Точмаш 23
-
Постов
5 436 -
Зарегистрирован
-
Посещение
-
Победитель дней
408
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Фитинг Рено Логан,Веста и т.д. Прижимная пластина протирает стенку трубки. Если сварку произвести сверху пластины,то течь будет снизу -после сварки требуется пайка с другой стороны,так как сварка исключаестя. Лучше пластину поднять,зачистить и припой нанести по всему диаметру. Слишком много трубок с такими дефектами последнее время.Кстати,если менять эту часть,в продаже они есть,то стоимость самого фитинга 1,9-2,1 тыс. без пластины 1,5тыс . С пластиной больше. ..немного о ценообразованиии .



-
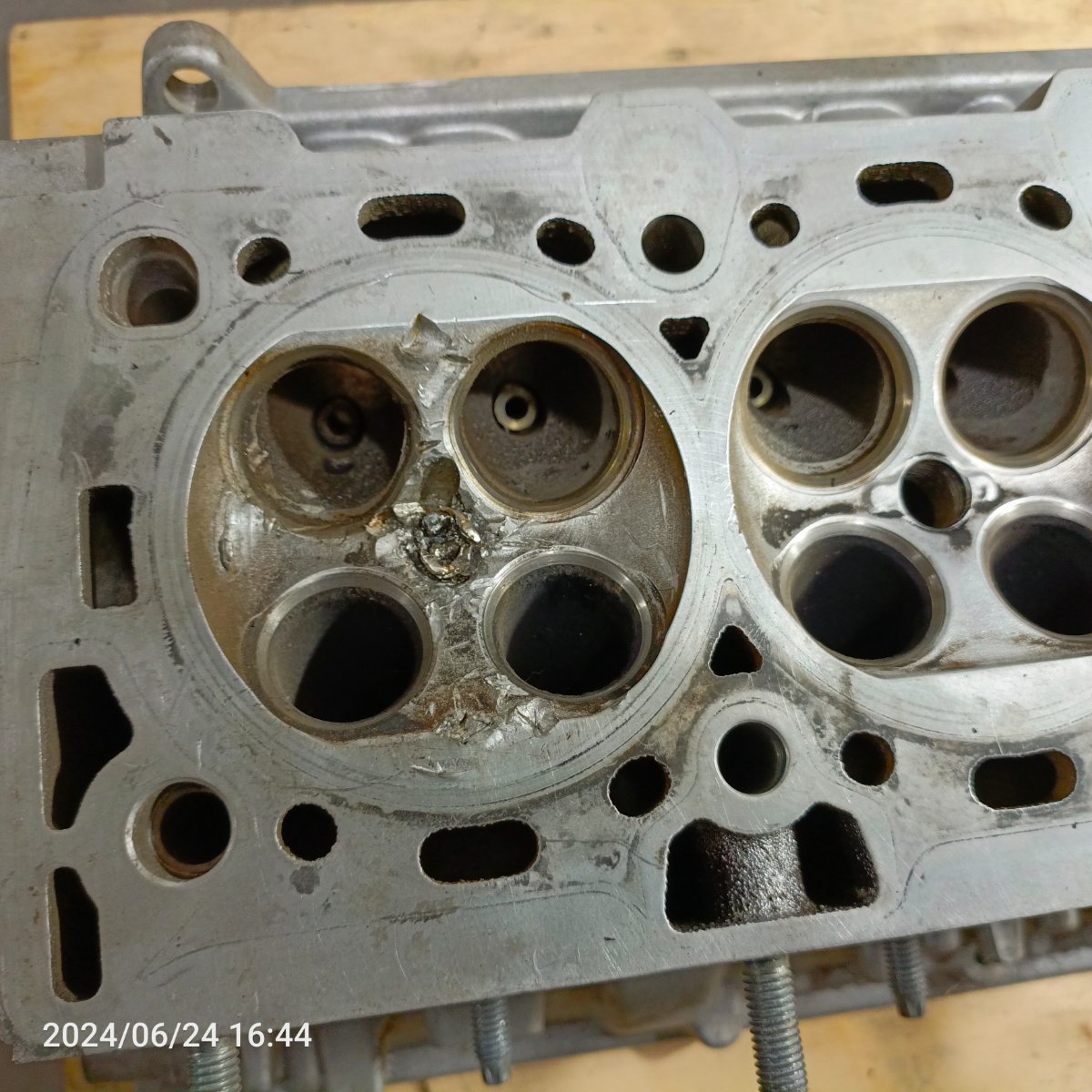
 Головка Опель. Обрыв клапана. Надо будет вырезать остаток резьбы и заваривать отверстие под новую резьбу. Не сказать бы,что проблема,скорее,проблемка,но в наше время это действительно проблема -доступ к необходимому оборудованию и его наличие. Был бы под рукой координатно-расточной с хорошим станочником,то все проблемы бы ушли или,на худой конец,хороший фрезер с жесткой станиной. Вопрос не в сварке,вопрос в том,как точно просверлить отверстие.Сверление должно быть со стороны свечи в глубоком колодце. Нужен установочный конус,центровка,затем сверление на промышленном станке с нормальным столом. Если будет отклонение от оси,то кольцо свечи не станет на свое место. Свечу "завальцевало " ,пришлось ее вырезать тв.сп. фрезой.
