Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
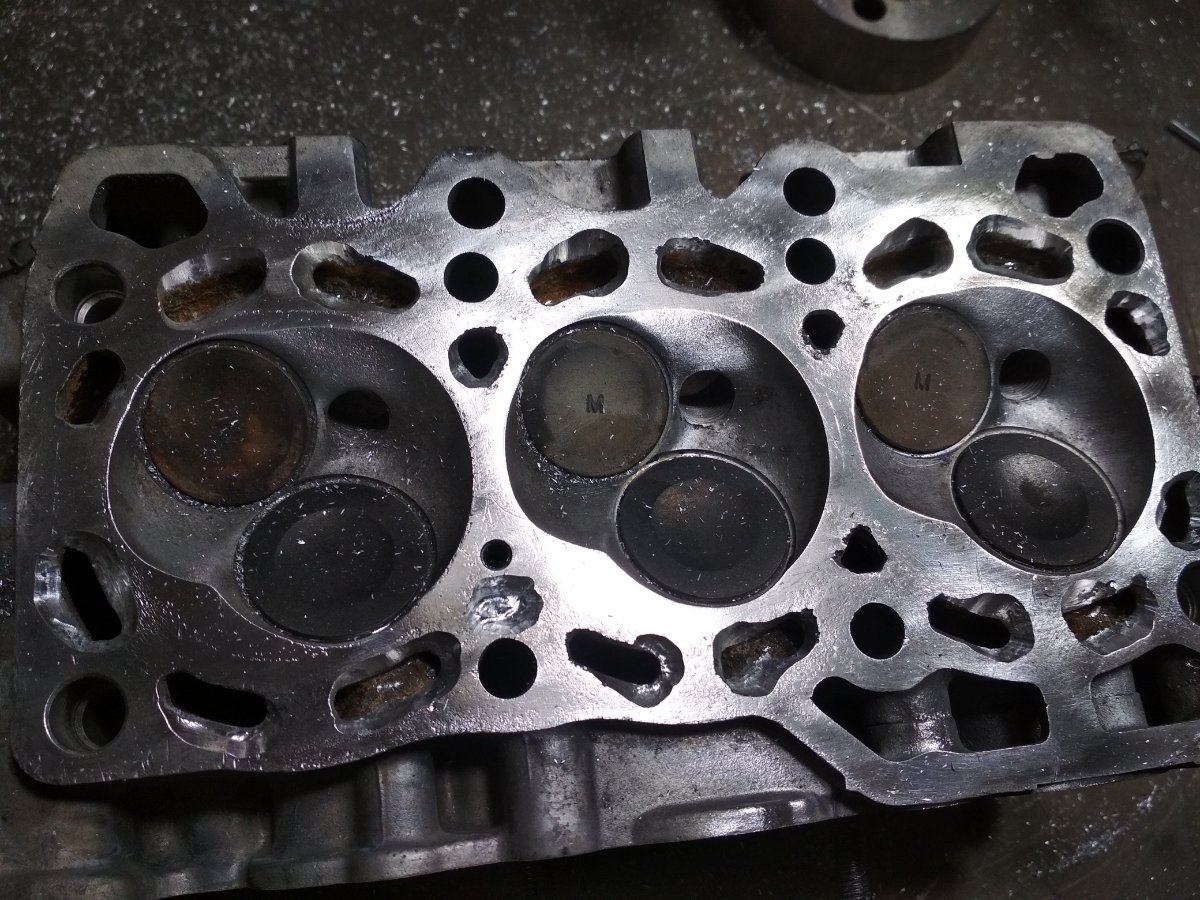
 Сплавы,которые применяются в производстве ГБЦ за счет легирования медью приобретают повышенную жаропрочность,но уступают чистому алюминию в коррозионной стойкости. С чем это связано?Сплавы с медью и другими компонентам не имеют однородной окисной пленки,как у чистого алюминия.Это окисная пленка смешанного типа,так как зерна легирующих элементов на поверхности металла образуют свою ок.пленку,менее стойкую,чем Al2O3 и коррозионная стойкость снижается . Поэтому сплавы тип Ак5М2 и Ак9М3 будут подвержены коррозии в более узких значениях рН,чем чистый алюминий.В связи с тем,что рынок антифризов изобилует большим количеством фальсификата,то верить информации на его упаковках не стоит...лучше проверить.
