Активность
- Вчера
-
 Алексей_Ч присоединился к сообществу
Алексей_Ч присоединился к сообществу -
Обычно если нет документа, который разделку кромок задаёт, их вычерчивают с явным заданием размеров.
-
ПНАЕ Г-7-009-89 НП -104-18
-
https://www.yaplakal.com/findpost/133979309/forum2/topic2781798.html
-
 fag присоединился к сообществу
fag присоединился к сообществу - Последняя неделя
-
 banqplip присоединился к сообществу
banqplip присоединился к сообществу -
 vysotskii присоединился к сообществу
vysotskii присоединился к сообществу -
Потому, как согласно ОСТ, норматив расхода ТПН типа Е-Сu составляет от 3,5до 4,5 кг проволоки 1,2 мм на 1 ТПН.То есть на стандартную катушару 15 каГЭ нужно закладывать от 3 до 5 штук. Лично я бы считал по нижней норме, особенно при расчёте себестоимости. А сварные нам шептали по секрету- а нам на неделю один дают.А можно записать, как докУмент называется? Да пожалуйста,нам не жалко....
-
Ну что делать, будем работать с тем, что есть. Критерии качества ТПН,в ОСТе также прописаны. По количеству пропущенной через себя проволоки. И лично у меня это докУмент сомнения не вызывает.Ибо писали его очень умные и опытные коллеги.
-
В том и дело, что критерий оценки качества ТПН в явном виде нигде не указывается. Как бы бери что хочешь и формально будешь прав, пока не докажут обратное, показав правильные критерии выбора. И ладно, если на производстве кто-то знает об этом, но, сравнив распространение ПА-сварки с достаточным уровнем знаний ее пользователей, вторых явно значительно меньше.
-
А могли бы и в утиль
-
Ну, коллега, если бы всё так было просто всегда....тогда мне и работы бы не было Сначала начиналось , все как обычно, с истерики-"вашапроволокагавноневаритуродысволочикозлы...".Но! Проволоку поставляет ну очень уважаемый поставщик, который, конечно, проволоку поменяет и деньги вернёт, если ЧО, но и за " базар " спросить всегда может.Поэтому организуется выезд представителей завода к истероиду,заранее оговаривая некоторые процедуры проверки данного наезда на продукцию ТОП ВЕЛД. Далее-дело техники. В данном случае "козлами"оказались ТПН с диаметром 1,28 для проволоки 1.2 (номинал) реал-1.17 Согласно ОСТ 23-4,47-72 диаметр отверстия должен быть минимум 1,4 мм.Допуск в плюс А4. Нам пытались поставить на вид, что данный документ в правовом смысле-ничто, однако "остовские" ТПН работали и сварка шла штатно. Как-то так.
-
Полуавтомат Lincoln SpeedTec 200С. Он был у меня уже пару лет назад, но дефект был другой. Сейчас постоянно горит ошибка перегрева. Полечили американца. Не стали санкции ему включать )))




-
 Подозреваю, что в мед.учереждениях, кислород на ивл подается через фильтра. А так да в СО2 переводят изношеные старенькие баллоны. По разновиду отличаются ещё смеси, они с трубками и гелий - у них малый проход вентеля.
Подозреваю, что в мед.учереждениях, кислород на ивл подается через фильтра. А так да в СО2 переводят изношеные старенькие баллоны. По разновиду отличаются ещё смеси, они с трубками и гелий - у них малый проход вентеля. -
 Bersey присоединился к сообществу
Bersey присоединился к сообществу -
В итоге так просто поменяли ТПН на новый (возможно заведомо другого поставщика) и все разрешилось? У клиента все ТПН со склада были плохи? Или конкретная их партия таковой в работу попала, что их замена не давала результата?
-
Ездили тут в Татарию недавно.Понравилось.Масса адекватных/неадекватных пользователей была где-то 9 к 1. Даже по разборкам претензий "гадами" по итогу оказались ТПН,имеющие заниженный, согласно ОСТ 23-4.47-72 размер центрального канала.
-
 Ивановиков присоединился к сообществу
Ивановиков присоединился к сообществу -
 Nktv присоединился к сообществу
Nktv присоединился к сообществу -
Полуавтомат Элитеч АИС 200ПНС. В своё время весьма популярный аппарат. Многофункциональный. Практически аналог нашего старого Гроверс 200 Мультимиг, да и завод один и тот же. Ребята сменили механизм крепления катушки и тут поняли, что отсутствует торможение движка при окончании сварки. До этого видимо затяжки этого механизма хватало. Стал разбираться и понял, что на заводе забыли включить эту цепь. Она имеется, но питание к ней отсутствует. Не поверил, долго копался, разобрал его полностью, выпаивал детали, но данная ситуация полностью подтвердилась. Завод забыл !!! Пришлось исправлять косяк. После исправления всё отлично заработало.





