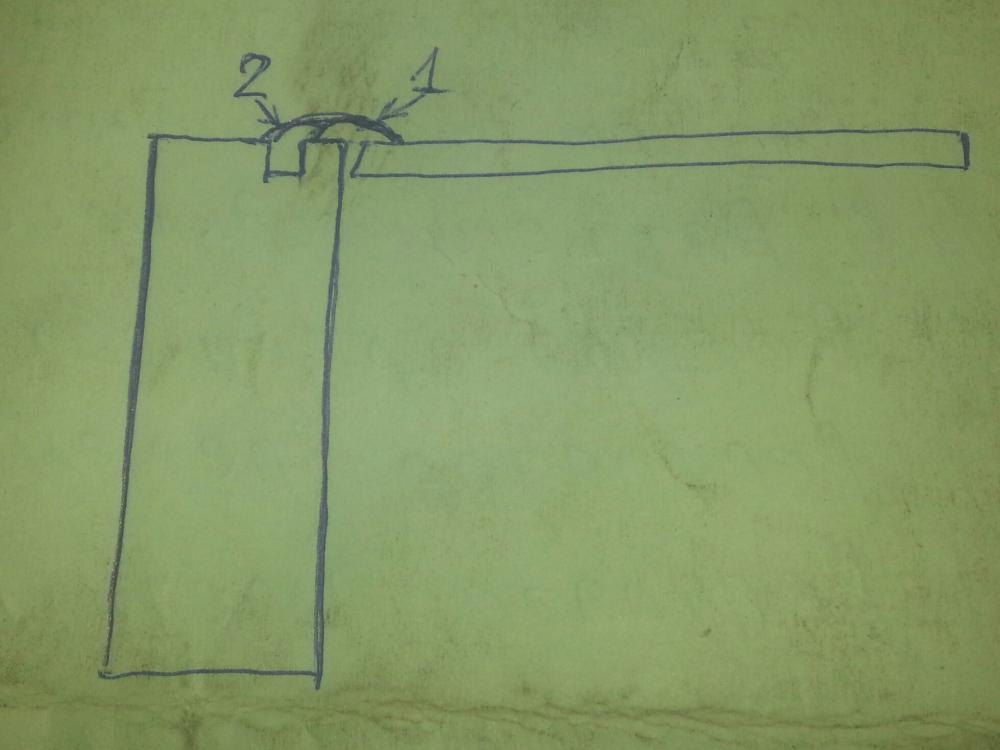
Прорезь, чтобы провар обеспечить. Я лично выставляю так и прост заполняю угол. Не знаю. насколько это соответствует нормам, но провар нормальный и возни меньше. Варил и ПА и РДС. Естественно, больше толстый греть и ванночку на тонкий нагонять. А по поводу расчёта режимов - режим всегда подбирается. В том числе и под сварщика. Берите куски и пробуйте, в чём проблема? Металл 3+3 я лично варил так : проволока 1,2 скорость подачи 5,5 метра в минуту, напряжение 17 -18 вольт, углекислота.
1 балл
-
В два прохода. Металл+металл, затем "залить" прорезь.
1 балл
-
А что такого в п.16? Комбинированная сварка? Так мы всю жизнь варим поверхности нагрева (толщина от 4 до 8 мм) РАД+РД. Причем с разделкой С17))) Да и все высокое давление по чертежам тоже РАД+РД (толщина до 60 мм) Ну а просторы интернета... Вроде разговор изначально шел про ГОСТ 16037. И покажите мне хоть один нормативно-технический документ, где 4-5 мм рекомендуют варить ручной дуговой сваркой без разделки.1 балл
-
Отправил свой ПДИ-181 производителю, обратно получу ВУДИ-181. Будет заменена плата управления и добавлены силовые транзисторы и, естественно, переключатель режимов. Цена доработки 1000р.1 балл
-
Недавно сделал повышающий высокочастотный трансформатор для параллельного подключения к сварочному трансформатору. Магнитопровод П-образный ферритовый (от телевизора), наружная высота 66 мм, наружная ширина 53 мм, сечение стержня 15*15 мм. Вторичная обмотка намотана монтажным проводом МГТФ-0,05, 328 витков (сколько этого провода нашлось, столько и намотал). Первичная обмотка тоже намотана монтажным проводом, 6 витков (на фото это видно). Питание низким напряжением высокой частоты - от сварочного инвертора Best-150 (оно подводится к двум самодельным клеммам справа от ручки регулятора тока). Разрядник состоит из двух стандартных шестигранных гаек М10 и гвоздя. Минимальный зазор между остриём гвоздя и гайкой 6 мм. http://images.vfl.ru/ii/1394981087/4f2c179b/4518721_m.jpg http://images.vfl.ru/ii/1394983607/a3a17e3c/4519305_m.jpg http://images.vfl.ru/ii/1394986277/67fefdc8/4520080_m.jpg http://images.vfl.ru/ii/1394987917/b4bbad08/4520531_m.jpg Вот если получится сделать трансформатор последовательного включения (чтобы вторичная обмотка могла выдержать хотя бы 40 ампер постоянного тока), дающий такую же искру в воздухе, - это вообще супер будет...1 балл
-
http://www.youtube.com/watch?v=gGus6zeWfsA&feature=player_detailpage1 балл
-
С утра погода глаз радовала,но пока выбрался на "шесть соток",ничего хорошего уже не предвещала.Тем не менее,сезон открыт
1 балл
-
Или, если важна эстетика, варите в два прохода с зазором. Так чтобы первый валик (можно с отрывом) был провален внутрь трубы, а второй был почти без усиления. Будет хоть какая-то гарантия, что после ОI зачистки будет держаться.1 балл
-
