brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
Вот видео хорошего качества, на котором мужик инструктор "переваривший пол-Америки" показывает корневые проходы целлюлозным электродом (6010), вертикалы с "замочной скважиной" как снизу-вверх, так и сверху-вниз, а для "реалистичности" стык был собран с некоторым смещением: https://www.youtube.com/watch?v=y4sQY3i3hPA В другом видео, тот же "старый волк" показывает молодому, что он еще молод и... т.д. Опять же вертикалы, но труба уже под наклоном (позиция 6G) https://www.youtube.com/watch?v=68h7-DtUf0g Вот снова вертикал с удобным обзором: https://www.youtube.com/watch?v=sSY4Nt9Nxas и также снизу-вверх, показательный https://www.youtube.com/watch?v=H6VBgYVxwwA В общем, это то почему навык сварки целлюлозными электродами у них развит сильнее - скорость сварки всех этих трубопроводов и экономия (правда может у них климатические условия не такие жесткие/холодные)
-
Рано еще проволоку заряжать, один момент, про установку направляющей спирали, остался в другой теме В общем, направляющая спираль должна как "принять" проволоку от подающего, так и "передать" ее в наконечник без смещения и изломов, и при этом сама должна не повреждать внутренний канал при чистке/замене. Краткая последоватеьлность действий: Подогнать спираль по длине заподлицо с держателем наконечника; Сточить заусенец на конце спирали или может согнуть последний виток, чтобы он не выступал и не повредил внутренний канал рукава при снятии; Найти точило и заточить конец спирали под углом 40°, чтобы он потом мог центрироваться в задней части наконечника; Проверить результат - наконечник должен слегка поджимать спираль в собранном состоянии. С направляющими каналами для сварки алюминием и др. цветными металлами последовательность почти обратная: Вот наверное более правильный набор для алюминия: (трубка с цангой и уплотнительным кольцом, латунная спираль для гусака, направляющая трубка на замену капиллярной трубки в евроразъеме на подающем устройстве) Последовательность действий: Заточить передний конец канала под углом 40°; Вставить трубку в рукав до упора в наконечник (два раза проверить этот момент ); Зафиксировать и загерметизировать канал при помощи фиксирующей цанги, уплотнительного кольца и накидной гайки, при этом следить за тем чтобы он продолжал упираться в наконечник на другом конце горелки; (последовательность установки деталей) Снять капиллярную трубку с евроразъема на подающем, установить горелку на подающее и отметить на тефлоновой трубке расстояние до подающих роликов (проволока после роликов должна сразу входить направляющий канал и быть в нем до самого наконечника); Дважды убедиться что все правильно отмерил и отрезать. Вместо капиллярной трубки скорее всего понадобится направляющая трубка для тефлоновых каналов диаметром до 4 мм. Получиться должно где-то так: PS: в принципе это все есть в мануалах к горелкам.

-
То сварщик в течение всего ролика показывал как он в новой маске умеет варить "одной правой" Да и лозунг ролика какой-то страшно двусмысленный... если два раза подумать
-
Тоже учился на основных, естественно потому что лучше видно сварочную ванну, запомнил как ведет себя сварочная ванна, каких она размеров. Потом когда переучивался варить рутилом - варил по памяти, помнил как ведет себя сварочная ванна, каких она размеров, и то, что она вообще есть... где-то под шлаком
-
PS: это был обзор того, за чем должна уметь следить и постоянно поддерживать хорошем рабочем состоянии "обезъяна с кнопкой", за которых любят держать сварщиков на ПА всякие манагеры. И это еще не говоря о технике сварки, защитной экипировке, защите дыхания/здоровья, легкости железа...