-
 Имя_любимое_мое присоединился к сообществу
Имя_любимое_мое присоединился к сообществу -
 Диск квадроцикла, пост выше. Недолго музыка играла, красиво так разлупили рядышком))
Диск квадроцикла, пост выше. Недолго музыка играла, красиво так разлупили рядышком))



-
Ручаюсь за данного человека, готов выступить гарантом по данной продаже если требуется
- 1 ответ
-
- 2
-

-
Продам HYPERTHERM POWERMAX 65 новый в использовании 1 час на ЧПУ . Ума станку так и не дал лежит без надобности второй год . В комплекте блок подготовки воздуха и коробка расходников , цену вижу 300 к но торг не кто не отменял , открыт к диалогу
.thumb.jpg.ec981b1830ddbef56058a0513d076e38.jpg)

-
Просто поддон от Вольво.




-
 фотопленку проявлять и фоточки печатать )
фотопленку проявлять и фоточки печатать ) -
Шкив автобус Ман. Наплавка внутренняя с двух сторон. Полуавтомат и тиг. Диаметр 50мм. На снимке не поры,просто светотень.Слегка прошелся фрезой...



-
 Головка Тойота. Крепление коллектора. Резьба уже была перерезана с 10 на 12 и сорвана окончательно. Разделка довольно глубокая -23 мм,раскрытие больше и объем наплавленного металла увеличится,что может привести к деформации,может но... деформация плоскости,но 0,1мм в одном углу.Доводка плоскости ручная.
Головка Тойота. Крепление коллектора. Резьба уже была перерезана с 10 на 12 и сорвана окончательно. Разделка довольно глубокая -23 мм,раскрытие больше и объем наплавленного металла увеличится,что может привести к деформации,может но... деформация плоскости,но 0,1мм в одном углу.Доводка плоскости ручная.