Головка Опель. Обрыв клапана. Надо будет вырезать остаток резьбы и заваривать отверстие под новую резьбу. Не сказать бы,что проблема,скорее,проблемка,но в наше время это действительно проблема -доступ к необходимому оборудованию и его наличие. Был бы под рукой координатно-расточной с хорошим станочником,то все проблемы бы ушли или,на худой конец,хороший фрезер с жесткой станиной. Вопрос не в сварке,вопрос в том,как точно просверлить отверстие.Сверление должно быть со стороны свечи в глубоком колодце. Нужен установочный конус,центровка,затем сверление на промышленном станке с нормальным столом. Если будет отклонение от оси,то кольцо свечи не станет на свое место. Свечу "завальцевало " ,пришлось ее вырезать тв.сп. фрезой.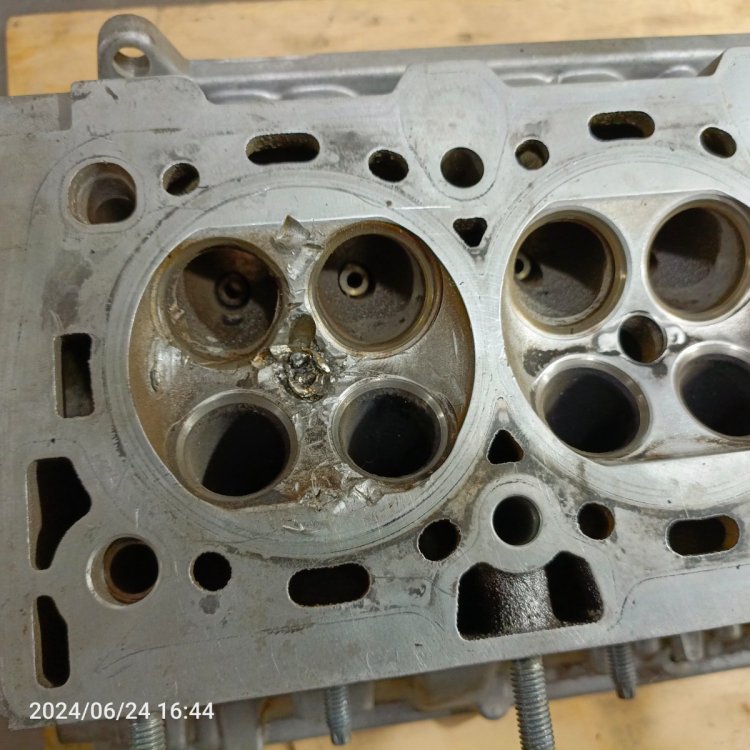

-
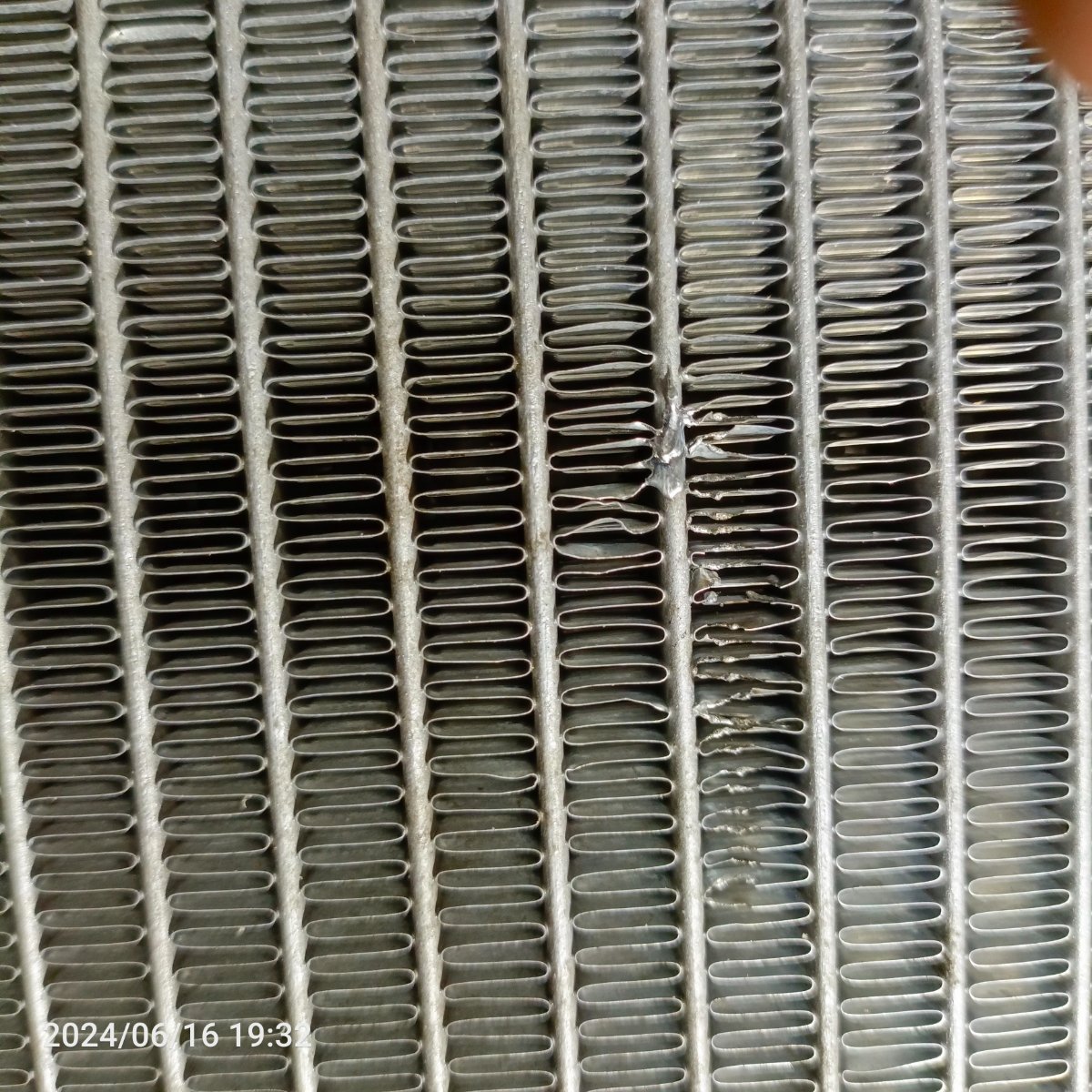
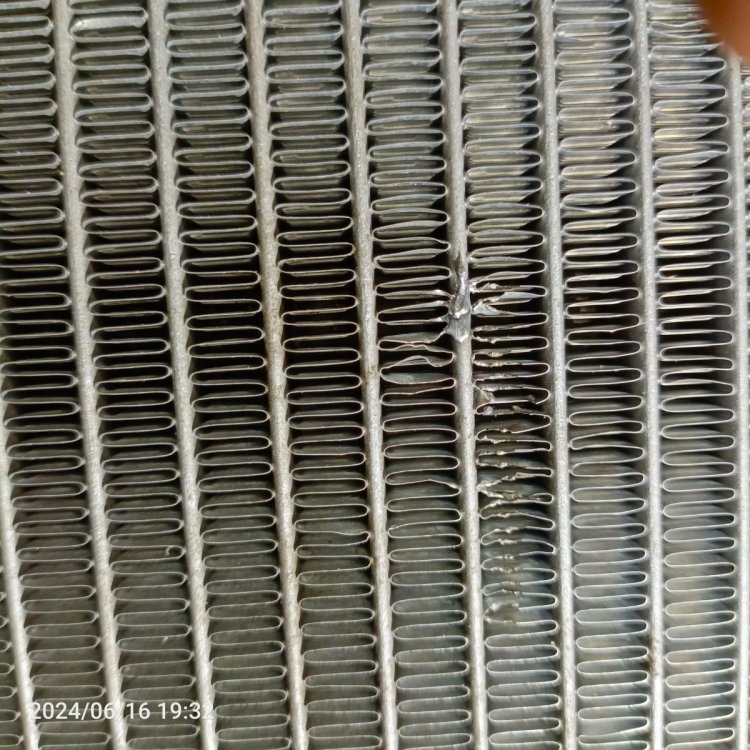
Радиатор кондиционера Тойота. Старые модели. От коллектора оторвана одна трубка,другие надорваны. Радиатор разбит на три контура и вопрос в том,сколько трубок останется открытыми после пайки,а в ленте их пять. В принципе, можно сделать простаку из алюминиевой трубки,подрезать оторванную и припаять к коллектору,но так вопрос не стоит. Герметично,значит герметично.




-
Вы меньше слушайте этих друзей.Они вам расскажут куда тыкнуть -это их знание,а не ваше. Тыкните на свою голову не туда. Отправьте лучше аппарат Техсвару или Копичу...так будет лучше для вас и вашего аппарата.
-
Не стал исправлять,имел в виду военную технику.Было,не спорю.Народу трудно сейчас представить,что такое один складской бокс вместимостью 60 товарных вагонов З/Ч двигателей Газ или ЗиЛ на складах МО. Сейчас хихикают над "пакистанщиной",только забывают о российской "пкистанщине",а так,натащили в страну Б/У западной техники,то "пакистанщина"российская пойдет по нарастающей.
