Sakhalin_Cat
-
Постов
2 660 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Sakhalin_Cat
-
. Что за бред, какая нафиг сварка. При горении гремучки образуется вода с которой все пытаются бороться при сварки металлов, так как наличие воды это автоматически водород в шве что приводит к водородной хрупкости и прочим бякам. Вы электроды сварочные прокаливаете чтобы от воды избавится, а тут струей её в шов вливаете... -- Удел электролизеров - пайка ни о какой сварке речи идти не может вообще. Менеджеры какой только фигни не придумают чтобы свои поделки впарить... -- Толик привет. Смотрю тебя тема бурбуляторов тоже не оставила равнодушным. Мультиплаз кончился, теперь новой хероборой торгуют... И печка газовая к нему подключается и резаком пофыркать можно и свиней можно посмолить и дом натопить... Чудо млин, а не агрегат... А нафига тут установка с гремучкой за 100500 денег, если баллон пропана стоит копейки, а результат гораздо лучше, резак пропан+кислород получается мобильный и не требует электричества?
-
Всем привет. Вчера, спустя год, начали одевать печку в шубу. А то зима на днях придет, а у нас не печка а морозильная камера.... --- -- Что еще нового у нас? Затащили зуборезник здоровый в цех, хватит ему на улице вялиться, пора работать начинать. Разобрали частично, чистим, а то закис за несколько лет на улице. -- -- Бетона еще чуток за всё это время залили, теперь более приятно стало передвигаться по территории и рабочего пространство чистого появилось немного больше. А то по колено в глине работать не приятно. Ну и ливневку с колодцами наконец-то залили нормально, а то об люки и колодцы постоянный спотыкач был. -- Ну это я так, чтобы тему освежить. -- -- Ну и всем Бобра ебстебственно....

-
Может кому интересны порошки будут, дороговато конечно но Castolin...: . https://directlot.ru/lot.php?id=1058386 https://directlot.ru/lot.php?id=1058381 https://directlot.ru/lot.php?id=1058374 https://directlot.ru/lot.php?id=1058368
-
А сколько сейчас порошки стоят и где покупаете?
-
EBAY не работает с Россией. Санкции...
-
Ура! Плазму запустили, можно работать. Осталось сделать вентиляцию для неё. Хоть и водяной стол но дым всё-же присутствует... -- -- Кабеля все спрятали под швеллер, чтобы спотыкача небыло. -- -- Ну и электрощиты локальные почти готовы, осталось мелочи подключить. -- -- И в заключение маленькая полочка из фанерки для оснастки ISO40, когда делал полки рассчитывал их под конус 50, для здорового станка, а тут мелкий 6725 появился а у него оправки мизерные. Пришлось на лазере резать фанерки... --
-
Ура!!! Сегодня сделан еще один значимый шаг: Наконец-то спустя несколько лет портал плазменной резки переехал с "временного" места жительства на место своей постоянной дислокации. . -- При покупке было как всегда "Немного тут постоит поработает а потом быстро переедет", и как всегда это "Немного" растянулось на несколько лет.
-
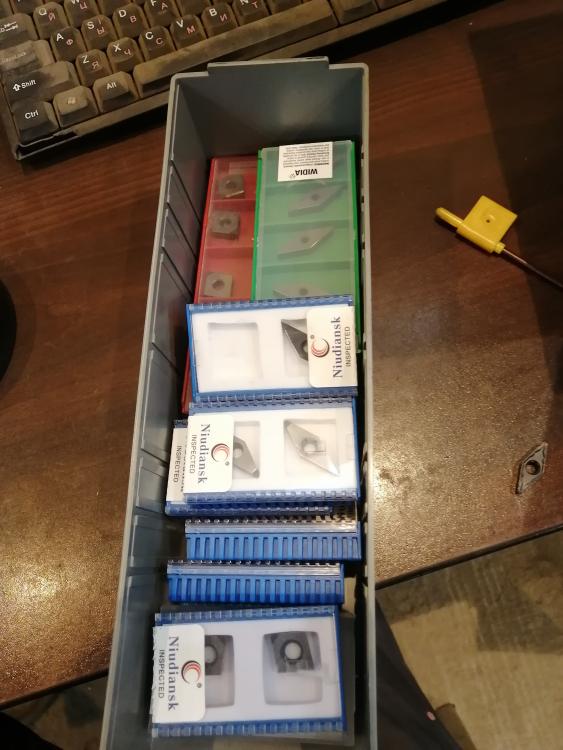
Всем привет. Сегодня пришлось большую часть дня поработать токарем. Протачивал маховик и корзину сцепления от магистрального тягача находящегося в нашем сервисе. -- https://www.youtube.com/watch?v=uK0XIQgcLyU -- Диск сильно перекален поэтому для первоначальной "грубой" обдирки применил минералокерамику фирмы WIDIA с радиусом 1,2мм -- -- После чего была произведена чистовая обработка пластиной CBN (эльбор) с радиусом 04мм: -- -- Сейчас на рынке огромное количество пластин CBN любых конфигураций, что просто шикарно, есть и резьбовые и отрезные и канавочные, что позволяет работать с материалами закаленными до твердости выше 60HRC. И это сильно расширяет возможности ремонтного производства. Правда приходится держать довольно большую номенклатуру в наличии для оперативности. -- -- Огромным преимуществом перед эльборовыми