@Alex_DRUMMER,только швы не зачищайте,а то развалится.варили соседи тележки в аэропорт из проф.трубы,все швы зачищали за подлицо,сегодня шеф вызывает и говорит,что нужно лететь в сургут,мол три тележки экспериментальные туда отправили и все три развалились,в общем по деньгам с ним не сошлись.поэтому старайтесь не трогать швы на профильной трубе,особенно с такой толщиной стенки.1 балл
-
, напомните сообществу за что Вас направили в БАН. Если Вам нравится обращаться на "ты", то никто не запрещает так делать в л/с. А тем, кто сдружился, и "Вы" не мешает общаться. "Работяги в масках" - это Вы сейчас пропагандируете светлый образ полуграмотного люмпен-пролетария типа П.П.Шарикова? Вот тогда точно многие отшатнутся от форума, не всем нравится жёлтая пресса... и блохи в шёлковом галстуке.1 балл
-
, Вы смотрите " в корень". Обращение на "Вы" - ну что же здесь может быть плохого? Есть л/с - пожалуйста, общайтесь в свободной форме. По флуду. Весьма много очень хороших тем благополучно "отошли" с начавшегося одного (!) сообщения не по теме. Бан просто так не выдают. Сначала предупреждают всех. Сусанина - в том числе, и не единожды. Тем более, он не забанен, а лишен возможности создавать сообщения. А проще - это как ? Да, здесь не симпозиум академиков. Но если я в открытой теме скажу сварщику, который, например, строит атомные субмарины : Э, слышь! А чем заварил? Вааще красавец, ё-моё! Да ладно, братан, я ж тоже - лепило, как и ты! Чо выпендриваешься?!? Как думаете, понравится ему?1 балл
-
тоже внесу лепту, немного фото моих будней
1 балл
-
Ну посмотрим че попроще http://www.weldcom.ru/catalog/crown/ekonomaizeri_gaza_ecore/ CROWN - толи Япония толи китай раз иероглифы квадратные.) http://www.yutaka-crown.com/products/e-regulator/ecore/index.html Каталог японских-китайских редукторов: http://www.yutaka-crown.com/digitalcatalog/all/index.html?openpage=58 Есть даже газовый счетчик - мечта моего директора.) Разновидности японских - китайских экономазеров: http://www.e-yamato.co.jp/demo.html http://www.kg-kys.jp/shop/g/gtr-4344545/ Цена японского-китайского экономайзера 18 юаней х 6 руб =108 рублей можд че путаю.)) Видать самовывоз.) О че пишут: Экономия 21-31 %) Купите три баллона получите четвертый бесплатно.) http://www.yamada-denkiweb.com/3796700017 тут по 20 юаней) http://www.monotaro.com/p/0612/2304/1 балл
-
К сожалению не знаю как вставлять файлы - хотел выжимку из ГОСТА вставить) Требования к провару есть: но не эту разделку и не на этот способ сварки. Попробую на пальцах: откройте ГОСТ (именно разделку С2) - посмотрите на картинки. Провар (вогнутость и выпуклость корня) регламентируется только на газовую и дуговую сварку неплавящимся электродом (там это можно обеспечить физически - и то, только до 3 мм толщины стенки). И повторюсь: ни один проектировщик не будет закладывать тип С-2 (именно для ручной дуговой сварки) по ГОСТ 16037 для трубопроводов (с толщиной стенки трубы 3-5 мм), на которых предусмотрен неразрушающий контроль. В основном закладывают С17 (в советские времена были у нас и С19 - сейчас не рекомендуют).1 балл
-
Как то так?
