brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
Можно полировать фирменные "рельефные", если дефицит... Для ускоренной полировки лучше подходят термостойкие, не мутнеют от самой полировки как обычные.
-
Латунь - это медь+цинк, если деталь нужно резать/точить/фрезеровать, то еще плюс свинец.
-
Это гофра дает такой эффект. У меня на пылесосном спиральном все тихо. С другой стороны, если скорость воздуха небольшая, то и на гофрированном свиста нет. Остается дело за подачей воздуха в самой маске - если подача как в "Speedglas 91000 FX Air", когда воздух подается сразу в зону рта/носа, то в таком случае даже небольшого напора хватает для эффективной защиты от внешнего дыма, с надлобным обдувом не пробовал, но напор наверное должен быть заметно мощнее. Обычная джинса, особенно если сделать без складок, тоже неплохо - основная задача не дать брызгам остаться на одном метсе и прожечь дыру. Из огнеупорных бывают комбинезоны для пилотов, танкистов, техперсонала для этих самых танкистов и пилотов - это про сэкондхенды скажем так. У американцев номекс/кевлар, у немцев ХБ с пропиткой, типа пробана. Приоритетней наверное ХБ с пропиткой, так как ткань более плотная, номекс/кевлар мне показался слишком тонким для сварочных работ... Шланг в принципе можно "отремонтировать" при помощи скотча, если что, да и за спиной он находится, у меня чехлы не прогорали на ПА. Наиболее нежным элементом является сам фильтр
-
В книге на фото указано 7-8 мм катета для одного прохода многопроходного шва и не потому, что больше невозможно физически, а как раз для любителей наплевать на "технологию", которые с удовольствием сварят за раз, но при этом металл шва будет черезмерно окислен, или шов будет просто "присран" большим толстым слоем, но без качественного провара, или деталь покрутит от чрезмерного нагрева и появится риск трещин - некоторые из этих проблем описаны на этой же странице. Но так как сварщики не сильно ученые, и не сильно разбираются во всех этих нюансах - дефектах, химии, физике и т.п., им дают инструкцию "технологию", которую им тоже не хочется понимать, но хочется заварить все побыстрее и сделать все за один проход. По нормальному в технологии учитываются все нюансы - и качество, и скорость, и затраты, и трудоемкость, если что. PS: а что за книга на фото?
-
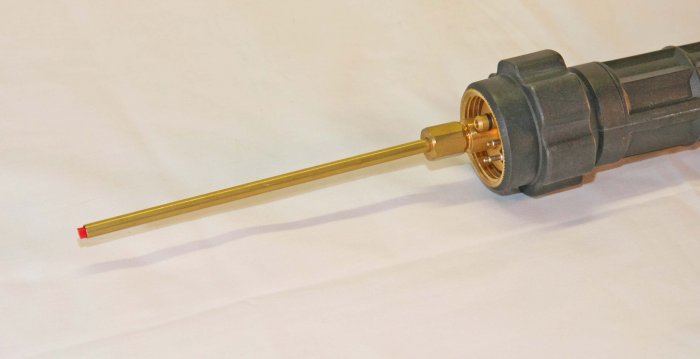
@weldstar, Такой шланг как на фото - неправильный - слишком жесткий, . Обматывать шланг скотчем - значит делать его еще более жестким. Более подходящие варианты шлангов Вариант от пылесоса похожий на такой: Стальная или какая там спираль с широким шагом, с полиуретановой оболочкой с армирующими нитями - достаточно легкий, с большим и гладким внутренним диаметром, и уже достаточно гибкий. Или вариант похожий на такой: Это гибкий резиноподобный пластик с достаточно глубокими гофрами - гибкость лучше, вес потяжелее будет, внутренний диаметр заметно меньше чем внешний, да и гофры еще добавляют сопротивления потоку воздуха. Есть похожие шланги на алиэкспресс