tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
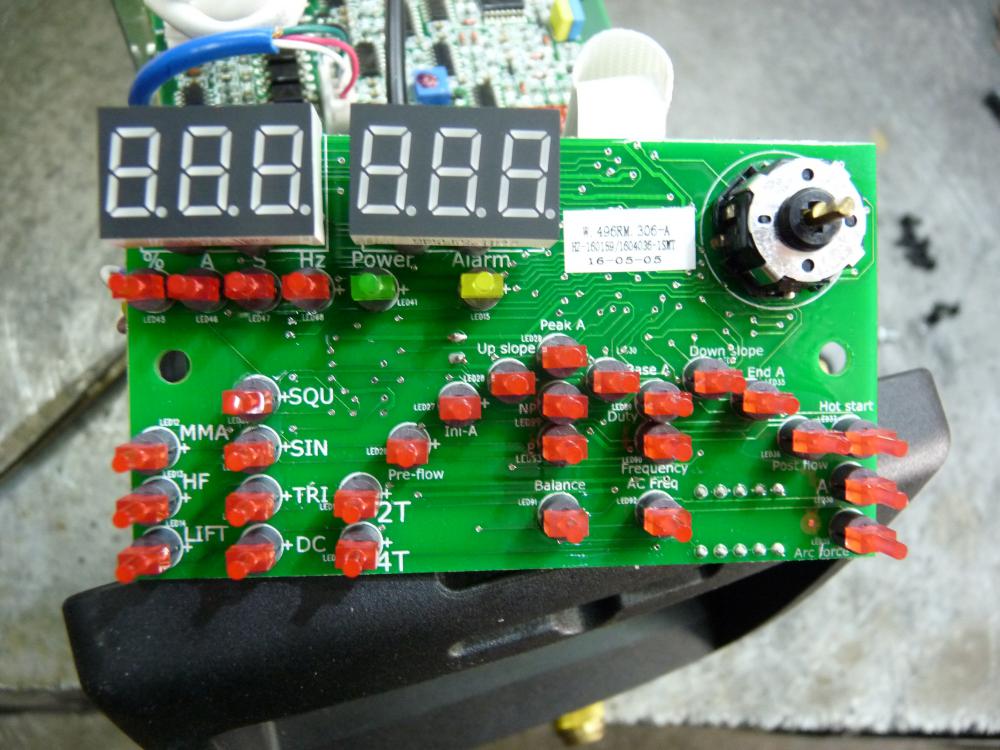
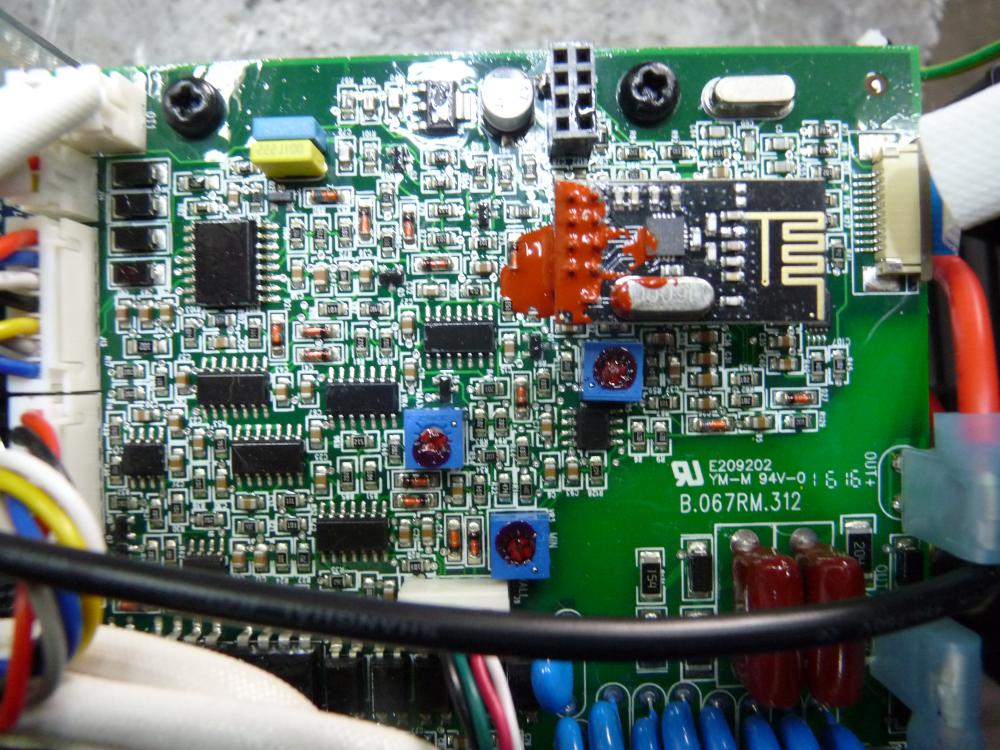
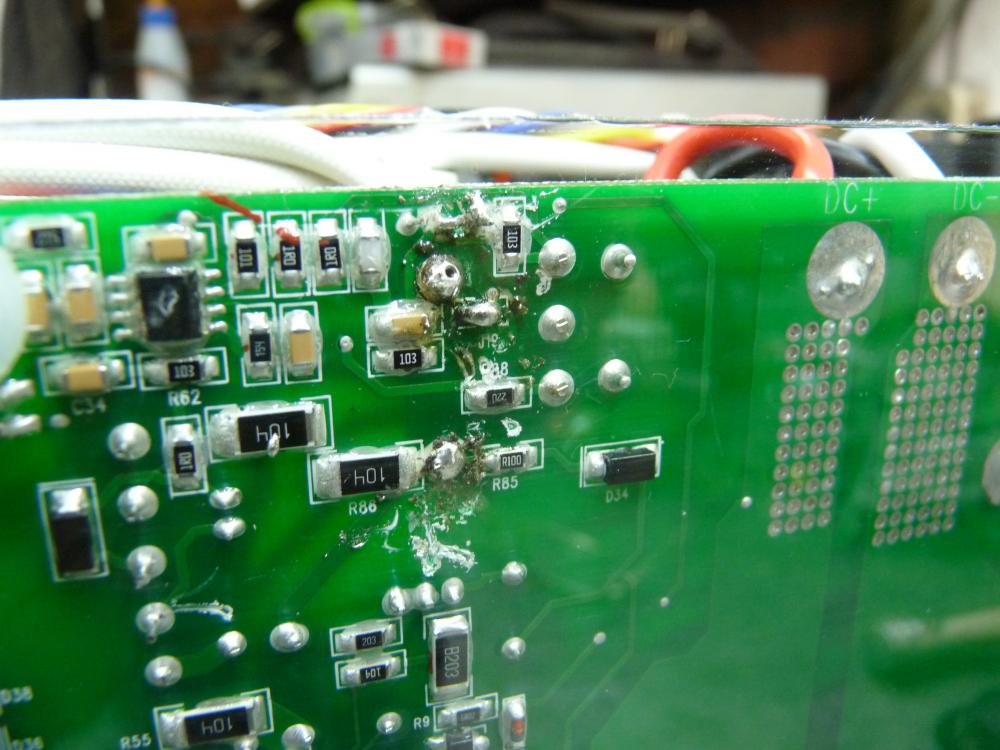
Панель индикации, лицевая сторона обратная сторона что за переключатель внизу слева? очевидно это сами "мозги" модуль вайфай вижу, разьем 8 пин очевидно для програматора? Вопросы адресоваты Алексею(Техсвару) и всем кто в курсе-гадать на кофейной гуще я и сам умею. Флудильщиков предупреждаю. Нет, не настраивал-пошел мануал читать, если можно картинкой поделитесь?

-
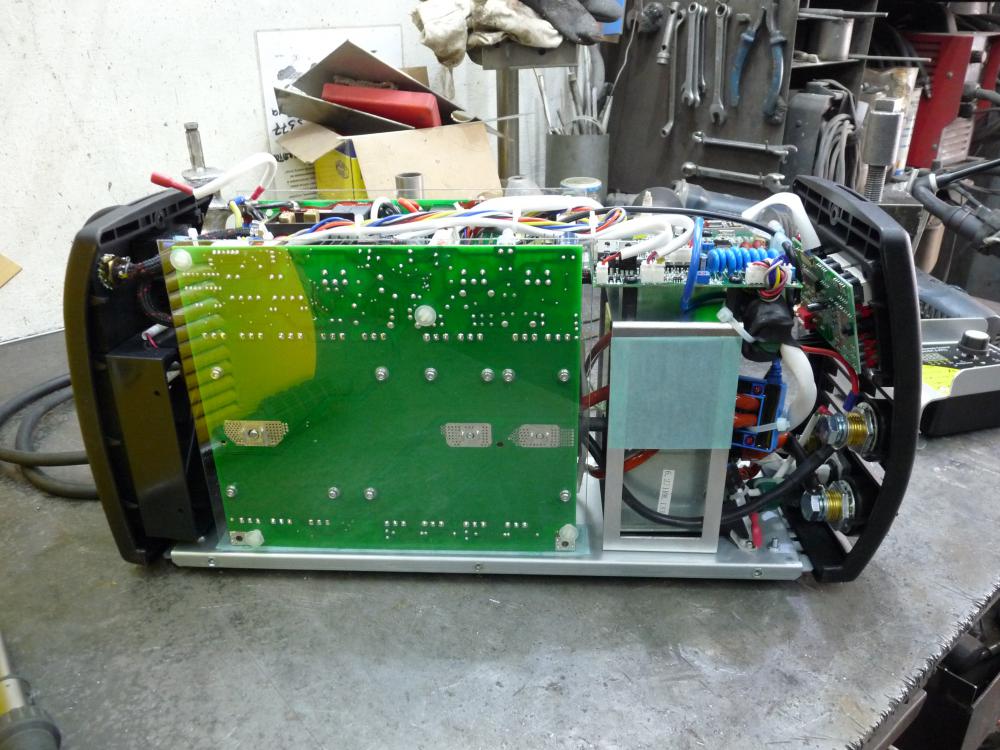
Вот что лежало в коробке. Внутренности Громкое первое ОХ и немного ненорматива, потом немного поостыл (возможно при тестовом прогоне что то пошло не так, ну немного коряво исправили, ладно все мы люди, проехали). Второе Ох было когда обнаружил незакрученый винт крепления вентилятора, гайку внутри аппарата так и не нашел, взял в "закромах родины" свою, прикрутил. Третий Ох когда ручка энкодера осталась у меня в руках-боковой винт мало того что еле наживленый и очень длинный пытался порвать резиновое уплотнение, ладно, все мы человеки-поменял, закрутил. Покрутил ремень для переноски в руках, пришел к выводу что он у меня в штанах будет более востребован. Порылся в "закромах родины", нашел ручку от Mishel -она когда то мешала (лет 7 пролежала, теперь пригодилась) Сфотографировать забыл, но удобннее стало. Варить сегодня не планировал, но аппарат включил. Вентилятор конечно зверь, дует сильно. Светодиоды светятся, моргают,циферки подчиняясь ручке энкодера меняются. Завтра буду игратся дальше так как непонятно несколько моментов (мануал еще не читал, может там они прояснятся)-светодиоды