Сплавы,которые применяются в производстве ГБЦ за счет легирования медью приобретают повышенную жаропрочность,но уступают чистому алюминию в коррозионной стойкости. С чем это связано?Сплавы с медью и другими компонентам не имеют однородной окисной пленки,как у чистого алюминия.Это окисная пленка смешанного типа,так как зерна легирующих элементов на поверхности металла образуют свою ок.пленку,менее стойкую,чем Al2O3 и коррозионная стойкость снижается . Поэтому сплавы тип Ак5М2 и Ак9М3 будут подвержены коррозии в более узких значениях рН,чем чистый алюминий.В связи с тем,что рынок антифризов изобилует большим количеством фальсификата,то верить информации на его упаковках не стоит...лучше проверить.- 2 ответа
-
- 4
-

-

-
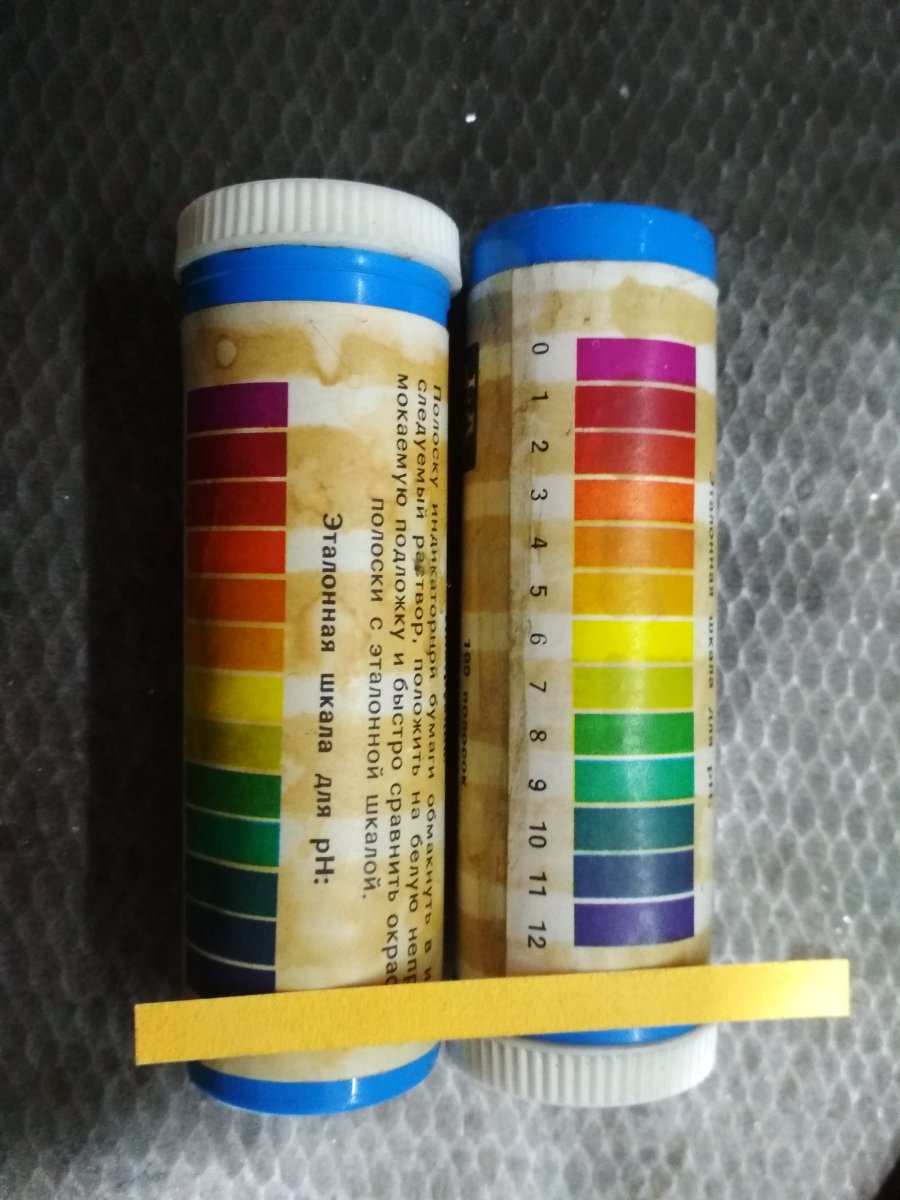
Для сохранения деталей автомобиля,которые контактируют с охлаждающей жидкостью в двигателе,тех же ГБЦ,которые изготовлены из вторичного алюминия АК5М2, AlSi9Cu3.., у которых коррозионная стойкость намного ниже,чем у чистого алюминия,нужно знать,что вы заливаете с систему.Прежде чем залить новую ох.жидкость надо ее проверить на рН,то бишь концентрацию водородных ионов. Есть для этого рН-метры, а также универсальные пластинки,которые позволяют определить рН. На снимках универсальна пластинка,которую надо окунуть в жидкость и приложить к подложке,сличить цвет. Оптимальной считается 7 .Сдвиг в строну щелочной реакции от 7 к 12 приведет очень быстрой коррозии каналов,как показано на другом снимке-головке несколько лет. Алюминий очень быстр растворяется в щелочной среде и медленнее в кислой. С магнием в точности наоборот.То,что сейчас продается на рынке,подлежит обязательном контролю,если вы хотите сохранить двигатель своей машины в целостности долгое время и избежать затрат.

