brat_h
-
Постов
790 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент brat_h
-
говорят электроника слишком упрощенная, TIG-рейтинг ухудшили (минимум 20А), маска "незаметно" выключается по таймеру и люди зайцев ловят из-за этого, режима зачистки нет. И если ушки оттопыренные, то... можно сделать пластическую операцию А простым мылом или стиральным порошком и обычным поролоновой кухонной мочалкой...? Не ну я слышал, что в Европе есть даже полироли для сварочных масок, наверно для съемки всяких "сварочных порно", там, чтоб и швы были крутые, и горелки, и маски. И имейте в виду - лицевая панель крашенная, будете сильно драить, серебристое покрытие сотрете. А светофильтр - максимум, мыльной водичкой нежно протереть можно, никаких спиртов, растворителей и т.п., а то потом будет двоиться в глазах от бликов. На загнивающем Западе дешевле купить всю маску в сборе чем отдельно светофильтр.
-
смотри внимательнее - это не проволоку мотыляет в конце, а передние пальцы шевелятся, навык некоторый требуется. облегчение подачи проволоки, за недорого.
- 53 ответа
-
- 1
-

-
- технологии
- аргон
- (и ещё 1 )
-
Долго ждать придется Кому нужно могут сами сделать - приспособа не хитрая. Видео было для демонстрации того, что, при подаче, изогнутую проволоку не телепает из стороны в сторону как сидорову козу, после пары дней тренировок. (один день на дизайн, второй на отработку навыка) Разбаловал вас youtube.
-
0.8 так 0.8 - изогнутая "полуавтоматная" 0.8. требуется некоторый навык, главное чтоб в руке проволока не гнулась поперек плоскости своего изгиба (предпочтительны короткие движения), В общем - гнутая спираль для стабилизации проволоки (желательно по-жестче) с держателем для пальцев. Заодно сравнение с самодельным "роликовым подающим" (ролики от магнитофона - долговечность, маслостойкость и жаростойкость особо не тестировались)
- 53 ответа
-
- 2
-
-
- технологии
- аргон
- (и ещё 1 )
-
Светофильтр состоит: 1. УФ/ИК/интерференционный светофильтр (1-я стадия затемнения) 2. несколько слоев ЖК (вторая стадия затемнения - для просветления и кристальности желательно, чтоб их было меньше, для равномерной угловой зависимости, чтоб не меньше трех) 3. у Speedglas g5-01 есть дополнительные "цветные" слои ЖК, которые добавляют немного "мутности" (предположительно), а также максимальный уровень затемнения (то ли все сразу можно включить, то ли даже в открытом состоянии дополнительный слой ЖК всё равно немного затемняет) Кроме того - синие полноцветные светофильтры возможно уже "котируются" как менее темные. Намек на это можно увидеть в таблицах рекомендуемых уровней затемнения. Раньше светофильтры для электросварки были все зеленые, оранжевые и таблицы были рассчитаны для них. Синеватые светофильтры - это новая мода и все равно придется по новому оценивать уровень комфортного затемнения для чувствительности своих глаз, на тех или иных сварочных процессах. В моем случае когда зеленые 11 DIN были комфортные и достаточно яркие, а на синеватом уже выкручивал 12-12,5 DIN (и то, меня синий цвет нервировал) Ну вот наверно потому не ставят, что максимальное затемнение в 12 DIN будет маловато для профессионального уровня.
-
Это ограничение самих жидких кристаллов - просветляешь в открытом состоянии, просветляется и в закрытом. Желтые очки решают эту проблему - добавляют до 1.5 DIN и удаляют синий спектр, который на больших мощностях уже не нужен и только вреден.
-
микровидео в продолжение: https://www.youtube.com/watch?v=sDNnbL5fDHo
- 53 ответа
-
- 1
-
-
- технологии
- аргон
- (и ещё 1 )
-
У меня старый вариант, зеленый, с обычным затемнением. Чтоб даже соблазна не было
-
Я переформулировал
-
Не заморачивайте себе голову. Сейчас на своём 800-м Tecmen попробовал в тишине - есть и еле слышный щелчок и еле слышный "зуд" после срабатывания (через секунду затухает и практически не слышен). Даже на Speedglas-е щелчок есть при срабатывании. Электроника на жидкие кристаллы подает переменный ток, и небольшой "зуд" это может ее нормальная работа. И это не "блок питания" жужжит, а инвертор подающий переменное напряжение на сами ЖК, если что Частота ~50-100 Гц наверное, поэтому и слышно.
