Лидеры




Популярный контент
Показан контент с высокой репутацией 18.11.2013 во всех областях
-
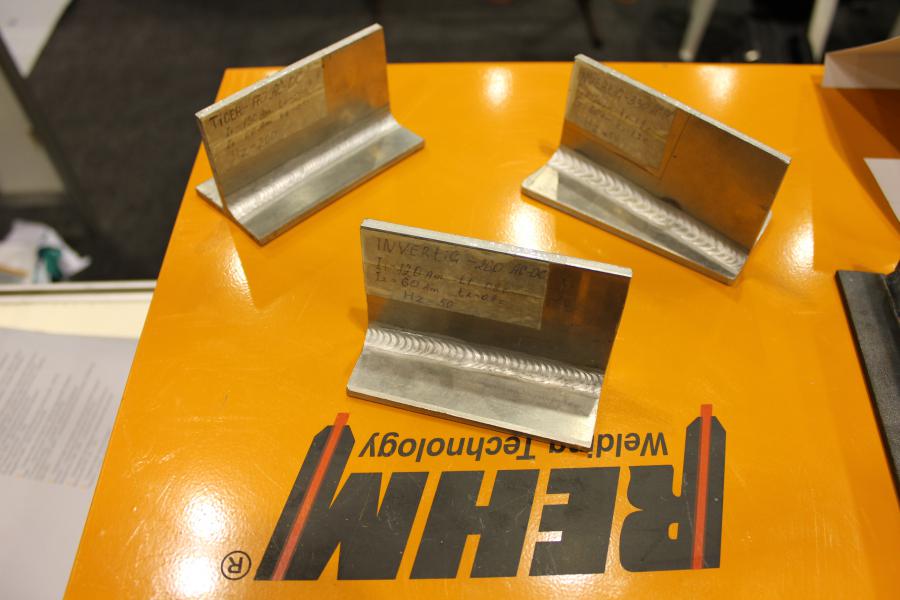
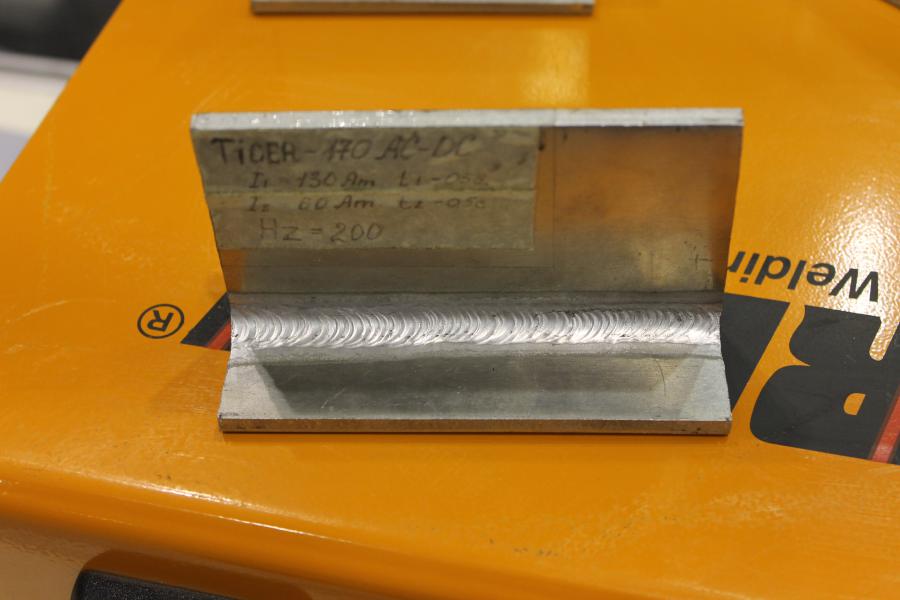
Продолжу фотогалерею по сварочному центру,появилось время. Станок для разделки кромок для алюминия Сварка алюминия Нержавейка Сталь,труба,45град Старые Kemppi(нерабочие)
 7 баллов
7 баллов -
@AMBIVERT42, пока нет условий для автомалярки. А тем временем учебные будни будущих сварщиков. 1. Китайский промышленный инвертор. При показании на дисплее 40А выдаёт по ощущениям под 100А. Когда шёл разбор сварочных постов, я отсутствовал, и ребяты тактично уступили его мне, но я как истиный герой отдал инвертор весёлому парню. Теперь на двух инверторах работают самы весёлый, он же самый способный, и самый возрастной (55 лет), он же самый лысый кандидат физ-мат. наук. Я- популяризатор электросварки! 2. Мой сварочный пост. По мудрому совету авторитетов с этого форума я таскаю свой держак с проводом и свой шлакоотбойник. Моему примеру начинают следовать другие. 3. Моя персона. "И оборванные, и обгорелые" (с) svarnoi69 4. Подбирал ток для электрода ОК46 4мм. Особо не старался.