-
Несколько отступим от темы,но надо внести какую-то ясность в вопрос. Итак,ГОСТ Р 53808-2010 3.1 Распределительные валы изготавливают в соответствии с требованиями настоящего стандарта и конструкторской документации (КД), утвержденной в установленном порядке. 3.2 Валы изготавливают из стали марок 40, 45 по ГОСТ 1050, марки 45Л по ГОСТ 977, сталей марок 15Х, 15ХФ, 18ХГТ по ГОСТ 4543, а также других среднеуглеродистых и цементуемых марок сталей, обеспечивающих соответствие требованиям настоящего стандарта. Валы изготавливают из серого легированного чугуна (с закаленными кулачками), легированного специального чугуна (с отбеленными кулачками), нелегированного чугуна по ГОСТ 1412 или чугуна с шаровидным графитом по ГОСТ 7293. Чугуны должны иметь предел прочности на растяжение и изгиб, определенные по ГОСТ 4832, не ниже предела прочности чугуна марки СЧ 21-40 по ГОСТ 1412. 3.3 Рабочие поверхности валов, изготовленных из сталей марок 40, 45, 45Л и других среднеуглеродистых сталей подвергают поверхностной закалке. Заготовки этих валов должны быть термически обработаны. Твердость поковок валов должна соответствовать установленной в КД. Твердость кулачков и эксцентрика бензинового насоса после окончательной механической обработки должна быть не менее 55 HRC. Допускается снижение твердости до 51 HRC: - на носиках кулачков на расстоянии 1,5 мм от их торцов; - на рабочей части эксцентрика, если предусмотрены меры по обеспечению его износостойкости. Допускается снижение твердости до 50 HRC на цилиндрической части кулачков на расстоянии 2,0 мм от торцов. 