-
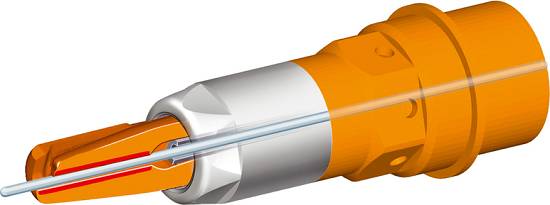
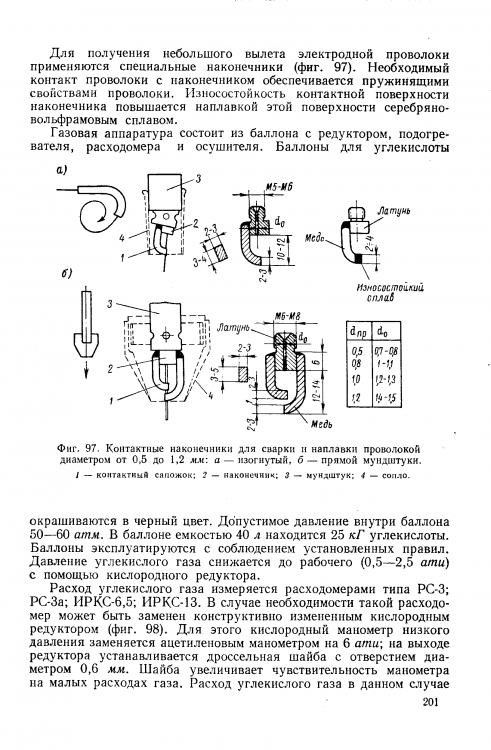
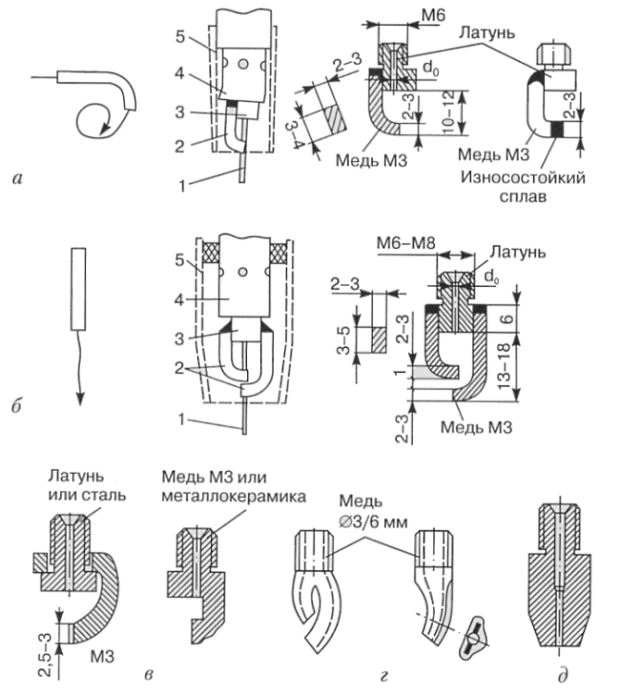
Часть четвертая - горелка. Начну с направляющей спирали - у спирали две задачи - направить проволоку к наконечнику, и защитить внутренности рукава от проволоки. Спираль постоянно засоряется и начинает клинить проволоку, и происходит это в основном на участке перегрева спирали - в гусаке горелки, грязь и смазка от проволоки скапливается и от высокой температуры - закоксовывается, иногда даже требует отмачивания в растворителе (ацетоне) если сильно запустить проблему. От ацетона грязь размазывается по всей спирали тонким слоем, и если открытый участок спирали еще можно уверенно выполоскать, то участок покрытый изоляцией... я честно особо даже не знаю. Потому как... пришел к выводу что легче разрезать спираль на две части и чистить только одну маленькую часть, которую можно легко снять прочистить, продуть, вставить обратно и продолжить сварку, чем заниматься сексом со всей спиралью, разбирать/собирать рукав и т.п. В общем идея такая - первая основная часть спирали идет от евроразъема до гусака горелки (немного заходит в гусак), далее второй кусок спирали - от начала гусака до наконечника. В дополнение к этому - держатель для наконечника (свеча) с резьбой M8 (достаточно широкое отверстие, чтобы можно было легко и просто вынять/вставить второй кусок спирали через свечу, чтобы ее не нужно было откручивать). Стандартное обслуживание горелки - снял почистил сопло, наконечник, второй кусок спирали - собрал все в обратной последовательности и готов к работе. Во время "генеральной уборки" - основной длинный участок спирали почистил раз в год на натянутой проволоке с зигзагами, продул сжатым воздухом и все. Спираль на выходе из гусака, в районе держателя наконенчика, наверное желательно немного растянуть, чтобы были щели между витками спирали. Так как спираль, из-за естественного изгиба в гусаке, смещена внутри к верхней части гусака и держателя наконечника, то она заметно ослабляет проход газа в верхнюю часть сопла. При этом также в самой спирали присутствует достаточно хорошее давление газа - плотно намотанная спираль почти как трубка. И если сделать щели в этой "трубке" в районе держателя наконечника, то подача газа восстановится, как-то так. В принципе можно просто сразу купить Бинзелевскую горелку серии AT или WT, со съемным поворотным соплом и отдельной спиралью в гусаке - она и удобная, и облегченная (походу алюминий не только китайцы, но и немцы полюбили), легко обслуживаемая, можно развернуть сопло и варить "аргоновым хватом". Сопло - так как это самая засоряемая часть - то сващики ее в первую же очередь и разбивают "отбиваясь" от налипших брызг, что в америке, что в совдепии, через месяц-два варварского обращения - единственное чистое, гладенькое, блестящее превращается в уродство, а потом в хлам. И всего лишь потому что не дали человеку приспособу для быстрой, удобной и аккуратной очистки сопла от брызг: или наподобие такой, которую дают немецким сварочным роботам, типа "фреза для очистки сопла": аналог "фрезы" можно сделать и самому из тонкостенной трубки подходящего диаметра... "Корпоративное зло" тут проглядывается невооруженным взглядом - не стоит торговать какой нибудь мелочью, которая в разы уменьшит продажи чего-то дорогого. Держатель наконечника (свеча) - у Бинзеля был старый вариант с контргайкой, позволяет манипулировать положением наконечника... пользовался таким.