ЛехаКолыма
-
Постов
1 546 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ЛехаКолыма
-
@Дед мазай,коэф наплавки электродов 9,5 г/а*ч у полуавтомата примерно 16 г/а*ч считайте что примерно времени уйдет раз в два меньше. @ЛехаКолыма, Если замените углекислоту на смесь 80-20 тогда повысите скорость сварки и уменьшите разбрызнивание сварочной проволоки. пособие по нормирование электродных материалов.djvu
-
Доброго дня,лучше уж самому снаряжать патроны,это во первых и качественно и под свое оружие можно вымереть оптимальную навеску.
-
 @ALEX47,Доброго дня при сварке толстостенных конструкций из низколегированной конструкционной стали с толщиной стенки более 25 мм потребуется делать подогрев 150 град.Делается это с целью предотвращения появления кристалических трещин.Даже при сварке такой стали Ст3 можно спровоцировать их появление.https://ohranatruda.ru/ot_biblio/normativ/data_normativ/2/2034/см. пункт 1.42 (последний абзац). РД 22-322-02 Краны грузовые пункт 9.2.13 http://gostrf.com/normadata/1/4293830/4293830269.pdf http://taina-svarki.ru/svarivaemost/otsenka-svarivaemosti-staley-formula-uglerodnogo-ekvivalenta.php расчет эквивалента углерода,обратите внимание на формулу для расчета температуры подогрева для стали ст3 при толщине 25мм уже понадобится подогрев 120 град. А что касается сварочных напряжений которые боитесь получить при сварке рдс,никто не отменяет вам сделать отпуск.Горелка, минвата и пирометр или термокарандаш ,для контроля температуры.На тэц так некоторые стыки трубопровода из теплоустойчевой стали подвергают термообработке.
@ALEX47,Доброго дня при сварке толстостенных конструкций из низколегированной конструкционной стали с толщиной стенки более 25 мм потребуется делать подогрев 150 град.Делается это с целью предотвращения появления кристалических трещин.Даже при сварке такой стали Ст3 можно спровоцировать их появление.https://ohranatruda.ru/ot_biblio/normativ/data_normativ/2/2034/см. пункт 1.42 (последний абзац). РД 22-322-02 Краны грузовые пункт 9.2.13 http://gostrf.com/normadata/1/4293830/4293830269.pdf http://taina-svarki.ru/svarivaemost/otsenka-svarivaemosti-staley-formula-uglerodnogo-ekvivalenta.php расчет эквивалента углерода,обратите внимание на формулу для расчета температуры подогрева для стали ст3 при толщине 25мм уже понадобится подогрев 120 град. А что касается сварочных напряжений которые боитесь получить при сварке рдс,никто не отменяет вам сделать отпуск.Горелка, минвата и пирометр или термокарандаш ,для контроля температуры.На тэц так некоторые стыки трубопровода из теплоустойчевой стали подвергают термообработке. -
@Alex_lok,Доброго дня время спада тока поставьте побольше сек 2-3 тогда кратера у вас не будет в конце шва
-
@psi,Прекрасно понимаю, было такое же.В семье не без урода,бог им судья.
-
@psi,Ну за такую работу я думаю зачтется,когда уйдем в страну вечной охоты.
-
@Георгий 11,Доброго дня,это понятно если человек хорошо владеет видами сварки он сам для себя определит каким именно видом сварки выполнить работу
-
Вот есть интересная книга по ремонту кранового оборудования может быт полезна @Георгий 11,у ewm или у kemppi были интересные источники питания:функция сварки с большим вылетом сварочной проволоки Koncevoj_Remont_kranovyh_metallokonstrukcij.zip
-
@Георгий 11, Да то же вариант с соплом
-
@Вад11,если толщина 40-45 мм и разделка узкая хватит ли места для сопла?
-
@Вад11,ну так вылет проволоки при сварке в защитных газах 10-12 мм,сопло горелки не станет помехой?
-
@Elektro_D,сварочные брызги и грубая чешуйчатость
-
@Вад11,Ну не знаю, как раз проще электродом добраться чем горелкой полуавтомата
-
@ALEX47,Доброго дня ,а с каких таких пор ,при сварки таких толщин подогрев стал необязательным и по чему рдс для вас в данном случае будет утопией?
-
@soinov,спасибо буду знать где искать
-
@ALEX47,В этом документе и даны выдержки из ДОПОГ
-
@Георгий 11,ну ,а как вариант погрузить в емкость с водой или обмотать мокрой тканью?
-
@Serj55441, Лучше наверно нагреть 300-400 град для удаления масла.
-
@007,Доброго дня и какай тогда вообще смысл от такой сварки,если без пасты и без поддува защитного газа по выгорают легирующие элементы,сварной шов в агрессивной среде долго не протянет.
-
Я книгу так и не смог найти скачать судя по источнику книга ред. Цешковский А.А. Справочник молодого слесаря-теплотехника
-
Ну ,а теперь загружаются?

-
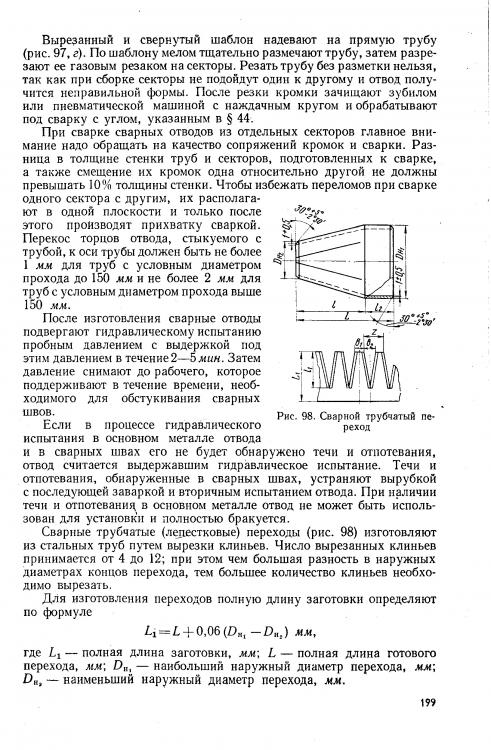
Вторая картинка вообще никак не загружается?Там у казана формула длины перехода,
-
@psi, http://www.ngpedia.ru/pg149zvFU9y9B3C2y4Y9w40004228107/
-
@chdv1971,Доброго дня,а где такую бор фрезу брали для дримера?
-
@Дед мазай,Доброго дня,тут я думаю нужно демонтировать колону и выстругивать все дефекты,толщина судя по фото 15-20 мм желательно еще бы и подогрев организовать град. 150.По хорошему это узел после сварке подвергнуть отпуску,ну или на крайний случай сделать проковку.И по форме сварного шва выполнить его как можно с более плавным переходом к сопрягаемым деталям,не выполнения этого условия скорее всего и привело к такому результату.