вставками времен СССР является то, что современные пластины можно поставить на практичеески любую державку и выполнять ими любые работы как токарные так и фрезерные, что с вставками СССР невозможно по определению. Хотя следующую деталь - корзину сцепления я точили именно вставкой из СССР, но это по причине того, что я перед этим протачивал этой вставкой каленые кулачки на патроне и мне было просто лень менять резец. -- -- В результате мы получили Маховик с "идеальной" зеркальной поверхностью, несмотря на его "пятнистую перекаленность": -- -- Ну и похвастаюсь очередной самоделкой: Так как мне почему-то в силу специфики нашей работы приходится работать больше с расточными резцами и резцами для внутренней обработки, пришлось сделать себе держалку для резцов, так как стандартные китайцы меня не устраивали, а зажимать резцы на прокладках просто бесит. Вот что получилось: Блок позволяет зажимать резцы от Ф6мм до Ф40мм, выполнен из стали 40Х. -- Резец 40мм -- Резец 32мм -- Резец 8мм -- Ну и сами резцы и блоки, ждут доделки тумбочки на которую не хватает времени:
-
 -- А кто вообще сказал, что там ГБЦ варить надо? Она может быть просто винтом после перегрева, а может вообще быть трещина в блоке.... Сначала надо с неисправностью определиться а потом уже голову ломать о возможных вариантах ремонта.
-- А кто вообще сказал, что там ГБЦ варить надо? Она может быть просто винтом после перегрева, а может вообще быть трещина в блоке.... Сначала надо с неисправностью определиться а потом уже голову ломать о возможных вариантах ремонта. -
-- На этом станочке довольно развитая система СОЖ, в кучу точек льет, на видео половина кранов перекрыта из-за ненадобности. СОЖ фильтруется от взвесей и в бак сливается, а мусор и стружку конвейером выкидывает в бак для стружки.
-
На днях пришлось пилить пополам "Монетку" Ф400. Чтобы зажать приварили её к трубе Ф250 и в пилу... По другому никак, высота "таблетки" всего 160мм а надо отпилить 90мм так как очень неохота спускать в стружку кусок болванки Ф400х70мм. -- Когда пользуюсь этим станком понимаю: "Я обожаю свою пилу", это прекрасное устройство, сделано Болгарами, но гораздо продуманнее, навороченее и удобнее JET-ов которые у меня стоят в других цехах. Единственный минус в пользовании это вес, катать по цеху в одного не реально, тупо буксуешь по бетону. Но этот-же вес положительно сказывается на характеристиках самой пилы. Разбежка у блина после распила по высоте составила всего 0,5мм. Я обожаю этот станок. -- https://youtu.be/qdPsULiPWtQ --
-
ХеХеХе. Приветствую вас Господа. Сегодня мне удалось выделить пару часов на доделку своей токарной тумбочки, ибо валяющиеся на столе сверла с центрами достали неимоверно. -- Были нарезаны трубочки Ф57 из стали в качестве корпуса и трубочки Ф50 из канашной пластиковой трубы в качестве защитного вкладыша, чтобы не царапать конусы. Ну и из этих заготовок были изготовлены чудесные держалки под КМ5. Тем кто будет повторять обращу внимание на то, что донца не заварены а специально приварена труба 16х16, чтобы всякий мусор свободно высыпался из стакана а конус провалиться не мог. -- -- Осталось сделать еще пару держалок для сверлышек, а то половина только влезла и можно будет заморочится задней стенкой тумбочки.
-
У меня любимый аргонник - Итальянец. Шикарный аппарат. Но мнение об Итальянской промышленности это не меняет. Это так сказать - Исключение.
-
Это Вы еще как-то о них ласково. Отвратительнейшая инженерная школа, дичайшие конструкции, абсолютно неадекватные инженеры. Я по работе сталкиваюсь с их поделками регулярно от спецтехники до пищевки. Руку Итальянцев можно определить просто посмотрев на конструкцию, если полная дичь и анархия сделанная криворуко и идиотом, то скорее всего это Итальянская поделка. Вот как-то так...