-
Есть еле заметный щелчок при срабатывании, больше ничего.
-
Логично, на других масках с похожим креплением микробрызги пробивались и налипали на светофильтр при сварке на ПА. Дело даже не в деформации стекла, а в том что жидкая капля летит с такой скоростью, что может и сама проделать себе дорогу. Пока не заклеил эти места, брызги продолжали налипать. Лабиринтное уплотнение должно быть.

-
На первом видео "за километр слышно", что скорость подачи слишком высокая. Углекислота не смесь, в ней такой надрывный треск и жужжание ни к чему. Можно вылет проволоки уменьшить для повышения стабильности. на 24В аппарат должен 250А..., а ну да - "Эдон 280"..., на Атом с индуктивностью денежку пожалели, или Измаил Инвертор Эдоны хорошо рекламирует? По упаковке горелки, фирма Бинзель сделала инструкцию конкретно на русском и даже с картинками: https://www.binzel-abicor.com/uploads/Content/Germany/PDF-Files/PDF_Files_Operating_Instructions/Manual/MB_EVO_PRO_MB_EVO_BAL_0527_RU_I.pdf https://www.binzel-abicor.com/uploads/Content/Germany/PDF-Files/PDF_Files_Operating_Instructions/Manual/MB_RF_RF-GRIP_BAL_0465_RU_I.pdf
-
Чтоб было точно... лазерные уровни, нивелиры - научишься плоскость в ноль выводить, может будешь зарабатывать больше чем сваркой Стол может отодвинь от стены, чтоб меньше ворочать, переворачивать, а просто подойти с удобной стороны.
-
Кабель изнутри проколол, возможно... @Serj55441, А более детального фото самого кабеля нет? Вода и не луженый... И чей он будет? И материал шланга на что похож? ... защита от перегибов еще напрашивается сюда, наверно не прожог был, а усталость от излома. http://websvarka.ru/talk/uploads/monthly_08_2020/post-18683-0-22551800-1596375091.jpg
-
Бывает люди заморачиваются с отдельными креплениями для каждой перекладины... Нижние поперечины у стола для тренировки берцовых костей, наверное... Видео о том как ровнять на кривых полах и в какой последовательности варить, чтоб меньше крутило Если б еще youtube переводил нормально, а то не все понятно визуально. Ладно, на первом видео показаны пара способов ровно прихватывать заготовки первый способ "на трех точках" плюс угольник, плюс пластина и струбцина. второй - просто специальный навороченный угольник. На втором видео, после того как ровно прихватил, надо еще "ровно" обварить. Сначала обварить внешние углы - противоположные друг другу по диагонали. Потом боковые швы - сразу с обеих сторон каждого угла, варить изнутри-наружу. В последнюю очередь - внутренние углы. И в общем - швы потоньше надо делать и побыстрее, чтоб не успели остыть и сильно покрутить металл. Большие зазоры вылезли боком. И сосредоточься на главном - нужна плоскость, лови плоскость, а будет стол чуть короче или длиннее наверно не так важно. Что делать с уже кривым столом? Резать, рихтовать? Ловить плоскость при укладке "последнего слоя"? Лазерным уровнем, чтоб "рисовал" и плоскость? И чтоб под эту плоскость подгонять верхние перекладины. Или найти плоскость и выложить перекладины, а сверху них перевернутый стол прихватить, а ножки потом по месту корректировать И не груби. Сварщики бывает целыми днями разговаривают только сами с собой, находясь в темноте и медитируя глядя на дугу.


