Лидеры




Популярный контент
Показан контент с высокой репутацией 12.12.2012 во всех областях
-
Радиатор FRED
 5 баллов
5 баллов -
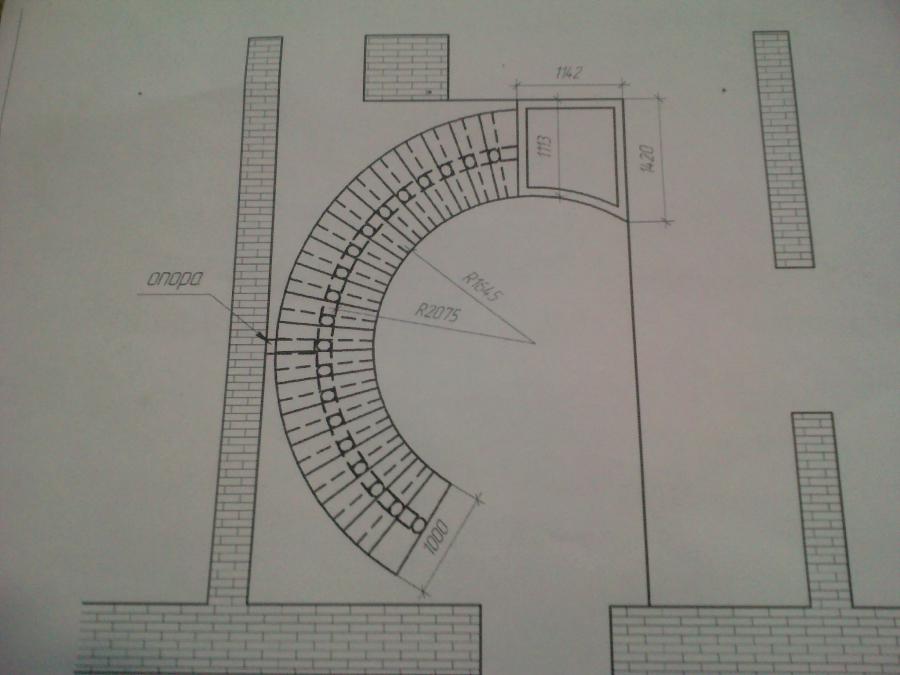
сегодня начал новый заказ,очередная лесенка,усиленная,толщина листа 5,ширина 150,длинна 5630.Состоит из двух частей,эта первая короткая
3 балла
-
1600 мм
3 балла
-
если взять проволоку nr-207 или nr-208, то затея мягко говоря дурацкая и ничего хорошего из этого не получится. для нее нужны очень тонкие и точные настройки до 0.1 вольта на дуге и скорость подачи. даже вылет провлоки от токоприемного наконечника до дуги имеет большое значение. да еще учитывая что эта проволока стоит больше 600 рублёв за кг то вобще идея сомнительная.3 балла
-
Замечательная маска. На производстве работаю в такой-же, когда длина шва составляет 4*18 метров, и через каждые 30-40 мм необходимо ставить прихватки, то все споры отпадают сами-собой. Поначалу многие противились хамелионам, конечно, фибра куда легче, но со временем даже самые стойкие перешли на них. А ну-ка, покивай башкой так целый день- через два дня кивать будешь уже и без маски. На счёт веса с портом под воздуховод она не тяжелее пластика,Свет приятный, слегка зеленоватый, у меня и на нашей простой стоял такой-же. 3 регулировки: по началу срабатывания, по продолжительности после и по светопропускной способности. 2 скорости турбонадува, индикатор загрязненности фильтров, условиях большой запыленности на 8 часов непрерывки хватает зарядки одного аккумулятора. Срабатывание четкое, без осечек на любом виде сварки. Ободок держателя маски намного надежнее нашего и что-бы его сломать надо постараться, фиксаторы опускания подпружиненные, хватает на 2 года плотной работы. все элементы и в маске и в турбине заменяемы. Недостатки: есть мертвая зона для срабатывания фотоэлемента затемнения-варить краешком глаза не получится, нужно, что-бы в растр попадала хотя-бы 1/3 элемента. Питания 2-х батареек хватает ровно на 2 года, но лучше не тянуть. Маска с надувом устроена так, что при остановке турбины дышать становится тяжеловато- маленький подсос воздуха. Но это устранимо, тк все элементы под шланг съёмные. Ну и цена, конечно, враги могли бы продавать и подешевле. А, вот ещё, пластик ну очень износостойкий и не высыхает.