3.4 Толщина закаленного слоя рабочих поверхностей вала из среднеуглеродистых сталей после окончательной механической обработки должна быть не менее 2,0 мм. 3.5 Валы, изготовленные из стали марок 15Х, 15ХФ и 18ХГТ, подвергают цементации и последующей закалке по поверхностям, оговоренным в КД. Твердость кулачков, опорных шеек и эксцентрика бензинового насоса после окончательной механической обработки должна быть не менее 57 HRC. Толщина цементованного слоя вала после окончательной механической обработки должна быть от 0,7 до 2,0 мм. Разница в толщине цементованного слоя на одном вале не должна превышать 0,5 мм. 3.6 Твердость валов из легированного чугуна в литом состоянии (до термической обработки) составляет от 255 до 302 НВ. Микроструктура чугуна в сердцевине вала после литья состоит из графита обозначений ПГф, ПГр1, ПГр7, ПГр9 по шкале 1 ГОСТ 3443, сорбитообразного перлита и карбидов, расположенных по сетке, а по поверхности - из сетчатых и столбчатых карбидов. 3.7 Кулачки распределительных валов, изготовленных из легированного чугуна, подвергают поверхностному нагреву с закалкой в масле и последующему отпуску при температуре от 160 °С до 180 °С. Твердость на вершинах кулачков должна быть не менее 52 HRC. Твердость цилиндрической поверхности эксцентрика топливного насоса со стороны наибольшего расстояния от оси вала должна быть не менее 50 HRC. 3.8 Глубина закаленного слоя после окончательной обработки вала должна быть: - на вершинах кулачков - не менее 2,0 мм; - на цилиндрической части кулачков - не более 2,0 мм. Микроструктура закаленного слоя должна состоять из мартенсита и карбидов сетчатых и столбчатых. Содержание остаточного аустенита допускается не более 5%. 