-
Кислород, от "ионизировашейся" углекислоты и распавшейся на угарный газ и одноатомный кислород, активно движется к и оседает на "положительном электроде" - на капле на проволоке, а там он уже окисляет все что ему в первую очередь "хочется" - кремний и марганец. Когда кремний и марганец кончаются при передозе кислорода, наступает очередь углерода и железа. Углерод окисляется до угарного газа и начинает кипеть. Но в основном газовая защита защищает чернуху не столько от кислорода, сколько от азота. Раскислителей в проволоке (кремния и марганца) хватает чтобы получать нормальные по плотности швы даже при 30% кислорода + 70% углекислоты (а в дуге будет и все 50% кислорода). Кипят швы сразу от азота, который как и водород, легко растворяется в жидком металле и почти не растворим при застывании. Сам даже однажды попробовал варить в чистом азоте - кипит мгновенно как и на воздухе. (Баллоны перепутали на заправке, привезли мне разок азота вместо углекислоты.)
-
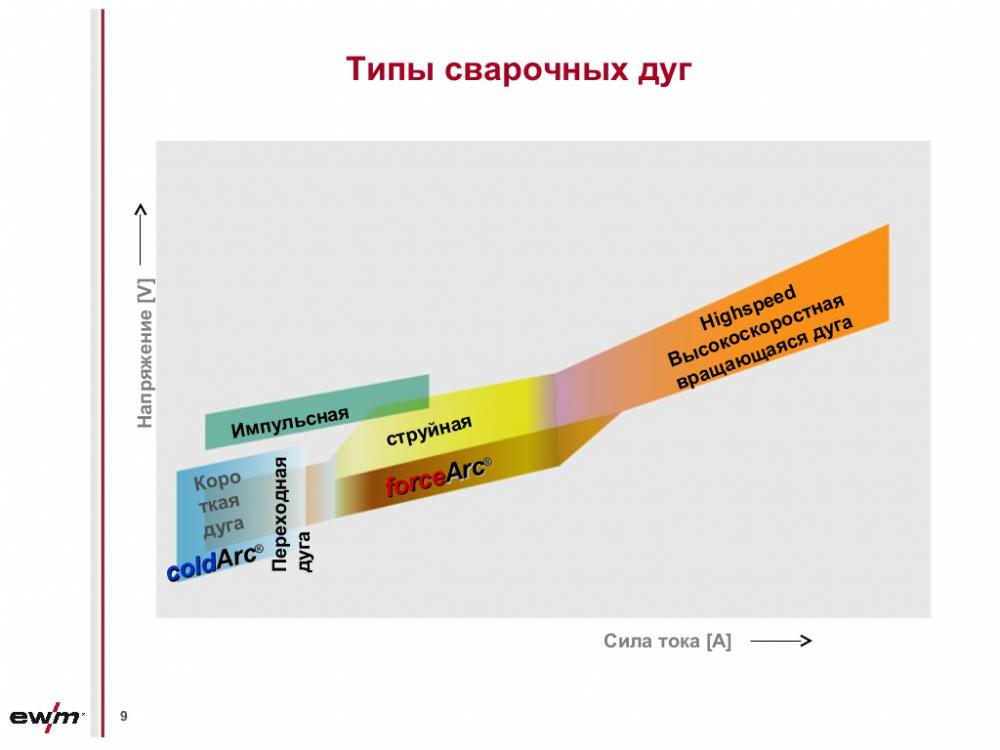
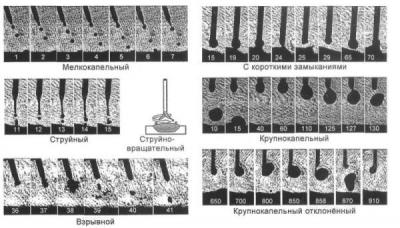
Уже всё изучили - не ухудшается там ничего по сравнению с "обычной сваркой в смеси". То что делает импульсный аппарат программно, почти то же самое делает высокая плотность тока при струйном переносе. И по большому счету импульсный перенос металла придумали для того, чтобы сделать как бы струйный перенос, но на мощностях крупнокапельного "КЗ" переноса и с возможностью варить в разных положениях. Вот график с разными типами естественных переносов металла (короткая дуга, переходная, струйная) и программными (ColdArc, импульсная, ForceArc) Металл активно окисляется в сварочной смеси только пока жидкая капля не сорвалась с конца проволоки. И в полноценном струйном переносе эти капли и очень мелкие, и долго не задерживаются на проволоке. Вот для наглядности: Единственные недостатки струйного переноса - только сварка в нижнем положении (правда опытные люди говорят, что можно и вертикалы спускать, и потолочные углы варить), и еще - проплавление глубокое только по центру шва (там где дуга выгрызает себе канавку в основном металле), поэтому надо или точно целиться между кромок, или делать колебания. Америкосы специально закупают/предлагают смеси "обогащенные" аргоном, чтоб на маломощных аппаратах варить струёй, типа с лучшим проплавлением и без всяких импульсников.

