Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Всякая мелочь.Коллектор -хороший канадский чугун. И корпус турбины менд ин ждапан,что тоже хорошо сделано.

-
Масляный радиатор погрузчика. Трещина по середине шва. Это второй,один был заменен по гарантии. Сложно закрыть шов-мешает масло. Выход:чеканка и быстрое наращивание на 170а. При кажущейся простоте,сварка довольно проблемная.
-
По предыдущему посту. Не надо повторять заводскую конструкцию разводки. Это приводит к очень сложному монтажу в стесненных условия и перекручиванию трубки.Надо ставить тройник в районе штуцера и разводку делать гибкими шлангами нужной длины. При замене алюминиевой трубки на резину,заправочный порт врезать в середину или в трубку фильтра -осушителя.
-
https://www.yaplakal.com/findpost/130794360/forum2/topic2724542.html
-
https://www.yaplakal.com/findpost/130787620/forum2/topic2724431.html
-
https://rabochiybloknot.ru/kak-ubrat-namagnichennost-so-svarivaemyh-trub
- 31 ответ
-
- 1
-

-
https://www.yaplakal.com/findpost/130689672/forum2/topic2722885.html
-
Меняем контур в Тигре. Остаются только фитинги. Замена ал.трубки на шланг. Опрессовка 36ати.
-
Это возможно,если погрузка/разгрузка/труб велась магнитно-грейферным захватом.
- 31 ответ
-
- 2
-
-

-
Нет. Проверьте состояние самой пломбы.
-
Участникам и гостям форума. Всегда помните о правилах форума. Недопустимы оскорбления друг друга как в сообщениях на форуме,так и в личной переписке.Если вы не согласны с каким-то материалом в посте участника/гостя/,то аргументированно высказывайте свое несогласие,обоснуйте его,а не ставьте "минусы" и вежливо хамите. Кстати,меньше злоупотребляйте этой кнопкой:если с чем-то несогласны,то либо приведите серьезный аргумент против,либо проходите мимо. Легко оскорбить человека,который находиться на другом конце страны и не может поговорить с вами с глазу на глаз.Поэтому,если подобные оскорбления будут иметь место,то администрация будет реагировать на подобные случаи самым серьезным образом:будут жалобы,будет реакция на такие жалобы. Уважайте друг друга, в конце концов,хоть как-то,а не сводите счеты с друг другом таким образом.