- 2 ответа
-
- 5
-
-
-
https://www.yaplakal.com/findpost/129456675/forum2/topic2703269.html https://www.yaplakal.com/findpost/129456691/forum2/topic2703269.html
-
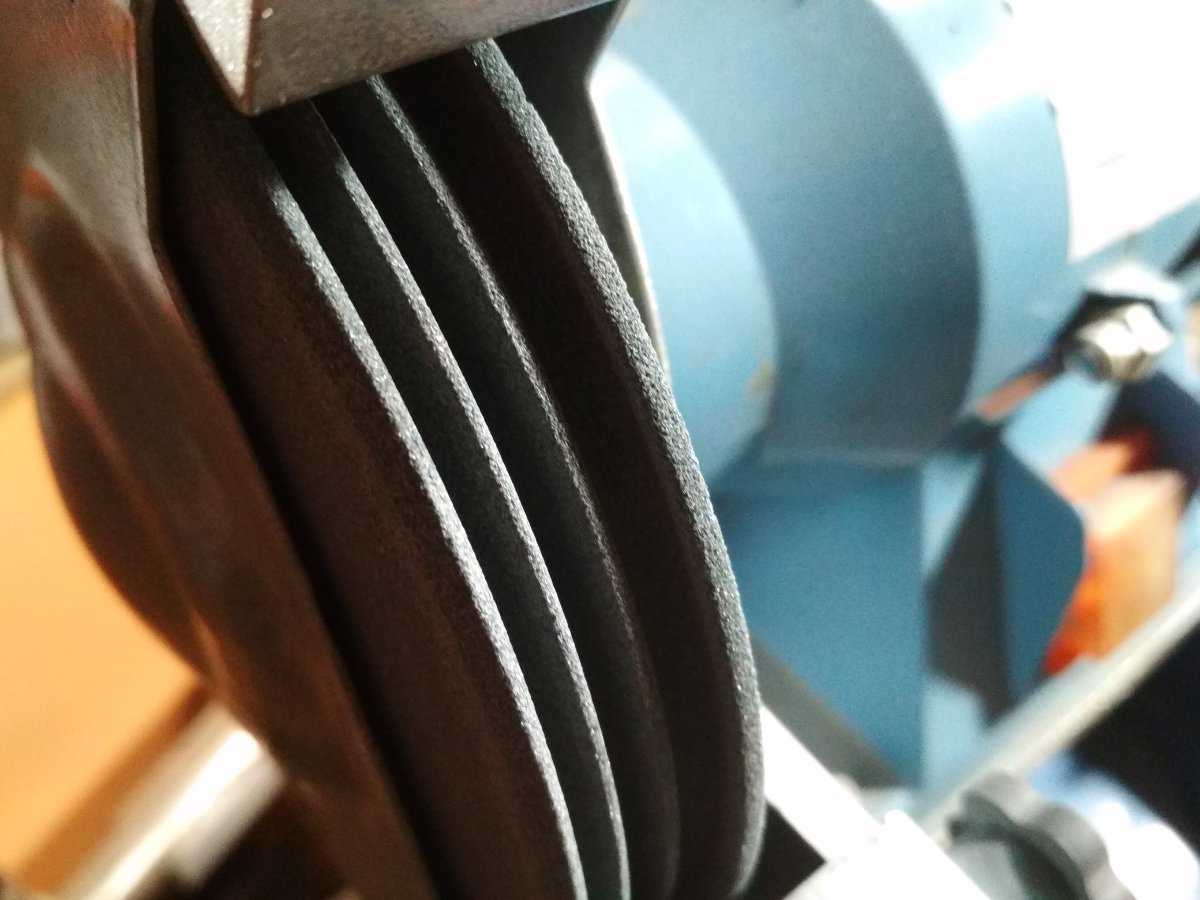
Карбид кремния зеленый.Три канавки.F180. Ториевый электрод ф2,4,угол 16 гр. Зачем задается такой угол?Термоэлектронная эмиссия пленочных эл.приводит к появлению катодного пятна-плавление вершины электрода.В процессе работы происходит унос частиц и такая острая заточка позволяет сохранять площадь катодного пятна без заметных изменений в сторону увеличения длительное время без переточки. Это оправдано при автоматизированно сварки с жестким допуском размеров шва,то бишь и технологичность, и экономия расходников. В гаражных условиях,да еще с возрастным изменением зрения в худшую сторону или по неопытности,даже не знаю сколько раз этот электрод "макнут" в св.ванну и сколько раз его надо переточить на алмазном круге.
-
С устойчивостью как? С провисом балок при таком шаге? Опоры не слабые? Я бы увеличил их число до 5,все -таки сырая древесина тяжелая.
-
https://www.yaplakal.com/findpost/129440766/forum2/topic2702981.html