для наглядности: Ну и самое, самое, самое последнее, финальное, и немаловажное - наконечник. У наконечника две функции - хорошо передавать ток на проволоку и направлять эту проволоку по центру сопла или, вернее, по центру струи защитного газа.Так как правильная сварочная проволока должна иметь стандартную кривизну, и эта кривизна нужна для того чтобы у проволоки всегда был контакт с наконечником, то наконечник всегда изнашивается с одной стороны сопла/горелки (в моем случае внизу слева, если смотреть в сопло). При новом наконечнике кривизна проволоки не сильно уводит ее от центра струи/сопла, но при износе наконечника не только ухудшается контакт, но и проволока уходит в сторону. При износе наконечника также увеличивается шанс на попадание металлических брызг внутрь самого наконенчика, что может сразу заклинить проволоку, а может начать просто слегка или сильно подклинивать проволоку в момент короткого замыкания. Это означает что надо чистить, менять или ремонтировать наконечник, иногда, как временная мера помогает поворот рукоятки горелки на 360° в ту или иную сторону, чтобы изменилось место контакта проволоки с наконечником. В общем нужны - поддержание/восстановление хорошего контакта, компенсация кривизны проволоки и износа самого наконенчика, плюс защита от "шальных" брызг.У Fronius-а для всего этого есть система супер-пупер наконечника под названием "ConteC MD" ...для сварочных роботов ("биороботы" должны покупать новые наконечники и менять их почаще) https://www.youtube.com/watch?v=FHBGq-3vtL8 В совдепии для этого разрабатывались дизайны, которые сейчас только в учебниках можно увидеть... но тем не менее - вариант наконечника, которым можно варить месяц-два по сравнению с обычным наконечником, которым можно варить день-два... С совдеповским подходом так можно и пол-Китая обанкротить... Варианты совдеповских наконечников:версия "а" для проволоки с закруглениемверсия "б" для выпрямленной проволоки. Мой сосед по сварочной кабине, где-то нашел то ли совдеповские, то ли самодельные наконечники типа "сапожок" - типа месяц поварил с его слов, слегка подправил износ и продолжил... Дальше начнется муть, устал уже... Я брал наконечники на резьбу M8 (1,2 мм), варил пару дней каждым, насобирал с десяток, сточил вдоль с изношенной стороны почти до канала с проволокой, развернул держатель наконечника, продолжал работать уже второй стороной наконечника (получилось похоже на сапожок), при износе сжимал оставшийся контакт пассатижами вокруг проволоки, и так мог еще несколько дней варить. Геморно это конечно, может стоило "мастеров" трусить активнее, ладно продолжим про наконечники... Для коррекции кривизны проволоки взял гайку на M8, сточил ее до кольца шириной в наконечник и толщиной в 1,5-2 мм, чтобы это кольцо после прохождения резьбы могло свободно вращаться у основания наконечника, толщина кольца в одном месте была уменьшена, чтобы при накручивании наконечника его немного перекосило, и этим перекосом компенсировалась кривизна вылета проволоки. Держатель наконенчика с контргайкой дополнительно помогал выставлять наконечник в нужную ориентацию по отношению к изгибу проволоки. Из-за дополнительного кольца на резьбе наконечник выдвигался вперед как раз чтобы быть вровень со стандартным соплом (для горелки RF 36 GRIP) или чтобы выступал на пару миллиметров из уменьшенного сопла. В общем хороша наверное система наконечников "ConteC MD" от Fronius (баксов за 100, наверное) или "сапожки" из совдепии, ну или просто постоянно новые стандартные.