5 баллов
-
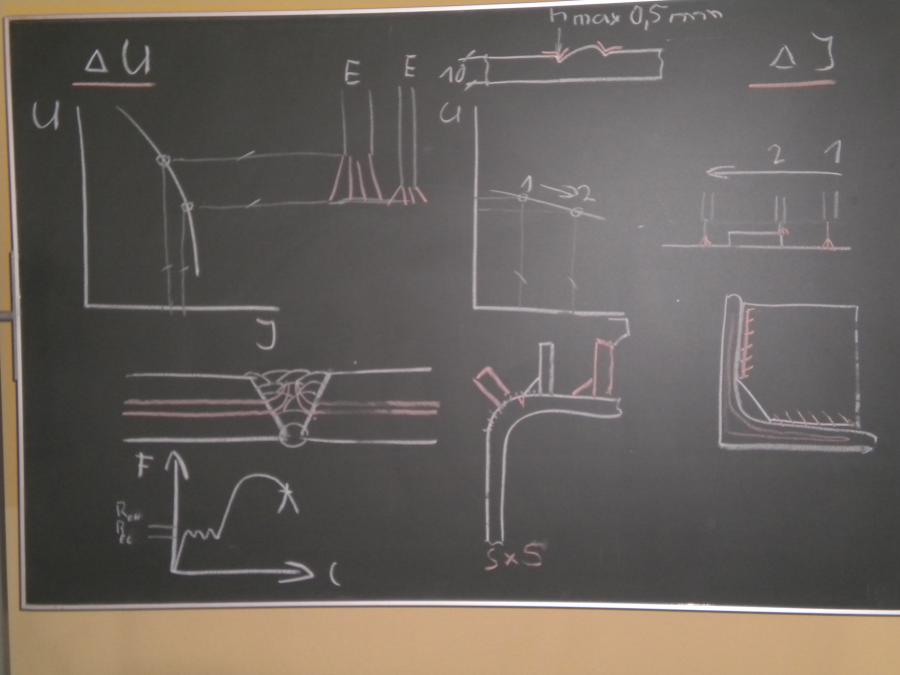
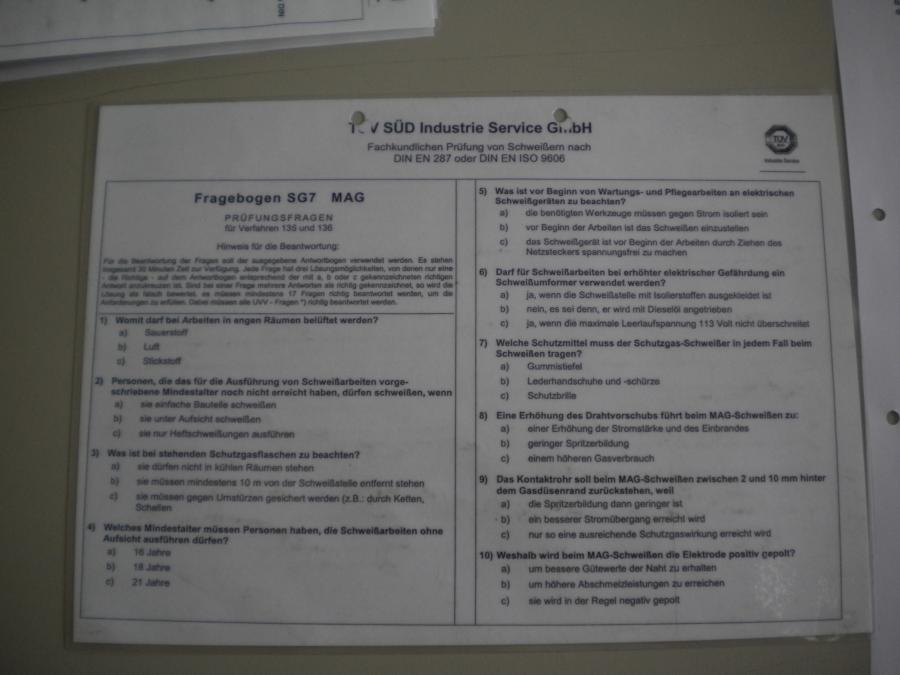
Не так давно(январь-февраль 2013) подтверждал свои удостоверения сварщика в одном из центров по подготовке сварщиков,который находится в Германии(Саксония,г.Хемнитц(бывший Карл-Маркс-Штадт).По ходу курса была возможность сделать пару фотографий.Вот решил их выложить на нашем форуме.Думаю будет кому-нибудь интересно. Вот вход и название центра. Класс для занятий по теории и сдачи экзаменовБилеты по сварке Раздевалка Комната приёма пищи Ну и,собственно,практический отдел
4 балла
-
Вообщем подумал, что и мой подающий механизм для ВДГ302 тоже относится к "динозаврами и раритетами", хотя и создан мною в этом году. Но думаю, что по конструкции мой ПДГ старомодный. Только рукав современный. http://content3-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/kopskats.jpghttp://content3-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/stekeri.jpghttp://content3-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/stekeri2.jpg4 балла
-
Такая драга? да? Даш пракатиццо?