-
https://www.yaplakal.com/findpost/130645055/forum2/topic2722193.html
-
На снимке шестерня /будущая/ ст.40Х или 14Х2Н4А,точно не помню,что-то из двух. Диаметр 60мм,длинна 100мм. Проволока 1,2 08Г2С .Ведите наплавку обратной ступенью. Ничего сложного там нет.
-
https://www.yaplakal.com/findpost/130614869/forum2/topic2721728.html
-
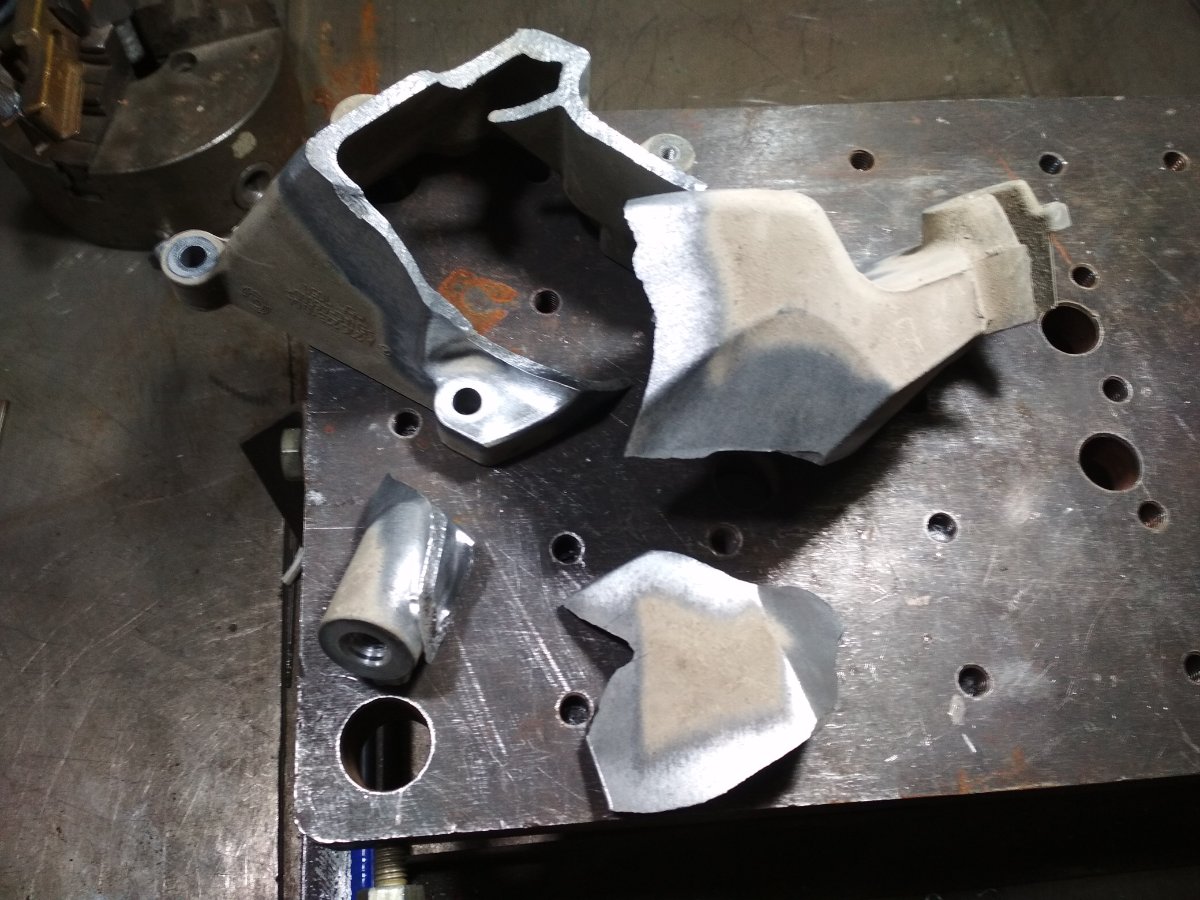
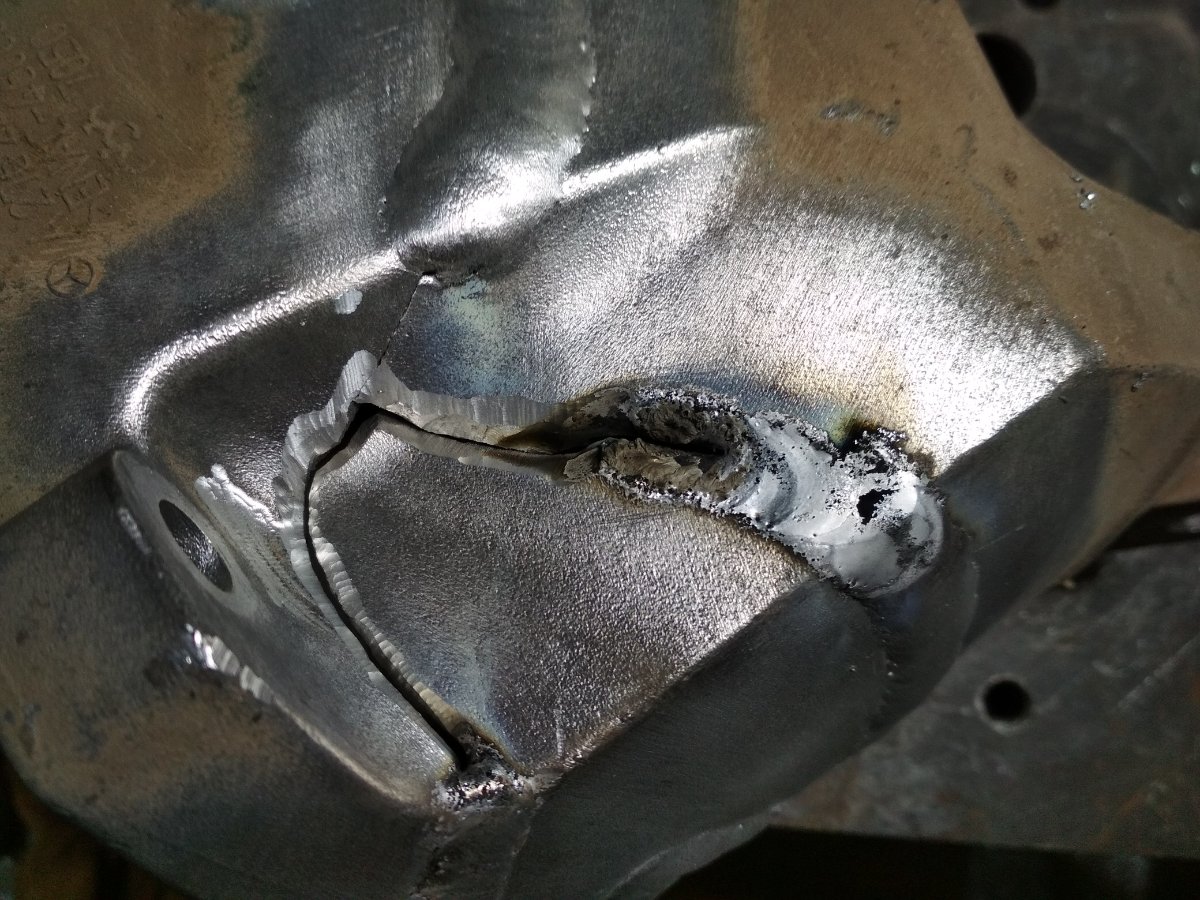
 Кронштейн. Мерседес. EN AB46000. Казалось бы,стандартный сплав -поддоны,блоки и т.д.,но содержание примесей и газонасыщенность сплава кронштейна намного выше. Распределены они неравномерно по объему.Примеси мешают образованию св.ванны,загрязняют ее,а водородную пористость полностью устранить сложно,если в принципе возможно.Это кронштейны Мерседес и Ауди начала 2000-х.Надо иметь в виду,что подобный ремонт займет намного больше времени,чем сварка того же поддона из аналогичного материала. Потребовалось около четырех часов,чтобы это сделать. Сложности в фиксации частей и сварки нет-все открыто и доступна,как с внешней стороны,так и с внутренней. Единственная проблема -это примеси и водород:приходиться многократно наплавлять,вырезать и т.д. В таких случаях,когда наблюдается "кипение,на поверхности образуются темные окисные пленки,то проверяют качество газа,т.е. берется пластинка АМц,АМг и зажигается дуга.Если катодное распыление идет нормально,то проверяется электрод на предмет его загрязнения. Если все соответствует норме,тога придется повозиться,чтобы добиться приемлемого качества св.шва. Новичкам на заметку.