3 балла
-
Корпус масляного фильтра ЦАМ
3 балла
-
Я вот куски кожи от старой сумки на рукавицы наклеил.
2 балла
-
Так это..обороняться нужно...СИЗ,образ жизни(курыть бросить,спортом-физ-рой заниматься)...2 балла
-
@tbn, а как по Вашему тогда варится "корень" на трубе электродом (!) Ф2мм..? Так он не только "кромки" сплавляет (проплавляет), так и прекрасно формирует "обратный валик ". Сделайте "разделку" и "зазор" и всё будет нормально.2 балла
-
Рыжие весёлые,а синие противные...
2 балла
-
@bruce77, надо не пробовать,а писать.Подобные "работодатели" (т.е. деньгозажиматели) отченно не любят когда их дрючат,там санкции - "маманегорюй".2 балла
-
2 балла
-
Можешь сам сделать такую Если кому надо, могу поделиться конкретными фото.К стати ,за пять лет топки чистил только один раз.Гараж 60кв м в мороз -40 съедает четыре охапки дров в гараже +15. Труба 40мм, листовой металл 4мм б/у,полоса 3х15мм ,труба 150мм стенка 3мм(трубы орошения оцинкованные)на трубу. 1-2 и 15-16 трубы длиннее на 10см остальных и выполняют роль ножек.В задней стенке в варены две трубы на 15мм для притока вторичного воздуха. Для герметизации топки, на дверце приварены параллельно две полосы 15мм на ребро,зазор между ними 15мм который потом забил пушёным асбестом(лучше верёвочным,а у меня какой был).Шарнир ,закрывашку и поддувало ,я думаю не сложно сделать самим из подручных материалов.В топке обязательно нужен колосник(иначе она пыхает и выбрасывает дым в поддувало(болезнь всех булерьянов). У меня колосник просто лежит на двух больших кирпичах. Или такую Эта печь тоже по принципу булерьяна, но без колосников это дерьмо (плохо горит, плюётся дымом и очень много дёгтя). Печь сделана из трубы на 60см. В варены трубки для дожигания, колосники тоже на кирпичах. Хорошо подходит для отопления небольших помещений 20-40 м2. Одной загрузки, в прогретом помещении, хватает до 12 часов
1 балл
-
Поясните пожалуйста, если с аттестацией сварщиков понятно, то с технологией и оборудованием не очень. По идее если аппарат нормальный, не самоделка, разве он не должен быть аттестован производителем данного аппарата? А с технологией, вообще не понятно, как происходит сама процедура ? Гугл выдал какой то кошмар. Кто нибудь реально сталкивался в С.-Пб. Куда ехать, что вести, сколько денег?1 балл
-
Ну вот и добралась наконец-то зима на окраину Российской империи. Испытал я свою "бубуньку", о чем и поведаю. Загрузка печки производилась сухим тополем, результат - шесть часов непрерывной работы. Не скрою, жары особой не было, но и температура в мастерской не опускалась ниже +18оС (За "бортом" было -5оС). Я остался доволен сим обогревателем и слава камраду Бубафоне!