-
Просвещайся ... https://websvarka.ru/talk/topic/20541-osnovy-tig-svarki/#elTopicActions_menu
-
Не мешало бы....
-
Всем.
-
Думается,что надо бы знать,что такое пленочный электрод,что такое катодное пятно и почему вводиться торий в вольфрам? Зачем нужна заточка "в иглу"?..и что собою представляет дуга с неплавящимся /тугоплавким/ катодом.
-
Станочков предложат еще много разных-это бизнес в "станкостроении " и маркетинг в продажах.
-
Размеры зачем,речь идет о принципиальных вещах.
-
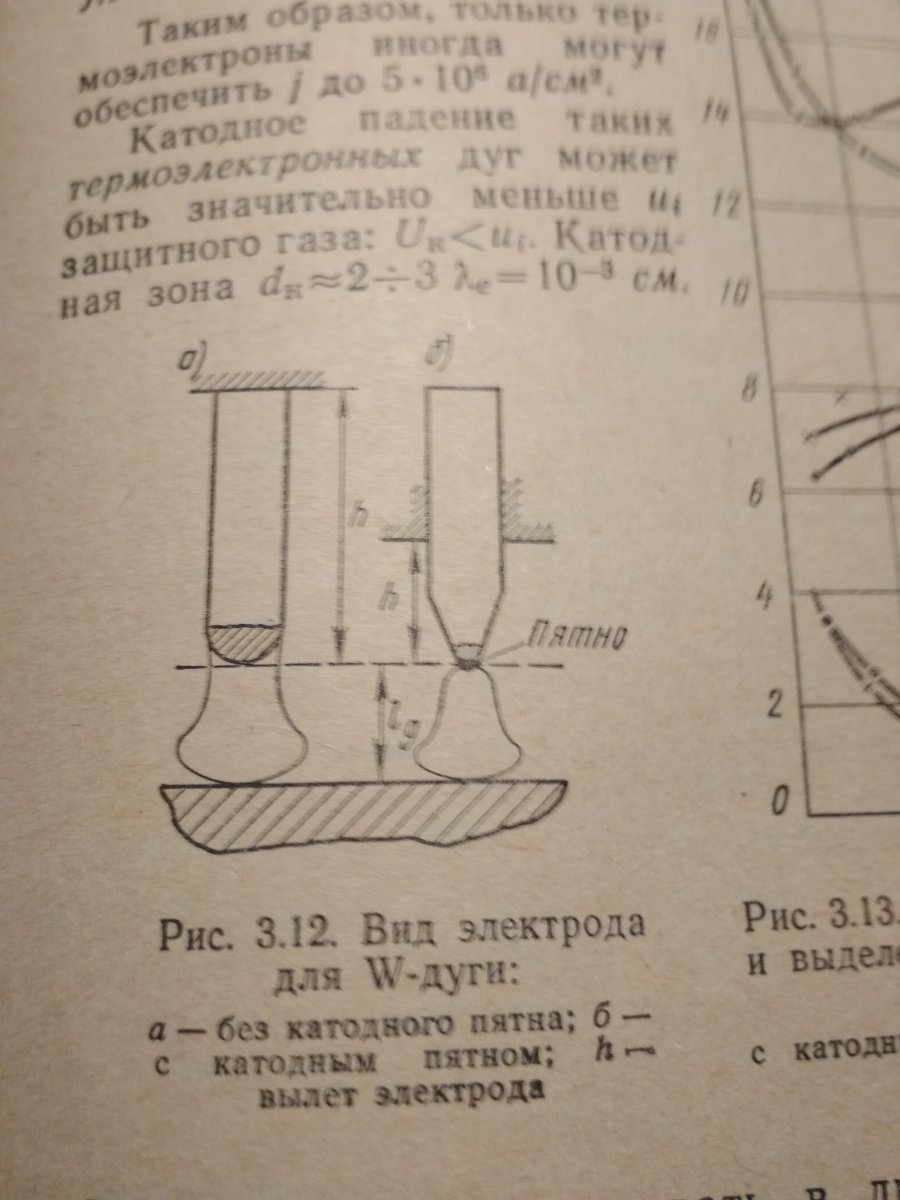
Внимательно смотрим на этот рисунок.
-
Станков должно быть минимум три.
-
Чем эти канавки не устраивают?
-
Есть ли в этом смысл? Карбид кремния зеленый с нужной зернистостью? Обычно он используется для заточки. Эльбор как вариант? ...,но алмазный диск вряд ли подойдет для этих целей.
-
https://www.yapfiles.ru/show/2962345/6ce85a2ef7489d29e3c7edf0640d3cab.mp4.html
-
https://www.yaplakal.com/findpost/129420406/forum2/topic2702653.html https://www.yaplakal.com/findpost/129422905/forum2/topic2702653.html
-
Полчаса ...правая рука онемела..
- 3 331 ответ
-
- 2
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Друзья,на форуме появился новый раздел в Металлообработке -Слесарное дело.Смотрите,размещайте свои материалы.Слесарные работы,предшествующие сварочным работам или послесварочная обработка,ее методы,приемы размещены во многих форумных темах и в массе информации они теряются. Все-таки надо выделить Слесарное дело в особый раздел.
-
Что не сделаешь для этого форума. Заготовки.Сварены без сверления отверстий. Сделан разрез-залито машинное масло.Заверен разрез. Сделан еще один разрез,залито еще полпузырька масла.Заварен. 91а,150Гц,циркониевый 2,4.Проблема с нулевой сложностью.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Но вы же понимаете,что при официальном трудоустройстве такого быть не может?
-
"Грязь" находиться в полости сферы,когда нагревается поверхность и происходит расширение,то выгорающий углерод с большой концентрацией в смеси с воздухом будет проходить через отверстие и мешать сварке,попадая в сварочную ванну-вот эта вся чернота -это углерод. Как это еще надо объяснить,чтобы было понятно?
-
В чем же причина столь низкой ставки НДФЛ?
