Jakodzun
-
Постов
150 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Jakodzun
-
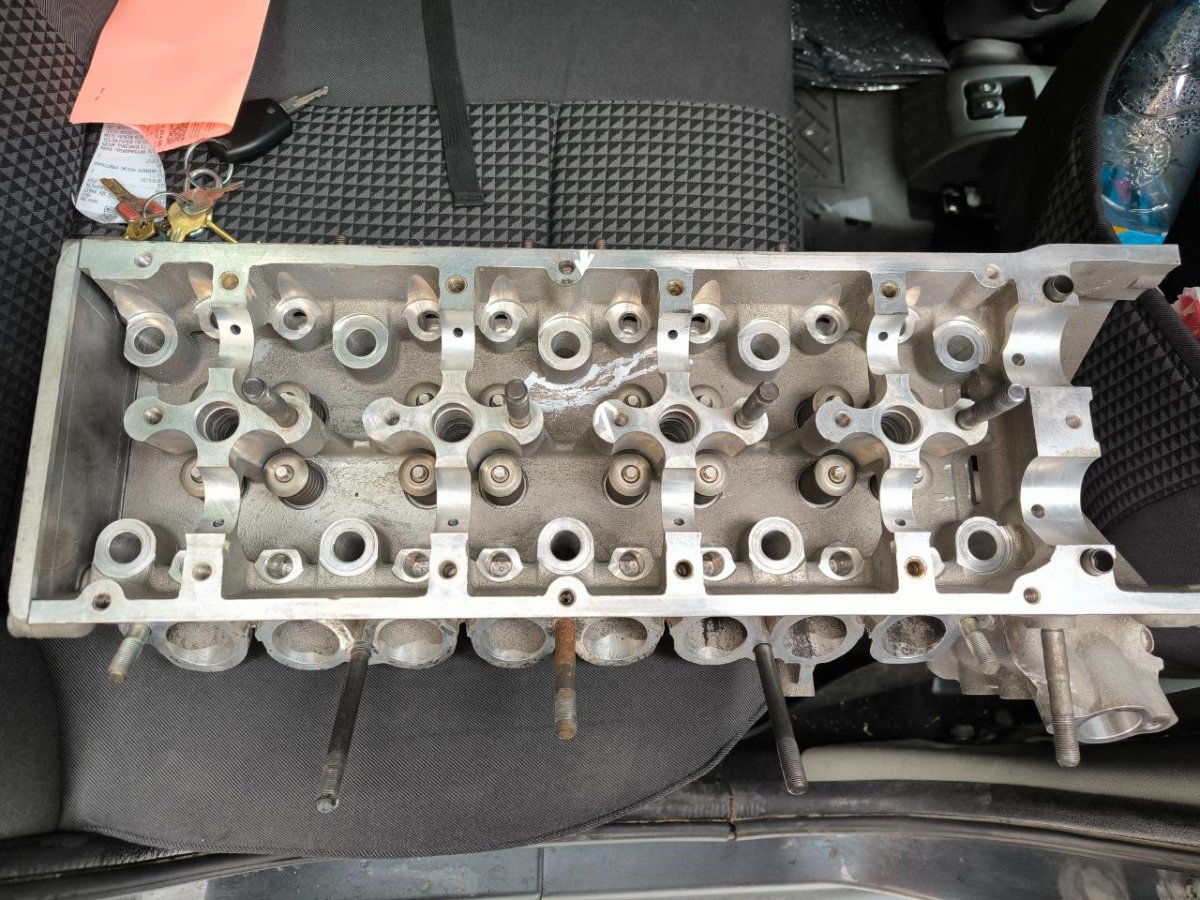
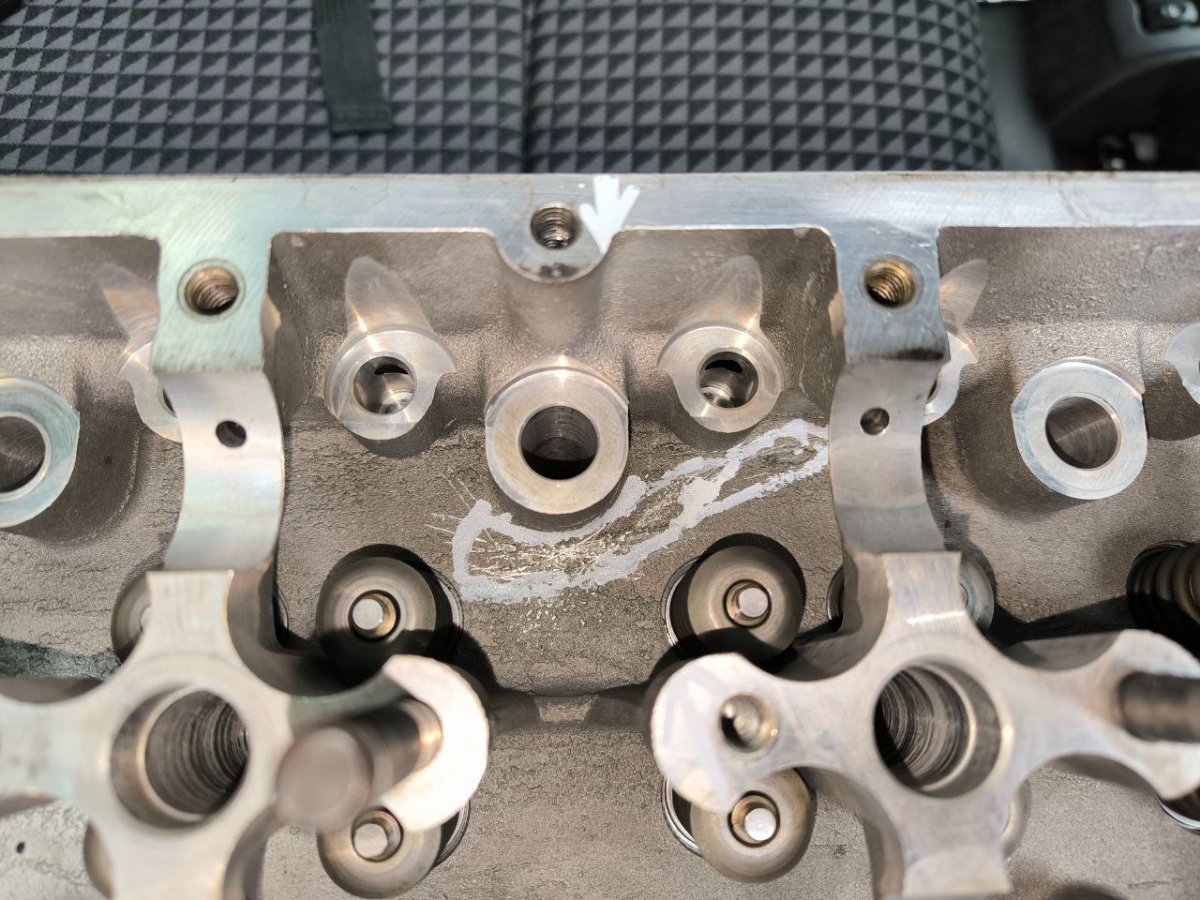
Нет, там речь шла про алюминиевые. От дизельного ЗМЗ-51432. Например вот такую трещину реально заварить? Сплав там АК8М3.

-
Тут в одной уазовской группе, весьма скептически отзываются о ремонте треснувших ГБЦ. Дескать бестолку это, всё равно скоро лопнет. Собственно вопрос, а есть у кого-то обратная связь от владельцев ДВС с варенными головами?
-
А тигом CuSi3 не проще?
-
Тележка шикарная! Тоже себе из обрезков профиля люминия хочу сварить, много накопилось. Кстати, углы таким методом не проще делать?
-
Тут даже не на просьбу халявы похоже, а на попытку распространения нехороших программ. Ибо по-другому смотреть на выложенный безо всякой сопроводительной информации заархивированный файл я не могу. ИМХО сразу банить таких "просителей" надо.
-
100 и 400. Соткой обдирать отлично, а 400 полирует хорошо, да и в принципе править небольшие дефекты удобно.
-
Где-то на ютубе видел у какого-то американца, как он алюминиевые баки варит. Так он для опоры использовал систему из никелированных декоративных труб, которые дома в гардеробных используются или на стойках баров. Там к ним куча разнообразных креплений и поворотных кронштейнов продаётся. С их помощью можно под любыми углами их закреплять, а потом по ним вести руку с горелкой как по рельсам. Тоже думаю что-то подобное соорудить.