стартового тока и ток погасания дуги не горят-как его регулировать не понял. причем они не горят и на панели Wi-Fi, сама панель включается при нажатии энкодера, цифры на табло меняются при вращении, наклоняя ручку вправо-влево, вверх-вниз движусь по циклограме, но сам аппарат на эти телодвижения не реагирует, где проблема пока не понял. С самой панелью тоже надо поигратся и как то довести до ума батарейный отсек-три батарейки формата АА лежат в боксе закрытый своей крышкой, что бы открыть ее пришлось полностью разобрать панель, изнутри вытолкнуть этот бокс наружу-сидит очень плотно и только тогда добрался до батарей. Первые впечатления какие то непонятные, посмотрю завтра когда сверкать попробую.
-
Приехал сегодня и мне Crepow.... Сказать пока нечего сам аппарат, куча концов-земля, держак ММА, горелка ТИГ 26 с кучей всякой хрени которая мне и нафиг не нужна- (продам за 700 гривен )- это половина цены в Украине. (Фото будет завтра) Спасибо Андрею Волошковскому(многие его знают по Чипмейкеру.сом. рu) Адекватый продавец и просто хорошый человек(не знаю его ник на этом форуме Завтра фото отчет о покупке(швы не обещаю), Но все что с ним связано(внутряку тоже) будет затвра
-
Частотник может управлять ТОЛЬКО асинхронными двигателями. Во всех шлифмашинках, применяется коллекторный двигатель, управлять ими можно ШИМ регуляторами (чаще всего именно они и стоят в регуляторах оборотов)
-
А когда поездка в Китай? Покупать все равно аппарат буду.Хочется знать когда его обновить можно будет.
-
