Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
 Первое что надо сделать, это найти официальный сайт программы, и попробовать качнуть её оттуда. Если не получиться, то тогда решать что тебе важнее, каспер или АА. Чтобы найти официальный сайт любой программы достаточно почитать про неё на википедии, там всё написано, кто её придумал, и где можно её скачать в чистом виде. @Шурпет, без обид, но если уж вы отдались Касперскому, то нехрен взваливать на себя такие задачки. То есть антивирус позволяет спокойную и комфортную жизнь простого пользователя, который не занимается удалённым администрированием, и вабще не знает что это за слово.
Первое что надо сделать, это найти официальный сайт программы, и попробовать качнуть её оттуда. Если не получиться, то тогда решать что тебе важнее, каспер или АА. Чтобы найти официальный сайт любой программы достаточно почитать про неё на википедии, там всё написано, кто её придумал, и где можно её скачать в чистом виде. @Шурпет, без обид, но если уж вы отдались Касперскому, то нехрен взваливать на себя такие задачки. То есть антивирус позволяет спокойную и комфортную жизнь простого пользователя, который не занимается удалённым администрированием, и вабще не знает что это за слово. -
@SergDemin, а что такого в Z203, и в чём отличие от например Z243N (кроме тиг и прочих наворотов) ?
-
Да хоть супер-проф, байонеты для подключения сварочных кабелей к аппарату у него тоже маленькие, и тоже будут выгорать. Выбирайте аппарат с большими байонетами и будет вам счастье. У меня ваабще безымянный аппарат пережил без проблем пару больших строек, где ему кроме работы четвёркой в режиме "целый день четыре месяца" ничего не светило. После этого опыта я начал заменять на соседних аппаратах маленькие байонеты на большие. Таким образом на другой большой стройке отработал безымянный украинский инвертор, который как и мой питался уонями четвёркой по восемь часов в сутки. Так что большие байонеты это первично при выборе.
-
Кто взяли?
-
Выбери средний вариант -- черновая подгонка, то есть не полная, а для уменьшения зазора в два раза. Это будет быстро.
-
Главное нужна фибра с крупным зерном -- не бойтесь -- дырку не протрёте, как я уже говорил, что дойдя до плоскости фибра начинает снимать металл медленно, но если возьмёте мелкую, или среднюю, Р60 к примеру, то особых восторгов не испытаете. Мы пробовали. Тарелку под фибру можно и жёсткую взять, но ею плоскости выводить будет сложнее, а резиновой вабще не возможно работать в таких режимах -- её начинает колбасить, приходится снижать скорость, или заниматься медленной полировкой. Ну и болгарка ваша -- она на простых зачистных греется, а на фибре просто сдохнет -- там нагрузка на неё возрастёт порядочно. Углом вперёд ниточку шириной миллиметров пять, и достаточно. То есть: Углом вперёд -- шов получается плоский, углом назад -- горбатый. Ниточка -- быстрый проход на большом токе -- проплавление будет порядочное, металла будет мало, времени потрачено будет на сварку мало, и на зачистку мало. Миллиметров пять -- катет шва больше чем толщина свариваемого металла не нужен -- это прочности не добавляет, а наоборот отнимает. Конечно сразу не получиться, но вы к этому сами придёте. Это проверенный ход событий -- раз уж вы сюда припёрлись, и начали задавать вопросы, то на сварке точками вы не остановитесь, ибо для того чтоб на этом остановиться мозгов надо иметь поменьше. Гораздо.
-
@Schlosser, @Vbifyz, Если болгарка, то помощнее просто. У нас вот такое пару лет на зачистке заготовок выживает: http://www.makita.ru/catalog/model/420.html Фибровый круг берём только 3M, зерно Р36. Опорный диск для него: https://www.b-a-v.ru/catalog/69957382826/ Берите белый, эластичный, это важно. Никакие другие не пробовать. Резиновые не рассматривать ваабще. Если выполните эти три условия (болгарка 1.5 киловатта на 125 мм / фибра зерно Р36 от фирмы 3М / опорная тарелка под неё белая Norton), то будете убирать стыковые швы очень быстро и очень красиво. Если не сможете, то не стоит и пробовать -- ничего хорошего не получиться. Угловые швы чем лучше затирать не знаю, ибо у нас швы ваабще не затираются ничем кроме корд щётки, а фибра используется для зачистки заготовок после плазмореза. Особенность фибрового диска в том, что он практически никак не может повредить плоскость, и заполировывает её до зеркала, но если из плоскости что-то выпирает, то он это стирает в момент.
-
Он прав. Это стол. Нагрузок особо никаких, а шва очень много, всмысле по длине. Вам бы заморочится поиском лицевой (ровной и гладкой) стороны на трубе. Развернуть все эти стороны наружу и вывести их в плоскость, ибо габариты этих труб могут плясать до миллиметра, если только это не шведская труба концерна Ssab, у которой разлёт может достигать двух-трёх десятых долей миллиметра. Таким образом вы получите лицевую гладкую и ровную сторону конструкции, и заднюю, где будут какие-то ступеньки и несхождения плоскостей.