-
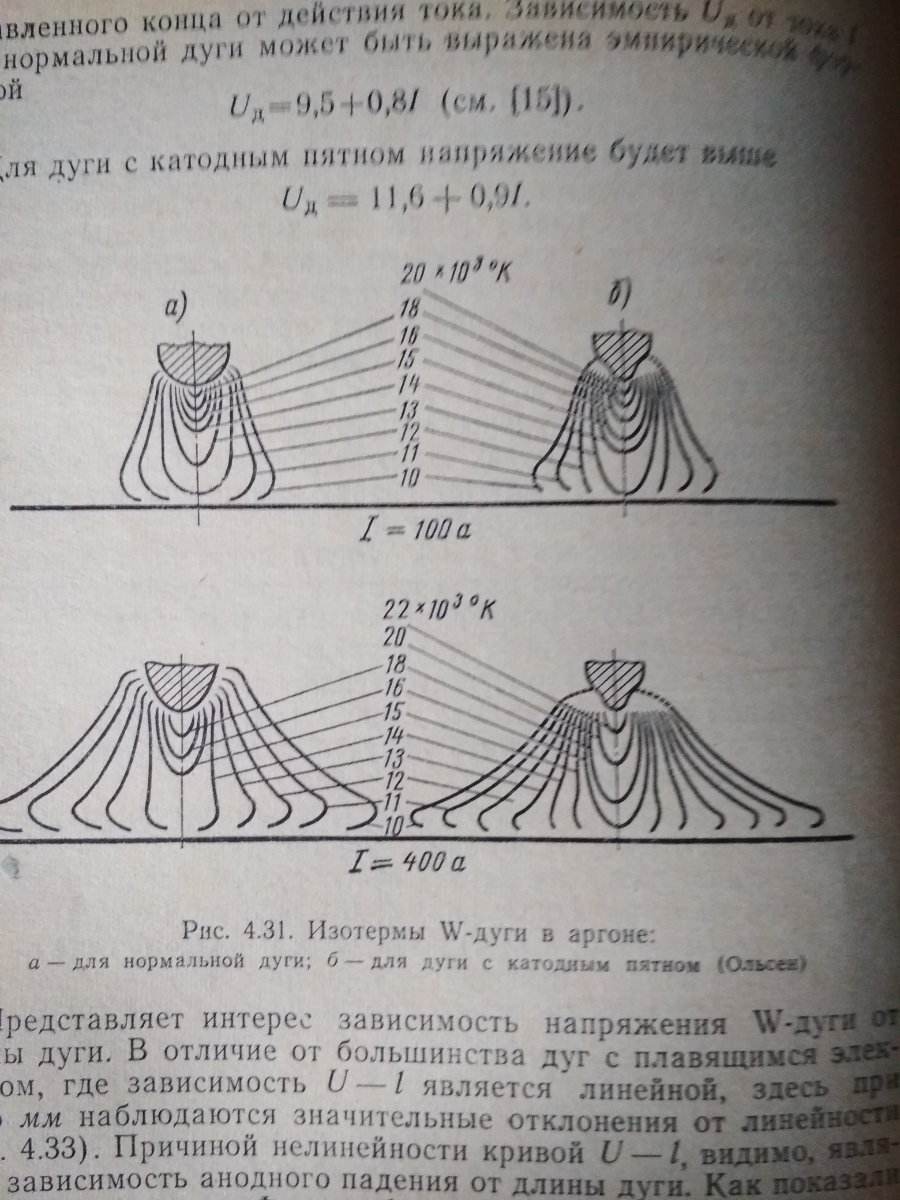
Зачем добавляют торий и лантан в вольфрамовые электроды. W-дуги могут быть с катодным пятном и без катодного пятна или так называемые нормальные дуги -см. рис.ниже.Несмотря на отличие в механизме катодного процесса(значительная доля электростатической эмиссии в дугах с катодным пятном) статические характеристики и тепловые балансы весьма сходны.Нормальная дуга всегда может быть получена на полукруглом катоде из чистого вольфрама. При нагреве электрода дуга с катодным пятном может сама перейти в нормальную термоэмиссионую дугу.Поулчение пятна на катоде способствует введение добавки тория или лантана в вольфраму(обычно 1-2%) -лучший теплоотвод,меньший вылет электрода и более острая заточка его рабочего конца.Поверхность торированного или лантанированного вольфрама ,имеющего по сравнению с чистым вольфрамом пониженную температуру ,практически не оплавляется в широком диапазоне тока 100-400а .Ее коническая вершина не оплавляестя и обеспечивает сжатие дуги у катода.Дауга с пятном имеет несколько повышенное катодное и общее напряжение ,примерно на 10% и большую на 10-20% температуру столба дуги.Температура катода в дуге с пятном ниже температуры электрода с нормальной W-дуги,где катодное пятно занимает всю сферическую поверхность электродного стержня. В катодных стержнях применяют торированный и лантанированный вольфрам. При сварке примесные элементы /торий и лантан/ диффундируют изнутри на поверхность электрода ,проходя между микрокристаллами вольфрама ,так что на поверхности образуется отдельные "островки" пленки.Затем пленка расползается по поверхности вольфрама,образуя одноатомный слой.Оксидные или примесные пленки могут существенно влиять на эмиссию электрода только при температурах меньших,чем температура кипения этих примесей.Далее пленки испаряются и электрод работает как чистый беспримесный металл. Теоретические основы сварки.