.jpg.3ec015d2b0f84cefe49c000c416b805c.jpg)
Serj55441
-
Постов
1 378 -
Зарегистрирован
-
Посещение
-
Победитель дней
65
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serj55441
-
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg) Тоже самое и у меня,пескоструй ,щетка сварка. Про неправильное не думаю,главное в плоскостях собрать. И хорошо с одной стороны.работа есть у нас
Тоже самое и у меня,пескоструй ,щетка сварка. Про неправильное не думаю,главное в плоскостях собрать. И хорошо с одной стороны.работа есть у нас -
В моём понимании "сварка на холодную!, то протянув шов 2\3\4 см бросаем горелку и начинаем ковать...
-
Принесли результат самостоятельных проб электродом Вырезал и организовал латку,а новую муфту заварил напротив.

- 828 ответов
-
- 14
-

-
5754, Амг 3 Боковина 4мм, подложка под поддон 8 мм. Сам корпус жесткий до дури,даже шарошка не забивалась. Валерий,искал\выглядвал не нашёл.Но при зачистке и округлении шарошка не забивалась(летели большие хлопья), всё звенело. Я уже писал,что жесткий алюминий.
-
Поддон Форд.Принесли в навозе с маслом и с наляпанной латкой сверху из рифлёного алюминия. Было сказано,что моем,но за оплату. Сливное переместил. Новую муфту в другое место определил. Сплав - " только матюки"...., сам поддон притянул струбцинами к шлифованной плите.
- 723 ответа
-
- 12
-
-
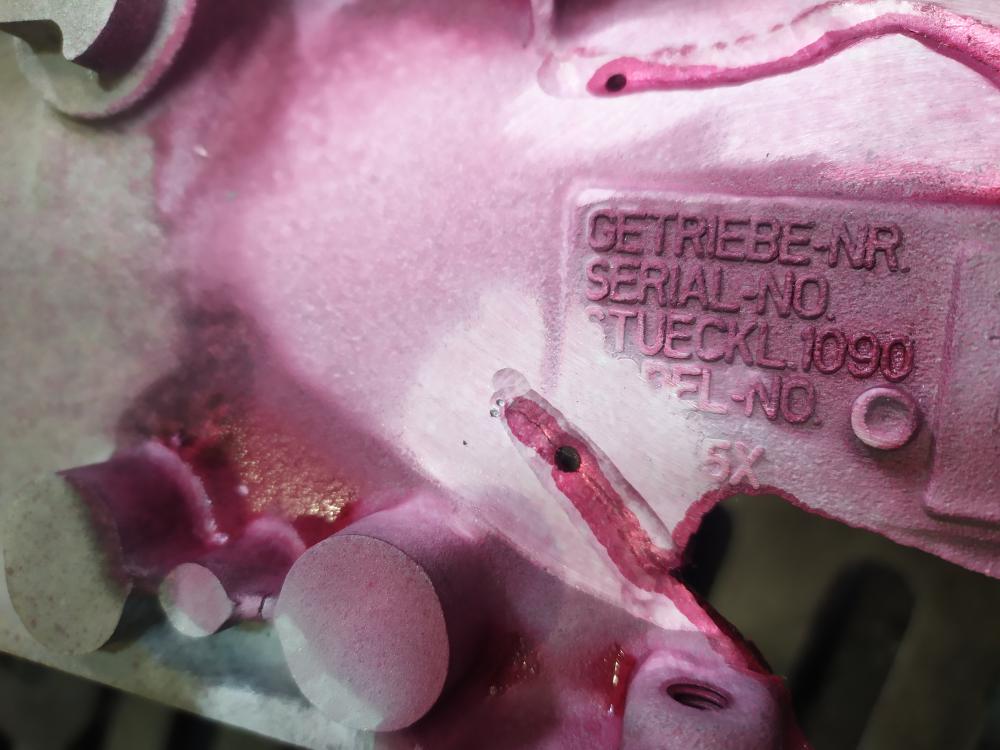
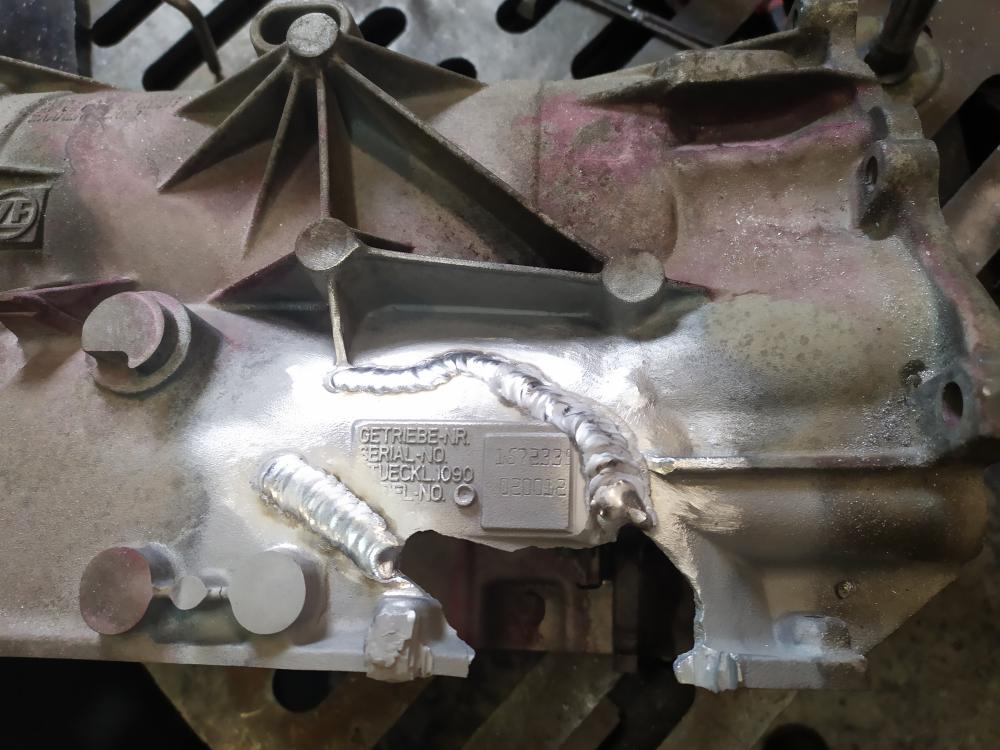
Корпус АКПП. Казусов,как таковых нет,но очень интересная работа. Фоток много,но по другому не нашёлся,как передать последовательность и сам процесс.
-
В каком диапазоне сваривали? Какая сила тока?
-
То для этих целей используем утеплители из минваты,шинель,одеяла. р.с. не серчайте,но некоторые ваши вопросы вызывают улыбку и подсказывают,что вам надо все ветки форума про чугун почитать. И многие вопросы сам отпадут. Думаю,что с коллектором справитесь,а далее познавать и вникать.
-
При таком подогреве сваривать за один приём,в этом и смысл прогрева и шустрой сварки.Иной раз и проковка не нужна(при условии медленного остывания),но я всё равно проковываю. По началу длинные швы при полном подогреве тяжко укладывать, потом руки и мозг привыкают делать всё быстро и последовательно.