радиаторы, интеркулеры, кондиционеры... этой хрени до хрена и больше, причем в диком количестве. И не только автомобильные-промышленного тоже хватает.(сейчас зима и печки а\м тоже частые гости ) Сейчас Рубин 200 асдс выручает и Мишел WSME 200 , хорошие аппараты, но вес.... У РУбина( он же Титан, Тесла 257, клонов хватает) наброс тока, у Мишела вес и габариты, хотя и им приятнеее варить дуга по ушам не бьет и "мягче " дуга. Вот и хочется для "себя любимого" чтоЙ то такого , супер пупер навороченого с "ваФлей" Есть у нас в городе пивоварня Beer Haus, (перед новым годом закончил переделку и модернизацию), задолбался я с Рубином перестраивать режимы- я на лестнице под потолком, а Рубин на полу. Хотя режимы у него не слабые , 800 герц пульс,от 10-200 А, частота по переменке до 200гц ну и прочие вкусности типа Микс, Спот ВРД для ММА(для меня это лишняя фича-электроды как вражеский класс не признаю)
-
@tehsvar,Озабочен покупкой нового аппарата, склоняюсь к http://crepow.in.ua/argon-svarka-crepow-tig/crepow-tig-200-ac-dc-detail.html можно ли с Вашей помощью побороть проблемы о которых пишет @_Georgiy_, и сколько это будет стоить? Однокласник регулярно ездит в белокаменную, (оплату и доставка мои проблемы) Интересует так же вафля панель(Wi-fi)
-
http://nnm2.com/blogs/atck/segodnya-den-rozhdeniya-vysockogo/ https://www.youtube.com/watch?v=IEJnPFd6hoc Сегодня ему 80
-
Попробую я внести ясность в "вялую реакцию". Лично у меня было первое желание -пост удалить,выдать читательский билет, в личке выразить свое "ФЭээээ" (раньше так и делал) из опыта своего могу сказать -толку 0, перепалка в личке с переходом на мат и испорченое настроение было в порядке вещей. Поэтому и сделал публичное замечание -все видят что модеры следят и контролируют, обид в личке нет, на будущее чел более осмотрительно писать будет. Ну а повторится.... Он не первый кому люлей подкину.