3 балла
-
@мутный, и не такие у меня вызывали уважение. Если б это у вас выработалось от бензиновой таксикомании или перманентного употребления "крокодила", то не вызвало бы уважения. А вы не пробовали польлзоваться СИЗ? А тем временем нашёл старые фотки своего первого забора, это была моя первая сварная конструкция (аппарат Престиж-164- редкостное гуано) и моя первая коптильня. Коптильню варил уже Контуром. Жуткое позорище, но с чего-то надо же было начинать деятельность. А аппетит пришёл во вермя еды.
2 балла
-
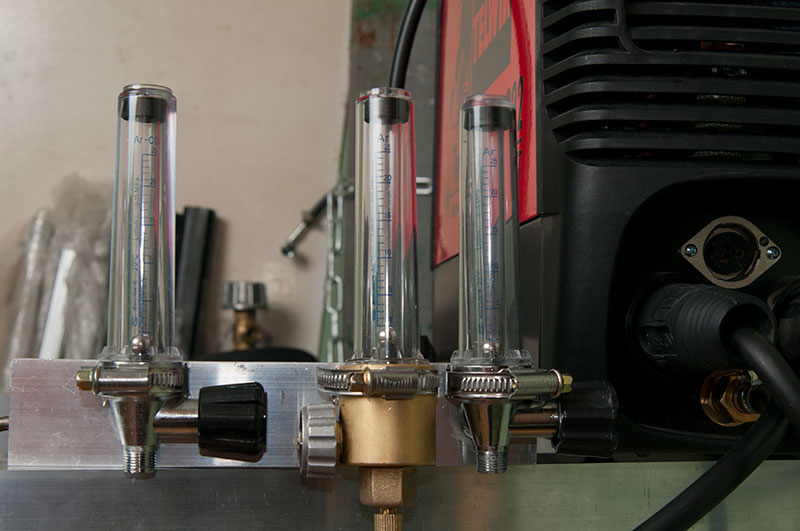
Вот не надо подколов, не знаю, что Вам это даст, но смотрите - все три говорят одно и тоже, да и потом ну есть-же математика, пусть ротаметр врет, но количество атм. убежавших из баллона к концу дня врать не может. 10л в мин, это 600 мин раб. времени, без поддува, додува, случайных тыканий на педаль, остановок на подумать при предгазе и т.д. = 10 часов и все - это чего, несколько баллонов в неделю менять? - жуть! Я даже знаю следующий вопрос с подвохом, вот шовчики сегодня очень не гордость, (ибо алюминь 2мм, ток 120, а присадка в наличии только 1.6, а ехать лень и т.д. и миллион отговорок), но где там поры или чернота? По моему опыту от плохого или малого газа на AC просто тухнет дуга и тут ничего не поможет и на 1л у меня так и происходит, надо больше выдвинуть ставим 2, угол глухой - можно и 1.5… Еще раз готов поверить что врут приборы в 2 раза и еще газовая линза свои 50% дает, ок - 4-5л… (но тогда у меня баллон не 40л, а побольше, наверное) Полоса 20x2 к профилю 40x40x2
2 балла
-
про ювенальную систему....
2 балла
-
Будни сварщика нИпАнятно кАго, с иллюстрациями продолжение с Аленем пИтнистым.. дотер шпаклю.вчера задул грунт. сегодня весь день-шлифовка грунта 400кой, ручками под покрас.. мало мне малярки.. теперь еще столярка-кузов шпунтовкой набирать -------------------- 16/11 +3 на улице.+7 в боксе... полная попа..краска как сметана..давно таких косяков не творил.. ну,как бы то ни было,окрашено)) http://2.firepic.org/2/images/2013-11/16/tvovyr2e9y9m.jpg http://2.firepic.org/2/images/2013-11/16/3dz51jpeya4f.jpg песка с потолка нападало,так еще и муха,сцуко, на капот шлепнулась.. я в офигении был-откуда она взялась?!!