для пылесосов Dyson 78 cm: Plastic 78cm Replacement Extension Pipe Hose For Dyson Vacuum DC35 DC44 DC59 V6 Далее - патрубок на выходе из турбоблока должен выходить под наклоном - самый естественный вариант наклона - назад, как на фото: Такой наклон позволяет поворачивать/наклонять голову без проблем, у фирмачей наклон шланга на выходе из турбоблока в основном просто в бок (вправо/влево) - у них шланги очень гибкие и это для них не проблема, такой наклон также нужен для "ранцевого" варианта ношения турбоблока. По поводу защиты шланга - просто чехол, желательно из огнеупорной ткани (например костюм из совдепии для танкистов - весь из хлопка с огнеупорной пропиткой), достаточно широкий чтобы не стеснять подвижность самого шланга:

-
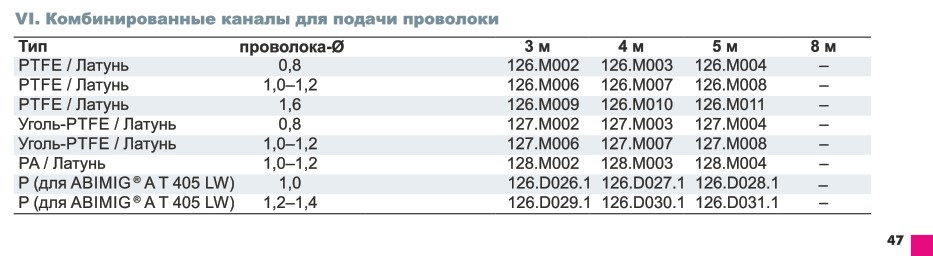
Комбинированные каналы делает и сам Бинзель, "номера запчастей" можно найти в более подробных каталогах. Вот пара скриншотов: КАТАЛОГ Abicor Binzel 2019_20 PTFE = тефлон PA = полиамид В следующем каталоге запчастей есть еще несколько наименований по этой теме Spare parts list MB EVO скриншот с переводом на русский
-
@BAN Наконечник Fronius Contec - основная задумка - постоянное поддержание хорошего контакта и быстрая компенсация износа наконенчика, сам наконечник стоит около $50 и его держатель где-то столько же, рекламируется как отличное решение для сварочных роботов, которые не будут сами махать молотком и восстанавливать контакт с наконечником, и уменьшать "дупло износа" чтобы в него не влетали брызги приводящие к заклиниванию/подклиниванию проволоки, как-то так... Ну а у спирали основная задача - беспрепятственная подача проволоки сквозь рукав, и защита внутренностей от износа проволокой. И плотно поджиматься к наконечнику спираль должна для того чтобы она не смещалась относительно наконечника, чтобы проволока четко входила в наконечник без всяких смещений, затираний, перегибов, дерганий... А ток - если контакт с проволокой в самом наконечнике плохой, то в таком случае даже золотая спираль не поможет, наверное . Все супер-пупер навороты сварочного аппарата (источника тока), подающего механизма, горелки - это все сходится в наконечнике, и плохой наконечник с легкостью похерит все предыдущие навороты. Почему латунь для алюминия - латунь более "скользкая", более мягкая - меньше царапает алюминий, что меньше вызывает проблем с контактом в наконечнике, латунь не содержит железа - которое является загрязнителем при сварке алюминия, ну и не боится перегрева который вреден для тефлона...
-
Ну да, "copper-clad aluminum" - "алюминий, покрытый медью"... При тяжелых нагрузках легкий кабель сэкономит сварщику много сил - экономия , при выходе кабеля из строя - купил новый и продолжил. Как в немецких авто сейчас - экономичный мощный двигатель, откатал 200 тыщ - выкинул старый, а на сэкономленные на бензине деньги купил новый и поехал дальше . Для дома наверное лучше брать медные кабеля, конкурировать с роботами наверное не предполагается и лучше взять более неубиваемый вариант.
