Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
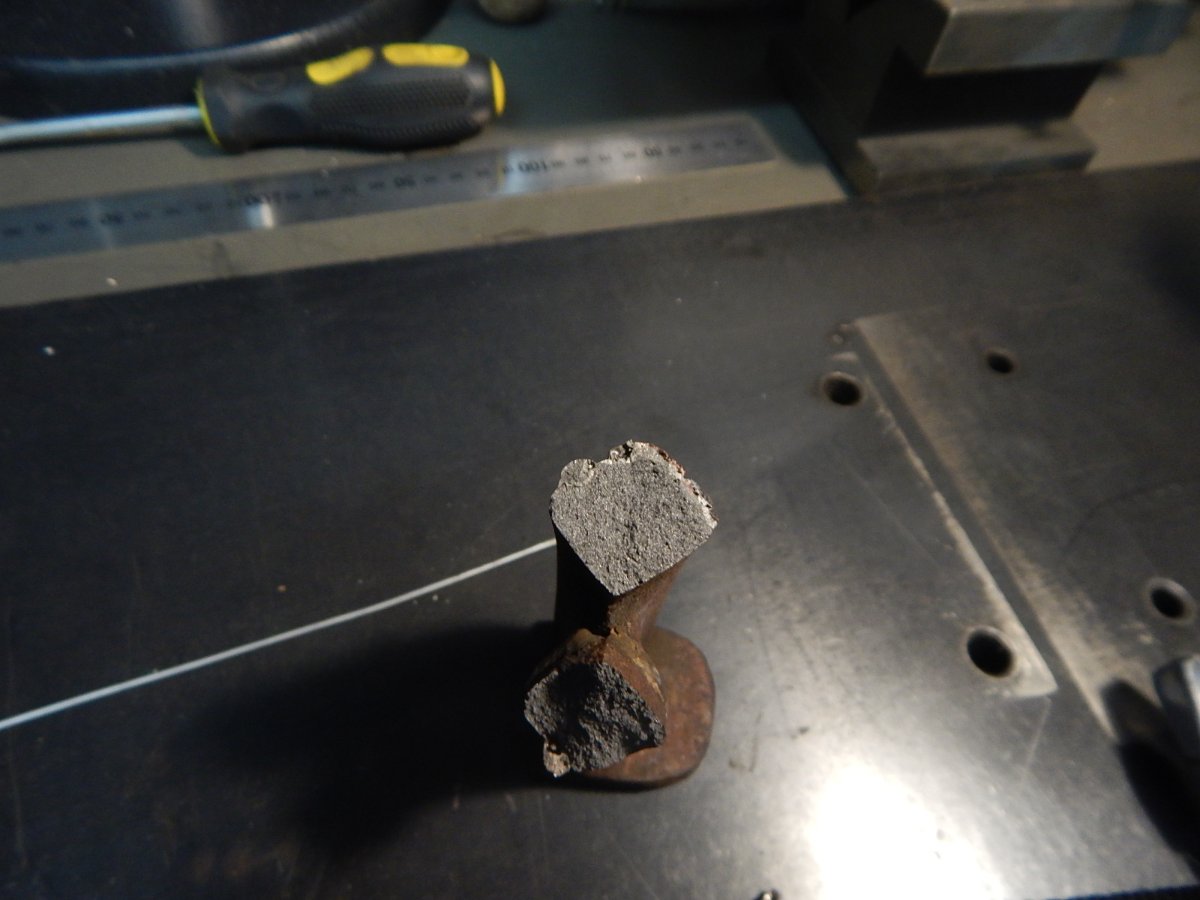
Просматривая старые снимки..) Это проблема реставрации. Гребенка ЗИЛ 110. Сплав ЦАМ. Разломан на мелкие части. Они тонкие,сварке не поддаются.Даже сейчас не знаю,можно ли это сделать в принципе .Сложность в том,что деталь должна сохранить свои геометрические размеры,точно повторяющие линии капота без дефектов поверхности..Какое решение? Можно сделать модель и отлить,а можно сделать точную копию из алюминия.

-
 Как правило,нет.Можно занизить размер места,а потом расточить,но занижение должно быть таки,чтобы цементитный слой оказался ниже на 1-1,5мм размера посадочного места..резец должен проходить выше "твердой породы" -белая полоска на снимке. Да по-большому счету,печь не нужна.Рассмотреть вариант полосного нагрева?..мало осуществим из-за массивности изделия.Св.материал один-панч.