1 балл
-
@Aleksdragon,Итог. Просмотрите всю тему, прочтите все ответы. Благополучно забудьте их и начинайте варить, как вам навык и опыт подскажет. Электрод - в держатель, подберите силу тока и полярность. А? Получается? Во и я о том же гутарю.1 балл
-
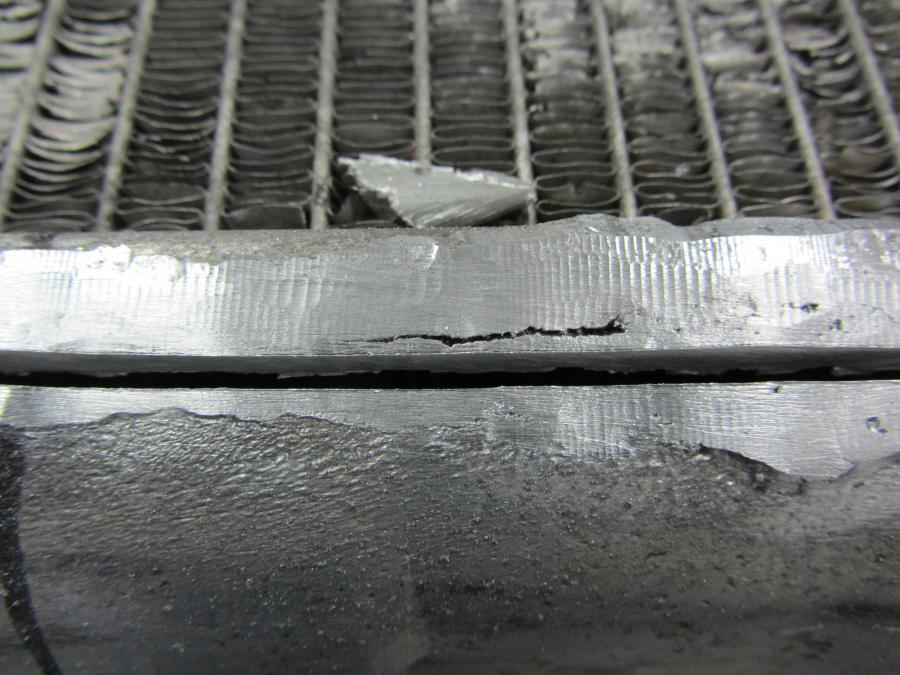
Видно на плёнках РГК: тёмные полоски - непровары,точки - поры, и пятна - зашлаковку,а "Взгляд" - это телепрограмма такая была.Поэтому на швах под контроль чаще всего корень строгают или расчищают "до белого".1 балл
-
Ваше мнение ошибочно !!!!!!! , с газовой линзой расход почти в два раза меньше да и защита лучше нежели без линзы ,1 балл
-
Вау!!! Рассказывайте не стесняясь-кто Вы в сварке?1 балл
-
@welderman, Чёрный цвет вообще траур)))1 балл
-
Старый добрый ТИР Далее ВС-300 старого образца и горелочка. Такие горелки - точно динозавры, хотя как видите, она в довольно приличном состоянии.
1 балл
-
Молодцы! Я тоже раз через прокуратуру выбил свои кровные. Задумываюсь о пушке с глушаком. Когда вспомогательные подобные организации перестанут нам помогать в Отбивании наших кровных, за душой директора приду, если не отдаст.1 балл
-
Дык, сразу бы и говорили, что речь идет об уральском клоне нашего КСУ потому как внешнюю характеристику можно сделать любую. Кстати, если уж речь зашла о ЧПР-315 (04) Урал, то в данной компоновке ПН=100% на токе 315А весьма сомнительно. Разве что при температуре плюс десять градусов.1 балл
-
Имеется перечень опасных производственных объектов..Все они разбиты на 10 категорий(групп), в каждой группе есть отдельные пункты..аттестация технологии проводится на конкретный пункт строго по нормативному документу. Основной документ - РД 03-615-03 и Рекомендаций к ним. Чтобы аттестовать технологию: написать технологическую инструкцию, подать заявку в АЦ, заварить образцы (какие и сколько вам подскажут в АЦ), провести неразрушающий и разрушающий контроль этих образцов в аттестованной лаборатории и передать результаты испытаний в АЦ. подождать 2-3 недели и с Москвы вам придут свежие свидетельства об аттестации, которые разрешат вашей организации выполнять сварку на коком нибудь опасном объекте. Оборудование как правило идет уже аттестованное, но продавцы эти свидетельства выдают не бесплатно. Есть реестр аттестованного оборудования http://www.нaхs.ru. Так что рекомендую связаться с поставщиком оборудования и спросить у него...или просто купить хотя бы 1 единицу св.оборудования со свидетельством аттестованную на ваш объект . если есть вопросы звоните 8 911 126-75-291 балл
-