Кронштейн. Мерседес. EN AB46000. Казалось бы,стандартный сплав -поддоны,блоки и т.д.,но содержание примесей и газонасыщенность сплава кронштейна намного выше. Распределены они неравномерно по объему.Примеси мешают образованию св.ванны,загрязняют ее,а водородную пористость полностью устранить сложно,если в принципе возможно.Это кронштейны Мерседес и Ауди начала 2000-х.Надо иметь в виду,что подобный ремонт займет намного больше времени,чем сварка того же поддона из аналогичного материала. Потребовалось около четырех часов,чтобы это сделать. Сложности в фиксации частей и сварки нет-все открыто и доступна,как с внешней стороны,так и с внутренней. Единственная проблема -это примеси и водород:приходиться многократно наплавлять,вырезать и т.д. В таких случаях,когда наблюдается "кипение,на поверхности образуются темные окисные пленки,то проверяют качество газа,т.е. берется пластинка АМц,АМг и зажигается дуга.Если катодное распыление идет нормально,то проверяется электрод на предмет его загрязнения. Если все соответствует норме,тога придется повозиться,чтобы добиться приемлемого качества св.шва. Новичкам на заметку.
-
https://www.yaplakal.com/findpost/130599952/forum2/topic2721480.html
-
Что-то эта дискуссия напоминает:сможет мужик в 70 или не сможет? Чтобы понять,кто что может,надо попробовать. Попробуйте и расскажите на форуме о результате. В дальнейшем этот флуд в теме буду пресекать.
-
https://www.yaplakal.com/findpost/130546615/forum2/topic2720643.html
-
Возьмите аппарат и подключите,посмотрите,что из этого выйдет.Послушайте, что вам скажут ваши товарищи по этому поводу.Попробуйте оборудование в работе;а так,вам уже ответили десять раз на ваш вопрос,только толку то.
-
Так,к сведению. Конечно,просадка по фазам мешает. Как можно выйти из положения? Поставил у себя кулачковый четырехпозиционный 40а переключатель и трехфазный вольтметр. В любой момент могу переключиться на подходящую фазу.Можно поставить автоматический переключатель фаз,но цена нормального устройства будет начинаться с 10-12тыс. А так,в гаражах,в мастерских надо считаться с друг другом, и трансформаторы там ни к чему,иначе друг другу работать не дадите.