-
https://yandex.ru/search/?from=chromesearch&clid=2196598&text=%D0%92%D0%BE%D0%B7%D0%B4%D1%83%D1%85%D0%BE%D0%B2%D0%BE%D0%B4+%D0%B3%D0%B8%D0%B1%D0%BA%D0%B8%D0%B9+%D0%9F%D0%92%D0%9F-300&lr=80
-
. Шпильки всегда применяются по одной простой причине: Для того, чтобы не изнашивать отверстие в корпусе вкручиванием и выкручиванием бота. Шпилька это расходная деталь, резьбой на которой можно пожертвовать чтобы сберечь дорогостоящий корпус. Это единственное назначение резьбовой шпильки и технологичность тут совершенно ни при чем. . Я довольно педантичен и редко что-то путаю. Особенно я щепетилен в своих умозаключениях на общественных форумах когда говорю вслух, ибо ересь произнесенная вслух сильно сказывается на авторитете и аукается иногда десятилетиями. Так-же я всегда признаю свою неправоту если в чем-то ошибаюсь и делаю это тоже вслух ибо так поступать - честно. Иногда меня закусывают вещи которые просто нельзя делать и я пытаюсь что-то кому-то разьяснить. Так как это процесс бессмысленный то мне это быстро надоедает и я снова ухожу в тень, чтобы молча читать всякую фигню на форумах. Но больше я люблю читать книги, они обычно более интересны и информативны. . Нет разницы ремонтный это процесс или процесс производства в любом случае есть определенная технология которая применяется в этих процессах. Технология эта всегда описана в различных информационных источниках, таких как учебники, ГОСТ-ы, ТУ, Патенты. Если технология нигде не описана, то это либо бред, либо секретное НОУ-ХАУ которое очень быстро становится общедоступным. Учитывая что алюминий и железо известны более чем 100 лет, все эти годы не самые глупые люди, разные химики и физики и прочие доктора наук и доценты пытались придумать технологию соединения железа и алюминия и у них к сожалению этого не получилось... Соединяют болтами и шпильками... А оказывается всё это было нужно просто посолить.... И не было бы столько мучений и не надо ничего изобретать... Всё гениальное просто... . ---------------------------------------------- Место для рекламы ------------------------------------------------ . Вам нужно соединить железо и алюминий? Нет Ничего проще!!! Специальная солонка для сварщика решит вашу проблему: . . Так-же для профессионалов по цене со скидкой набор для соединения железа с титаном под названием "протоПоперчи": .
-
По вашему утверждению - и . Вы придумали и рекомендуете свой оригинальный Способ соединения "стальной детали с алюминиевой". . Я спрашиваю вас: Если это такой работающий способ, то почему он не используется в промышленности и не описан ни в одном учебнике??? . PS: Насколько я помню, то способа нанесение слоя алюминия на железо (без подслоя) в промышленности всего два, это напыление (несколько видов) и сварка взрывом, ни о какой пайко-сварке нигде не упоминается и даже теоретическая возможность не рассматривается.
-
. Я задам один простой и короткий вопрос который всё расставит на свои места: Если это такой работающий способ, то почему он не используется в промышленности и не описан ни в одном учебнике??? . Да вроде и не начинал. Но если что, то извините, обидеть не хотел.
-
Не при этих температурах. И не надо путать диффузионно-кинетический процесс в простонародье называемый "Растворение" с попытками ненесения поверхностно дифундирующего слоя аллюминия на железо с помощью соли, что в принципе невозможно даже теоретически. Слишком разные температуры и это абсолютно разные физико-химические процессы. -- Ну слава богу хоть форум не ЛГБТ... Вот чтобы этого не произошло я и написал - НЕ НАДО ТАК ДЕЛАТЬ! Так делать нельзя.