-
Токосъем происходит по пути наименьшего сопротивления - то есть через наконечник, а к наконечнику ток подходит через намного более мощный контакт в виде резьбового соединения с держателем наконечника, далее с гусаком, далее с кабелем и далее с аппаратом. Я не знаю что там опять за "пружина", но насколько я понимаю речь идет о таком способе упаковки горелки: Teflon liner setup Ally Тефлон это вообще-то пластмасса , и она тоже плавится/разлагается при перегреве, а если еще и добавить трение проволоки изнутри в перегибе гусака, в перегретом состоянии, то наверное можно догадаться что и тефлоновый кабель быстро выйдет из строя и именно в районе гусака горелки, ну вот и спираль, специально латунная для алюминия, нужна для того чтобы направлять проволоку там где тефлон долго не сможет. А фантазировать про подвод тока через "пружину" потому что она латунная... - ну да, какая-то микродоля эл. тока проходит и по спирали, по закону Ома, то да сё, но для самой спирали лучше чтобы ток по ней не проходил - из-за перегрева, там, и закоксовывания и т.п.
-
@Schlosser, на работе была RF GRIP 36, а в магазине AT LW - ну так вся LW (Low Weight - Малый Вес) весила меньше чем половина RF 36 - я как бы "не мог поверить своим глазам, что немцы добились такого чуда" , но потом вспомнил о редком (в фирменных изделиях) чудоматериале, который и китайцы пихают во всё , да и по гибкости кабель был заметно менее гибким и вроде более "толстым" - для полуавтомата может как раз самое то, чтобы не было резких перегибов, но длину рукава надо брать с запасом. Продавец тоже был такого мнения (про алюминий). Немцы в рекламных описаниях рассказывают про облегчение страданий сварщиков мощь и легкость гибкость (в смысле - поворотные головки серии AT LW добавляют гибкости в работе) облегчение веса до 50% по сравнению со стандартными горелками материало-затрато-экономичность по сравнению с конкурентами Даже приводят медицинские исследования о том какие полезные для здоровья их LW-горелки. Про алюминий конечно ни слова... Но как говорят англо-американцы: "Если оно выглядит как утка, плавает как утка и крякает как утка, то это, вероятно, и есть утка" В общем LW-горелки лучше брать с некоторым запасом как по длине, чтоб потом сильно не перегибать, так и по диаметру, наверное, чтоб не допускать перегрева. Они там может и сделали супер-пупер соединение внутри кабеля, которое сильно не окисляется, но наверно лучше не злоупотреблять...
-
Сопла - сопла можно разные поставить, даже вместе с гусаками - невелика проблема, Общая теорема такая: шире сопло - больше зона защиты (100% защита равняется всего лишь пол-диаметра сопла, дальше уже смесь с воздухом) Чем спокойнее и равномернее выход газа из сопла - меньше завихрений и перемешивания струи с воздухом - больше зона защиты. Для сварки на ветру нужно и расход газа увеличивать, и диаметр сопла, и сопло держать максимально близко. Вот например краткая статья: Газовая защита http://weldering.com/sites/default/files/tig/31.jpg http://weldering.com/sites/default/files/tig/33.jpg Ну а люди для улицы советуют - совок для мусора в качестве локальной защиты от ветра Теперь о кабелях в различных горелках судя по каталогу Binzel: Для горелок серии "RF GRIP", не сложно догадаться какого сечения кабеля в этих горелках (Тип 16, Тип 25, Тип 35 и т.д.). Кабеля классически медные. Для серии "MB EVO" видать идут экономные кабеля с уменьшенным сечением, вероятно тоже медь. Для серий "MB EVO PRO" и далее идут уже алюминиевые кабеля с несколько большим сечением чем у медных аналогов. Кабеля легкие, но не такие гибкие... Вот более детальная картинка: Верхний "сапожок" для проволоки с закруглением, (со странным символом гусака через который проходит проволока закручивающаяся в спираль) в этом случае проволока сама создает подпружиненных контакт с наконечником, главное развернуть наконечник так чтобы проволока сама упиралась в его контакт. Нижний сапожок для выпрямленной проволоки - два контакта нужны для создания подпружиненного контакта. Такие наконечники разрабатывали в совдепии не потому что не могли в медном прутке просверлить отверстие и нарезать резьбу, а наверное в попытке сделать наконечник которым можно было спокойно варить неделями, а не пол-дня.