-
Вот видео с объяснением как устроены кабеля для TIG-горелок и как важно покупать их от американского сварочного магазина : и вот русские субтитры к видео (с человеческим переводом): TIG Cable and Hose Materials--What's the Difference.Russian.srt.txt TIG Cable and Hose Materials--What's the Difference.Russian.zip Видео надо скачать или открыть онлайн, субтитры открыть вместе с видео (в Potplayer или кто как умеет.)
-
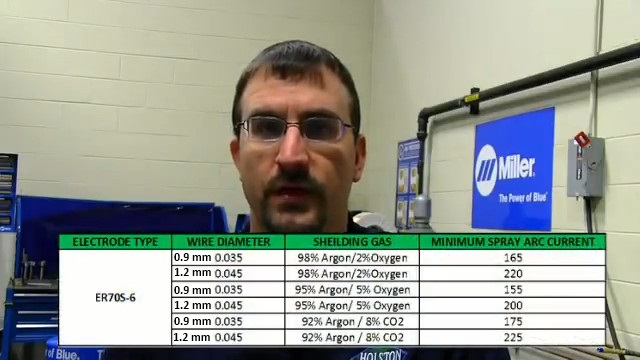
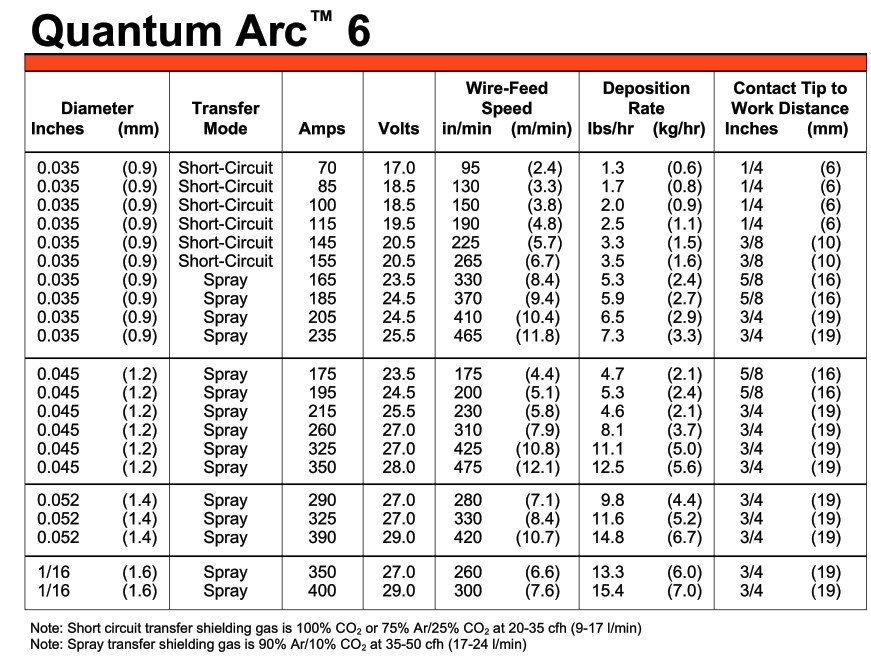
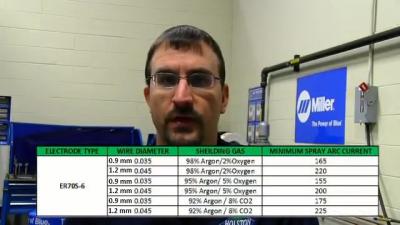
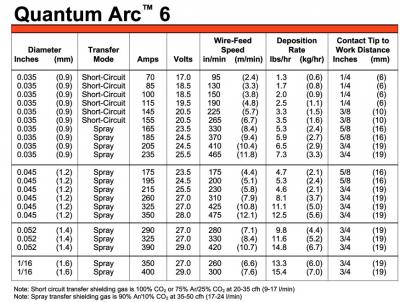
Пока в смеси варишь и 0.8 проволокой, попробуй настроить "струйный перенос", мощности 200А и напряжения 25-26В должно хватить. Металл от 3 мм., отодвинуть горелку поначалу подальше чтоб не испортить наконечник, накрутить напряжение, а потом добавлять подачу проволоки. Поначалу проволока будет оплавляться крупными каплями и надо добавлять скорость подачи пока дуга не уменьшится и, если хватит силы тока в аппарате, то проволока начнет распыляться где-то за 10-5 мм до сварочной ванны без коротких замыканий (почти). Индуктивность убрать в минимум, сопло побольше, вылет проволоки тоже, ну и расход газа увеличить до 12-15 л/мин.. Чтоб уже реально на струйный перенос настроиться лучше чтоб аргоновая смесь была где-то Ar-90%/CO2-10% (если в смеси будет пару процентов кислорода, то еще лучше), и наверное еще лучше будет смесь для нержавейки (Ar-98%/O2-2%) Вот видео человек настраивает аппарат на струйный перенос, но с проволокой 1.2 мм (толще проволока требует больше мощи, для 0.8 мм может и 200А хватит). здесь проволока 1 мм. вот еще учебное видео, человек сначала варит как положено, а потом не очень правильно и комментирует дефекты таблица с параметрами еще одна таблица Варить "углом вперед". Если получится струйный перенос, то это отличный способ варить толстый металл с хорошим проваром. Ну и скорость намного выше.
-
Если фильтр не повреждать, не прожигать (также не облучать УФ), и не заниматься "химией", не мочить, а использовать чисто по своему назначению - от пыли и дыма (без масла), то можно работать и работать, пока не станет слишком трудно дышать - можно и на несколько недель растянуть. Аргон, я думаю, не велотренажер, дышать можно не спеша.