-
Я не про вас,а про то,как бы я поступил. Найти окончание трещины, просверлить. Начать фасовку неглубоко, поверхностная фаска от мест сверловки +1\,1.5см. На коллекторах трещина "часто пляшет" ,ровная редкость. Когда снимите верхний слой,по пройдясь ершом вы уведите эту змейку. Если работаете фрезой,то крупинки магнитятся к трещине. И вот далее идёте по змейке. Когда я сомневаюсь в толщинах,то и в этом месте сверлю,чтоб понять толщину материала. От этого и отталкиваюсь когда делаю разделку. 2\3 от толщины,более не нужно,можете "провалиться" при сварке. Начало сварки с серединки 2-3-4 см,проковка. Ждём до температуры "руку держать могу,но не долго". И вперед!Удачи! Сваривать на DC,режим линейный.
-
Из своих намёток появился "бзык",не продолжать сварку пока не упадёт до 50гр. Здесь такой момент,что пирометр тоже малёхо привирает. Поэтому надо учитывать и пирометр и своих тараканов в голове.. р.с. я на свалке давно прикупил массивный корпус с дырой для "тренировок на кошках" и словил такой момент,после сварки участка 3-4 см и при падении температуры менее 20 градусов решил подогреть горелкой,а у меня бац- роса на чугуняке и латке.
-
Большие чугуняки не грею в массе,варю "на холодную". Приготовил место сварки,потом маленькой горелкой убрал "точку росы" и вперебежку малыми участками(2\3\4 см,проковка и пирометром контролирую. Маленькие цацки(легковые блоки,коллектора,прочее)то,что можно поднять и загрузить в печь грею 370-430 гр. На горячую шустрей и спокойней,просто жарковато малёхо. р.с. я не специалист,учусь с каждой чугунякой и всегда что-то новое познаёшь.Что я усвоил четко- чугун при сварке не любит суеты и грязи. Дерзайте,всё получится,если нравится. Я от корки до корки перечитал все темы и ветки по чугуну на сайте. И сейчас перечитываю и многое понимаю по-новому "читая между срок".
-
Если речь идёт о латках,То думаю незачем так делать,экономии не выйдет. Самим Панчем спокойней,он пластичен, позволяет справиться с ремонтом чугуна больше 90% случаев. Тем более,что в таких ремонтах нужно герметично. А если про ступицу разговор,то тоже думал про то,что сделать сначала плакировочный слой,а потом 08 г2с...но опять же -панч мягонький...