-
Кто сказал что при увеличении размера сопла горелка начинает "жрать газ"? При сварке внутренних углов расход газа можно сделать минимальным и газовая защита все равно будет отличная. При сварке внешних углов широкое сопло наоборот сэкономит газ и даст лучшую защиту чем узкое и даже на небольшом расходе. А на узком или перекошенном в неправильную сторону, можно сопло даже реактивным сделать и все равно не будет нормальной защиты. 25-я горелка - минимум что можно назвать горелкой , по моему, и то с широким соплом на внешних углах (имеется в виду Бинзель). Экономию ж дает не только уменьшенный расход - скорость сварки тоже. Токосъема там никакого нет или не должно быть. Спираль ("пружина" из какой оперы?) в гусаке нужна для того чтобы тефлон не перегревался в этом самом гусаке, и чтобы быстро не "съедался" самой проволокой, ну и как дополнительный бонус - чтобы проще было почистить участок спирали в гусаке, а не весь направляющий канал, потому что именно в гусаке происходит основное закоксовывание спирали. Спираль нужно оставить почти на весь гусак - чтобы стык был еще в начальном прямом участке, но после всех "узких мест" соединения гусака с кабелем. Если горелка с поворотным/съемным гусаком - то по инструкции к горелке.
-
Вот еще одно видео про "восьмерки": https://www.youtube.com/watch?v=UVD89O9IhVw В этих видео для избежания появления подрезов рекомендуется не делать слишком широкие швы, не перегревать металл (давать остыть между проходами), держать присадку ближе к верхней части сварочной ванны, в некоторых случаях не рекомендуется подводить дугу слишком близко к вертикальной кромке.
-
Какая там еще подготовка деталей, какая зачистка - человек восьмерки крутил старался. Вот как например "крутят восьмерки" там где их и изобрели : https://www.youtube.com/watch?v=OQ-tRerT4vI
-
В этой же теме о создании турбоблока я привел вариант самого дешевого турбоблока, с самыми дешевыми фильтрами -- 3D-принтера не понадобится даже . Дешевой вентилируемой маски у меня пока не получилось пока... хотя если взять просто корпус от 9100 и вставить в него картридж для стеклянного светофильтра, то может и получится то что вам хочется - дешево и сердито, и даже удобно. Ладно здесь тема о Tecmen, пора мне уже и норму знать
-
Если смотреть на вентилируемые маски... Осталось слегка представить что происходит со шлангом при наклоне головы. Как эта проблема решается: Как оно в итоге выглядит чтоб удобно в нем работать: Ну и осталось посчитать сколько весит "полметра" шланга и приплюсовать к весу маски, ну и потом уже можно сравнивать с другими.
