copich
-
Постов
6 581 -
Зарегистрирован
-
Посещение
-
Победитель дней
121
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
прикольно. Такое прочтешь и все основы знаний в трубу, на выброс. Вы что такое пишите? Закон ома это и есть - ток, напряжение, сопротивление. Вопрос в том, что когда и что у вас константа, а что является переменной величиной. придумываете. Достаточно просто варить на вылете проволоки до 50 мм легко и не принужденно. Главное иметь хороший наконечник, хороший контакт кабеля массы и наверное хороший аппарат. на выставке народ варил стакан под 100мм, проволока имела вылет гигантский, но дуга горела у металла. Проблема в том, что большое расстояние между деталью и соплом приводит к ухудшению защиты шва. Поэтому если сварка внутреннего угла, то это допустимо, а вот в нижнем положении делать сварку встык, защиту будет сдувать. вам нужно точно поставить задачу, желательно с размерами и пространственными положениями горелки и детали. Т.е. если защиту сдувать не будет, то сварка вполне допустима на стандартном наконечнике при достаточно большом удалении сопла от детали.
-
ни кто ни чего давно уже не обязан. Пока новый и на гарантии, то еще хоть какой-то шанс есть, получить помощь. Во всех остальных случаях - утопия. Плюс, инструкция... А что там в ней может быть полезного?! Некоторые хотят в инструкции информации найти на миллион. А там пара строк... Поэтому надо точно понимать и ставить задачу, что нужно и что хотелось бы. Либо выходить на производителя. Но ... вот последнее может быть проблемным и даже так - просто неописуемо не разрешимым из разряда миссия не выполнима.
-
я вам уже ответил, а Алексей смуту вводит. Наиболее популярный, 1N4148, Черная полоса к краю ближе, это и есть обозначение полосочки на плате. Так и припаивайте. Проводок вам не поможет. Вы не знаете ток. А если и поможет, то нужно с волос. Есть два выхода из ситуации: - найти схему или у кого такой же аппарат и поставить то что там стояло. На стабилитроне обычно цифры. Но может и без них. По корпусу может быть отличия, а может и не быть. - срисовать схему, приблизительно понять в какой цепи он стоит. Тогда можно приблизительно понять, что же там стояло. Но если поставите диод ... не думается мне что там стабилитрон и не думается мне, что что-то сгорит. Еще вариант, вы можете подробнее изучить схему, т.е. плату. Если на ней найдете стабилитрон, то возможно поймете, как они (китайцы) их обозначают. Возможно, что вы стабилитрона просто не найдете. Значит это диод.
-
Если есть что-то по существу, то напишите конкретику. Я уже говорил, что одна вода. Вам уже все расписал, если сами не хотите докапываться до истины. Грубый, приближенный расчет обычно применяют для очень грубых прикидок для быстрого ответа. Хотя правильнее пользоваться утвержденными формулами. Более не вижу смысла в дальнейшей беседе. тут у вас путаница. Должны быть точно сформулированы данный и понимания: - правдивость ваших данных (данные указанные на табличке) - что такое максимальный ток? Какое время он будет действовать? - как подбираются кабели и автоматы? После изучения этого вопроса, вы смоете ответить сами же на свои вопросы. На этом я ставлю точку. Выбор кабеля, тип, длину и выбор соответствующего автомата плюс какой вводной кабель, какой стоит трансформатор, сколько потребителей и прочее, вы уж сами разбирайтесь. А то ... после этого и горят дома... А электрик спокойно прикуривает от этих угольков. Он же тут явно не виновен, он поджигание не устраивал... Эта темя для детективов, а не для форума.