Как правило,нет.Можно занизить размер места,а потом расточить,но занижение должно быть таки,чтобы цементитный слой оказался ниже на 1-1,5мм размера посадочного места..резец должен проходить выше "твердой породы" -белая полоска на снимке. Да по-большому счету,печь не нужна.Рассмотреть вариант полосного нагрева?..мало осуществим из-за массивности изделия.Св.материал один-панч.
-
А потом выбросить этот ротаметр за ненужностью,по мере накопления опыта. 0,3ати на выходе достаточно.
-
Надо учитывать на только нагрузку ,но и стойкость наплавки к износу.
-
Наплавка шестерни латунью не лучший выход.
-
В принципе простенькая схема в реализации газовой защиты и поддува. Редуктор на баллоне БКО -5/БВО-5/ разницы нет,только в диаметре накидной гайки. Точно торированный ротаметр РС3 и редукторы второй ступени с регулировкой давления 0,05-0,1ати.
-
А надо?...если судить по состоянию форума.
-
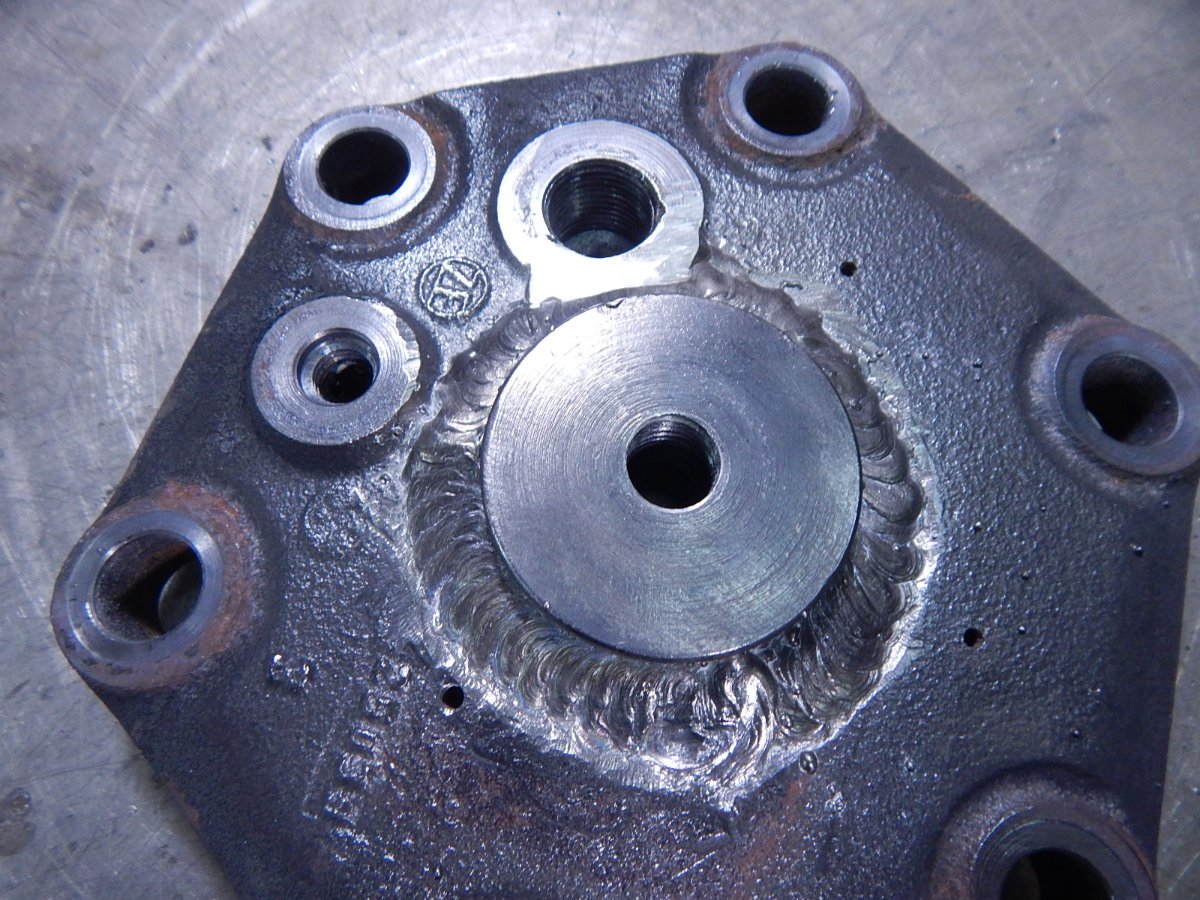
Следующая по сложности задача,которую,в свое время,мне удалось решить полностью-одна перемычка дала течь снизу.Это головка блока тягача Катерпиллера. Перегрев и трещины межклапанных перемычек. Дело в том,что они полые -это трубка для циркуляции олажд.жидкости. Чугун очень хорошего качества. Сваривается хорошо,но вся проблема заключается в следующем:при сваривании верхней части трубки/назову ее так/ возникающие сжимающие напряжения при усадке,создают растягивающие напряжения с противоположной стороны снизу и происходит откол.Опрессовка таких головок требует соответствующих заглушек,а изготовление из оправдано при каком-то количестве похожих деталей. То бишь, получается так,что сварка в одном месте ,а диагностика за сотни верст ...в общем,замучаетесь таскать эту железяку весом более 100кг. Применял подогрев снизу,но это дает деформацию около 3мм в центре на метр длинны. Все-таки