-
Можно вместе с безымянным использовать. Тоже где-то на ютубе подглядел и сшил из стеклоткани муфту, которую на пальцы надеваю, чтобы не обжечься. Сильно в ровности шва помогает. В гараже подвешиваю на штатив со светодиодным прожектором, но зачастую проще через плечо или шею перебросить, когда рядом подвесить не на что. Сначала точил на обычном абразивном круге на точиле. Но от вольфрама на нём бороздки появляются. Лет 6-7 назад купил на Али несколько 100мм алмазных кругов разной зернистости на металлической основе. Рассверлил отверстие под шпиндель болгарки до 22мм, через кронштейн фиксирую её в тисках и точу электроды зажимая их в шуруповерте. Диски практически не изнашиваются. ЗЫ: Нашёл в истории покупок. Того старого лота уже нет, но нашел аналог: Шлифовальный диск алмазный 4 дюйма Вроде есть и 125мм (тыц), но в 4 раза дороже...
-
Надо, Федя, надо(с) Потрудись хотя бы элементарно "причесать" текст. Знаки препинания расставь. Не можешь, доверь это какому-нибудь ИИ. Дипсику, например: Заставлять всех продираться через поток безграмотного и бессвязного, это неуважение к присутсвующим.
-
Понял, спасибо. Это я в курсе. Когда крышу на уазике точками варил, всегда небольшой зазор оставлял между листами внахлест. Проволока отличная - Bercoweld Cusi3. Тут на барахолке брал лет 5 назад. Тигом прекрасно варится.
-
Нет. Несколько роликов из этой компиляции я видел задолго до бума ИИ. На одном ранее популярном строительном форуме, года с 2008 периодически читал тему "Смерть от болгарки". Тема, кстати, до сих пор существует тыц. И если сначала обсуждались происшествия с ручным электроинструментом, то чуть позже, со своими историями подтянулся народ с производств, в том числе инженеры по ОТ и ТБ. Так вот, многие фрагменты из ролика выше, ранее там публиковались. На самом деле очень полезная тема. Как в плане изменения отношения к ТБ, так и понимания всей безграничности человеческого идиотизма)
-
У меня на Аврора динамика 200 эксперт нет режима для сварки CuSi. Методом тыка удалось настроить на более-менее результат, но всё равно не очень нравится. Есть где-то тут подробное описание настройки п/а под эту проволоку? Вот. На трубе 1,5 мм ещё более-менее, а на кузовщине уже хрень какая-то. А ведь CuSi3 как раз преимущественно для кузовщины и бралась...
-
думаю там медью и не пахнет) Конечно. По совету здесь же, купил проволоку Brima E71T-GS, на удивление приличный результат выдаёт. На даче 3 секции забора повалило деревом, а баллон лень тащить было. Всё ей заварил. Почти как с углекислотой швы. Только брызг сильно больше.
-
Сегодня яндекс подкинул рекламу сварчника за 3т.р. Я на автопилоте пролистнул, думая что это очередной дешмаский MMA. Но глаз успел зацепиться за MIG в названии. Вернулся, начал смотреть, читать отзывы. Действительно полуавтомат. Со всей комплектацией и катушкой самозащитной проволоки 1кг. За 3 000 (три!) тысячи рублей. Отзывы, в основном, на удивление хорошие, народ им не только заборы/мангалы, но и кузовщину ухитряется варить. Вопрос, как китацы ухитряются производить рабочий полуавтомат "за шапку сухарей"? ЗЫ: Купить что ли его для проверки и сравнить с Авророй?
-
Если это отходы, то возможно и чистота газа будет соответствующая.
-
Так причина в итоге какая? При начале сварки генератор не успевает выйти на необходимую мощность и образуется просадка, а потом, с набором оборотов и мощности скачок тока?
-
А почему так? На мой дилетантский взгляд, коллекторы выглядят куда как более сложными для сварки.
-
Там же длина волны ИК излучения, если в глаза не направлять и пользоваться очками, то в чём "высокая опасность"? Озон выделяется? так он и при ТИГ сварке тоже...
-
Это без присадка? своим телом?
-
Про дальнейшую эксплуатацию этого двигателя вы не в курсе?
-
Ну да. Не удивлюсь, если в ближайшее время будет "оборзевать" на канале какой-нибудь лазерный комбайн "100500 в 1".
-
Как и в абсолютном большинстве остальных каналов. Везде восторженные сопли по лазерной очистке/сварке/резке, а о многочисленных минусах и ньюансах никто и не заикается. С другой стороны, в своей нише штука интересная и цены на неё постоянно снижаются. Думаю в недалёком будущем из некоторых сфер ТИГ/МИГ она выдавит.
-
Тут уж к автору видео вопрос.
-
Вот видео, где подается проволока срвзу с двух катушек. Ссылка не работает, прикрепил видео Канал "сварщик из Москвы" Толщина 10мм, провар полный. VID_20250917_112638_529.mp4