-
Был в Украине такой себе "Заводфильтр", выпускал респираторы и фильтрующие элементы "местного разлива" в советском "дешевом и сердитом" стиле: Были варианты с классом фильтрации P2 -- ПФ-1А диаметром 90 мм для респираторов Пульс, а также в номенклатуре значился вариант ПФ-4 диаметром 104 мм для респираторов Ф-62Ш или для коробок противогазного формата. Сейчас наверное вместо "заводафильтров" какой-то "Стандарт" предлагает респираторы РПА-ДЕ (типа китайский 3М), но с такими же по размеру фильтрующими элементами ФРПА Р2 R (на 90 мм) и таким же классом защиты. Может имеет смысл спросить у них или кто их продукцией торгует почем их "Элефлен". Единственно что можно сразу сказать, что такую площадь фильтрации как у Adflo (что-то до 3500-4000 см^2) с "элефленом" впихнуть коробочку не получится
-
Нету такого, простая маска "заводского исполнения" с хорошим удобным дизайном подачи воздуха сразу патентуется и таким образом частично временно монополизируется и начинает стоить сотни зелени, капитализм на дворе Респираторная защита - это еще один нормируемый/сертифицируемый набор защитных характеристик помимо просто защиты от сварочных излучений. И стоит она дорого наверное из-за того что "правильно сделана и сертифицирована" и только такие системы можно предлагать рабочим, или требовать от работодателей - то есть цена на них, это цена скорее для бизнесов обязанных снабжать своих рабочих защитой... Ценообразования иногда бывает таким что дешевле купить все в сборе чем "без хамелеона". Чтобы сэкономить лучше просто заранее хорошо представить себе, что вам действительно будет нужно, чтобы сразу это и купить и потом не страдать из-за "мелочей", которые решены в маске подороже, но которые фиг решишь в маске подешевле. А в системе с обычной маской (не забральной) хамелеон нужен и наверное побольше, чтоб не было клаустрофобии, или чтоб не быть в полной темноте пока с трудом не снимешь маску, или чтоб не подымать/опускать ее по сто раз и не дышать дерьмом. Это было пока что гипотетическим вариантом, а стоит ли оно или нет по деньгам это еще один вопрос. PS: Если Оптрелевские системы стоят 100 тыщ с их мизерным светофильтрами - то может уболтайте начальство на дешевенький "в два раза" Текмен всего лишь за 56 тыщ. - пусть может "крутые сварщики алюминия" почувствуют себя л@#ми для разнообразия
-
Если рассматривать турбоблоки, то зачем весь этот гемморой с говнокитаем если у вас фирменный китай с нормальными ценами есть в лице Tecmen. Летом по жаре система с турбоблоком или со сжатым воздухом (сжатому воздуху еще нужен блок очистки, тоже не дешевое удовольствие). Зимой - сжатый воздух с вихревой трубкой с подогревом для той же маски с вентиляцией, ну или респиратор воздуховодами за спину к фильтрам: Воздуховод для респираторов типа 3M по мотивам Honeywell North BP1000 это по идее самое дешевое практичное решение, но которое игнорируется "крутыми фирмачами" именно потому что оно дешевое, и с ним фильтры будут работать в несколько раз дольше - опять же не выгодно фирмачам. Такая система вообще должна была бы быть доступна в каждом "сварочном магазине" и даже в "малярном" если уж на то пошло - забор воздуха в стороне от "сАмого яда", фильтры для сварщиков нужны просто "противопылевые", так же как и во всех этих трурбоблоках, даже обычных респираторных может хватить на месяцы, и температура воздуха со спины намного прохладнее у сварщиков чем прямо под маской - главное не бздеть "в танке"
-
Я еще чуть-чуть по идее если искать вариант "турбоблок с недорогой маской", то наверное наиболее практичным был бы комплект с "забральной" маской со стеклянным светофильтром. Тот же уровень респираторной защиты надо варить - опустил забрало не надо варить - поднял...
-
для таких условий работы как бы напрашивается вообще система типа TM1000 PAPR, чтоб ее вообще не нужно было снимать: Еще одним гипотетическим вариантом было бы "подружить" с турбоблоком такой вот намордник, как самый низкопрофильный для сварщиков и не только: Но даже и с таким намордником маска нужна будет с расширенными габаритами, размером светофильтра и регулировками оголовья... по сравнению с чем, TM1000 уже может оказаться не таким уж дорогим и тяжелым. То что вы просили изначально - "турбоблок с максимально недорогой маской", выглядит просто как система "Freflow V1", но только без светофильтра
-
станет не пофиг если твердая абразивная частитца попадет в вентиль, потом этот вентиль забудут продуть при подключении редуктора, потом резко откроют и абарзивная частица разгонится и ударившись обо что-то даст искру... в общем некоторая вероятность неприятности есть
-
Заодно хотелось бы спросить есть ли возомжность заказать отдельно турбоблок, может со шлангом, и сколько это будет по цене?
-
Та не, Google пока не знает размеры HEPA-фильтра, но пытается подставить размеры светофильтра.
-
О таком жилетике для белых людей мечтать приходилось: Vortec’s Personal Air Conditioner (PAC)