-
-- Прикиньте. Ага. Самое печальное, это то, что вы каждым своим сообщением всё больше и больше доказываете свою безграмотность. Прежде чем умничать такими словами как "Флюс", "Прореагировала" надо хотя-бы почитать химию за 8й класс, а так-же хотя-бы приблизительно понимать то о чем вы пытаетесь рассуждать используя эти умные слова значение которых абсолютно не понимаете. Глупо сыпать словами описывающими процессы о которых вы не имеете даже элементарных представлений, это рано или поздно приводит не к тем результатам которых вы от этих умных слов ожидаете и можно попасть в глупую ситуацию как сейчас. Раз уж вы так настойчиво требуете продолжения диалога, то давайте начнем разбирать вашу безграмотность по порядку. -- 1) Будьте любезны написать мне реакцию которая по вашему утверждению произошла в расплаве между NaCl + Al + FeO + FeO2 + Fe и какие в результате вещества вы получили на выходе этой реакции происходящей при температуре ниже 600грц. Хотя-бы даже теоретически. Для ученика читавшего в школе учебник это элементарная задача. Причем оговорюсь сразу чтобы не было желания соскакивать температура 600грц указана не просто так, это температура плавления алюминия и реакция восстановления оксидов железа при этой температуре не идет. Да она и не может идти так как железо находится под слоем оксида, да еще и укрытое расплавом поваренной соли и всё это под слоем расплавленного алюминия. Учитывая теплопроводность соли и оксидной пленки градиент температур примерно 200-350грц стальной болт, 450-500 поваренная соль, 600-650 расплав алюминия. Теоретически реакция может идти только по граница соприкосновения слоев а именно между поваренной солью и жедезом и между поваренной солью и алюминием при температурах такого порядка при котором никакие реакции между данными веществами просто невозможны. Мне прям просто любопытно как поваренная соль участвует в этих ваших заявленных флюсо-химических процессах. Расскажите мне пожалуйста. - 2) Что именно вы якобы флюсовали поваренной солью? Какой физический процесс должен был произойти? Облужение стали алюминием? Увеличение жидкотекучести алюминиевого сплава? Уменьшение поверхностного натяжения? Я не могу даже приблизительно представить себе физику процесса которой вы пытались добиться. Обьясните пожалуйста. - 3) Что именно остальное вы счистили с поверхности перед наплавкой плакирующих слоёв? - 4) Каким методом были удалены частицы расплава соли с микронеровностей рельефа стального болта имеющего поры в оксидном слое с условием того, что все включения перекрыты наваленым сверху слоем аллюминия? - 5) Откуда вы вообще взяли этот бред что поваренная соль это флюс? Иногда поваренную соль применяют при плавке алюминия для подьема мелкодисперсных взвесей на поверхность расплава, но полноценным флюсом поваренная соль не является а используется только в силу своей легкоплавкости и дешевизны. Причем особого результата использование соли при плавке люминя не дает, этакий эффект плацебо. - 6) Что означает прекрасно легла и растеклась? Насколько полностью было заполнен обьем канавки резьбы? Учитывая то, что присадка 4043 содержит всего 3% кремния она не является литьевым сплавом и имеет огромный коэффициент поверхностного натяжения в связи с чем просто не может заполнить углубления резьбы из- за отсутствия смачиваемости сплавов железа расплавом аллюминия. Я бы мог понять, если бы вы лудили с помощью 4043 оцинкованную шпильку, там был бы еще какой то процент вероятности на успех, но залить чернушный болт присадкой которая в принципе не затекает в резьбовую канавку это шедеврально. . PS; Надоело писать, если честно, понимаю что бессмысленно вам что-то доказывать ввиду отсутствия у вас даже элементарных базовых знаний. Но хоть выговорился.
-
-- В каком месте если не секрет? Эта порнуха а не решение. Вы хотя-бы осознаете, что соль + алюминий+ железо + влага воздуха это гальванический элемент? И остатки соли вы никак из своего "решения" не удалите, а значит это соединение сгниет практически мгновенно Да не о чем тут ни говорить, ни рассуждать ни Ванговать. Залепуха она и есть залепуха. Поэтому и пишу как есть - ваше решение проблемы полный отстой и так делать нельзя. Есть типовые решения, остальное - костыли. -- PS: Последние годы я редко пишу на форуме, но наткнувшись на ваш "способ решения" проблемы просто не смог пройти мимо и не написать свой гневный отзыв. Может резковато получилось, чтож извините за резкость. Но повторять такое нельзя ни в коем случае, это не решение проблемы это закладка "бомбы" клиенту и конкретный саботаж. Так делать нельзя.
-
. Какой варварский метод халтуры. И вы еще подобным нае...ом клиента хвастаетесь на форуме? "Удивительные" люди встречаются в этом мире, сделать конкретный брак, обмануть клиента и этим гордится.... Позор. -- Способ восстановления резьбы может быть только один - нарезка резьбы во вновь просверленном отверстии и никак иначе, остальное залепуха и обман.
-
Варите жирными швами, длиной 50-70мм не менее, толстым электродом (4-5мм) на нормальном токе. Желательно несколько валиков друг на друга. Много раз так делал. Можно резаком рельсу нагреть перед сваркой. Но надежнее всего - болты.
-
Всё. Приточка по помещению готова. Ура!!! -- -- На обмазку стен ушло 1,5 тонны кузовного герметика. В дороге еще столько-же, надо будет нарастить слой до 5мм и цвет стен привести к единому - белому, а то черный не в жилу. Предварительно были проведены тесты на деревяшке обмазанной этим герметиком. Деревяшке обмазанной герметиком и помещенной в струю дроби в пескоструйной камере абсолютно пофигу на пескоструйную обработку... Только в стороны дробь летит, а её хоть-бы что... --
-
-- Оно всё в помещении а в помещении зимой +18. На улицу только хвостик торчит вытяжки с отводом. А приточка сразу с теплообменником (жалюзи в стене). Хвост уличный и камера теплообменника явно утеплятся.