hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
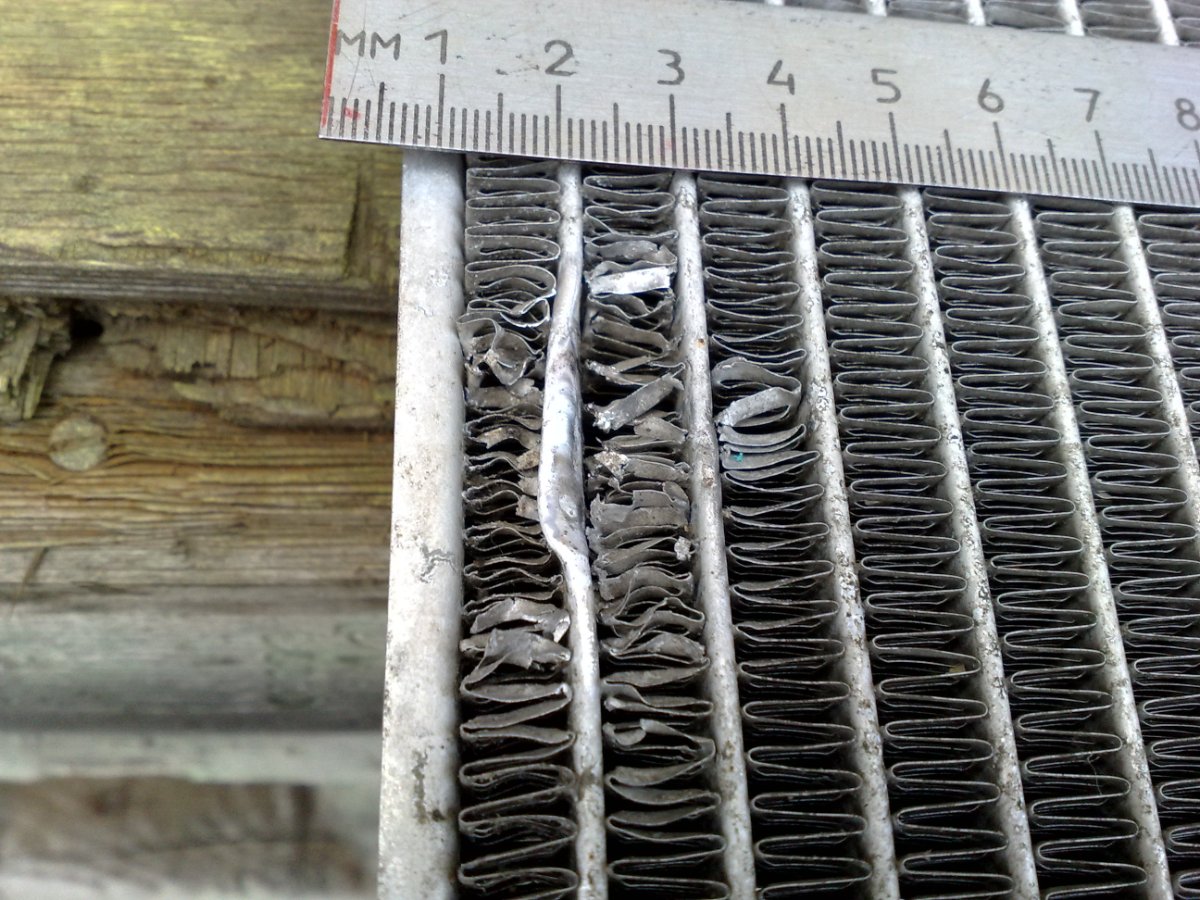
Сомнительное применение. Основная проблема - летящий из всех щелей песок при окраске.
-

-
Я же написал, что это тестовая сварка. Отработка режимов сварки. Когда поверхность не зачищена, то все огрехи настроек контрастнее видны (тут больше про поджиг и баланс полярности, а у меня еще и баланс амплитуды). Принцип: "сварил по грязи, по чистому сваришь идеально".
-
В виде пособия. П.С. На интеркулере, где круглое отверстие (это тестовая сварка) даже снаружи не зачищалось и не мылось, внутри тоже. Это не совет, это констатация факта.