- 14 ответов
-
- 11
-

-
Третья часть - рукав на примере рукава с евроразъемом KZ-2 на входе в рукав с евроразъемом с немецким качеством контакты для кнопки продпружинены и могут утапливаться внутрь - обязательная "защита от дурака" как бы. Штуцер для подачи газа – есть в евроразъеме Ну и вход в канал для направляющей спирали/проволоки - важность этого узла в том, что при помощи накидной гайки в рукаве фиксируется направляющая спираль, а также герметизируется газовый тракт, этой самой накидной гайкой и пластиковым фланцем на конце спирали, плюс также и эластичное цветное пластиковое покрытие начальной части спирали служит для герметизации от утечек газа в сторону подающего устройства через саму спираль. Важно чтобы накидная гайка была на месте (черные пластиковые склонны теряться, желтые латунные – делать ноги ), уплотняющий фланец на спирали чтобы был не раздолбан (отверстие для проволоки тоже), изоляция начального участка спирали должна быть целой, нерасплавленной, не протертой до дыр )) Бывает иногда такая неприятность, как замыкание проволоки на массу со стороны катушки, а потом раскаленная проволока втягивается подающим механизмом в рукав горелки, спираль от проволоки разогревается и расплавляется вся эта пластмасса на спирали, и иногда бывает склеивается/сваривается с внутренним каналом рукава так, что в итоге можно убить горелку при попытке выдрать спираль из рукава. В общем надо гарантированно изолировать катушку с проволокой от замыканий на массу или на заземленный корпус, чтоб не выкидывать спирали, рукава... «Настройка» расположения самого рукава – поменьше перегибов, особенно крутых (очень облегчает подачу проволоки, а для алюминиевой - даже необходимое требование), отсутствие пережатий, износа внешней оболочки, так как внешняя оболочка не только изолирует сварочный коаксиальный кабель, но также может выступить в роли запасного газового шланга, в случае если острым не-обточенным краем направляющей спирали будет поврежден внутренний шланг для спирали и газа, как-то так. Если рабочее место стационарное (сварочная кабина), то может лучше вывесить рукав так чтобы у него и перегибов было меньше, и не было износа об пол, ну и чтобы сварщику было легче жить и не тягать вес всего рукава. Я себе делал вывешивание рукава на выходе из подающего устройства для плавного поворота рукава к рабочему столу, а также еще в одном месте, ближе к горелке, как бы плавающее крепление, чтоб руки разгрузить от веса рукава. У меня за 5 лет работы новый рукав почти новым и остался. Рукав на входе в горелку является наверное самым перегибаемым/разгибаемым участком - надо следить чтобы защита кабеля от перегибов была целой, это не только предохраняет кабель от изломов, но и подачу проволоки от заклиниваний. Ну и последняя и самая сложная часть - горелка...