Так как с аттестацией сварщиков Вам понятно, а про технологию описал dmitrii1162, остается вопрос о оборудовании. Скажу своими словами. Аттестация оборудования (ну например НАКС), это узаконенное государством, отъем денег у предприятий. Сварочный аппарат выходя с завода производителя уже имеет сертификат соответствия и качества. Эта бумажка уже подтверждает соответствие аппарата к его заявленным характеристикам. Нет же. Надо заплатить (например за РД 03-614-03) еще 15-16 тысяч. Пока аппарату нет 5 лет, то каждые три года, а по истечении 5 лет, каждые полтора года. В замен дают бумажку, на основании которой можно варить ответственные конструкции в течении трех лет, в независимости ломался аппарат, сколько раз ремонтировался, соответствует ли после ремонта, а иногда и не одного своим характеристикам. Просто законный отъем денег у производителя, вынуждая повышать цену на свою продукцию, дабы возместить выброшенную на нужды НАКСа свою прибыль.1 балл
-
Ребята! Да в одном и том же районе города подсадка напруги скачет от 220 до 170 вольт. Соответственно и ток на выходе тоже разный при одних и тех же настройках. Причем это от аппарата не зависит никак. Зачем упираться в конкретные цифры и давать советы чтоб человек именно на них варил? Примерного совета по силе тока вполне достаточно. От толщины металла это конечно тоже зависит (ну и от умения самого сварщика! )1 балл
-
Испытания проводит центр испытания и сертификации. Найти его можно или через интернет или обратитесь в технологический институт где есть кафедра сварки, там должны знать. Для реализации сварочной продукции предъявляются требования к аттестованной технологии сварки, состоящей из трех пунктов.Наличие руководителя сварочных работ (если не ошибаюсь как минимум техникум по сварке) Аттестация сварщика Аттестация сварочных процессов. При аттестации сварочных процессов вы сдаете пробные образцы выполненные согласно вашей технологической карте и заполняете бланк (отчет о квалификации) где указываете каким оборудованием варили, какие электроды использовали, указываете режимы сварки и т.д. Они эти образцы в центре светят, ломают и т.д. (определяют механические свойства и дефекты) если все okто аттестация пройдена и выдадут соответствующий документ. После этого вы на свою продукцию если ничего не изменилось можете указать что аттестация технология сварки пройдена. Но если вы вдруг решили поменять в технологии оборудование, электроды или что еще то нужно смотреть область распространения квалификации. К примеру область распространения на толщину металла. Вы сдаете на пробу сварной шов из стали толщиной 3мм. По госту область распространения квалификации для этих толщин от 2 до 4мм. Тогда вы можете заменить в технологии сталь толщиной 3мм на 4мм и проходить опять аттестацию ненужно, а вот на 5мм уже область не распространяется и нужна новая аттестация. Область распространения существует для электродов, для положения металла при сварке, для сварочных режимов и много чего другого.1 балл
-
Это прошлый заказ,такая работа предстоит снова.Только уже другому человеку... Всё это сваривается Св.08г2с,Св.08гсмт,СВП-1 и CВП-2 (d=1.2) российского производства (С.-ПБ и Чехов), всё соответственно в СО2.