2 балла
-
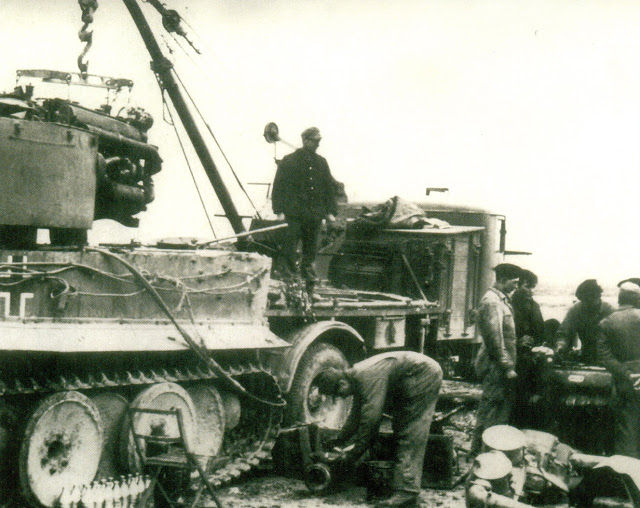
В рамках "Курилки" можно и о технике поговорить. Начну тему с ряда интересных картинок, запечатлевших замену двигателей на бронетехнике. Русские, немцы, жиды, пиндосы. Разные эпохи, разные контененты. А "мазуто" они и есть "мазуто"
1 балл
-
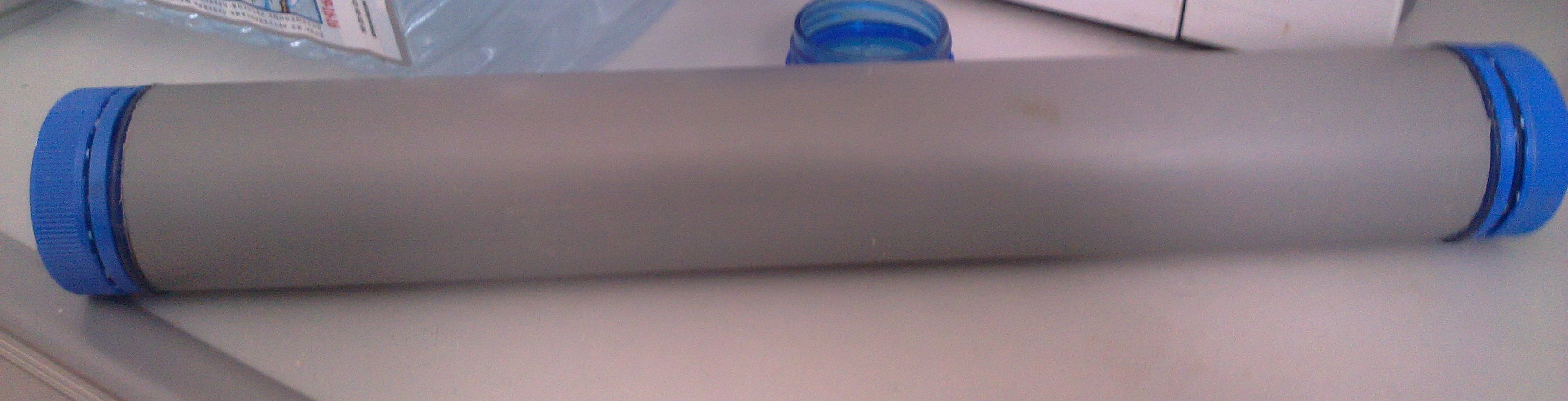
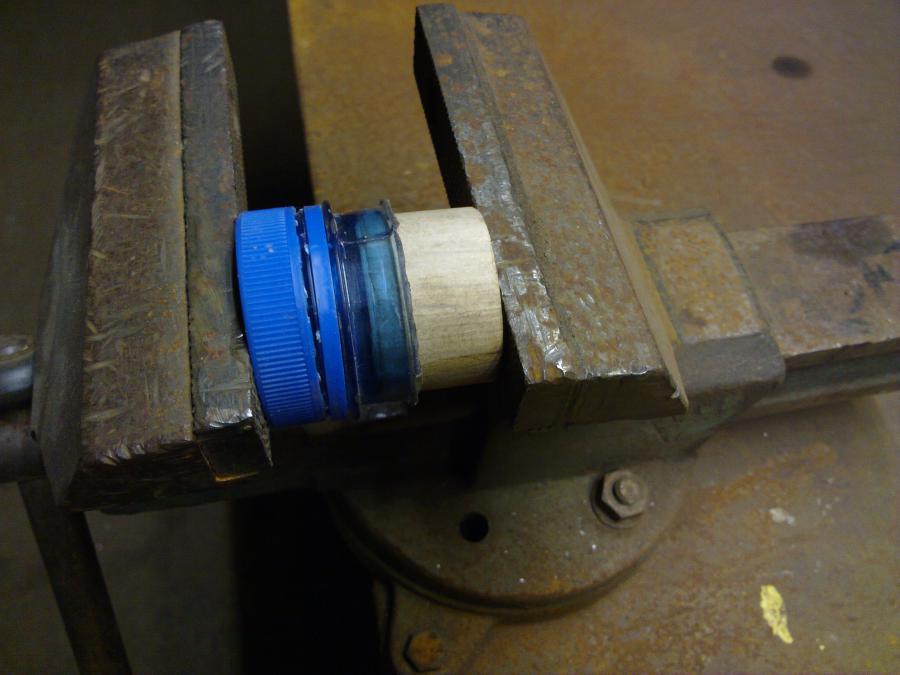
Идею принадлежит bashir_у с соседнего форума (пост# 319). Я со своей стороны минимализировал и приземлил затраты и расходники: 2-е 5-и литровые бутылки,труба ПВХ и клей.На всё про всё 10 минут делов.В случае выхода какого-либо расходника,не составит труда восполнить потерю без напряга семейного бюджета.Герметичность на 5+.Хоть для электродов,хоть для присадки. Перед вклеиванием "заглушки" для её уплотнения,предварительно намазав клеем,виток к витку намотал пару слоёв ниток,затем снова клей и в трубу.