-
Так точно. Если брать конструкции применяемые для индивидуального строительства (к примеру фундамент частного дома), то Инженеры заложили там пятикратный запас по прочности, стараясь учесть все косяки, которые может упороть крестьянин при изготовлении железобетонной балки под контролем своего нулевого опыта и знания. На стройке контроль осуществляет технадзор руководствуясь общими нормами и правилами. Под такой контроль отдают конструкции с двукратным запасом прочности. Если же двукратного местами нет, то на площадке появляется авторский надзор, то есть автор проекта контролирует что где и как получается, и выносит решения по технологии исполнения, или исправления. Разумеется всё это не всегда соблюдается, но мне в жизни довелось таки ощутить все три варианта. А вам, как выпускнику профтех училища, думать просто не чем. В том смысле что у вас нет необходимого объёма знаний, а не мозгов. Поэтому вы должны правильно прочитать чертёж, и выполнить всё так, как там указано, и сходить на всякий случай к инженеру -- удостовериться что вы всё правильно прочитали, чтоб не переделывать потом. Это я вам рассказываю, чтобы вы не ощущали себя дилетантом -- ваша задача, как сварщика -- правильно выполнить шов, в правильном месте. А где это место, и какой шов правильный -- это инженерные задачи требующие высшего образования.
-
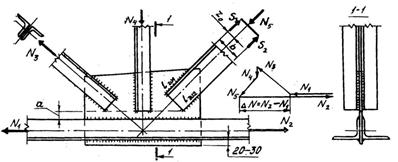
Это правильно. Я просто подумал что это несущая ферма, и рассказал вам... просто вам, чтоб вы знали. Спорить с проектировщиками я не призываю -- пусть сами несут ответственность за то, что нарисовали. Ну не всегда это получается. Там в зависимости от углов и ширины профиля по разному получается. А если ферма из уголка, то у него эта ось находится совсем не на оси симметрии по геометрии сечения, а кажись по площади сечения, или центру тяжести сечения (я этот вопрос ещё не изучил), и картинка получается вот такая: Обрати внимание где находятся пересекающиеся оси.

-
Швы на укосинах рано закончил. Надо было немного дальше протянуть, а в остальном для первого опыта просто прекрасно. Осевые линии всех четырёх труб этого узла должны пересекаться в одной точке. Это зависит от мощности п/а, и добротности питающей его сети. Попробуйте. Может лучше будет, может хуже. Если стараться получить геометрически правильный валик, без провисания, то да -- горизонт самое сложное положение.
-
Это реклама,а попробуйте его реально купить. Почитайте тему сначала, то что у нас работает стоит 15 лямов.
-
либо лебёдку на коляску.
-
@caro, так это порошок -- не сможет так оверман -- ему здоровья не хватит достойно плавить порошок в кислоте.. Я только недавно в этом убедился, потому что: У соседнего сварного кончается смесь, и я отдаю ему свою, а сам втыкаю кислоту, ибо я варю железяки б/у-шные, с колхоза привезённые на ремонт, а он варит изделие на витрину. Вот и попробовал я в кислоте поварить сплошной проволокой 1,2 мм, и понял что это что-то совсем новое, что варить в кислоте я не умею совсем, и в этой теме мне лучше помалкивать. Снимаю сплошную проволоку, ставлю порошок японский (Кобелко) и... не хватает току. И причём явно не хватает. Это не тот вариант где "току добавить БЫ", а вот прям видно что я не варю, а клею и паяю. Довёл до двухсот с лишним ампер, и вот это как раз тот вариант когда: "можно току добавить чтоб совсем хорошо стало, но и так тоже пойдёт". Так что оверман не вывезет. Провар обеспечивает только разделка, а если говорить про миллиметр туда-сюда, то он там роли никакой не играет.
-
Мат на форуме запрещён в любой форме, и на любом языке.
-
Нет, но где-то слышал что дерьмо.
-
@Георгий 11, не, пока занимаемся садоводами.
-
Очень долго у нас этот проект стоял замороженный, наконец то добрались до него. Это Австрийская раскладушка (хатценбихлер) с размахом крыльев 12 метров. Вот так должно получиться (фото с тырнета): Разложили пока без гидравлики, перемеряли размер будущих гидроцилиндров. Теперь её надо разобрать, приварить всё что на прихватках, и аж потом собрать уже с гидравликой, рабочими органами (которые ещё пока в макете), и выгнать в поле покатать. Короче я чувствую что в этом бою мы войну с Австрией не закончим, но всё равно уже ближе к победе.
- 3 962 ответа
-
- 25
-

-
Вынес ему ссылку в подпись, а то товарищ стесняется.
-
Просто комменты ниже почитай на этой же страничке.
-
@Schlosser, у нас два вот таких зверя: https://www.welding-russia.ru/catalog.html?itemid=10143и на этом сайте цена более-менее адекватная, хотя, я думаю не окончательная, то есть купить его за эту цену вряд ли получиться, потому что они немного "хитрят", чтобы им позвонили. Мы покупали аппараты в Италии, и нам это вышло в 9 тыс. евро за аппарат, что составляет порядка 700 тысяч рублей. Покупал их, кстати, владелец фирмы сам, на свои деньги, то есть мухлевать ему смысла не было.
-
@Schlosser, а покажи дороже, пожалуйста. Я как-то лазил по сайтам, сравнивал цены, и сделал вывод что Selco это дорого. Основная масса брендовых аппаратов стоит поскромнее.
-
По моему ты чот перепутал.Для завода дорого, а для частника афигеть как дорого -- вот правильный вариант. Моя невеста требует чтоб у меня была трёхэтажная дача в Сочи, вот думаю снести два этажа, шоб осталось три, как она хочет, ну и дальше все знают этот анекдот. Вот так и вы @mihasik, хотите чтоб наш дядя Валера опустился до уровня сварщика сдавшего НАКС.
-
Так об этом и речь.