3.9 Валы, изготавливаемые из нелегированного чугуна, имеют отбеленные при помощи металлических холодильников или способом плазменного оплавления вершины кулачков и эксцентрик топливного насоса. Твердость вала в сердцевине составляет от 229 до 269 НВ. Твердость отбеленных поверхностей после окончательной обработки вала должна быть не менее 49 HRC. Микроструктура чугуна неотбеленной части вала должна состоять из пластинчатого графита и перлита. Допускается не более 10% феррита и отдельные зерна фосфидов. Микроструктура отбеленного слоя вала должна состоять из столбчатых карбидов, постепенно переходящих в карбиды сетчатые. 3.10 Твердость неотбеленных поверхностей валов из легированного специального чугуна должна быть от 229 до 285 НВ. Микроструктура чугуна неотбеленной части отливки должна состоять из пластинчатого графита и перлита, допускается феррит до 10% и отдельные зерна фосфидной эвтектики. Твердость отбеленных поверхностей после окончательной обработки вала должна быть не менее 49 HRC. Микроструктура отбеленного слоя - ледебурит по ГОСТ 3443. 3.11 Глубина отбеленного слоя после окончательной обработки чугунных валов на вершинах кулачков и цилиндрической части эксцентрика со стороны наибольшего расстояния от оси вала должна быть не менее 2,0 мм. Зона отбела на кулачках и эксцентриках должна распространяться от вершины на 90° в обе стороны.
-
Технология ремонта не предусматривает наплавки кулачков распредвала. Шлифуются "как чисто",а шейки шлифуются в ремонтные размеры. Шейки распредвалов,кроме посадочных концевых,надо не наплавлять,т.к. эти детали имеют очень жесткие размерные допуски и любое т.влияние приведет к короблению детали в целом ,а применять наращивание хромом...так будет лучше. В далекой туманной юности приходилось заниматься шлифовкой рапредвалов,даже разряд есть,по-моему,четвертый. В то время никому бы в голову не пришло -наплавлять кулачки распредвала. А вот шейки коленвалов подлежали вибродуговой наплавке под слоем флюса и шлифовке.