1 балл
-
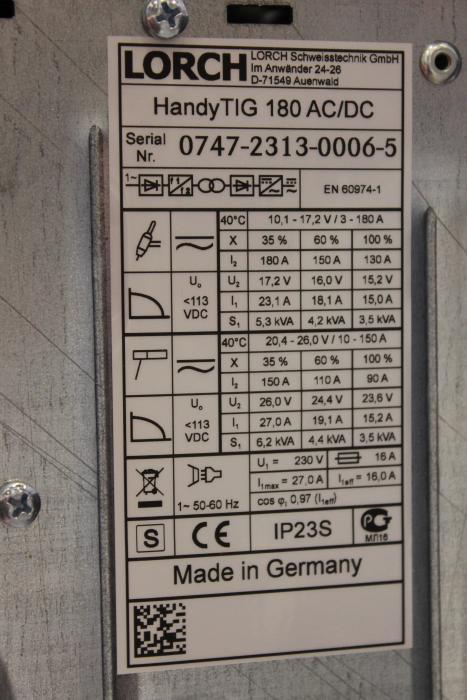
Ой, сумбурно немного, прошу прощения! Просто перевозбудился немного - такое оборудование пощупать довелось! Если дубли проскакивать - прошу админов подредактировать. К сути. Проходило сие действо 6-8 ноября, сегодня закрытие. Наверно на самый "пик" я не попал, но все же. Интересно, познавательно. А вот этот "Лорх" меня очень сильно "зацепил", однако!
1 балл
-
Подскажите уважаемые сварщики. кто нибудь работал на себя. Я работал на дядю, варили навесы из поликарбоната и заборы за полгода он сделал 600000 чистыми себе в карман плюс мне зарплата. Хочу сам начать но на это оборудование надо и рекламы много. Пока что устраиваюсь в РЖД сварщиком официально. Но желания особого нет там работать. Мне 22 года. Посоветуйте
1 балл
-
@svarnoi69, под мои габариты наконец-то приволокли кацавейку, чтоб удовлетворяла длине моих рук. Зато на робе шильдик "Морфлот". Папаня на корабле получал. Лучше робы не встречал. Шлёпанцами как настоящий пОсОн научен. Доводилось ножом выковыривать шарики металла и шлака, вплавленные в кончики пальцев ног. решил как-то кусок трубы отрезать электродом, а стоял я на бетонной площадке. Здоровенные капли металла и шлака полились на бетон, а потом "взрывались" в разные стороны- и прям в тапки! С тех пор варю только в кожаных ботинках с металлическими носами- корабельные!1 балл
-
@Dmitry N, почасовую, Дим. А то они за день пару стыков тебе подготовят, какой тебе интерес долго у них возиться?1 балл
-
Ты плавишь основной металл. У нержавейки хреновая теплопроводность. Ванна расплавленного металла принимает некоторые линейные размеры. Окружающий непрогретый металл в своих размерах. Пока ванна жидкая проблем нет. Затем она остывает и усаживается(сокращает линейные размеры) А окружающий металл при этом остается таким же как был. Прут механические напряжения, идет деформация. Внук, кмк, всеми путями стремится минимально плавить основной металл и максимально нагонять присадки, причем с заранее заданным зазором, чтобы ей было где сыграть, а с основного металла, при этом, старается отвести тепло, использует его прочность для задания формы. Я так понял и противоречий не вижу, всё в голове укладывается. Если знать коэффициенты линейной усадки, то можно даже более-менее точно посчитать необходимый зазор.1 балл
-
http://www.youtube.com/watch?v=ulHhXZnzs7g Довелось мне обследовать этот агрегат на выставке в Тагиле. Тут всё по-взрослому. Когда она стреляла- будто симфония звучала.1 балл
-
@илья алтухов, название нашей страны пишется с удвоенной С. А учиться и работать стОит, не бичевать же.1 балл
-
ххех , на жигулях выходит подвеска надежнее1 балл
-
Да многие пункты этого госта мне непонятны,даже на аттестации идут на встречу при сварке образцов,зазор дают поставить,какой мне нужен,хотя по тех.карте гостовский.этот гост 80 года,давно уже пересмотреть пора.например аргоном давно уже варят трубу со стенкой 0,5 мм.,а нормативку на такую толщину взять негде,вот и выкручиваются как могут.а еще это красивое слово "модернизация",чего хоть модернизировать и как?если по сварочным документам давно уже ничего не пересматривают,как технологии аттестовывать?1 балл
-
Купил. Опробовал. Доволен. Надо только по силе тока и скорости подачи найти золотую середину.1 балл
-
Точно Вы всё равно не попадёте - десяток, другой Ом ошибка будет, но примерные данные составить можно. Напруга в сети так же может дать помеху на точность. А так обычно и делают. Рисуют свои риски на пару проволок или режимов и варят.1 балл
-
Ничего не путаете? От 3,5мм необходима разделка, а у Вас 5мм и соединение С-2. Помимо ГОСТа на сварные соединения есть еще нормативные документы на сварку трубопроводов, где все вполне подробно расписано!1 балл
-
, http://upload.wikimedia.org/wikipedia/commons/7/7d/Mercedes-Benz_E230_W210.jpg @AMBIVERT42, им уже к 1996-му году надоело делать мощные подвески. Многорычажка на Ауди мне куда больше нравится.1 балл
-
Ничего не с похмела.В трезвом уме и здравой памяти.Просто,им надоело делать надёжные автомобили.1 балл
-
Да поди так же, как Внук говорил - зазор, много прихваток, проход изнутри АРДС с проволоки, затем уже снаружи.1 балл
-
замените.1 балл
-