-
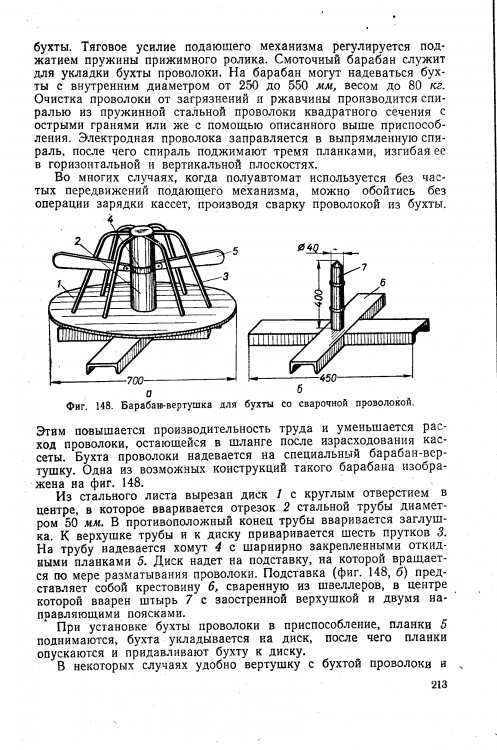
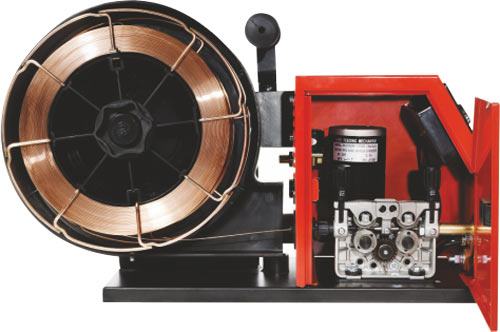
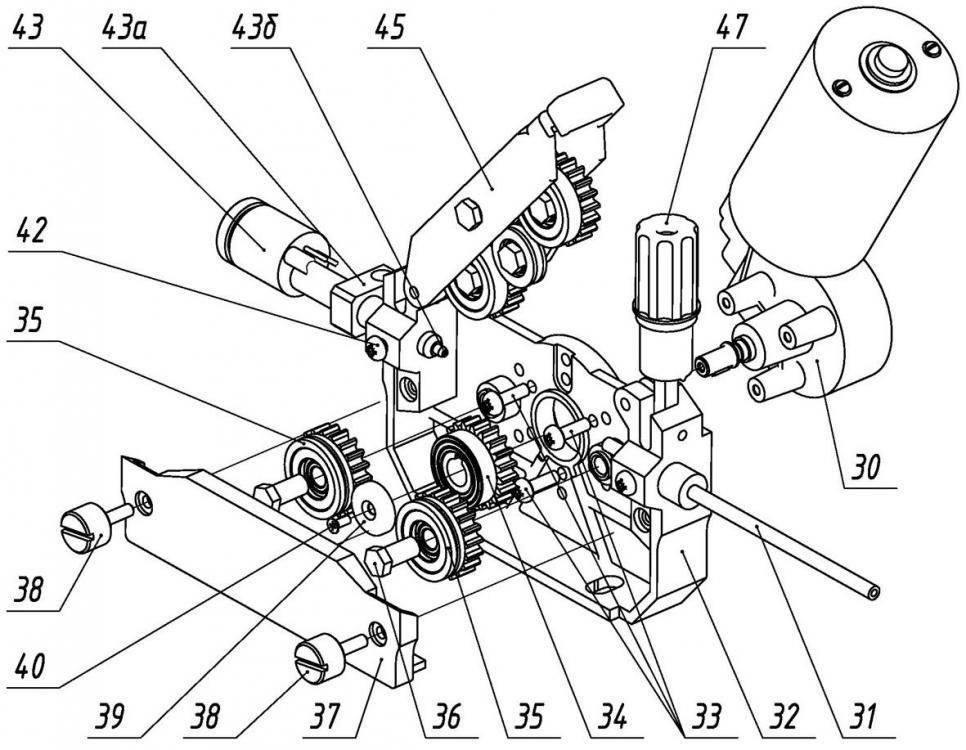
Первая часть лекции начнем издалека - бухты/катушки с проволокой. Вертушки для проволоки из бухт: плюсы - так как проволока на вертушке лежит в естественном расслабленном состоянии, то при ее раскрутке проволока не дергается, плавно раскручивает вертушку (плавно останавливается), в общем позволяет подавать проволоку без рывков. Также можно достаточно много закинуть на нее проволоки, лишь бы мотор подающего устройства не перегрузить. минусы - бухты с проволокой это тяжелое громоздкое и непортабельное "удовольствие". Долго распаковывать бухты, отбирать надо так чтобы не запутать проволоку, желательно вдвоем. От большой "жадности" можно также спину надорвать. Катушки с проволокой на тормозных механизмах (вертикальное расположение): Плюсы - быстрая смена проволоки в удобных катушках, уровень "максимальной жадности" ограничен 15-ю кг. за один раз. Минусы - на своей практике я сталкивался в основном с 5 кг. катушками, когда проволока в бухтах заканчивалась, и у меня не получалось добиться плавного начала раскрутки катушки - катушки с плотно намотанной проволокой, готовой чуть-что размотать себя если тормоза ослабить. Свободного выбега проволоки почти нет и катушка постояно разгонялась с небольшим рывком, тормозилась и повтор. В общем надоела мне такая радость достаточно быстро, и я сделал себе специальную "вертушку для катушки" в которой проволока могла быть опять же в расслабленном горизонтальном положении. 1 кг.(типа легкая) и 15 кг. (типа достаточно большого диаметра) может такой проблемой сильно не страдают, но на 5 кг. на обычном тормозном механизме у меня постоянно было подтормаживание проволоки, и когда надо варить на скорость, герметичность и аккуратность, то контроль и компенсация этих подтормаживаний со временем начала очень раздражать. По идее, хотелось бы сделать какой-нибудь вариант с преднатяжением проволоки, чтоб избавиться от ее рывков при раскрутке катушки - это так, идея для производителей. По поводу очистки проволоки "на ходу" - посудная металлическая щетка, хомутик для нее (широкий, небольшого диаметра), можно продублировать еще раз, после добавить войлок с канцелярским зажимом, если проволока омедненная, то просто войлок. Вторая часть - подающий механизм: чтоб все варилось, крутилось, подавалось, наиболее предпочтительным вариантом будет: 4-х роликовый механизм, со всеми 4-мя толкающими роликами (все ролики зацеплены шестернями), ролики/шестерни с игольчатыми (или может обычными) подшипниками качения, например как у Fronius. С бронзовыми втулками в качестве подшипников, если слишком сильно затянуть прижимные ролики, то они сами станут еще одним "тормозным механизмом". В общем