-
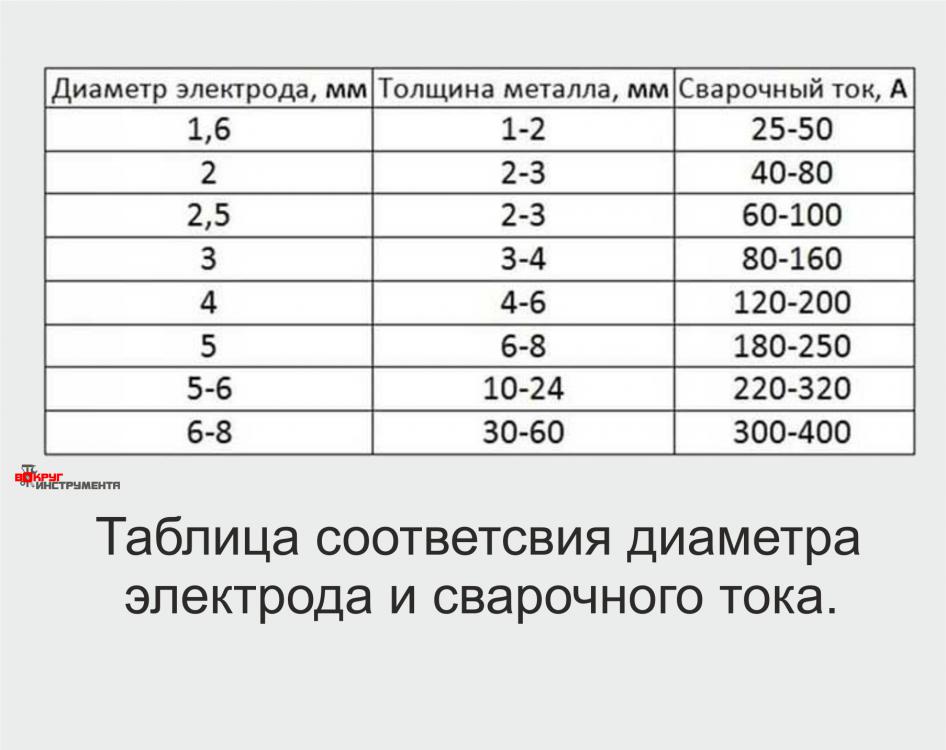
монтажники не делают расчеты. Если расчет делает монтажник, то с таким надо очень осторожно разговаривать. Даже если себя в грудь будет бить, что опыт 10 лет и больше. Я ни когда выше указанного расчета не использовал. Не знаю такого и не слышал. Есть УТВЕРЖДЕННЫЕ документы, в частности ПУЭ. Поэтому, верить словам на заборе, я не рекомендую. Монтаж эл щитка и его расчет разные вещи. Даже собирать не каждый умеет. А уж из-за легкой доступности науки и клиента, почти каждый сурок мнит себя агрономом. P.S. про ток и толщину есть грубый расчет тока сварки и выбор сварочного аппарата. Это когда на 1 мм стали используют 25А сварки. +\- в грубом приближении (если не ошибаюсь). Я вам выложил и разложил все по полочкам. И все всему соответствует. Вас должно было сразу насторожить - для алюминия -10% . Это заявление уже БРЕД!!! Если бы так было, то не было бы прелести в использовании меди. И второе, ваша табличка с аппарата, видимо тоже фейковая. Обычно в режиме ММА аппарат кушает больше. Поэтому характеристики для аппарата в режиме ММА более злые. И если в МИГ сварке на дисплее может быть 200А, то в ММА сварке может оказаться, что аппарат выдает только 180А И еще, у вас в табличке указано кВ(А)!!! Это все же не кВ(Т)!!! Это тоже надо учитывать. Если уж подходить с умом к делу.
