Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
Мы вышли из класса, и поспорим о вашей теме в соседней аудитории, чтоб не мешать преподавателю: http://websvarka.ru/talk/topic/11598-sovety-nachinaiuschemu-argonschiku/?p=380447
-
И в то же время снимает предыдущие. Напряжения в шве неизбежны в принципе, но в многопроходном шве их куда меньше чем в монолитном того же сечения. Как раз таки деформаций будет меньше, ибо стык уже сварен -- покоробить его труднее и большая часть деформаций будет разрешаться в пластику горячего металла. И при всём при этом мы ещё и вваливаем в проход меньше тепла, то есть проходим его быстрее.
-
@Ievgen Prokop, я бы сделал проще. Собрать и полностью обварить одну половину конструкции, затем собрать и полностью обварить вторую половину. Состыковать эти половины правильно и в размер прямым участком трубы от тройника до отвода, и приварить его с одной стороны, например к тройнику. Ещё раз подкорректировать размерность конструкции и сварить последний стык. Тут не важно в какой последовательности, а важно что вы собираете конструкцию из более укрупнённых элементов -- можете вобще идти последовательно обваривая стыки и каждый раз корректируя общую размерность конструкции. Теперь по выполнению самих стыков -- если вам там можно собирать и сваривать без зазора, то выполняйте стык сначала своим телом полностью по кругу, а потом накидывайте горбик присадкой. Только перед накидыванием горбика вам придётся пропилить канавку по стыку чтоб ориентироваться где варить, иначе можете уехать со стыка.
-
 а на другом плече "Валентина Ивановна" на потолке.
а на другом плече "Валентина Ивановна" на потолке. -
Велкам ту наш клуб.Тоже некогда драть до белого металла -- тарелкой по плоскостям прошёл и всё, но это у нас обязательно. Заводская плёнка окисла на листе обычно не даёт сформироваться чёткой и ровной зоне сплавления. Переход от шва к металлу немного ломаный получается, причём на сплошной проволоке это мало заметно, а на порошке прям проявляется.
-
Всю советскую промышленность этими трансформаторами сварили.
-
Сергей, речь идёт о крутилке "тока" сварки и коррекции запрограммированных параметров. То есть разница в том, что ты выбираешь программу, но она не знает на каком токе ты будешь работать, эта настройка в неё не забита, а наоборот определяет остальные. К примеру должна меняться та же индуктивность по мере изменения сварщиком желаемого "тока". Дополню к написанному выше. ...то есть п/а не работает как сварка электродом. На "малых" токах проволока успевает замкнуться в сварочную ванну, и в этот момент короткого замыкания резко подскакивает ток расплавляя замкнувшую проволоку и образуя дугу. А у дуги выше сопротивление чем у короткого замыкания, поэтому на дуге ток падает и процесс замыкания проволоки в ванну повторяется. Это чередующееся замыкание его и отжиг образуют тот самый треск при сварке п/а. На "больших" токах ванна довольно горячая и при замыкании в неё проволоки такой резкий плевок тока вызывает только лишние брызги. Ограничивают его с помощью мощной катушки, проходя через которую, ток не может вырасти резко. Конечно в реальности там рулит электроника, и никакой катушки физически нет, но электроника имитирует именно её поведение -- индуктивность.
-
Да сам эту картинку еле выгуглил. Просто помню что было такое вот и рыл пока не нарыл, так что это только картинко. Сам документ, который указан на картинке, этой таблицы почему-то не содержит. Может те кто в этом сильнее разбирается, обьяснит куда копать. @ЛехаКолыма, вот всегда помогал, да и ещё инженеры есть на форуме.
-
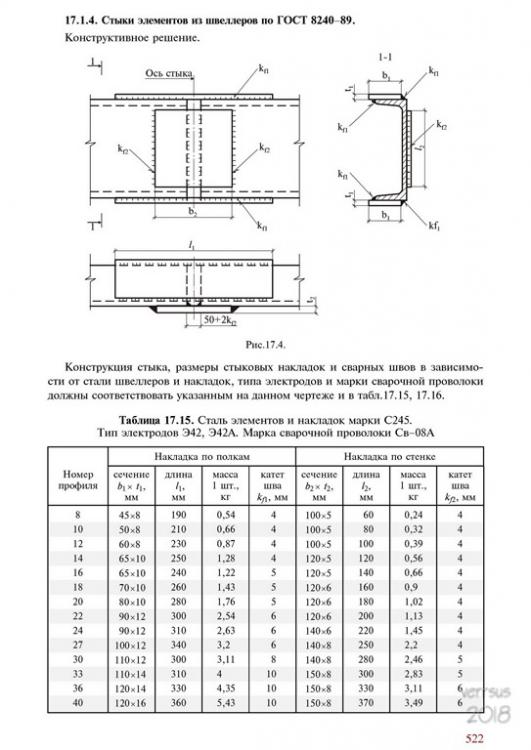
@edgeing, возьмите ГОСТовское соединение, и можно не волноваться ниочём:

-
@edgeing, Удлинять оба швеллера надо?