смысл - минимум тормозов в самом подающем механизме, максимум толкающего усилия при не сильном прижиме роликов. Прижим роликов настраивать так чтобы была возможность проскальзывания проволоки, то ли от усилия пальцев, ну или хотя бы от усилия пассатижей (чтоб останавливалась, а не гнулась-выгибалась и продолжала запутываться в кубло/бороду). Некоторое проскальзывание проволоки – это еще один элемент «автоматической подстройки», скажем так, со стороны подающего механизма. Также важно чтобы так называемая "каппилярная трубка" (поз. 46б на рисунке) подходила как можно ближе к роликам и была "отцентрирована" так, чтобы точно принимать проволоку выходяющую из под роликов (евроразъем такая вещь, что его можно немного криво собрать и получится некоторое смещение в этом месте). Особенно важно для тонких или мягких (алюминиевых) проволок. По идее трубка должна идти от роликов до входа в евроразъеме на самой горелке. Их бывает воруют (желтое, блестящее и быстросъемное), можно в принципе заменить куском направляющей спирали хотя бы. Подающий механизм ПДГО-615 Далее по степени ухудшения-упрощения идут 4-х роликовый механизм с 2-мя толкающими роликами (верхние прижимные не зацеплены с нижними, вполне хороший вариант если все остальное хорошо настроено и не тормозит); далее - 2-х роликовый с 2-мя толкающими (редкий зверь, делает европа, или китай, но для америки); ну и самый простой и экономный вариант - 2-х роликовый с 1-м толкающим (мобильные компактные полуавтоматы, ширпортеб). Выбирать расположение механизма (правый/левый) - чтоб удобно было подстраивать прижим роликов (на тонком металле прижим слабее, на толстом - посильнее). В общем это еще одна настройка полуавтомата и надо ей удобно пользоваться.
-
Есть пара причин из-за которых это надо бы делать 1. нужно удалить заусенец на конце спирали после ее обрезания, чтобы при вставлении/вынимании не повредить внутренний канал рукава, по которому еще ж и газ подается. 2. аккуратная стыковка/центрирование спирали в задней части наконечника, чтобы спираль особо не смещалась относительно наконечника при различных "выкрутасах" горелки. Это делается один раз и надолго, единственно что - найти точило и пару минут времени. Это может слегка идеализированное "требование", но это то что должно быть в пределах достижимого, то есть чтобы проволока подавалась легко, ничего ее не тормозило не подклинивало, чтобы даже при не очень сильном прижатии роликов можно было стабильно варить. Степень прижатия роликов - это ж еще одна регулировка полуавтомата, про которую мало кто думает, а если и думает то только в плане "если проволока клинит, то надо ролики зажать посильнее", и так до опупения... пока мотор подающего не сгорит, например. А вообще, настройка подающего тракта это тема для целой лекции...