-
@Weldermax, прочитайте тему с 21 поста... @Egida, НИЧЕГО не спрашивал-он пришел, увидел, НАСЛЕДИЛ.
-
@Egida,-дату поста который Вы коментируете смотрели? или религия не позволила? Тон Ваш на этом форуме не приемлем, здесь люди серьезные и "пальцы веером ноги клевером" оставьте для школоты в подворотне. Повторится, в читателях будете на неопределенный срок.
-
Проводом нет, меднофосфорным припоем - да медь-температура плавления 1 085°C латунь-880—950 °C. меднофосфорный припой 710-730 °C
-
Тоже сугубо личное-начальное затемнение DIN4 слишком темное, уже даже смотреть, а тем более покупать не буду.
- 21 ответ
-
- 1
-

-
Маленький диаметр дымовой трубы - дым просто не успевает вылетать. Решить проблему можно только придушив поддувало-уменьшить количество воздуха над горящим маслом. Можно конечно увеличить диаметр дымовой трубы но это мало поможет. У меня на воздух подсасывается через неплотности крышки над заливочным лючком, этого вполне хватает.
-
Все зависит от радиуса и угла гибки. Для ВТ-1 если не ошибаюсь это 3 толщины при угле 90 градусов. Ну и само собой не в тисках и молотком если гиб длинный. Вообще то @валера1963, прав, идея для членов клуба. Ладно если сам угробится...
-
Пары цинка сильнейший концероген (курение по сравнению с ними детский лепет) , это по поводу здоровья Температура плавления цинка что то около 470 градусов, при сварке естественно горит, дает поры. А по поводу что пишут в помойке под названием интернет я и говорить не хочу. Сходите лучше в тех. библиотеку. Там прочитаете что цинк нужно удалять механически( УШМ например) примерно 40-50 мм от шва. А без этого не только не поможет и сам господь Бог
-
в 14 году у меня каждый пятый диск был с пулевыми пробоинами-мародеры отправляли дружкам на продажу партиями. может и этот с тех времен завалялся...
-
https://play.google.com/store/apps/details?id=ru.sotnikov.flatpattern&hl=ru Это ссылка, если кому надо.
-
Спасибо ВСЕМ за поздравления ! Сегодня для меня не только день рождения. Сегодня Троица. Сегодня перезжаю на новую квартиру в которой есть то чего мне не хватало последние 7 лет. жизнь меняется на столько кардинально что голова кругом идет
-
Если режет на пониженом токе то живой он, (это же "мосинская трехлинейка" по сути, а она без патронов тоже не стреляет)
-
По центру катода запресована вставка из гафния (тугоплавкий метал) для продления службы катода. 1.5 мм это максимальный износ катода (углубление), при большем углублении иногда бывает затрудненный поджиг плазмы. Хотя у меня иногда бывало ямиЩа глубиной до 3 мм. ПС. фото в первом сообщении мое, делал лет 8-9 назад, плазморез живой до сих пор. (правда включаю редко-работы для него мало, все алюминий, да алюминий)
-
Очень слабая сеть. При увеличении тока резки проседает сетевое напряжение-дуга тухнет. У меня в мастерской 3 фазы, приходится плазморез и компрессор на разные фазы садить, иначе не режет.
-
Бред собачий... Там сталь литейная, скорее всего 45л. На кардане из-за высоких динамических нагрузок чугун развалился бы О 45л почитай хотя бы здесь: http://metallicheckiy-portal.ru/marki_metallov/sto/45L там и некоторые рекомендации по сварке есть.
-
Взаимно... 30 дней ВРЕМЕННОГО бана я думаю хватит для "срача" в одиночестве
-
https://www.google.com.ua/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=Blueweld+synergic+400s Скорее всего полное и правильное название аппарата такое: BLUEWELD Super Synergic Pulse 400