-
 Здорова парни! Камарад на работе подогнал советские сварочные стёкла С-5 и Э-5, а так же одно какое-то (тоже советское) стекло Красного цвета. Начнём с С-5, по таблице они должны соответствовать DIN 11. Но по факту они по-светлее будут, где-то как din 10.5 и что приятно они скорее соломенного цвета. Цвет понравился, варить в таком желтоватом, что на MMA, что на MIG приятнее чем в зелёном дин 11. Что не понравилось, Советское стекло очень ТОНКОЕ! И ЛЁГКОЕ! по сравнению с китайским производства XTW Китайское DIn 11- 2.9 мм, Советское С-5 2ММ! Китайское дин 11-40 грамм, Советское С-5-33 Грамма! Скажите пожалуйста, кто в теме, относительно защитных свойств. Почему советское стекло такое тонкое и лёгкое? Оно что хуже защищает чем китайское, которое и толще тяжелее!"??? Далее поработал в советском Э-5. По ощущениям как ДИН 13-14. Коричнево-зеленоватое. Ну как бы тоже понравилось. От сварки ощущения ну как от дин 14 нормальное стекло для больших токов. Но притензии теже самые. Оно почему-то тоже тоньше и легче. Толщина советского Э-5 2.5 мм и вес 35грамм. Теже самые вопросы. Как так, почему такое лёгкое и тонкое, как оно в плане поглощения и отражения UV?!!!!? В красном ещё не варил. Зачем оно вообще, для чего применяется красный светофильтр? Спасибо.
Здорова парни! Камарад на работе подогнал советские сварочные стёкла С-5 и Э-5, а так же одно какое-то (тоже советское) стекло Красного цвета. Начнём с С-5, по таблице они должны соответствовать DIN 11. Но по факту они по-светлее будут, где-то как din 10.5 и что приятно они скорее соломенного цвета. Цвет понравился, варить в таком желтоватом, что на MMA, что на MIG приятнее чем в зелёном дин 11. Что не понравилось, Советское стекло очень ТОНКОЕ! И ЛЁГКОЕ! по сравнению с китайским производства XTW Китайское DIn 11- 2.9 мм, Советское С-5 2ММ! Китайское дин 11-40 грамм, Советское С-5-33 Грамма! Скажите пожалуйста, кто в теме, относительно защитных свойств. Почему советское стекло такое тонкое и лёгкое? Оно что хуже защищает чем китайское, которое и толще тяжелее!"??? Далее поработал в советском Э-5. По ощущениям как ДИН 13-14. Коричнево-зеленоватое. Ну как бы тоже понравилось. От сварки ощущения ну как от дин 14 нормальное стекло для больших токов. Но притензии теже самые. Оно почему-то тоже тоньше и легче. Толщина советского Э-5 2.5 мм и вес 35грамм. Теже самые вопросы. Как так, почему такое лёгкое и тонкое, как оно в плане поглощения и отражения UV?!!!!? В красном ещё не варил. Зачем оно вообще, для чего применяется красный светофильтр? Спасибо. -
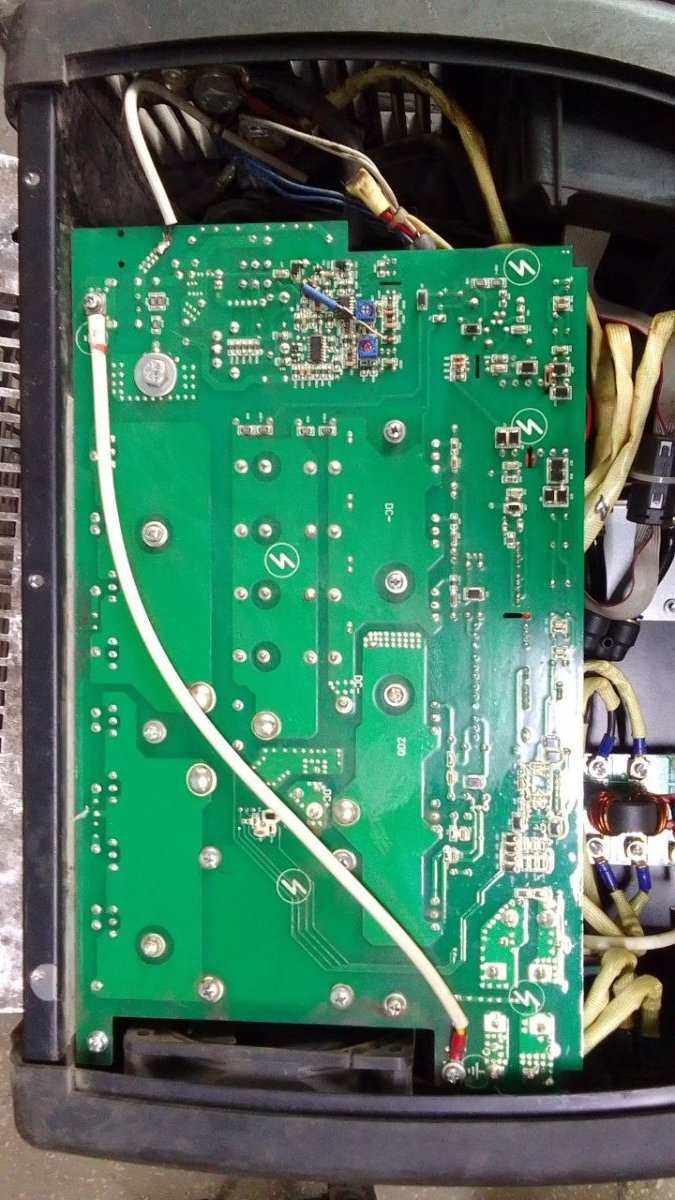
При замотке в фольгу, её, как экран нужно ещё соединять электрически с минусом на плате. вот тут, в самом низу автор указал о проблеме с наводкой. Увидеть их можно на одном из крайних (справа при установленной плате в аппарате) разъемов. У меня там при установке платы внутри сварочника - вместо импульсов начиналась целая свистопляска наводок. Плюс, скорее всего вы потенциометр использовали металлический? Его корпус нужно изолировать от корпуса сварочника, на сам корпус запаять минус провода. В общем нужно работать с металлическими потенциометрами в этом сварочнике примерно также, как и в хорошей звуковой аппаратуре. То есть корпус потенциометра сажать на минус платы. И не допускать (это уже нюанс сварочника) электрического соединения корпуса потенциометра с корпусом сварочника. Ну или же найти потенциометр в пластиковом корпусе. Также важный вопрос - подключен ли сварочный аппарат к розетке с заземлением? Это, думаю, может довольно серьёзно влиять на наводки внутри аппаратуры.