-
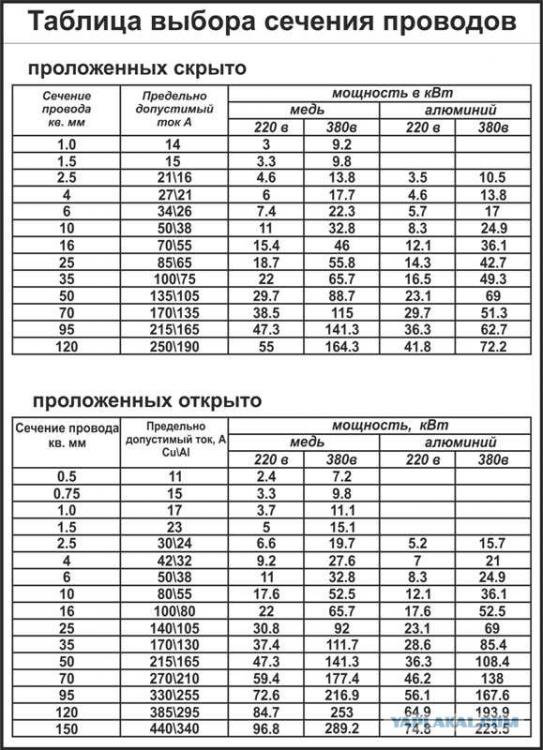
я наверное тоже не буду спорить. Тут много факторов, например: класс автомата. Он может объяснить срабатывание. Еще на рынке много подделок. За частую даже продавцы не в силе сказать, что есть что. Например Леруа Мерлен продает кабель Devi дешевле чем у прямого представителя его можно купить. А причина тому, что для Леруа кабель выполнен другой с другими характеристиками. То же касается и легранд выключателей. Не знаю. есть ли на Украине официальный Legrand, но в Леруа именно украинский в свое время продавался. Про кабель вообще молчу. Консультант клиенту сказал: "а вам какая разница, какого сечения кабель. если все равно квартира уже сгорела?! Берите из того что есть." Жена занимается плотно этим. А я в свое время кабели таскал, монтаж делал и прочее. Тоже близко со всем этим общался. И IEK это дешманка, но это лучше чем TDM. Мне потолок тут натягивали, в провод попали.... раз 10 наверное . Даже заменять кусок не хотели, со словами, да это только кончиком шурупа, ни чего страшного. А по факту, в паре мест от провода осталась пара ниток. И все открытое, изоляции нет, концы голые и самое интересное, гарь (уголь) между ними. Если люди берут кабель по ТУ и считают это допустимым... Каждый выбирает свою дорогу. 1.3.2. Проводники любого назначения должны удовлетворять требованиям в отношении предельно допустимого нагрева с учетом не только нормальных, но и послеаварийных режимов, а также режимов в период ремонта и возможных неравномерностей распределения токов между линиями, секциями шин и т. п. При проверке на нагрев принимается получасовой максимум тока, наибольший из средних получасовых токов данного элемента сети. 1.3.3. При повторно-кратковременном и кратковременном режимах работы электроприемников (с общей длительностью цикла до 10 мин и длительностью рабочего периода не более 4 мин) в качестве расчетного тока для проверки сечения проводников по нагреву следует принимать ток, приведенный к длительному режиму. выдержка тут: https://www.ruscable.ru/info/pue/1-3.html
-
это однозначно. вами не доказано. Или вы буква закона, что сказали, то и должны делать остальные? вы ошибаетесь. В таблице указан предельно допустимый ток 60-70А. Следовательно по формуле 60х220 - 13кВт. По таблице вы и сами видите. Так что... кто и что врет? Либо вы считаете не то и не так. Например, вы не учитываете сопротивление кабеля. Например I = U\R. В общем, то что под руку попало: https://www.boncom.by/papers/raschet-secheniya-kabelya изучайте теорию в частности ПУЭ, там все расписано сколько времени и что и где. И 200А для 16 квадрат меди, настоящей и честной, вы получите подогрев. И если память не изменяет, то даже на 100А на баласнике в режиме ММА, провод приобретет ощутимое тепло. На сварочниках китайских, которые используют байонеты на 16 квадрат, они горят. Нужно ставить 35-50. А почему 16 квадратные? Т.к. ток сварки до 150А они переживают. Больше - греются. Это один из факторов косвенной оценки сварочника.