-
Это наверное тот случай когда сам спросил и сам себе уже ответил. По идее одна из причин - накапливание проволоки внутри направляющей спирали, проволока много раз упираясь, изгибаясь и отражаясь от внутренних стенок спирали может по длине насобираться несколько больше чем длина самой спирали, и при этом проволока может также и "выстреливать" полностью распрямляясь. В общем, Бинзель вам в помощь, в том числе и их инструкция по правильной упаковке горелки. Проволока должна подаваться легко и не клинить, подающие ролики должны проталкивать проволоку с возможностью пробуксовки (так чтобы даже двумя пальцами возможно было остановить проволоку). Диаметр проволоки и направляющей спирали должны соответствовать друг другу - обычно один диаметр спирали подходит для двух смежных диаметров проволоки, и чтобы меньше была склонность к "выстрелам" проволоки или волнообразной подачи - проволоку нужно брать максимального подходящего диаметра для данной спирали. Длина спирали должна быть такой, чтобы наконечник впоследствии ее слегка прижимал в собранном виде. Конец спирали должен быть "заточен" под 45 градусов - таким образом он будет центрироваться в задней части наконечника.
-
В плане защиты от излучений "фибра" наверное лучше любого пластика будет, а хорошее стекло - любого хамелеона.
-
Ну в принципе можно начать с Tecmen...
-
Маска у Бинцель - это уже достаточно древний Tecmen. Тут один знакомый, при промышленных нагрузках на аргоне, даже Balder BH3 "казенный" выкинул и купил Speedglas, чтобы глаза не болели после работы. После таких "страшилок" в голове уже мысли о стекле от Aulectro с позолотой, чтоб уже мало защиты не показалось...
-
Proban® это уже "старая добрая технология" на Западе - обработка уже готовой хлопковой ткани, требует промышленного уровня оборудования. Ткань становится несколько грубее по умолчанию, размягчается уже на второй стадии техпроцесса. Обычно выдерживает до 50 стирок с сохранением достаточной "не-само-возгораемости" или "само-затухаемости", при воздействии открытого огня и раскаленных брызг - прогорает. Есть альтернативная технология "Pyrovatex®" - также обработка хлопка, ткань впоследствии - мягче, выдерживает что-то вроде до 200 стирок, если останется что стирать Что в одном, что в другом случае применяется достаточно серьезная химия. Типа "самая безопасная химия на свете", но все производители должны быть лицензированы "от и до".
-
Ну да, это ситуация "семь раз отмерь - один раз просверли" в нужном месте. На дешевом китайце разок сделал - все бы ничего, но специального оголовья не хватило, фиксации вверху и внизу уже не было. Основной бонус "нового оголовья" - в пониженной оси вращения маски, как у Speedglas.
-
Вообще-то "граница" - это не только "плюс доставка", но еще и "минус НДС" по идее. В наш "беспошлинный лимит" может влезть Tecmen ADF815 или ADF730S плюс комплект защитных стекол, а лучше плюс новое оголовье от TM 1000 (если вдруг захочется к маске приделать максимально комфортное оголовье), также плюс защита верха головы если уже есть в продаже. Нужен счет в Сбербанке для переводов ну и продавец как ESVA.RU
-
У сварочных масок самое узкое место на стыке носа и светофильтра, если б нос не мешал, то и 105x50 хватило б для панорамного обзора. В принципе у Tecmen правильный размер уже есть в светофильтре 950S, если что и заказывать, то удобный вариант его ношения - корпус маски облегченной, или может еще один формат корпуса светофильтра чтоб сразу под "окном" было место для респиратора - как в 730S или может как у Speedglas в виде выреза.