1 балл
-
@tbn, Вы забыли ключевые фразы:"В глаза смотреть" и "вопросы здесь задаю Я".Только для начала приложите фотку "с появившимся проплавом с обратной стороны кромок" и отпишитесь в http://websvarka.ru/...=120#entry37221 . Помимо электродов d=2,5;3;3.2 бывают ещё 4.0;5.0 и даже 6.0 мм.100% провара добиваются как на 3 мм,так и на пяти.А что касается ампер,то для УОНИ 13/55р d=3.0 мне достаточно выставленного на БР-304 тока в 76 А.1 балл
-
Точно, 2-3 мм на разряд1 балл
-
Звонил Московским представителям по: http://www.lincolnel...argon/ist/2738/ и http://www.lincolnel...argon/ist/2737/ Почему мол цены, вес, и ампераж странные? Говорит, что 270-ые появились позже и производитель старался максимально снизить вес и увеличить ампераж, в результате возвраты по гарантии увеличились.1 балл
-
Да прикольно. Тут дядя который оф. представитель дилеров, которые нам дробилки продают (в прибалтике), рассказывал, что наблюдал картину маслом: от трактора типа Т150 карданом,через отверстие в стене, приводится токарный станок!!! Ибо в том краю чудесном (торфоразработка вроде) ни электрофикации, ни советской власти! И ещё на тему сварки в неэлектрофицированых районах. Наша техника работает по лесам и перелескам. Бывает ломается. Колёсная техника сама из леса выезжает, а гусеничная на арендованом трейлере. Понятное дело, что дешевле пригнать сварного в лес, чем из-за пустяка тащиться в гараж, километров за 200. Ну при этом в аренду берётся сварной генератор, вещь оч прикольная (былиб бабки, купил бы себе для халтуры). Так как технопарк расширяется, начальство начало задумываться на тему покупки собственного генератора. Только не сварочного, а простого, типо сварочных аппаратов у нас и так хватает. Я так сразу подумал, что наверняка генератор, который питает инвертор, даже однофазный, хотя трёхфазный былоб предпочтительней по мощности сварочного тока, должен быть мощнее,чем тот который вырабатывает сварочный ток,и ещё 220 для "болгарки". Короче купили трёхфазного "китайца", который не то что однофазный инвертор, даже большую "болгарку" не "тянет". И чё такого трёхфазного к нему подключить можно, даже не представляю. В итоге решено генератор отдать для подзарядки аккумуляторов. Чё со сваркой в лесах и полях покане ясно, ну хорошо, что есть аренда инструмента!1 балл
-
Причем любые. В любое время, кроме выходных и национальных праздников. Это точно. Форсажи привозят за 400-500 километров, а вот аппараты Кемппи и Эсаб, везут за тысячи километров. Может потому что делаем хорошо, а может потому что дешево.1 балл
-
Как сказал morgmail, http://websvarka.ru/...528, "Не надо вводить людей в заблуждение!" Я предлагаю людей из заблуждения выводить и выкладывать здесь материалы не надёрганные из сети, а свои собственные факты о сварке при низком сетевом напряжении. АВН, это начало реализации вашей идеи http://websvarka.ru/...t=20#entry37190 - если не передумали, то переносите всё сюда.1 балл
-
Внесу свои 5 копеек...На строительство объектов бованенковской КС в Инте ООО"Ростехстрой" может искать бригады монтажников и сварщиков в центральной России и Поволжье-так вот -эта контора-отстойная шарага-Вас поселят в страшную общагу,где 1 туалет на 25-30 человек,1 плита и 1 один душ...ездить на работу будете стоя в вахтовке как в метро в часы пик..командировочные будут выдавать с задержкой и не более чем на один текущий день,техники у них нет,поэтому трубы до 219 мм будете таскать на себе(я демонстративно отказался,чем вызвал плохо скрытое неудовольствие),штат ИТР-непрофессионалы(в октябре мастером был назначен человек,не имеющий даже общестроительного образования,не говоря уже об узкопрофильном,какие он "корки отмачивал"-отдельная тема"),купили 4 Линкольна,но не хватило ума купить к ним комплект кабелей и разъёмов-так и простояли они мертвым грузом...денег за месяц вахты(30 днх12 ч) до сих пор не получил,хотя прошло уже более месяца,в офисе лепят какие-то постоянные отмазки-вроде денег нет.будут завтра,директора нет позвоните-зайдите завтра и т.д и т.п,договор есть,оформлен как надо,,так что шансы на судебное решение практически стопроцентные..созванивался с ребятами которые сейчас в Усинске-возвращаемся и сразу в трудинспекцию для начала ( и в прокуратуру и в суд тоже)...ООО"Ростехстрой"(подразделение холдинга"Ростехбезопасность"),офис в Сыктывкаре-будьте бдительны... История,хм,получила неожиданное продолжение...чего ,думаю ждать-зашёл на сайт трудинспекции-там есть раздел -"Письма в трудовую инспекцию"-написал о своих злоключениях в Инте по предлагаемой там форме,отправил и забыл пока..утром следующего дня-звонок:"Это Ростехстрой Вас беспокоит-когда сможете за деньгами подойти?Никогда я к вам больше не пойду-но за зарплатой подойдут...доверенные лица-как вам будет угодно.."Вот так как-то...1 балл
-
Ну вот я и в гипсе. И дома! Сломал, блин, руку... Ну тем двоим гораздо хуже! И это радует и греет душу! Уже почти не болит! Браты!!!!