-
вы разделите задачу, под какой вид сварки все нуно или не важно? Тогда на ТИГ и пору можно одну сделать и трещины легко. Одна пора - перегрел черную сталь и при остывании практически всегда будет вулкан, внутри дырка. На простой стали, 09Г2С, не сильно и получится сделать трещину. А вот как уже писали 45 и 65Г хорошо трещат, даже без особого желания. В общем, решение ваших задач возможно но нужно понимать что в итоге, на чем, должно получиться. Вид сварки тут может играть роковую роль. Так же можно обзвонить соседние производства у кого лаборатории есть. У них это добро частенько появляется, только не залеживается в утиль сдается. Поэтому, даже самому ни чего не надо делать, иди да собирай плоды )))
-
@svarka9616, я попросил конкретику. А не пальцем в небо, какие-то расчеты. одна вода. Какой сварочник, о чем речь? Какими приборами делался замер? Не важно какой сварочник: 6кВт, по таблице, вам как раз 2.5 квадрата меди за глаза. И будет работать ДАЖЕ на максимальном токе. А теперь давайте ПУЭ, где и что вам не нравится? Все то же самое. Поэтому, если сами запутались, то других не путайте со своими 200А ... Я к тому, что не надо ахинею нести в прямом эфире. Да, и поверку ваши приборы когда проходили? Или дешманский кеНтайский тестер ваше всЁ? еще чуточку вам почитать: http://pue7.ru/pue7/punkt.php?n=1.3.10&k=1.3.11

-
еще раз спрашиваю: что вы считаете? Какой такой ОШИБКА? 30 кВт на одну фазу вы не повесите. Лично я не встречал такого однофазного даже на больших заводах. где собственные подстанции и прочее. Поэтому я и задаю вопрос, то ли вы считаете? Если 30кВт, то это уже три фазы. Следовательно расчет будет совершенно другой. И токи другие и сечения кабелей нужно выбирать соответствующие с автоматическими выключателями. Ни каких ошибок. И ПУЭ тут пока совершенно не причем. В итоге, нет ни каких ошибок в упрощенной схеме расчета. Есть ошибки в понимании, что считать и от куда какие цифры брать. Порядка 6кВт на одной фазе, у вас уже ток будет 27А!!! Для однофазной сети практически это предел. 15 кВт, что страна дает на участок в частном секторе, это уже три фазы. И тут и там, вводной автомат получается 25 - 32 А , т.к. для одной фазы, если память не подводит, то позволительная роскошь 7кВт.
-
если это диод, а в схеме буквенное и графическое изображения на это указывают, то скорее всего 1N4148 в smd исполнении.
-
не правда ваша. Интересно от куда у вас такие данные? @svarka9616, что вы считаете? Какой кабель выбираете? Т.е. какая мощность у вас 28.8 к Вт? Это для чего, входная сварочника или выходная? Мне видится, что считаете не то и не там. И каша в одной фазе и трех фазах. Плюс ПВ ... обошли стороной.
-
именно на это и рассчитывают китайцы. Т.е. аппарат бытовой раз в год даже если сгорит кабель не страшно. Искрит и ладно, дугу какую-то держит и ладно. Т.е. за что уплочено то и получено. В целом ни чего удивительного. Уменьшение применения меди сейчас у китайцев во всем. Что дальше будет, не знаю. Даже редукторы легче пошли. Например, сейчас столкнулся с тем, что уже GCE стал не тот что был ранее. Делается в Китае, стал легче, пластик не тот и все уменьшилось в габаритах. Я делал реверс на токарном станке. Провод оранжевый, а паяльником нагрел, не паяеется. Провод черный становится, он странно мягкий и т.п. В итоге стало понятно, что он из алюминия. И так с каждым разом все чаще и веселее. На сварочнике применяют шины из алюминия. В итальянских и других я пока вижу медь. А вот китайские если имеют шины от платы к клеммам, то они алюминиевые. В период СССР, шли от алюминия к меди а теперь обратно. Сейчас и кабель по ТУ не 2.5 квадрата, а 1.8 квадрата получается и состав меняется еще ко всему. По кабелю не написал. Что делают производители: 16 квадратов на источники до 200А, если ПВ достаточно высокое, то и все 25 квадратов чистой меди. А для сварочников выше 300А однозначно 50 квадратов ставят. Если источник выше 500А то используют два кабеля по 50 квадрат. Легкий подогрев я часто встречаю. Но нагрев со временем не должен увеличиваться. По ПУЭ есть монтаж закрытого типа и открытого. А так же кабель многожильный в одной оплетке или пусть он мягкий но одножильный. Поэтому для одиночных кабелей свои нагрузки и токи. Особенно для открытого "монтажа". Валяющийся на полу, считаем открытым монтажом.