-
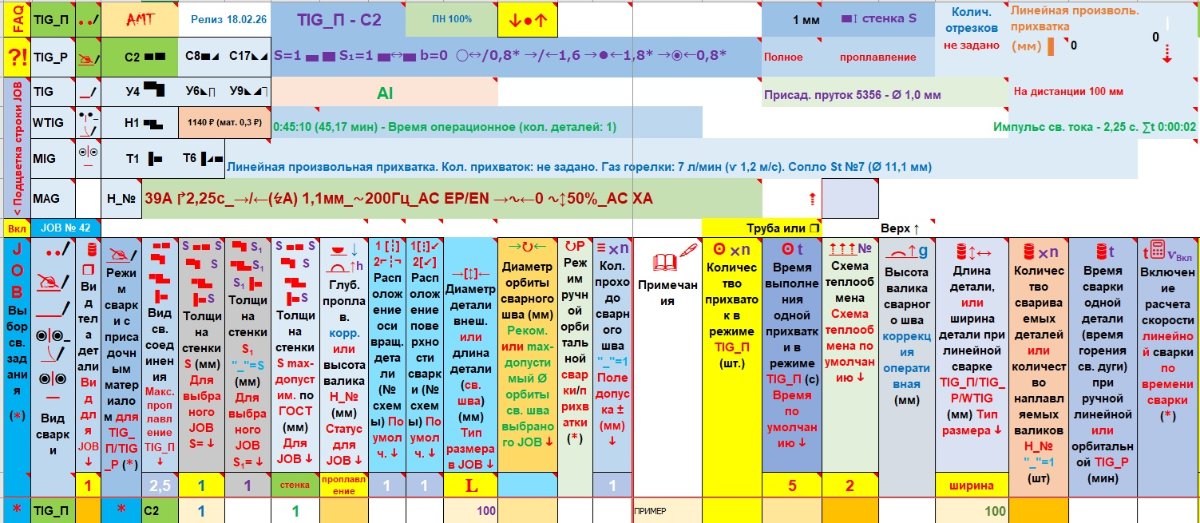
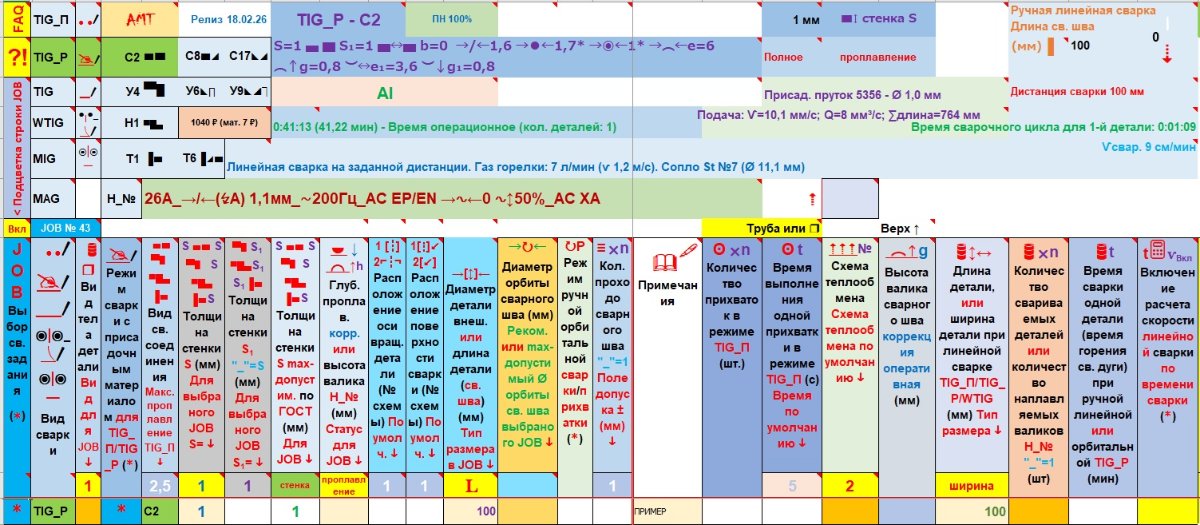
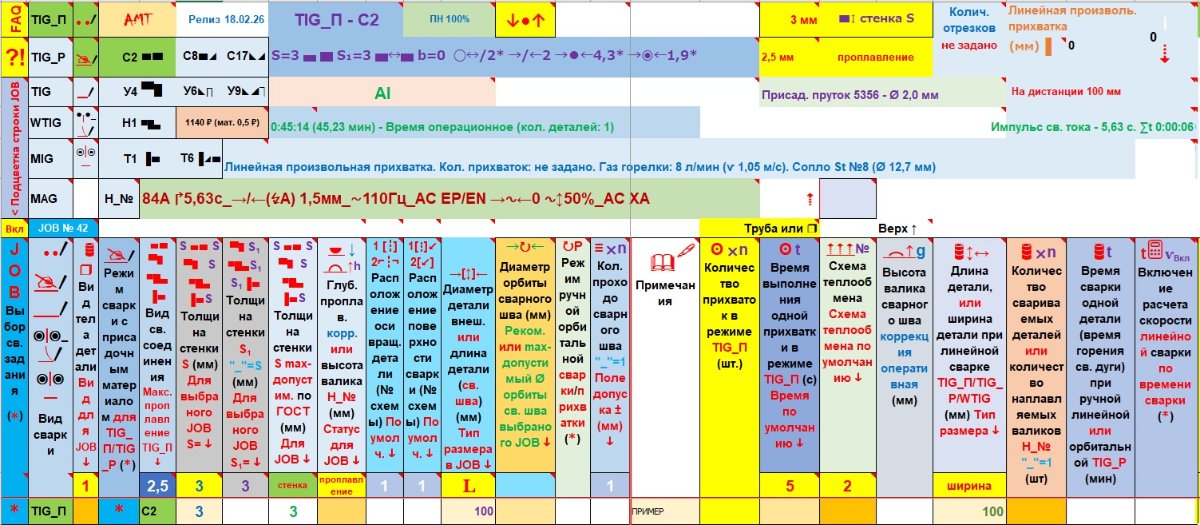
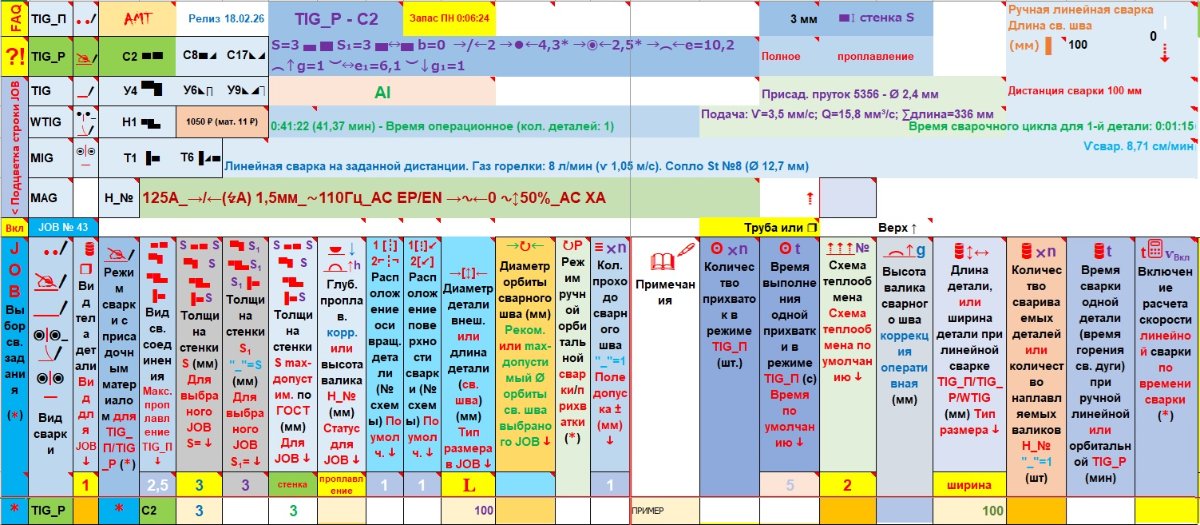
