3comma62
-
Постов
157 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент 3comma62
-
Спасибо за обсуждение. Пока взял на вооружение спрей ( он у меня давно лежит, напомнили), стамеску и фибру. Пабобать, как говорила моя старшая.
-
Мысль изреченная есть ложь. Я излагаю опираясь на свой опыт, знания и взгляд, вы из моих слов рисуете свою картину, опираясь на свой опыт, знания и взгляды. Немного уточню, хоть и не по теме.

-
1.Лазаревское в Сочи - это деревня в большой деревне. Очень накладно по деньгам и времени даже углекислотой снабжаться. Я не зарабатываю на сварке, это хобби и необходимость при строительстве дома в одну каску. 2. Сварочные работы веду по всему 2-х этажному дому и таскаться с баллоном проблематично, для моего возраста особенно. Посему отказался от одного неудобства в пользу другого.
-
Я пользую её для доведения швов до совершенства в каких то поделках, но тут задача попроще и значительно более массовая: почистить швы под покраску для уличной эксплуатации. Убрать брызги и следы от шлака. Такой машинкой будет время- и трудо- затратно. :). Пойду на это, если не подскажет кто нибудь оружия массового поражения.
-
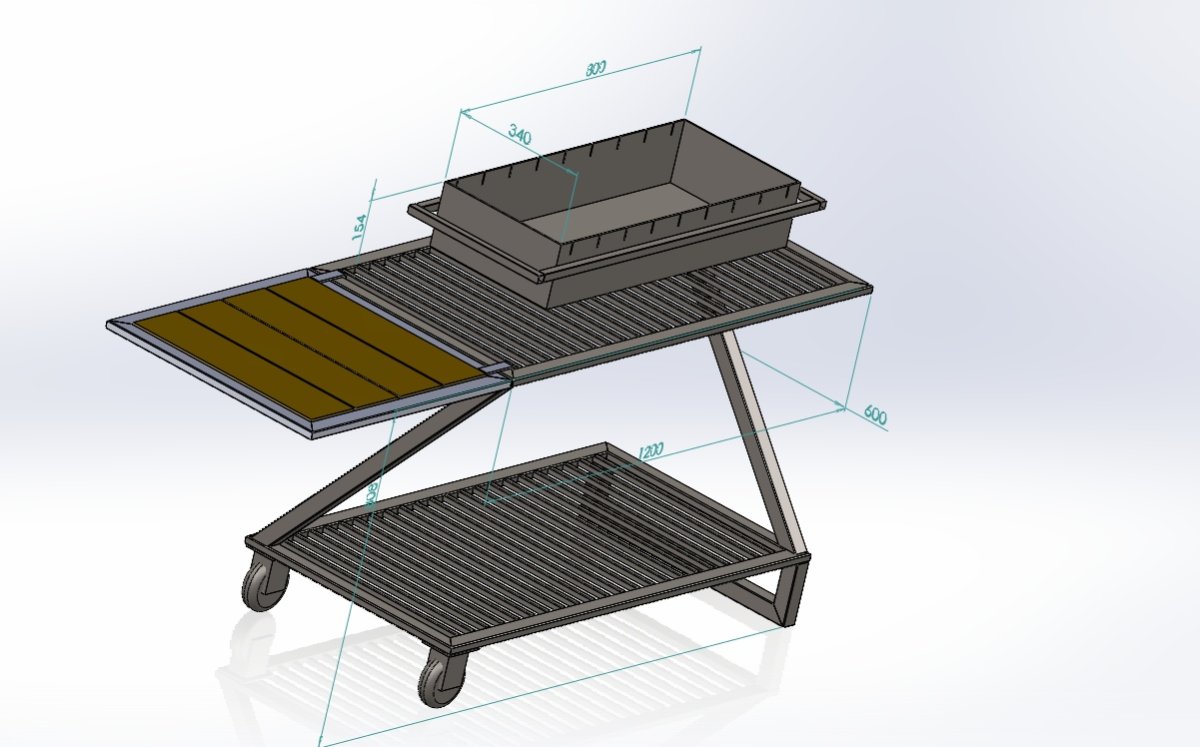
Изготавливаю для любимой мангал - садовый столик. И вот в процессе опять столкнулся с проблемой чистки швов от брызг и флюса (варю в основном самозащитной проволокой). И в этот раз их много. Болгаркой не залезть, щеткой не получается качественно да и уже осточертело. А любимая перфекционист. На открытых швах, понятно, никаких затруднений. Но в этих щелях фиг выковыряешь. Такой прогресс у человечества во всех областях, а тут... . Может я чего не знаю, какой то практики или чудесной китайской приспособы. P.S. Прошу прощения у модератора, если попал не в тему. Не нашёл подходящей.