-
@Георгий 11, я не буду вступать в дискуссию. Для ответа, мало данный. Я ваш интерес понял, т.е. почему вы так озадачились этим вопросом. К сожалению, я не могу вам ответить на ваш вопрос. Именно поэтому я и написал некоторые объяснения, как я вижу, с чего все началось и к чему мы хотим прийти. Думаю эта тема многим интересна по причине отсутствия доступа к лаборатории или огромному опыту других людей. А результат отвалилось\ не отвалилось, для вас и меня не допустим, нужно быть уверенным, что не отвалится.
-
место крепления прищепки к металлу очень часто у многих искрит, греется и прогревая пружину, пружина превращается в гвозди, прищепка в утиль. Еще одним местом является соединение прищепки и провода. Провод перегревается, медь отпускается, соединение ухудшается и далее все хуже и хуже, пока либо бустро не переломается либо не отгорит окончательно. Байонеты особенно на ММА, частая проблема. Хотя все страдают аппараты и ММА и ТИГ и МИГ\МАГ. Любое соединение должно быть качественно зажато. Байонеты имеют свойство изнашиваться, следовательно сила фиксации теряется и ... нагрев- разрушение. Я к тому, что алюминий тут не самое страшное.
-
вам подтерли нос, а вы теперь зубы скалите... Вспомните с чего все началось. Я бы тему немного не так назвал, а выбор диаметра проволоки в П\А сварке и Провар\ не провар. @Ferio, @saper24, я себя не бил в грудь, что супер специалист. А говорил, что делюсь наблюдением и замечаниями сделанными после общения с технологами того или иного завода. Конечно мне точными данными все ваши всплески бла бла бла, сложно покрыть, т.к. это не моя специализация. @Георгий 11, @saper24, @Ferio, что делается на заводах, как ранее так и сейчас, есть лаборатории и есть технологи, которые разрабатывают технологии под определенные задачи. Как я говорил ранее, что для сварки забора или еще какой не ответственной ерунды, в целом, вы можете выбрать любую проволоку которая под рукой и на "коленке" проверить, хватит не хватит усилия и прочего. Поэтому мне доказывать ни чего не надо. Знаете, я и сам по себе не плохо справляюсь. Но вот слова @Дядя Костя, я слушаю внимательно. Каждый человек и каждый может в чем-то ошибиться. Но пусть на заборе кто-то тренируется, а выбор правильной проволоки он должен все же делать. Т.е. отдавать отчет, что выбирать в зависимости от задачи. @Ferio, все выше сказанное, приводит @Георгий 11, к озвучиванию вопроса: "А как тогда делать это на коленке (определять правильность выбранного режима сварки со всеми вытекающими), если нет лаборатории и за ранее нет известной технологической документации. Материал часто мы (кто так или иначе связан со сваркой) определяем пальцем в небо из наиболее часто применяемых для той или иной задачи. Сварочный аппарат, у нас тот, что позволил карман (у некоторых не допитое пиво или скрытое от жены). И в МИГ\МАГ сварке еще один важный момент, это сварочная (диаметр) проволока. Вот с ним, с последним и произошло недоразумение. Т.е. как я говорил, как выкладывали видео и прочее, выбор диаметра проволоки приводит к приближению технологии, что в целом опуская те или иные моменты мы получим положительный результат. А вот делать все одной толщиной проволоки совершенно не верно. Т.е. подходить к 10мм стали или 20 мм стали, с проволокой 0.8 не совсем верно. Т.е. приходим к вопросу глубины проплавления материала и к структурным изменениям в свариваемом материале и изменениям в присадочном материале. Или все же, взял и "намазал"? И конечно нужно разграничить, забор или более или менее что-то ответственное, например котел, сварка трубы и фланца и т.п. Т.