нужен объемный подогрев,что требует соответствующего оборудования -печь,ГЗУ. Возможно выполнить такую сварку с хорошим результатом? Возможно,только для этого нужно несколько образцов,чтобы понять до конца,как это надо делать.По сути это опытное производство-дается образец и на нем отрабатывается технология ремонта.Если на третьем,четвертом образце вам не до конца понятен ход ремонта,то бросайте к чертовой матери это дело -оно не ваше.
-
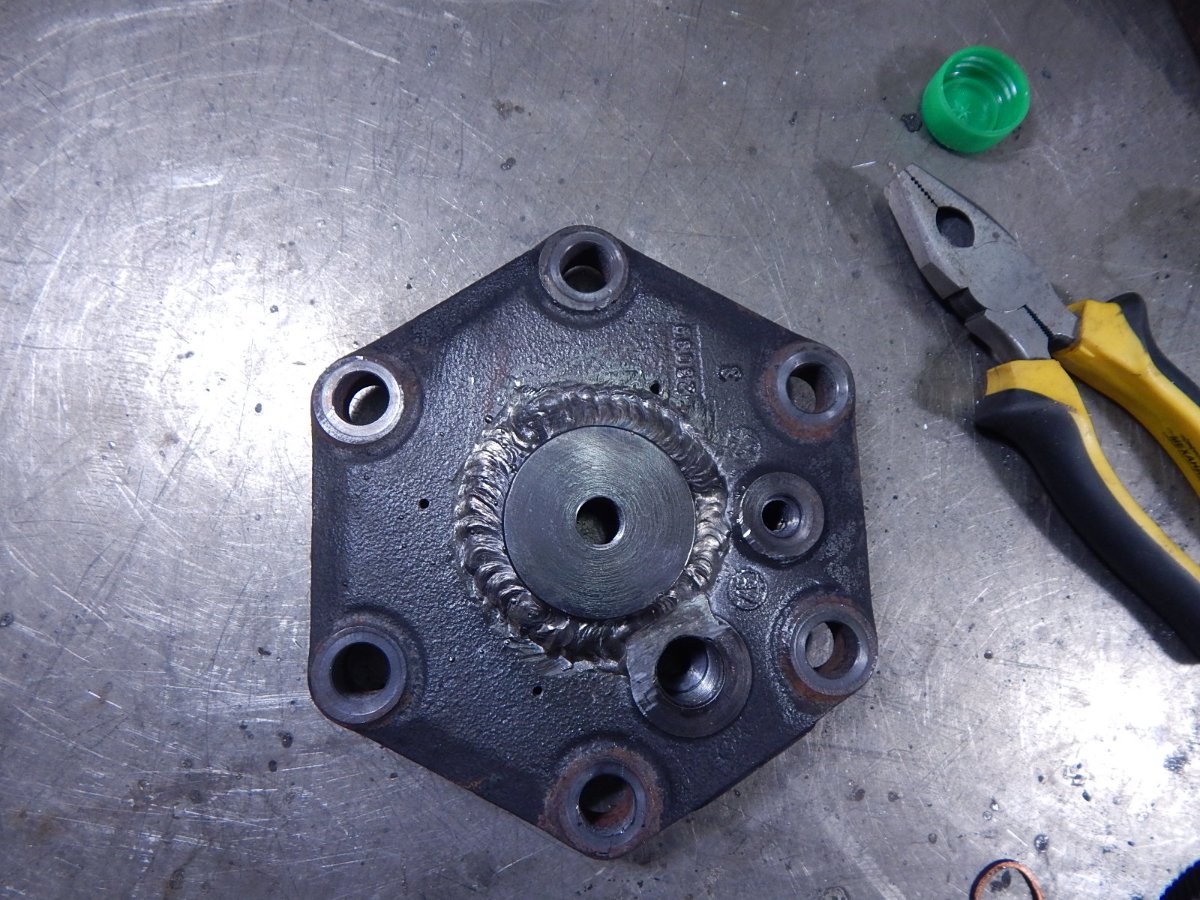
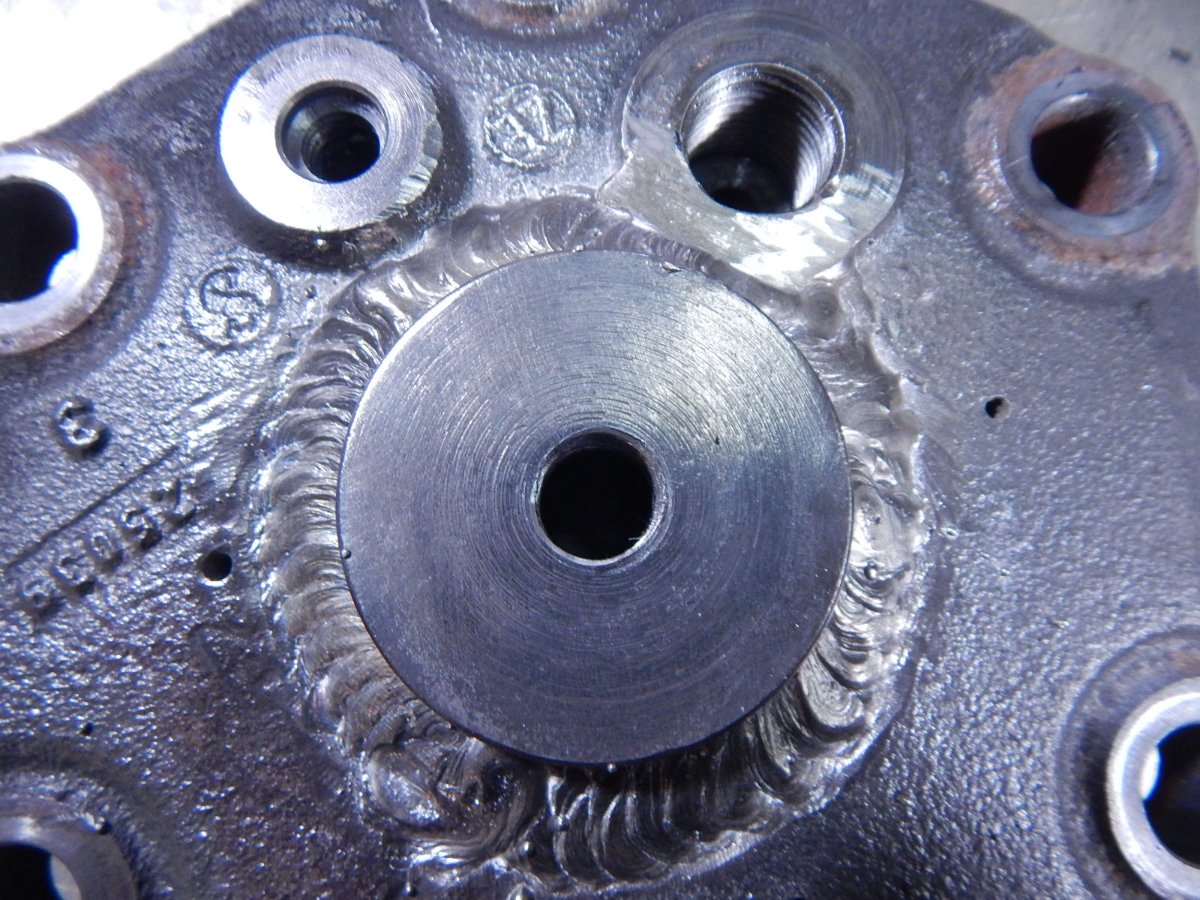
Это в качестве совета. Пробуйте,смотрите ,что получилось,ищите решение.Вот это эталонная по сложности сварка чугуна. Толщина стенки порядка 4мм. Это не бок двигателя -это намного сложнее. На снимке полуавтомат.Задача-добиться герметичности шва. Рядом со швом сделать отверстие и вварить кусок трубы. Максимально сложно сочетание возникающих напряжений. Все швы должны быть герметичны.