Неменуемым бардаком, браком и снижением показателей производительности. Снабженцы ониы ориентированы на доступность и дешевизну. Им не работать тем что они покупают. Вечная песня, попросишь кило гвоздей, привезут шурупов и триста грамм. И сказку про то что гвоздей нигде нет, а шурупы гораздо лучше, расскажут прениприменно. Плюс ко всему снабженцы зачастую прикормлены компаниями за бонусы и скрытые скидки. Поэтому притащит он в первую очередь то что есть в наличии на той фирме откуда ему откатят. Забив на все, в том числе и качество. А то что расходники одной марки но разного производителя сильно различаются порой, думаю не секрет ни для кого.1 балл
-
@5SVR5, Во первых. постарайтесь всё-таки отвечать на мои наводящиие вопросы. так беседа будет эффективней. Во вторых, давайте отделять мух от котлет. Надзор это одно, а СМК это другое. В первом случае ответственность вплоть до..., а во втором Вы всего-лишь "получили пистон". Здорово, только там ещё "записаны", например, разработка ППР и оформление сварочных формуляров... Делаете? Этот ...РД предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже ... Это ваша тема? Впечатление такое, что, кто-то нашёл эти документы и решил взять их за основу. Теперь вы говорите: "Мы работаем по СНиП и РД" Не вопрос. Но вы сами себя загнали в угол. Так, мне кажется, вы этим и занимаетесь. Сами выбрали НД, сами в них выбрали то, что вам ближе и т.д. Короче, вот, как я представляю ситуацию. Надо написать свой СТП, типа "Свароченые работы и К" переписать туда то, что вам нравится из СНиП или РД (или зделать ссылки на "интересные части"). Разработать форму бланка "удобного" вам журнала и внести его в приложении, и сотрудникам выполнять требования уже вашего СТП. В следующий раз, аудитор по ISO 9001 будет доволен.P.S. Но почти всё вышесказанное не относится к проверке надзорных органов.1 балл
-
Начнём с того, что я не считаю, что журнал не нужен, более того, он порой нужен даже если этого не требуют правила. Но мне непонятно, зачем Вы вписываете туда тысячи деталей. Не надо засписывать каждый сваренный стульчик или тройник. Или вы их все идентифицируете, клеймите? Заносите по партиям, по сериям, по сменам. Самое главное, "Журнал" требуется при при сварке монтажных соединений, а Вы, я так понял, работаете не на монтаже, а изготавливаете некие полуфабрикаты в цехе. На основании этого Вам и можно отказаться от обязанности вести журнал. Этот журнал после монтажа остаётся у заказчика, чтоб был след от ушедшего подрядчика (на всякий пожарный). А у Вас журнал кому нужен? Кто его смотрит? В посте №8 Вы пишете про "какой-то аудит". Так что у Вас проводят, аудит или комплексные проверки? С каим инспектором Вы общались последний раз по поводу этого журнала, и общались ли вообще. Кстати на какие ОПО у вас аттестована технология сварки? Понятно, что руководители сварочных работ, вписанные на первой странице. Например в "Сварка арматуры и закладных изделий ..." указаны: мастер (прораб), ИТР сварочной службы.1 балл
-
Только Русский, настоящий сварщик, мечтает украсть аппарат с выставки, а не набить табло гл.сварщику и не закупить его на производство П.С. Только Рехм и Кемппи панель под углом делают, чтоб удобнее видеть было? Аппарат как правило на земле и козырёк корпуса как правило мешает, а эсаб скотина, ещё и зелёненькие цифорки сделал, на солнце их не видно((1 балл
-
Весной приобрел этот аппарат. Пылился на одном предприятии с 90-х годов. Теперь будет трудиться у меня в гараже. ВДГ-302 1978.г. http://content4-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/2013-sept-026.jpg1 балл
-
@virtus, рекомендую для ознакомления тему Работа на себя1 балл
-
Чем вам помочь-то? Описать - какой геморрой ведение бизнеса? Как работать с документами? Как и куда давать рекламу? Как вести переговоры?1 балл
-
Это Вы меня уговариваете или снисходительно соглашаетесь? Как правило в Т-соединениях без фаски катет рассчитывается от толщины металла.Толщина 3 мм - катет 3 мм и более... а) Учитывая,что конструкции всё таки несущие снижать калибры швов крайне нецелесообразно, б)для начинающего бо'льшие калибры швов выполнять проще,чем малые. Вы наверное не проверяли л/с и мне придётся Вас наказать.Предупреждение.Объяснения и дискуссия в разделе "По форуму и сайту".1 балл
-
Может вернуться к скамейкам? Там можно в сантИметрах мерить:
1 балл
-
Последние "штрихи" в сборке токарного станка по дереву.