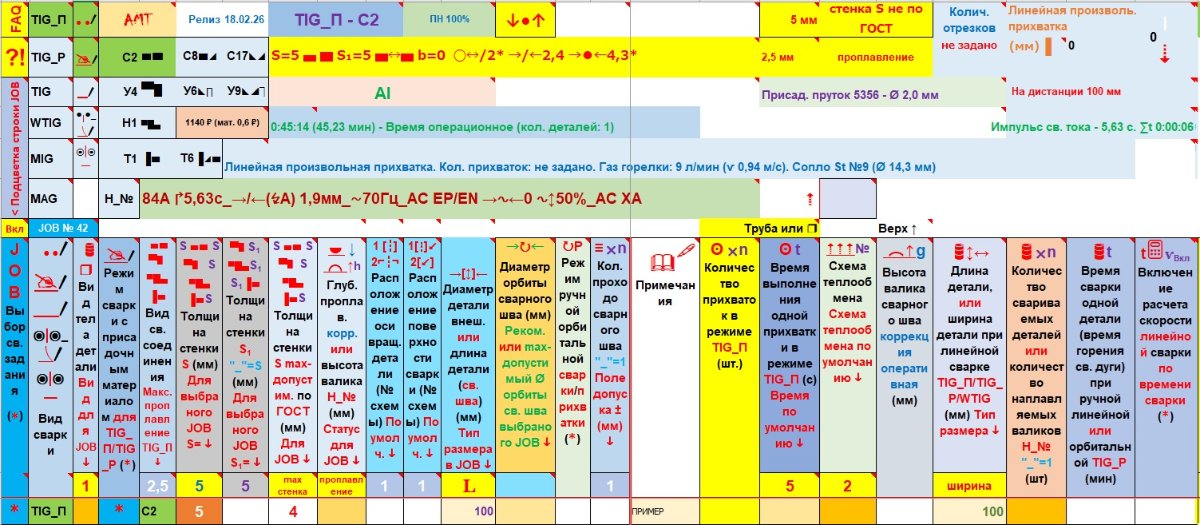
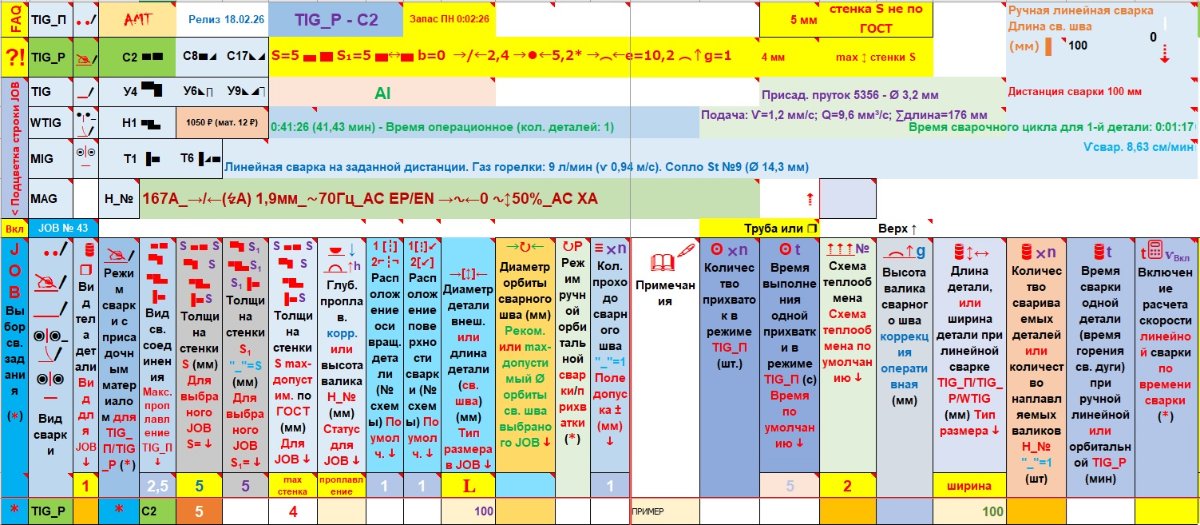
Наблюдайте логику установки сварочного тока прихватки и основной сварки (TIG_П - прихватка; TIG_Р - ручная сварка с присадочным материалом). Толщина материала 1 мм. Толщина материала 3 мм. Толщина материала 5 мм.