-
Пока в ожидании ответа от Мастера Точмаш 23 по поводу ступицы,то свариваю то,что понятно. Корпус станка. Педаль,Панч-11,вольфрам WT, латка отожжена ст3. Забыл!Сундук Edon-200
- 1 073 ответа
-
- 15
-
-
Лучше отказаться.
-
Со временем тоже пришёл к самостоятельной заправке малых баллонов аргоном. Один купил 11,8 литров, второй 29,8 литров. Сделал шланг новый,фирма гидравликой занимается. Если заправляю из большого 200бар (50 литров) в средний(при остатке 5бар),то после уравновешивания в баллоне на 29литров манометр показывает ровно 150атм.
-
Поддержу,т.к. у самого такая специфика зрения,что при сварке на малых токах чернухи\нержи всё прекрасно вижу только тогда,когда выставляю 7-8 DIN
-
Спасибо за подсказку,но клиент один барабан уже варил РДС у другого (именитого сварщика), потом что-то там произошло. Толком не знаю, токарь с их конторы запретил штучным варить. Строго аргон. р.с. не спрашиваю лишь по той причине,что сделал себе за правило - даже "дебильные швы" не обсуждаю с клиентами. Только свой объем работ.
-
Точмаш 23 Подскажите,пожалуйста, чем наплавлять упоры на ступице? И стоит ли за это браться в плане работоспособности? В наличии БрХЦрК, МНЖКТ,есть панч,но он по идее отпадает.
-
Вроде бы как подойдёт в данную тему. Эти видео лишь подтверждают пословицу,что новое - это хорошо забытое старое. Ну или на новый лад- Новое то,что хорошо рекламируют. Одно видео 2013 года,другое 2014года.
-
Я всех смотрю,кого внимательно от начала до конца(6061 ) ,чьи-то видео отрывками, другие видео тоже проглядываю без звука. А толковые каналы с титрами- очень много поучительного в толковых видео. Вот это канал пересматриваю много раз,и в голове откладывается и интересно. И всем рекомендую! Кстати,можете обратить внимание на видео от 12 июля 2020года. Смотреть можно с 7мин. 20секунды. Ничего не напоминает? р.с "винипухи" вместо сигареты пальчики греют и все ему аплодируют Почему? да и публике нужен кумир,хоть и клоунский. Им лень забивать в поиск и самим вникать в суть.
-
Пока это ваша неопытность. Нравится- дерзайте и накручивайте метражи швов. Придёт время и будет понятна разница между WZ или WC, между диметрами вольфрама и .т.д. Пробуйте сменить маску,у меня такое было и начал видеть ванночку по-новому.
-
Уже толком и не помню,раньше резали и делали вкладыши.Сейчас все продвинутые,приносят готовые заготовки-удлинители Я не спрашиваю,но один "мотогон" проронил,что один удлинитель маятника стоит приличных денег.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
А у меня как в той присказке про чукчу,что вижу,то и пою... Иной раз,даже прикольно...,когда через окно вижу входящего и гадаю,что нам принесли... То удлинить маятник кроссовому мотику,то корпус сложить по пазлам,то трапецию стеклоочистителей изобразить.
- 3 328 ответов
-
- 15
-
-
- технологии
- TIG
- (и ещё 1 )
-
Надо обязательно "стреножить" перед сваркой, по плоскости. На фото переносные самодельные,шлифованные столики. Один алюминиевый,второй железяка. Кстати,сделаны из убитой магнитной плиты купленной на свалке. Возни много,но оно того стоит,можно спокойно делать такие работы. Маленький столик из чугуняки для мелких деталек.Перекатной столик тоже шлифован. Даже рабочий стол из 4 чугунных решёток из приёмки металла и тоже шлифованные. Да,расходы были,но работать легче. Шлифованная поверхность+ канцелярские лезвия и всё получается здорово. А зря,заморачиваться надо,меньше греем,чтоб грязь выгонять и скорость сварки выше. Да и самому приятней красивый шов в итоге. На фото ниже кубики. Тоже приготовить возни немного,но служат долго и надёжно. Также на свалке купил кусок плиты 25мм и отдал на шлифовку с обоих сторон и в один размер.Потом мне их порезали,вышло 21 штука. По высоте все близняшки, по площади от 30*50мм до 40*60мм. Хватает для большества крышек клапанов до передних крышек моторов. Частенько тоже "торчалки" мешают выводить по плоскостям. В вашем случае выход форумчане подсказали - раскроить ,притянуть с прогибом к плоскости через проставки (если выступы мешают) и сваривать но новой. Проставками могут послужить новые резьбовые гайки крупного размера.