1 балл
-
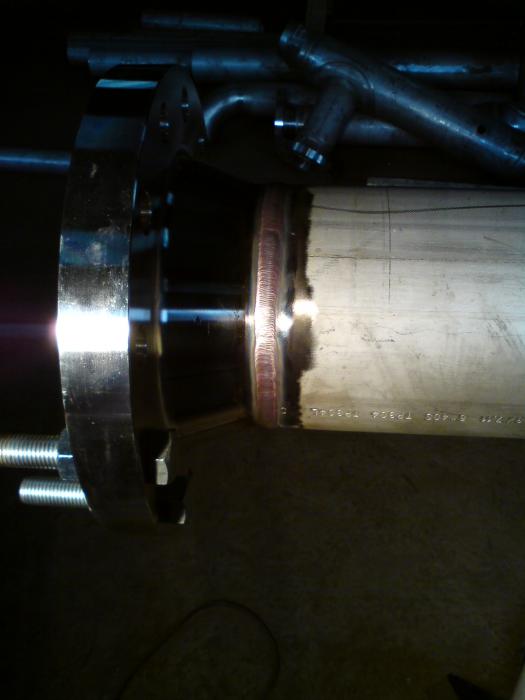
Еще вчера узнал от одного человека, монтажника, имя ему Сергей, как работают англичане при стыковке и сварке труб. Так как гибкости и смелости к экспериментам у меня не занимать, решил попробовать. Как известно, нерж. сильно тянет друг ко другу при сварке корневого шва и многие прибегают к зазору в 5 мм, стягивает в конце бывает до 2мм. Итак, у нас 7 мм толщина, нарезаем проволоку, как на снимке примерно 12-15мм(у англичан в мешочках готовая) и прихватываем в наше притупление, как на снимке в расстояние не меньше спичечного коробка(дедушкино) друг от друга. Проволока вдоль стыка между кромками очень хорошо держит зазор, это есть Вам и корректный зазорник, это есть и чистые прихватки, которые не надо вырезать, и при сварке, просто не надо подавать проволоку, а просто дугой сплавлять ее в сварочный корневой шов. Зазор держит четко 3мм, ПРОВЕРЕНО!!! Кстати с бумажным скотчем тоже нет проблем по заклейке стыка. Варил поворотную, где начал, там закончил, стык увело в 1мм., проверено угольником. Не поворотную, с 6 на 12 тоже нет проблем, зазор держит. Применял 2 способа сварки корневого шва, 1 в слепую, тот, что более ровный, второй с прожиганием кромок, как на снимке и сгон присадочной проволоки в сварочный шов. Облицовка не очень ровно получилась не спал пару недель нормально из-за храпуна. Вопрос решен сегодня в мою сторону. Сергею спасибо, в славе сегодня он , ну и англичанам
1 балл
-
Горлышко бутылки отрезаем так,чтобы остался небольшой буртик.Обтачиваем его так,чтобы он с существенным натягом входил в трубу.Затем,в образовавшуюся канавку,предварительно смазав её клеем,наматываем ХБ изоленту ,по ширине соответствующей канавке.Уплотняем обе вставки.Изоленту тоже «проклеил»,но сначала опытным путём подобрал толщину(длину) подмотки.Такой вариант более проще и эффективнее,чем заморочка с нитками,для уплотнения посадки.Ещё я дополнил нижнюю часть пенала деревянной вставкой(кусок черенка от лопаты,обрезанный о обточенный болгаркой до размера,чуть превышающия размер горлышка,а по длине-равным ему,30мм.)Размер трубы равен 380мм,для электродов 2,6мм и 3,2мм –самое то.Первый опытный образец был сделан с акцентом на небольшой размер пенала,что в итоге создало некоторые неудобства при упаковке электродов-они одним концом вставали в горлышко и бока пенала оставались незаполненными,а попытка запихать ещё несколько штук,приводила к расклиниванию электродов.Так вот запрессованная деревяшка выровняла дно пенала (а так же и уплотнила и укрепила-можно не боясь загружать электроды),а размер в 380мм позволяет при установке такого варианта дна и крышки,располагаться электродам более эффективно.Из фотоотчёта,думаю,моменты сборки и нюансы понятны.