-
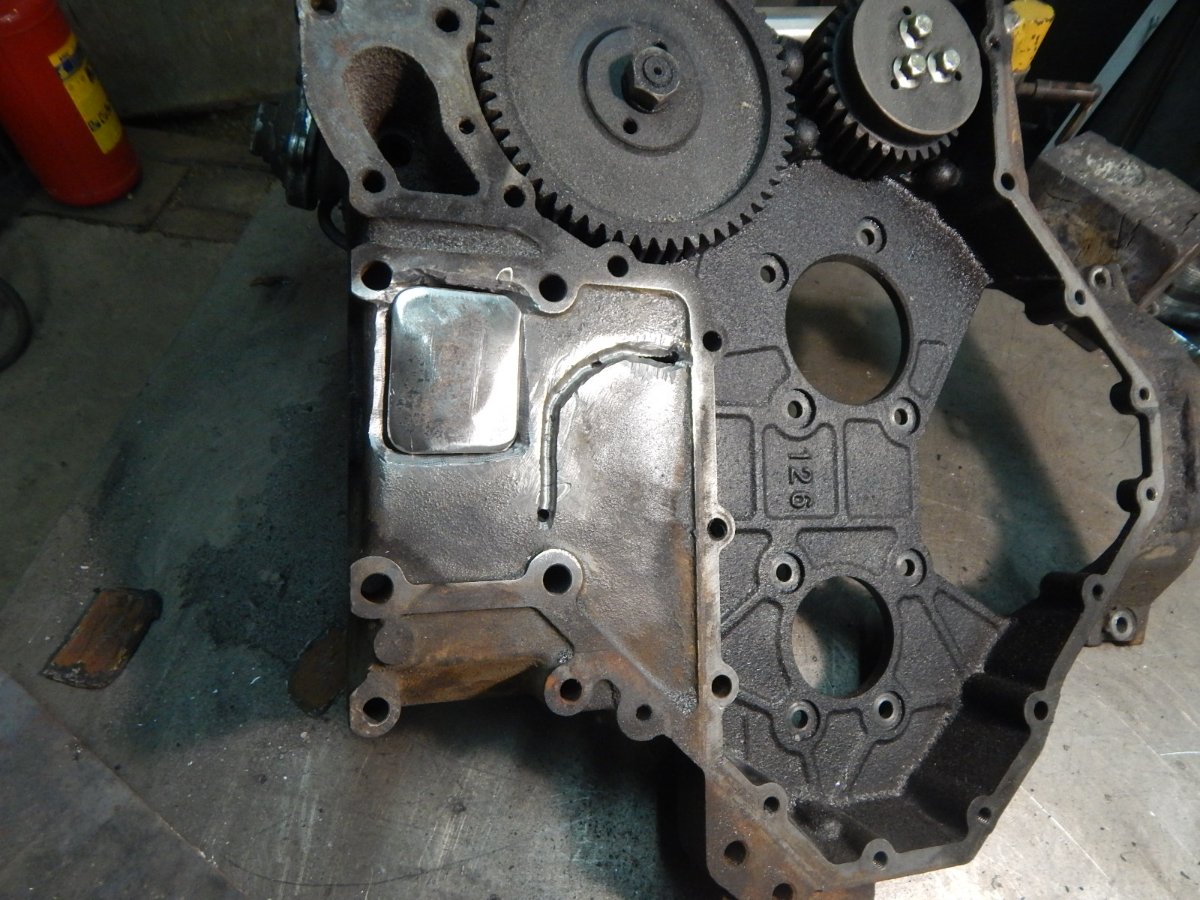
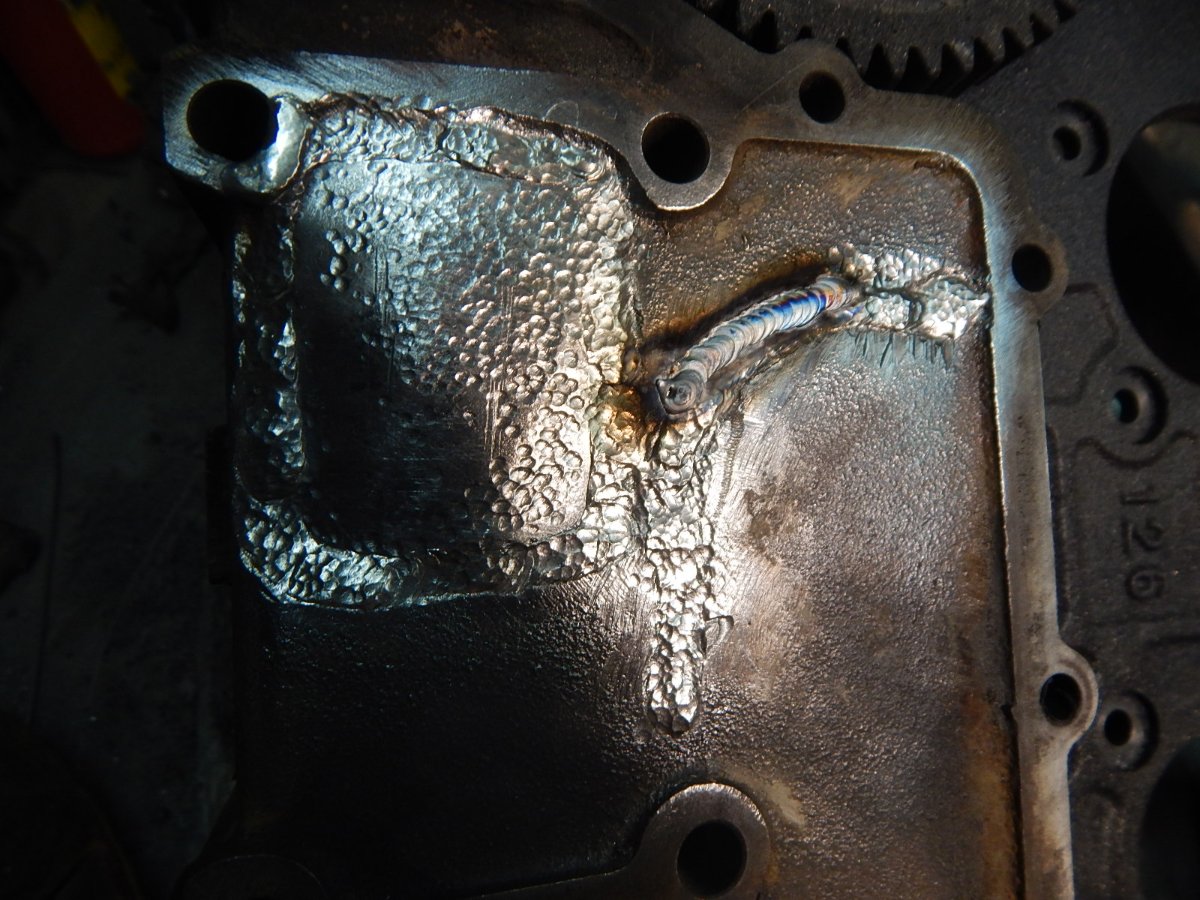
В сварке чугуна надо всегда помнить несколько основных положений:первое -трещина всегда должна быть разделана не менее,чем 2/3 от толщины металла детали,иначе последует отрыв по зоне сплавления и механической прочности добиться сложно;второе -пластичность чугуна очень низкая,были разработаны св.материалы,которые не образуют карбидов(условно) и обладают пластичностью,когда при проковке шва снимаются возникающие напряжения.Третье, надо помнить,что скорость нарастания сжимающих напряжений должна превышать скорость нарастания растягивающих напряжения,что регулируется зонным подогревом. Четвертое,продуманной очередностью наложения валиков и ,как в данном случае, распрямлением отоженной вставки из ст.3,которая имеет выпуклую форму. На снимке довольно старая работа. Сейчас бы порядок наложения швов был бы несколько другой,но в целом это хорошая иллюстрация возникающих напряжений в замкнутом контуре,обусловленных близколежащими швами.
-
Снимок где?..это не лечение по телевизору. Что касается увеличение диаметра седел под ремонтные размеры,то это делается просто:собирается в оправке два десятка седел,завешиваются в ванну хромирования,наращивание,поворот на 90,выдержка по времени и микрометр в руки с проверкой на овальность.
-
Почему они должны вывалиться?..только аргументированно и без терзаний. Все вставки в чугун должны быть из ст3. Ответил пытливому уму?
-
Восстанавливаем поврежденные клемы аккумулятора. Сложность сварки свинца,как и сплавов цинка заключается в том,что кристаллическая решетка разрушается практически мгновенно по всему объему при достижении температуры плавления.Можно точками на переменном токе,а можно сделать такую форму из алюминия и смоделировать клему.С банками/пробки/ осторожнее надо быть-выделяющийся водород может взорваться.