-
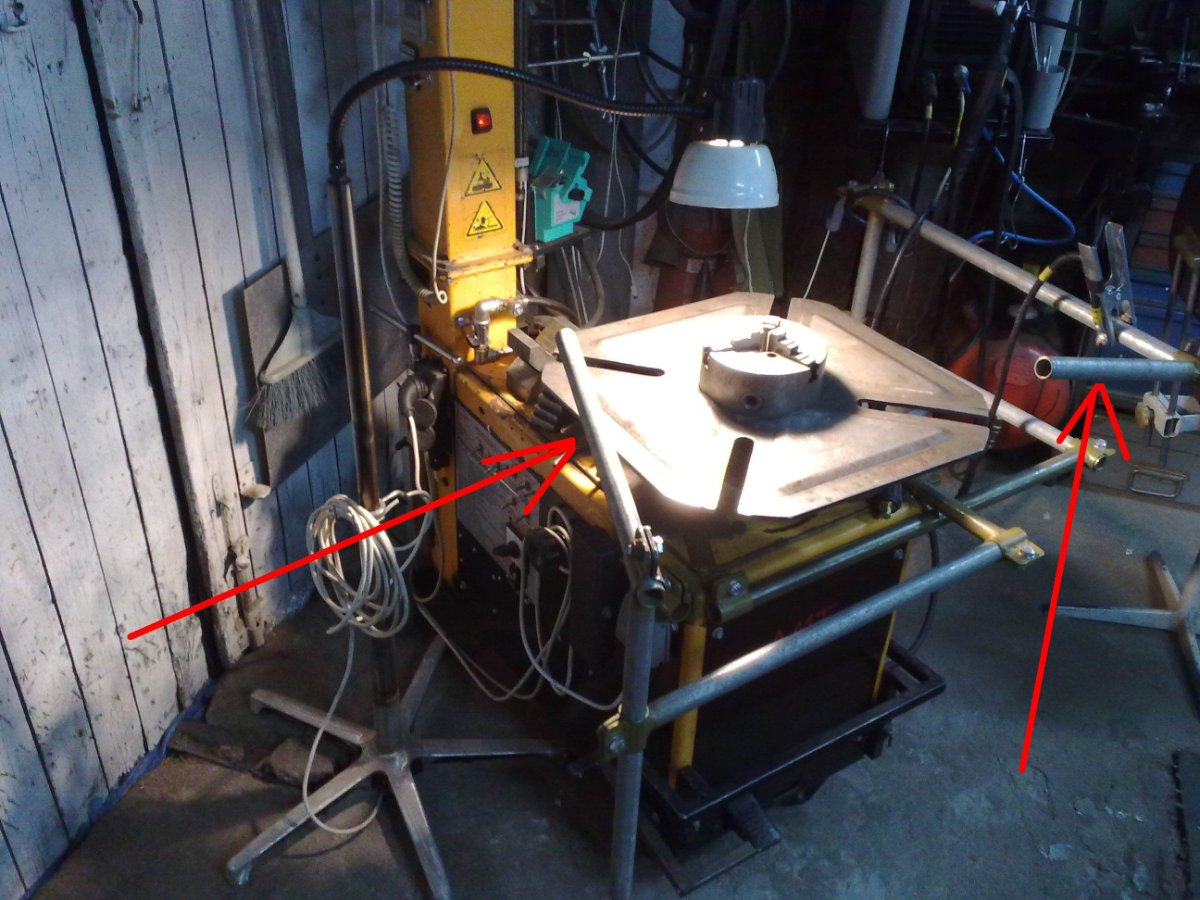
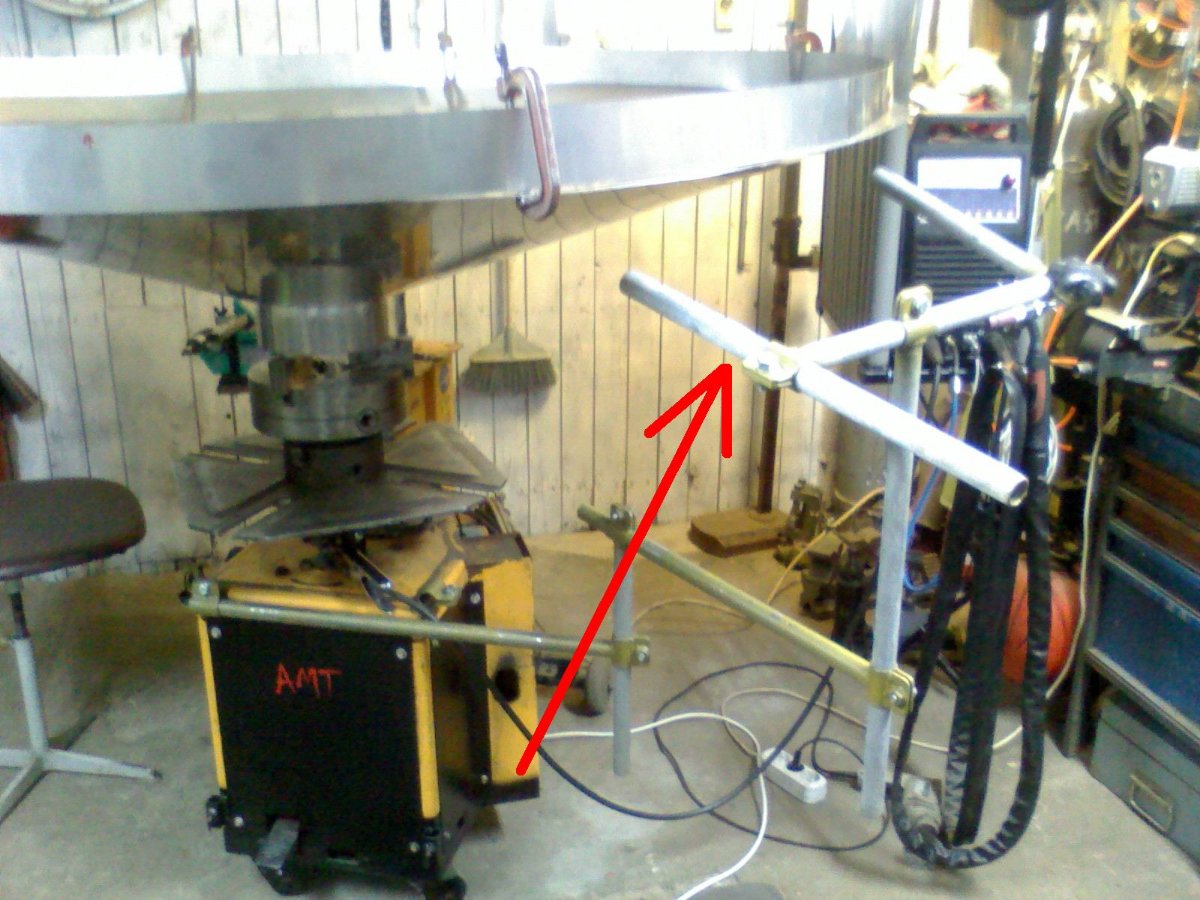
У меня не производство, но все равно в лом скакать вокруг изделия, пришлось такую вот балясину городить, чтобы меньше кланяться.
-
У меня фотов всех нет, но там всяко-разно по длине, и короткие и длинные. На поточном производстве основная проблема для ручной сварки - необходимость вертеть изделие перед сварщиком, а не сварщика вокруг изделия. Роботу проще. Я хорошему роботу в синхронизации с позиционером еще проще.
-
Вот МИГом варено.
-
Красиво жить не запретишь
-
По нерже однозначно ТИГ с проволокой будет качественнее, но слегка менее производительно. Вот на автомате даже без проволоки хорошо получается. Но по алюминию, если только это не корпус корабля, будет тяжело отладить. На BMW, когда внедряли роботизированную МИГ для сварки алюминиевых мотоциклетных рам, по началу сильно сомневались за видовые швы. Хотели поначалу МИГом варить только внутренние, но попробовали видовые и у них пошло.
-
Не, у меня уже переизбыток вкусных вещей, а вот человеку стремянки варить в промышленных масштабах...
-
А там есть наброс стартового тока (мне так, для общего развития)?
-
МИГом проще. При автоматизации, у ТИГа должен быть режим повышенного стартового тока, который потом падает до рабочего. Вот у моей супер-пупер Чаборы 180 такого нет, а на моем дешевом Тритоне есть.