1 балл
-
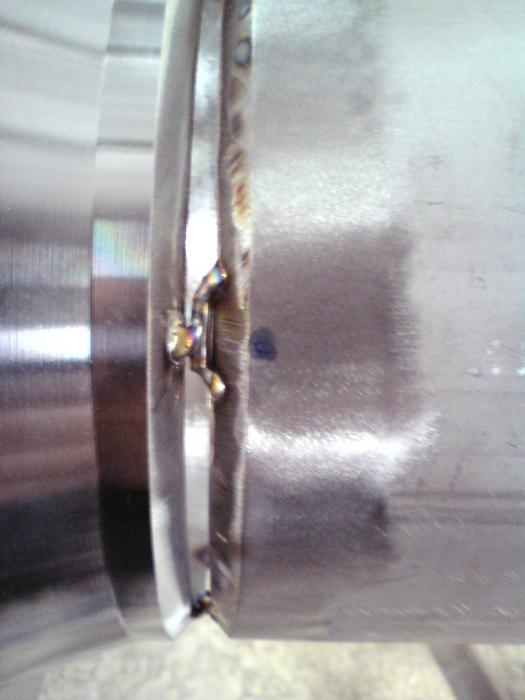
Всем привет. Есть тема о деформации металла при неправильной стыковке и сварке и как сделать правильно. Вот решил поделится опытом и фанатичном подходом к нержавейке. Как известно этот металл очень мягкий и подвержен при нагреве большей деформации, чем чернуха. В нашем случае возьмем емкость и короб и проникнем в глубь оных. На первом снимке цилиндр и блин. Для монтажника проще вырезать блин по наружному диаметру и просто бросить его на цилиндр, а сварщику просто прихватить легко и удобно край блина к цилиндру без зазора и так же быстро заварить, но каков финал после сварки?! Металл при нагреве как известно становится мягким, так же его тянет и растягивает процесс сварки, а зона нагрева стремится к центру и тут происходит то, что есть деформация, металл под собственным весом (блин) уйдет вниз и образуется ямка, а изнутри бугор, что является частой ошибкой многих и многих. Что бы это избежать в нашем случае, блин вырезаем немного меньше, дабы был зазор, на края цилиндра внутри наплавляем шарики мм. по 3, как показано на фото на пластине, что бы наш блин просто и качественно приземлился на наши шарики и прихватываем к нашим шарикам. Сила этого метода в том, что не надо держать поддув изнутри для прихватки, дабы не вылезла черная кашка, которая ну ни хрена не варится, окисленная зараза. На фото состыкованного блина видно. как он натянулся, и это только от прихваток стал наш блин как барабан. И после сварки можно в него стучать, он как струна и бубен. В доказательство всего этого представляю и короб, который сварщик с монтажником собрали не правильно (края листа на ребра-сварка) и в последствии его деформировало после сварки, растянув металл, а куда ему деваться??? !!! Только в бугры да ямы. Что бы этого избежать, на фото пластины представлен пример, это наши шарики,на которые мы положим наш металл и прихватим и весь короб так расхватаем и заварим. Металл будет тянуть и растягивать и ему в этом случае есть куда тянуться и натянется каждая стенка как струна, уверяю вас. Работа будет выполнена блестяще. Монтажник скажет вам, зачем гемор предлагаешь моей заднице - но помните, отвечать за качество вам!!! Один барыга предложил сварить ему бассейн из нерж 2мм, 3-3м, отказался из-за цены, сказав, да мне в 3 раза дешевле сварят, вот и сварили квадрат, весь повело, бугры да ямы и спрашивал меня, разве такое возможно? И рассказывал ему о деформации металлов, что представил вам и о правилах, а так же тех, что скупой известно сколько платит . Не ошибаемся коллеги, мотаем на ус и работаем корректно. Всегда ваш vnuk (человек деда)
1 балл
-
Насколько помню, то вы вдвоём уже давно друг друга недолюбливаете. Столкнулись теоретики и практики. Хорошо, будет по вашему и посмотрим к чему оно приведёт. Подобные беседы и недоброжелательность участников будут пресекаться следующим образом, а именно, темы в которых будет подобного рода конфликтные ситуации буду закрывать. ЗЫ: правила никто не писал, но здесь люди взрослые и должны сами понимать, как вести свой диалог или дискуссию не переходя на личности.1 балл