к. забор если упал, то может и пострадает курица рядом пробегающая, а вот котел рванет, может и самому достаться и других зацепить. Ну пусть не рванет, но остаться в нужное время без горячей воды, как-то не комильфо. Особенно когда делают это не себе, а берут за это деньги, обещая, что все будет "пучком". Извините за отсутпление от важных сообщений. Я хотел внести пояснение и для себя так же расставить знаки, где и что нужно помнить, а где можно забыть. @Дядя Костя, я прекрасно понимаю, что нужно для чего и когда. Ваш подход мне прекрасно знаком. Но получается, что только приобретя достаточно большой опыт, можно в целом попасть пальцем в небо без глубокого изучения если есть какие-то отправные точки, что для такого материала, для такого соединения, для такой толщины нужно вот такая проволока. Следовательно если все это мы соберем в кучу, то делая пробную сварку так или иначе мы придем в диапазон сварочных параметров. То есть что-то близкое к заводскому. Но вот нет опыта. Что делать? И еще один вопрос с вашего позволения. Это тоже подымали. Для диаметра проволоки 1.2, например черная сталь 09Г2С, какой ток должен быть (напряжение на дуге, скорость подачи проволоки), чтобы сварка в целом шла и попала в ГОСТ? Немного расшифрую. Можно ли применить проволоку 0.8 для сварки 10мм, 20мм стали или нужно использовать соответствующий диаметр проволоки? Или можно взять проволоку 0.8 и выкручивая параметры, напряжения и скорости, прийти например к 400А. Что будет в таком случае с материалом, со швом в целом? Извините за сумбур. Тут тема все же не для писанины, а для достаточно долгого разговора. Но, если моя мысль понятна, можно ли как-то достаточно просто разложить по полочкам без вникания в ГОСТ? Ведь лаборатория и прочее, не каждому доступно. А аппарат работающий до 200А, некоторыми, используется в сварке достаточно ответственных вещей, как сварка рамы грузовика. А для проволоки 1.2 нужно несколько большее значение, т.е возможность сварочного аппарата, чтобы достаточно хорошо прогреть материал и проволоку соответственно. Да же если говорим о импульсной сварке в среде смеси 80\20 (аргон\СО2). Из моих наблюдений ток сварки получается ампер под 250, для выше озвученных задач и проволоки 1.2. Следовательно аппарат 200А под такие задачи маловат. И лучше использовать либо другой аппарат либо меньший диаметр проволоки. НО!!! Вот тут и приходим, что сварка толстого будет не возможна, т.к. надо проволоку ОБЯЗАТЕЛЬНО применять 1.2 и следовательно это тянет за собой и другой аппарат. ИЛИ НЕ ОБЯЗАТЕЛЬНО?
-
извините, но на такое высказывание у меня возникает только одно: ДА ЛАДНО!!!! Как раз с этого все и понеслось, не понимание одних и возражения других. Получение результата может достигнуто разными методами. Результат есть, а изделие разваливается. Как это объяснить? А катет, УТК пропустили, все красиво. Если вести речь про только визуальный контроль. @Дядя Костя, все ваши сообщения , спасибо. что пытаетесь донести правильную мысль в темные головы. По крайней мере у меня большой провал в данных знаниях.
-
Спасибо за развернутый ответ. Я снял корону вместе с рубашкой. Готов обучаться. Есть конкретно ТР220. и тут у меня возникает вопрос, какую проволоку применить. Что делать? С электродами, просто, есть табличка. А вот с проволокой как поступить? Мне теперь надо покинуть Москву, чтобы понять смысл великих истин? Или есть пусть ИМХО но подробная инструкция? Я понимаю, свет софитов Москвы мне сильно помогают. Но вот что мне делать? Я на следующей неделе буду в Красноярсе... Я реально, без шуток. Как мне варить и ОБУЧАТЬ людей? Ведь главный вопрос будет, как выбрать диаметр проволоки?! Ха, я знаю, а распечатаю им ваш ответ! Можно я поделюсь с ними вашей информацией? Они же тоже не в Москве, значит поймут. Я то уже запущенный случай, а у них все получится. Мастер, я понял, что по электродам я ЛОЛ. Но пока меня интересует МИГ\МАГ сварка и следовательно тема с выбором диаметра проволоки не раскрыта для моего сознания.
-
мастер, я склоняюсь к вашим ногам! Сенсей! Расскажите, как подобрать проволоку для п\а? Каким образом выбрать из 0.8, 1.0, 1.2. Извините, не понял, прошу повтора. с ММА немного понятнее, есть буклеты, по которым можно понять какой диаметр электрода выбрать.
-
вы электрод сюда не приписывайте. У электрода есть другой момент, как шлак. Он предотвращает быстрое остывание шва и вытягивает всю грязь из шва на верх. Так же вы пользуетесь электродом от 2мм ... А это уже не тоже самое, что 0.8. Еще отличие, дуга горит обжатой от воздействия обмазки. Поэтому ваш вопрос имеет в корне не правильную постановку. Ну и я не любитель ММА, я не профи в этом. Для себя сварю но не более. Поэтому точных данных в сфере ММА я вам не дам. Вы мастер по сравнению со мной, школяром.