-
 AURORA PRO SPEEDWAY 200 SYNERGIC уже несколько лет. Никаких рывков. Уверен, идея про заложенное в программе время на остывание ванны ошибочно. Это очень затруднило бы управление процессом.
AURORA PRO SPEEDWAY 200 SYNERGIC уже несколько лет. Никаких рывков. Уверен, идея про заложенное в программе время на остывание ванны ошибочно. Это очень затруднило бы управление процессом. -
Voltage reduction device - это совсеи другая история и к напряжению на корпусе отношения не имеет. Эта функция уменьшает напряжение холостого хода между выходными разьемами сварочника до момента начала сварки, чтобы вы невзначай или в силу технологической необходимости не исполняли танец-трясучку, коснувшись электрода и детали. В мокрую погоду ооооочень полезная вещь.
-
Если на вашем аппарате не пробивает фаза на корпус, то индикатор показывает напряжение, которое получается в результате работы фильтра электрических помех на входе. И перетыкивание вилки эффекта не даст. Только качественное заземление аппарата. Но на это большинство народа плюёт.
-
В тему. Ну очень нравится.
- 61 ответ
-
- 1
-

-
Даже после бетта версии и выпуска пилотной партии в любой электронике при серийной партии всегда всплывают нюансы. Очень много различных вариантов условий эксплуатации и , очень немаловажно, разброс параметров комплектующих. Неудачное сочетание отклонений нескольких комплектующих приводят, бывает, к неразрешимой ситуации. Так что сбой или нестабильность - это ненормально, но неизбежно. В любом случае нужно получить достаточно стабильно повторяющуюся ситуацию. У нас это называлось " найти хвост" за который потом вытаскивали причины и следствия. Иногда это требует много времени и достаточный объем статистики. А вот подход подразделения сопровождения конечно вызывает вопросы и сильно бьет по репутации конторы. Всегда должен быть в компании неуставший от жизни аналитик. Поддержание контакта с клиентом и информирование его о процессе. В Истории много фактов, когда успешная компания, почивая на лаврах, не замечает вовремя позади жаренного петуха.
-
Почти 20 лет аппарату. Со временем пластиковые детали приобретают хрупкость, у электролитических конденсаторов ухудшаются параметры, окислительные процессы ищут лазейки для наступления... . Я бы предпочел китайца.
-
Я варю несколько лет E71T-GS без газа 5 кг DEKA, в основном из за цены.(на текущий момент 2100 руб. за 5 кг.) Покупаю на озоне. В принципе все устраивает, кроме дыма. Сравнивать к сожалению не с чем. Кузовщину ей не получается у меня. Профильную трубу на ура.
-
Номер прошивки может быть сформирован на этапе внутренней отладки в фирме до выпуска аппарата в продажу и для вас практически ничего не значит.
-
Я поменял направляющий тросик в рукаве. Стало заметно лучше, но нет нет да и выскочит рецидив. Так что присоединяюсь к вопросу. PS Да, перед затыком сварка превращается в срач, кончик проволоки сворачивается в шарик с одновременныи уменьшением вылета проволоки и шов становится лунной поверхностью.
-
Ребята, а есть возможность на этом сайте заблокировать сообщения от определенного пользователя?
-
Посмотрите последний ролик "100 Ампер". Там он замечательно варит самозащитной проволокой. Я ей работаю минимум три года, все в порядке.Начните с пластины от 4 мм и выше. Положите валик. И от полученного танцуйте.
-
Спасибо. Да, цена для бытовых нужд частника совсем неподходящая. По черному металлу такую делать не будут: спроса на рынке не будет.
-
А вот я первый раз слышу про сплошную самозащитную проволоку. Первая разведка в интернете результата не принесла. Может подскажете производителя и марку?
-
Может я что то не так делаю, но жгу четвертую 5-кг катушку DEKA E71T-GS D. 0.8ММ. на Aurora SPEEDWAY 200 SYNERGIC. Ролики не менял, оставил штатные. Пока проблем не заметил.
-
Если вы опубликовали чертеж, то нельзя ли мне обнаглеть и попросить у вас проектик?
-
CKYHC, форсаж уберите на минимум и добавляйте по единичке на каждый опытный шов. Это надо почуствовать, как он влияет именно на вашу манеру сварки.
-
Давно варю deko e71t-gs ( большой сочи- с углекислотой проблемы). Претензий две: без хорошей вентиляции работать невозможно( в воздухе летает море каких то соплюшек), и настройка на работу с миримумом брызг требуется время. В остальном очень даже доволен.