-
MIG. И если это какая-то мебель, то скорей всего роботизированная сварка.
-
Могу проверить на любом примере (необходимо: материал; толщина стенки; вид соединения).
-
Я для себя такие устройства отношу к категории "швейцарский перочинный нож". Мне это помогает в проектирование всяко-разно, держит в рамках земных реалий. Я эту категорию характеризую так: устройства с избыточным набором красивых, но зачастую невостребованных (а иной раз и бесполезных) функций, которые могут понадобится один-два раза в жизни (если про нож: отбиться от медведя в глухой тайге после возвращения в спускаемом аппарате с орбиты; а потом из этого медведя и кедров построить вездеход для возвращения в цивилизацию).
-
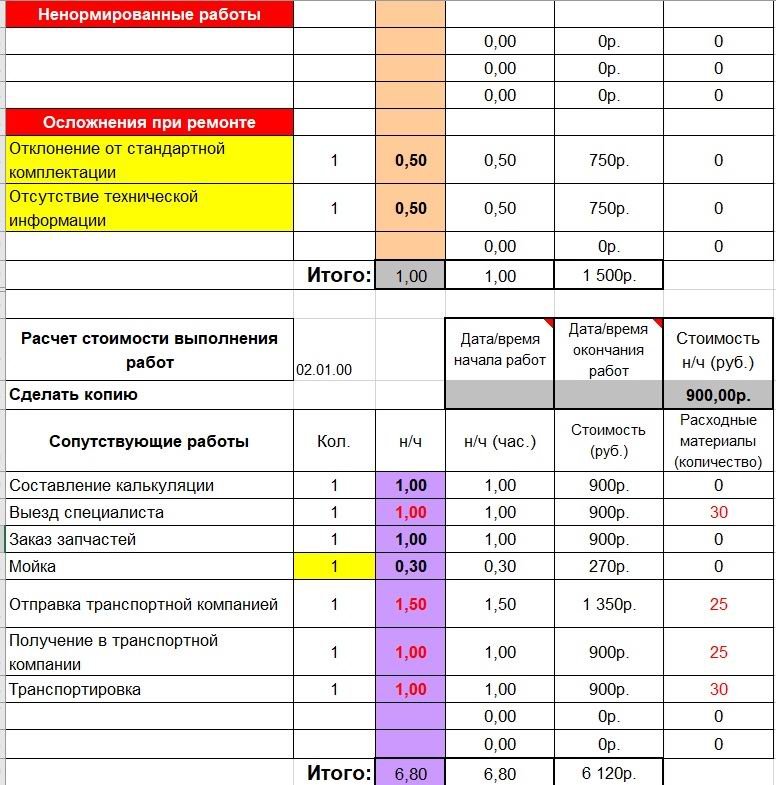
Фраза "Выплата 3 000 000р." дает ответ на все вопросы. Зачем нам тратить такие деньги, чтобы сварщик сидел в теплом цеху, в комфорте и безопасности?
-
Там написано: от n=0,5 толщины стенки S, до n=1 толщины S. А еще там написано: катет К=3, что при "вровень" будет выглядеть диковато.
-
"Товар - Деньги - Товар" К. Маркс Не побоюсь показаться крохобором, но у меня вот так.
-
Может кому-то пригодиться.
-
Во
-
Если алмаз на бакелитовом связующем, то это на одну заточку, особенно если новый электрод точить. Можно только уже заточенную поверхность доработать - подполировать. Нужен с гальваническим никелевым связующим.
-
Тоже хотел обратить внимание потерпевшего на то что У4 "вровень" (n=0) для значимых толщин стенок - неудачный выбор. Но не стал. Думал моя картинка будет внимательно рассмотрена. Тогда еще раз, с акцентом на геометрию.
-
Указал своему ИИ сварное соединение У4 и толщину стенки - получил ГОСТовские параметры сварочного соединения; сварочный ток; сопло горелки; расход газа; диаметр электрода и присадки; скорость сварки; цену перформанса и т.д.
-
Просто воспользовался случаем и проверил свой доморощенный ИИ на адекватность - не подкачал чертяка.