- Ещё раньше
-
 Кислородные и аргоновые можно переводить в углекислотные, а углекислотные в аргон/кислород нельзя. Баллоны в которых была углекислота ржавеют изнутри, и их ни в коем случае нельзя переводить "в класс выше", т.к загрязнённость тары влияет прямым образом на чистоту газа. Если заправить аргон в/ч или кислород первого сорта в бывший углекислотный, то лазерная резка или тиг сварка будет невразумительной. Представьте такой сценарий, что бывший углекислотный баллон покрашенный под кислород каким-то дурачком попадет в мед. учреждение и вся эта ржавчина и примеси потом в лёгких у больного окажутся. Очень классно посидеть на ивл и заработать обструкцию, а врачи будут только разводить руками и не понимать почему у больного идёт ухудшение самочувствия
Кислородные и аргоновые можно переводить в углекислотные, а углекислотные в аргон/кислород нельзя. Баллоны в которых была углекислота ржавеют изнутри, и их ни в коем случае нельзя переводить "в класс выше", т.к загрязнённость тары влияет прямым образом на чистоту газа. Если заправить аргон в/ч или кислород первого сорта в бывший углекислотный, то лазерная резка или тиг сварка будет невразумительной. Представьте такой сценарий, что бывший углекислотный баллон покрашенный под кислород каким-то дурачком попадет в мед. учреждение и вся эта ржавчина и примеси потом в лёгких у больного окажутся. Очень классно посидеть на ивл и заработать обструкцию, а врачи будут только разводить руками и не понимать почему у больного идёт ухудшение самочувствия -
 такая же картина и с пропаном. Поэтому не спешу отдавать денег. Смысл отдавать денег, что при тебе просто набьют другую дату?! Для успокоения, что у тебя другая дата стоит? А смысл в этом? С пропаном проще, при тебе заправляют. Поэтому два баллона довольно старенькие. А про новые, из фольги, столько рассказов, что о замене на новые и думать не хочется. К нам приезжали сваривать образцы для огнетушителей. Им не качество надо, а объем. Да и подготовка материала просто плачет. Обезжиривать ... не это не про нас. И так везде...
такая же картина и с пропаном. Поэтому не спешу отдавать денег. Смысл отдавать денег, что при тебе просто набьют другую дату?! Для успокоения, что у тебя другая дата стоит? А смысл в этом? С пропаном проще, при тебе заправляют. Поэтому два баллона довольно старенькие. А про новые, из фольги, столько рассказов, что о замене на новые и думать не хочется. К нам приезжали сваривать образцы для огнетушителей. Им не качество надо, а объем. Да и подготовка материала просто плачет. Обезжиривать ... не это не про нас. И так везде... -
Я о том же, не уже ли сложно в общий доступ выложить ссылкой с я.диска?



















.jpg.aae078746272481456bee4ec92379fd1.jpg)