-
@Goodwin 359, если быть честным, то читая проблему с поджигом у гроверса, меня всё время преследует одна мысль: "слава богу...". Самое сильное впечатление у брата -- он отправил ММА на покой. Он теперь всё варит п\а, а особенно частенько наплавляет какие-то вальцы и протачивает на токарном. Говорит: "металл однородный -- резцы не ломает". А у меня впечатление простое -- ничего плохого сказать не могу. Правда и пользовал я его мало, но проблем с поджигом я не видел, каких то ещё косяков на скорую руку не обнаружил. По мощности 200-тка находится на грани использования водяной горелки, ибо родная уже успела расплавиться и отремонтироваться. Точно не знаю плюс это, или минус, но мне кажется что плюс -- то есть здоровья ему хватает чтоб ушатать штатную горелку, а у горелки есть железобетонная отмазка -- она шла в комплекте практически даром. Так что если обижаться по этому поводу, то только на свой кошелёк.
-
Ну почти. У брата в гараже. А я работаю на работе на брендовых 500 амперниках.
-
Необязательно. Бывает и шутит.
-
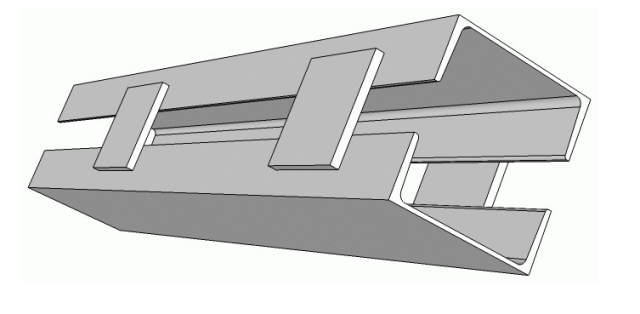
Ух красота какая! Сварка швеллера встык на жаргоне сварщиков подразумевает удлинение одного швеллера другим таким же. У вас что-то другое. Теперь давайте определимся с балками-колоннами: Если ваша конструкция будет стоять стоймя как столб, то это уже не балка. и требования уже другие. Балка это если она (апсалютно та же железяка) лежит горизонтально. Итак что у вас будет? Ну а по рисунку -- разверните швеллера полками друг к другу, коробочкой как бэ. Это и для колонны правильно и для балки.
-
В основном вся проволока для п/а по прочности соответствует уоням и выше.Ниже я не встречал ни разу. Выше есть до двух раз. Про динамические нагрузки не стоит заморачиваться, ибо вся конструкционная сталь имеет одинаковые способности к упругой деформации вне зависимости от прочности. Соответственно сварочные материалы будут обладать абсолютно подобными свойствами -- их не дураки придумывают и совершенствуют уже сто лет. Так же как и у электрода там прописана прочность на разрыв, на растяжение, коэффициент удлинения, ну и ударная вязкость, на всякий случай. Это всё параметры наплавленного металла. Эти цифры показывают что вы получите в шве. А текстом могут описать дополнительные характеристики, некоторые особенности, и красивые слова чтоб захотелось купить. И в основном последнее.
-
Иван посоветовал циферки слизать, а я советую процесс сравнить.
-
А со временем почувствуешь. И ещё один момент -- посмотри как получается сварка на твоих настройках и на синергетических. Я наших практикантов так учил настраивать полуавтомат -- вот в синергетике ты слышишь и видишь что должно быть, а теперь попытайся добиться того же вращая ручку скорости подачи прямо во время сварки. Конечно это самый первый урок знакомства с п/а, для человека который его в глаза не видел и не слышал. Но и для тебя было бы полезно посмотреть что происходит в синергетике, а что на жёстко заданных настройках, ибо синергетика может варьировать режим в процессе. Плюс отличие параметров настроенных тобой и автоматом не просто в цифрах, а в процессе сварки.
-
А он и есть один -- дуговая сварка.Просто с облегчёнными вариациями это tig и mig-mag.
-
У нас тут запрещено даже так непечатные термины пользовать. Ни в какой форме, ни на каком языке низя.
-
Тут помимо вопрошающего зачинателя этой темы по форуму шастают поисковики, и собирают информацию, а затем выдают её тем кто ищет через гугл, яндекс и тому подобные системы.Таким образом ваше запоздалое мнение ещё не раз будет нагуглено и прочитано, а посему пишите ещё -- это всегда будет полезно.
-
Это не обязательно.В Аксае тех кого готовили конкретно "На трубу" гоняли на метровых катушках, а не 159-ых. В этом то и разница -- тебе всего дать стараются за это время и доводят до состояния когда дошлифовать ты и сам уже сможешь. То есть время на дошлифовку навыка исключено из процесса. Главное чтоб он был.
-
Можно отдельной темой, можно в блоги запихать.
-
Спасибо, я услышал, Эльдару дай по шее, чтоб за вытяжкой следил. Так я и варил: То есть так как у тебя заварено, у меня получалось. Но в Аксайской учебке требовали явный и выпуклый обратный валик, а у тебя из явного только сплавление внутренней кромки. И там мы варили корень с регулятором тока в левой руке.
-
Ничему не обученные, ты хотел сказать? У меня частенько на стройках, на сварке метало-конструкций бывало так, что бригада решала ставить меня на обварку ибо у меня швы красивее, а сами начинали больше таскать и пилить.
-
А ты первый начал, а потом он тоже начал.