1 балл
-
Делать на базе ВДМ посты п/а сварки занятие неблагодарное,лучше подключить к нему балластники через шины и использовать для РАДС или РДС.Освободившиеся однопостовые выпрямители задействовать на п/а сварку.1 балл
-
Корешок, я живу там, где его делают и есть свежий прайс с завода, а у одного дилера ещё дешевле.1 балл
-
у кого-то на этом форуме увидел и запомнилась фраза. " у меня 2 рабочих состояния,кое-как и как-нибудь. Вам как какнуть?" В коллективе уже на столько привыкли к ней и к тому ,что на работу прихожу обычно не спавши после гулянок. Спрашиваю уже просто "как какнуть?". Однажды в свой адрес после очередной пакости услышал " руки бы тебе к ...опе приварить кожаными электродами". Деревянный чепик в трубе ,обычно называли деревянным электродом(времена ,когда работал в котельной) Еще не забуду момент,когда кто-то здесь же на форуме(ник не вспомню),выложил скан бог знает каких времен" что якобы вместо глаза при сварке нужно произносить ВНИМАНИЕ". Ребят ,попробуйте)))Мне нравится. Водилы у нас странный народ,ожидают привычное "ГЛАЗА" говоришь внимание и они сосредоточенно начинают смотреть на будущего зайца)1 балл
-
Из тюнинга инвертора единственное что можно сделать, так это поставить спойлер и подсветку днища Всё остальное долго и дорого. Даже на самом занюханном китайце схемы собирают по расчётам. Урезанные аппараты тоже просчитываются. Если вам интересен сам процесс, то я с удовольствием почитал бы (если всё же решитесь) Ваши коментарии о доработке...1 балл
-
На сараях много чего написано,но мы-то в основе своей культурные люди.Не уподобляйтесь андрусу и подобным... p.s.Однажды очень щепетильный представитель заказчика принимал три яруса помещений надстройки на танкер.Осмотрел все шхеры,подволоки,выгородки и брезгливо (но не обидно) оттопырив губу прошелестел:"мел на нос.переборке II яруса удалите".Мелом было запрещено делать надписи,якобы потом краска не ложилась на эти места.Пришли туда,а там достройщики,пацаны-практиканты красиво так,жирненько написали:"... вам".Наши рубщики без эмоций угловыми машинками мел зачистили,надпись так и осталась,только шрифт и размер слегка изменился...я ведь ругаюсь не хуже (или не лучше?) многих из Вас,но почему-то не позволяю себе это на форуме,хотя иногда очень хочется...хоть немного...кой кого.1 балл
-
Апну тему. У меня-всё то же, токлько в два раза больше. Дочек у меня две (двойняшки). Физическая разрядка-баня+бассейн. Здраво снимает мышечную усталость и контрактуру (для сварщиков, работающих подолгу в статике и неудобной позе-само то). Это ещё когда занимался тяжёлой атлетикой и единоборствами, практиковал. Чтоб разгрузиться морально-есть другой способ. До одури люблю автотуризм и дайвинг (ну, подводное плавание, коль по старинке). Очень хорошо сочетается. Вырубив тилипон, гружу в машину семейство, снарягу и катим, куда подальше. Главное-дикарём. Тем более, что я ещё и джипер. Не пробитый на голову, а так, в охотку.1 балл
-
У меня с этим получше, у заказчика десять подвалов (домов) и все чистые, ну и у меня всегда есть выбор, лезть или не лезть, вот в чём вопрос Не захотел он летом поменять компенсатор, а зря, дешевле бы было.