-
Если хамелеон, то хотя бы Tecmen 730s или 715S, последних поколений (в esva.ru или rutector.ru) Дешевый Китай на ПА быстро вызовет желание выкинуть его нафиг (пропуск зайцев, повторные затемнения, усталость глаз, дешевая защита от УФ и ИК излучений ) Дистанция до сварки зависит от навыка, зрительно-моторной координации и длины рук, наверное
-
Силиконовый шланг (диаметр и толщину стенки подбирать/расчитывать). Оплетка/защита шланга - она же выполняет роль внешнего "армирования", чтоб шланг держал давление, не раздувался/не лопался, особенно для воды. Поэтому оплетка должна только на максимальном своем диаметре налазить на шланг, по длине брать с запасом в несколько раз. Штуцера/соединители/переходники - для соединения кабеля, весь Китай в помощь. Сам кабель - должен быть медным, гибким (и все бегом покупают провод ПЩ)... но не только. Кабель должен быть эластичным - после всяких перегибов должен возвращать свою первоначальную форму. Так же при перегибах кабель не должен терять свой круглый профиль, чтоб при перегибах не сплющился шланг и не прекратилась подача газа или воды - то есть типа какое-то специальное плетение. Для воды кабель должен быть луженый. Сечение кабеля в зависимости от ПН для 100А - 8 mm² (ПН ~35%) для 145А - 12.5 mm² (ПН ~35%) (кабель типа охлаждается газом или водой, поэтому сечение или ПН корректируется) от диаметра провода выбирается внутренний диаметр шланга с запасом для прохода газа/воды, плюс 2х толщины стенки и получаем внешний диаметр шланга и максимальный диаметр оплетки, главное чтоб не больше внутреннего диаметра рукоятки горелки Кабель упаковывается, переходники правильно запрессовываются (отверстие оставляется для протока газа/жидкости) Хомутателем обжимается шланг. Предварительно расчитываем, считаем по деньгам и приходим к выводу, что проще заказать в Китае готовую горелку с нужным кабелем...

-
Пару фоток и видео крупным планом: https://www.instagram.com/p/CDPknJ0jZmb/?utm_source=ig_web_copy_link