1 балл
-
Записал видео, когда варю в маске и двумя руками всё происходит намного быстрее. http://www.youtube.com/watch?v=slsjUDzwW1I&feature=share&list=UU9zLSQNsiHus42FyavOMwAg Жаль что сам процесс сварки снять не могу, снимать не кому.1 балл
-
Прошёлся по посёлку, не удержался снял котяру
1 балл
-
без присадки,изделие проверяется под давлением 6 атмосфер.
1 балл
-
28 я трубка, не бабочкой, просто так. Уже шов. На бабочке обычно шире выходит.
1 балл
-
Друг рассказывал такую историю. Занимался он мотокроссом и вот как то на очередных соревнованиях на площадке, где стояли мотоциклы, крутился какой-то мальчишка. В один прекрасный момент подбегает это мальчуган к одному из гонщиков: - Дяденька, а Вы гонщик? - Да мальчик я гонщик. - Дяденька, а можно мне Ваш шлем поносить»? - На мальчик поноси. Через какое-то время бегает по стоянке этот гонщик и всех спрашивает: - Ребята, мальчика со шлемом ни кто не видел? Теперь на вопрос друга ко мне: - Дяденька, а Вы сварщик? Я ему отвечаю: - Нет мальчик и сварочную маску поносить не дам.1 балл
-
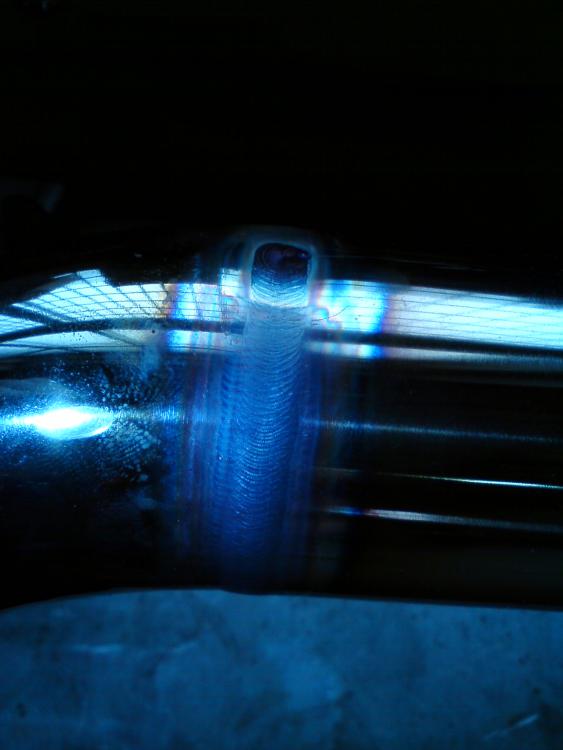
Именно крупная чешуя вид всего сварочного стыка делает ровным. Капля скрывает многие факторы неровности, к этому пришел работая долгие годы. Тут скорость важна, иглу 10 мм выставлял из сопла, угол, поэтому шов светлый. Пережигать нельзя такой металл, что бы не было деформаций. Когда учил группу, учил на 2 мм листового металла, что бы при сварке шва, во внутрь не вылезала каша черная. Это крайне важно было в те времена. К тому же это есть запас сварщика, чувствовать металл. Это сделать крайне сложно, особенно вертикальный шов. Но в конце обучения все справились с задачей. Еще помню у 3 их не получалось, и они меня попросили поднять вертикал на 1,5 мм, мол если у тебя получится, значит 2 то мы точно осилим, так сказать условие мне поставили :-) . Все получилось у меня и ребята продолжили работу над собой и все получилось. Это дело тонкое. Главное понять металл. А трубы всегда варю и следует варить всем с газом.1 балл
-
Ремонт колеса центробежного вентилятора. Махонького такого, от пылесоса который пылесосит улицы. http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_01s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_02s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_03s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_04s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_05s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_06s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_07s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_08s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_09s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_10s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_11s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_12s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_13s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_14s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_15s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_16s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_17s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_18s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_19s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_20s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_21s.jpg http://www.argon.pw/IMG_Forum/koleso/Remont_kolesa_nasosa_www.argon.pw_22s.jpg1 балл
-
@трэш скульптор,между 0 и первым делением, как посоветовал авн, 5кг. это посередине.1 балл
-
рекомендую для всех,имеющих постоянное место работы/мастерскую ит.д... распечатай и повесь!
1 балл
-
Пока не очень, в данный момент С изучаю. На ПХП могу прочитать код, понять, писать самостоятельно ещё вряд ли.1 балл
-
тоже немного балуюсь с титаном,на Ваш суд коллеги...
1 балл
-
Я верил , что мессия придет и это случилось ! Форум можно закрывать , поскольку все истины вскрыты- теперь мы будем варить правильно (и даже аустенит ЛБшками правильного диаметра) а ежели коварные работодатели не дадут правильные эл. на говнопровод , то уволимся все как один !!1 балл