1 балл
-
Безграничность упирается в тупик...Фодес... "конкретика, а не обсирание"-Ваша просьба , где она? Начальство камеру не дает? И не ждите что даст, посмешище ваш горыныч. Хотите прикрою эту тему как на чипмейкере? Хочется побольше давления-присобачьте компрессор на 6 бар и режьте все подряд- мой слабенький плазморезна 30 А стоил 5 лет назад 600 евро(счас и половины не стоит) , А вы за срань господнюю 1000 хотите сейчас.... На кой черт тогда все ваши "пальцы веером, ноги клевером" если еще и компресор вам подавай Гавенные по качеству фото со швами выполненые неизвесно чем Вы анонсируете как современное оборудование... Не стыдно ? "Последнее китайское предупреждение" горынычу и Вам1 балл
-
Чесно говоря, никогда не замерял. Но где то на видео с рекламой горыныча видел как трубу резали на 3/4 (вроде бы). Мой плазморез(слабенький, 30А) такую трубу разрежет в момент. Никак немогу разобратся как здесь видео выложить. Нужно с админом связыватся что бы узнать как это делать, тогда смогу показать. И Вы сами сможете оценить скорость реза.1 балл
-
Все правильно, лучше иметь автономный компрессор. Сжатый воздух всегда в хозяйстве нужен. Пневмоинструмент, краскопульт, шины подкачать... На выходе фильтр организовать можно. Да и плазменный аппарат полегче будет. С компрессором - для работ на выезде.1 балл
-
Взрослый действительно на 380 вольт. Блок питания инвертер, вес 30 кг(коробка черного цвета). Тележка(желтая) самоделка. Циркуль тоже самопал-платить 250 евро за фирменный жаба задушила. Макс толщина реза 30 мм. При резке отверстий сверловка желательна. Без него обратный выброс метала при прожигании листа портит сопло и ресурс сопла сильно снижается. Так что резать лист с двух сторон не получится. Сама горелка с кабелем для BlueWeld будет стоить от 250 евро (для взрослого-530, неделю назад заказали) и проблему перегрева это нерешает-перегревается блок питания.1 балл
-
Сегодня выкладываю то что есть- более "взрослый" плазморез и его работа. Толщина металла 16 мм.
1 балл
-
Tig а Расходники(сопло и электрод) какая цена у них и в продаже их взять можно без проблем или под заказ? И еще здесь вопрос подняли по компрессору как я понял у вас на работе TELWIN 54 а они с BlueWeld Prestige Plasma 54 Kompressor эдинтичны как там дела с ресурсом компрессора? Вы про фото говорили хотелось бы посмотреть на качество реза.1 балл
-
http://www.toolcity.ru/catalog/5779.html Здесь более-менее подробное описание, хотя и писала тупая блонди Компрессор есть встроенный. На работе пользуюсь иногда похожим аппаратом,вроде бы TELWIN, тоже "итальянец" и тоже выпущенный в КИТАЕ. В личном пользовании есть Special CUT 30-"испанец". Особо критиковать нечего-работают, режут неплохо, но требуются некоторые навыки в работе. Единственный недостаток быстро перегреваются и отключаются для охлаждения. При толщине 6 мм длина реза максимум один метр, потом "перекур" на 5-6 мин. Так что если планируеш использовать его интенсивно смотри на более "взрослые" аппараты. Расходники(сопло и электрод). Долговечность зависит от опыта работы, у меня до 150 метров реза при толщине листа 3 мм. Будут более конкретные вопросы-отвечу. Если интересно могу выложить много фото.1 балл