-
e680 уже снят с производства, и даже e684 уже не флагман у Optrel с выходом последней новинки Crystal 2.0 с самым просветленным открытым состоянием светофильтра - 2 DIN. Уже анонсирована в продаже в самых сварочных американских интернет-магазинах : Optrel Crystal 2.0 Welding Helmet 1006.900 Предполагаемая цена дороже даже Panoramaxx, не хотите дорого платить за большой светофильтр - можем продать маленький еще за дороже Рекламный буклет в догонку: Crystal 2.0 Spec Sheet PS: да и у 680-го есть недостаточек один - включается после нескольких секунд засветки, а выключается через 15 мин простоя. Хоть батарейки уже и сменные, но настройки электроники остались черезчур экономичными. Короче, при сварке в сумерках может "зайцами" задолбать из-за отключения маски.
-
С другой стороны, уговорить Tecmen сделать модель 730S с просветлением до 2,5 DIN, с плавным просветлением как у Artotic SUN7 (то есть плавным, но достаточно быстрым), добавить небольшие "козырьки-тунели" вокруг фотодатчиков, ну и от себя добавлю - несколько уменьшить синеватость при срабатывании светофильтра... и будет чем "перебиться" пока Optrel расширит свои геометрические стандарты
-
Ну, не пройдет и 5 лет, и Optrel выпустит еще пару новинок и может дорастит свою "щель" до среднего комфортного размера, хотя бы 60 мм по высоте. еще не долго осталось
-
Хороший продуманный дизайн корпуса, который еще и "обкатан" на тысячах пользователей - его улучшать - только портить, наверное А в плане светофильтра, Optrel один из основных новаторов в этой сфере - начали моду на полноцветные светофильтры, первые кто обогнал Speedglas в просветленном состоянии, первые кто реализовал автоподстройку затемнения под разную мощность дуги, первые из фирмачей кто сделал плавное просветление (из "нефирмачей" первым был наверное Artotic/Аврора), плюс еще первые кто сделал светофильтр с перезаряжаемым аккумулятором (правда только в Panoramaxx). В плане новизны последней новинки - по сравнению с моделями Optrel Vegaview 2.5 и e684, то они взяли электронные навороты от e684 и сделали немного более просветленный светофильтр чем у Vegaview 2.5, то есть совместили самое лучшее из их предыдущих моделей и этим самым наконец-то сделали правильную модель своего "стандартного флагмана". В общем методом постепенного внедрения новинок получается много новинок и создается имидж постоянного новатора - Optrel Crystal 2.0 по идее, должен был выйти на рынок вместо или вместе с моделью Vegaview. Но из-за хитро...го маркетинга Optrel растянул удовольствие на 3 года. Н-да, прям как iPhone среди хамелеонов. И вместе с просветлением в открытом состоянии в новую модель перекочевал также и небольшой недостаток - "просветлился" также и уровень максимального затемнения, всего лишь 12DIN, насколько я понимаю.
-
Все отличия в светофильтре и электронике, если бы светофильтр еще и по размерам увеличили по высоте.... но с их модными фото-датчиками, им для этого пришлось бы пожертвовать солнечной панелью.
-
... Optrel обновил свой "стандартный" модельный ряд, теперь вместо e684 "стандартным" флагманом стал: Optrel Crystal 2.0 Основное и вроде единственное отличие от e684 - то что светофильтр просветлили до 2 DIN.
-
У нее ж фильтр снизу крепится, и будет до груди доставать. Из полумасок самым компактным и удобным будет вариант 3M 6500 с блинчиками; 6500QL если хочется быстросъемный вариант (для сварщиков особо актуально). Серия 6500 может и позиционируется по цене между 6000 и 7500, но дизайн у нее самый удобный, лишь бы размер подобрать правильно, "можно носить не снимая целый день" - типа один из рекламных слоганов для 6500. При интенсивном использовании к ней может и стоит докупить выпускных клапанов (они такие же как и в серии 7500), но так - на всякий случай, впускные клапана можно подобрать и с одноразовых Uvex. Основная расходная статья - это фильтры, поэтому на самой полумаске экономить не стоит.
-
Я просто когда-то фантазировал - чем может улучшить Tecmen 730-s и... лучше б с оголовьем заморочился, чем начал ковыряться в электронике, блин... до оголовья дело не дошло. Но основной смысл поставить Sentinel-овское оголовье был из-за пониженной оси вращения. В принципе у Tecmen TM 1000 похожее оголовье, но крепление к маске, там наверное более сложное. Да и отдельно купить - вариант пока только у Sentinel.