-
@Vanguard, вот кому вы снимайте корону. А я ее не нацеплял. Вы так и не сообщили. каким образом выбирать диаметр проволоки из ваших ИМХО. А уже побежали в кусты показывая пальцем на великих и могучих сварщиков. к сожалению или к счастью ни у кого не было замечено. Поэтому, нет и беседы с производителем. При разговоре с производителем нужны факт. Производитель работает по всему миру, мои домыслы это мои домыслы, а у него только факты и пользователи со всего мира. Поэтому если оно так, то прошу предоставить данные, что вот и вот... вот такие режимы, вот процесс. Сеть такая-то... Нужно за что-то зацепиться, иметь отправную точку. А не ... бла бла бла. Кстати про 1.2 и алюминий я ни слова не обронил. Хотя, как сказал Валерий, с алюминием проще. И я с ним согласен. И еще один момент, почему алюминий проще, он мягче. Подавать проволоку 1.2 стальную с 5 кг катушки ... мягко сказать не правильно. Если подробнее, то нагрузка на ролики и получить эффект спиральки более возможный, когда проволока вылетает из наконечника по спирали. Поэтому 1.2 я в целом не ободряю на однофазных аппаратах, даже если и 15 кг катушка ставится. Отступление. Еще ни разу на ТР220 не меняли подающий механизм. Было два случая когда на ТР225 сварщики ногой ломали его, но это физическое воздействие. А вот естественный износ ни разу не попадался. И все равно при всем этом, я не сторонник 1.2 на роликах 30мм. Для 1.2 проволоки и более я рекомендую подающие где ролики побольше. Пятно прижатия больше, стабильность подачи выше.
-
Ииии. Прошу посмотреть ниже. толщина материала. Проволока 0.8, заканчивает свое существование (применение) на ...приблизительно 6.5 мм. О чем я выше и писал. Но тут еще обратной стороны медали нет, это применение 1.2. Для 1.0 как говорит нам картинка, ток 270А нужен для 20мм. 270А!!!! Не какие-то 200А. Следовательно для 1.2 более и еще раз более. Т.е. 1.2 для тонкого аппарат расплавит, а чтобы рассчитывать на жирное и проволокой 1.2, не нужно. Либо брать 300А аппарат, как начало разговора. Но ни как не однофазник. Или 1.0мм но ни как не 1.2мм. О чем я и пытаюсь донести мысль. Нам нужно по сути использовать 1.2, а мы не можем. Ограничения в мощности аппарата. А аппарат, что аппарат?! Он варит 1.2 проволокой и довольно хорошие и красивые швы. Но ... Это возможность, а ни как не постоянное решение задач, что обычно решается аппаратами от 300А и более. Я к тому, что работая на максималке нужно отдавать себе отчет, что дополнительных регулировок (увеличение) параметров не возможно и шов может оказаться холодным, без достаточного энерговложения. И еще один момент я не затронул, это ширина дуги. На 0.8 у нас дуга будет более концентрированная и уже. На 1.2 шире дуга. Следовательно граница с холодным металлом и горячим на 12 будет менее очевидна, чем на проволоке 0.8. На резкой границе у нас будет образование крупной кристаллической решетки. И при остывании перегретой проволоки у нас будет больше усадка. Т.е. охрупчивание шва на лицо. Для 1.2 с вашего позволения расписывать не буду. Думаю понятно. И еще .. для терпеливых. это момент влияние резкой зоны охлаждения и нагрева приводит к появлению сварочных подрезов. Ну а про подрезы нет смысла рассказывать. Думаю все знают.
-
@Георгий 11, расскажите, какими критериями пользоваться при выборе диаметра проволоки? @Vanguard, аналогично... Расскажите свое видение выбора.
-
а я не лично вам написал, а вот таким: \И в данной теме много кто себя как называл. Так что ... Если примеряете на себя данную рубашку, я не виноват. Это форум, я делюсь своими знаниями и наблюдениями.