-
https://www.yaplakal.com/findpost/130440003/forum2/topic2719020.html
-
Да,мало кто может себе это позволит. Доставка,сверление-это не сложно,а вот фрезерование поверхности такой площади- сложно.
-
Каким должен быть сварочный стол,если на то пошло? Нормальный сварочный стол..4000/4000/40мм. Такой стол надо суметь изготовить, даже в условия производства.
-
Букварик,вы на меня не слишком обижайтесь ,но,когда читаю подобные комментарии ,задаю себе вопрос-Насколько профессионален человек,задающий подобный вопрос.Читали вы предыдущий мой пост,а именно:я говорил о пайке аларметом,который предусматривает нагрев равный температуре ГПН. С другой стороны,вам нужна будет какая-то механическая прочность,которая достигается проникновением припоя по разделке,что сложно добиться при ГПН,что реализовать только наращивание слоя,что экономически не обосновано.
-
Он обширен по площади,плюс это пористая структура с окислами по всей площади,поэтому раскисление сварочной ванн неполное,то бишь возможно возникновение свищей,плюс тугоплавкие окиси кремния делают свое дело. В принципе,в условиях производства можно перекрыть ММА.
- 2 ответа
-
- 2
-

-

-
Чугун. Полуавтомат панч11...просматривая архив)
-
Думаю,что надо бы вернуться к теме сварки чугунных секций котлов.В принципе,какого-то серьезного затруднения сама сварка не представляет-герметичность будет,но вопрос в работоспособности секции. Чтобы гарантированно работала,надо производить отжиг,иначе гарантии не будет. Полуавтомат панч.
-
Довольно часто встречаются пороки литья деталей из ст.30л. Стальное литье,это сложное дело.Корпус кассеты негерметичен. Лучше закрывать латкой при низком давлении,чем гонятся за каждым дефектом в отливке. Это касается деталей,работающих при низких давления, а при высоком (больше 150ати) ни в коем случае -произойдет отрыв по зоне сплавления,особенно это касается деталей из чугуна.
- 2 ответа
-
- 1
-
-
Шпиндель. Это такая трехсоткилограммовая деталь,которая требует изготовления сквозного квадратного/продолговатого/ отверстия с высокой точностью. В данном случае допуск 0,02мм,что мало реально добиться такой точности на вертикальных долбежных станках.Поступает сторонний заказ,где в чертеже указан такой допуск ..и начинается свистопляска. Эти современные чертежи много стоят,особенно те ребята,которые закладываю такие допуски,пользуясь коп. программами. Это как калькулятор:устройство производит расчет,руководствуясь теми исходными данными,которые в него введены,а у этого оператора,который производит ввод данных,руки есть,но проблемы с его профессиональной подготовкой. Встречаются случае,когда угол фаски задается не 45г,как обычно, а 33г 40". И начинают голову ломать,каким образом это сделать и,самое главное,зачем это нужно.Потом согласования и..оказывается можно и фаску с углом 45 и допуск отверстия 0,2, а не 0,02 К чему это? Такая ситуация встречается как в металлообработке,так и в изготовлении сварных конструкций,то бишь профессионализм разработчика желает лучшего,да и технолога тоже. Схватят какой-то выгодный заказ,а потом ломают голову,как его выполнить -главное, схватить,а уж потом куда кривая выведет. А выводит эта кривая к рядовому исполнителя,которого потом обвинят в непрофессионализме .
- 1 ответ
-
- 3
-
-
Это умышленная неточность,Сварной? Это статистика с ботами.Полагаешь,что я настоящую статистику без тебя не знаю?
-
Знаете,что самое главное в новом году,в самом его начале,а именно первого числа ближе к вечеру?Не предавайтесь размышлениям о смысле жизни,а накатите еще..
-
Кронштейн Кио. Сварка простая. Что хотелось бы отметить? Выполняется без проковки Пнан11 или NF. Единственное,что надо накладывать валики противоположно утягивающими ,то бишь,закрепляются торцы,затем корень мм 15 с одной стороны,потом с противоположной и так по всему сечению.Если сваривать одну сторону,затем другую,то может произойти отрыв(не откол).
-
https://www.yaplakal.com/findpost/130097310/forum2/topic2713410.html https://www.yaplakal.com/findpost/129818953/forum2/topic2708950.html
-
Аргументы против,только обоснованные, для данного случая.
-
https://www.yaplakal.com/findpost/130327330/forum2/topic2717058.html
-
Нет.