-
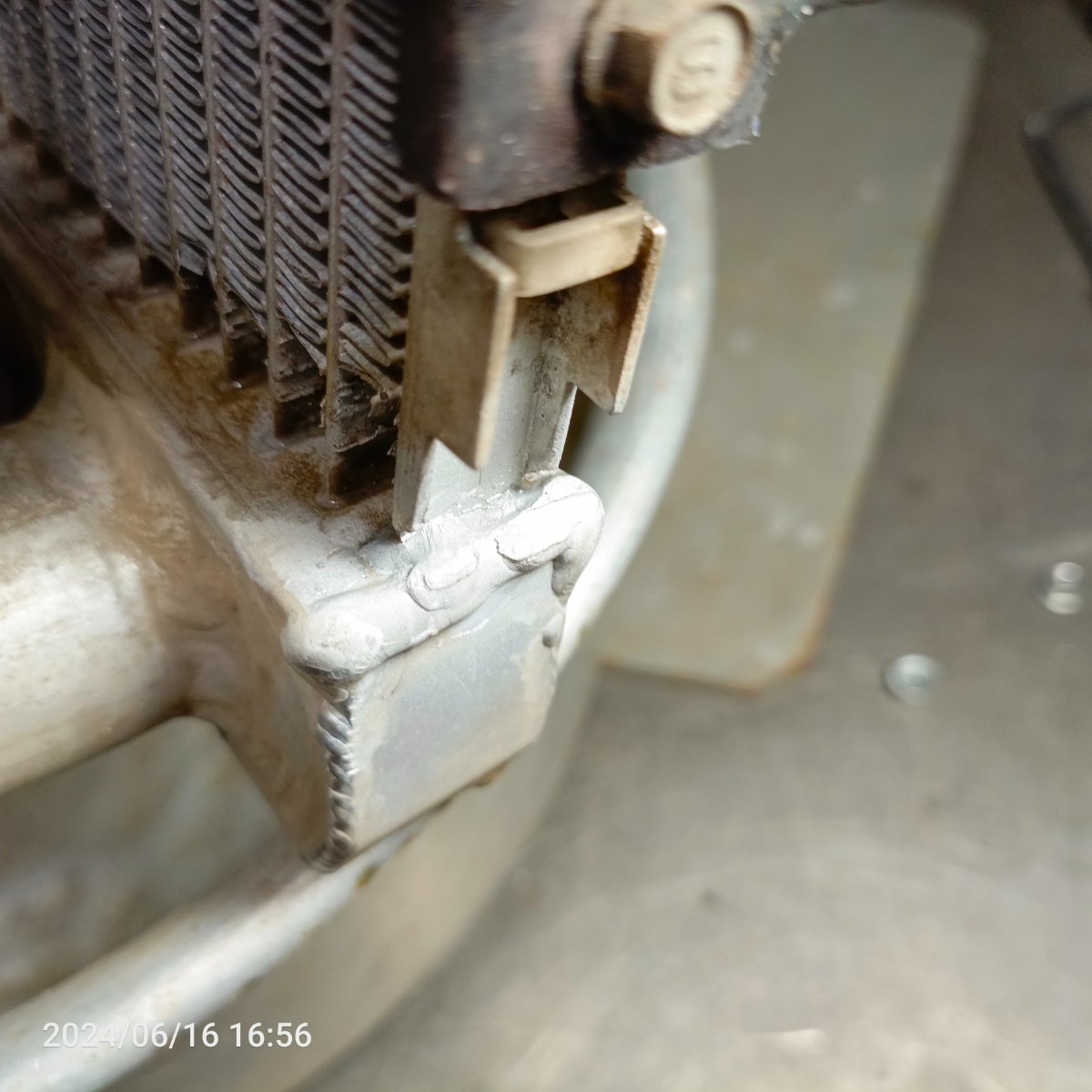
Радиатор. Был введен герметизирующий состав и картина была следующей:на прогретом двигателе течь открывалась,а в холодном состоянии при опрессовке эту течь обнаружить невозможно.Пришлось его нагревать в горячей воде,прогревать горелкой,выжигая "пробку". Если бы примерно знать,где течь,а так,греть,где попало тоже толку мало. Все-таки удалось ее найти там,где ее не должно быть -боковина впаяна в бачок, рядом со сварным швом. Пайка элементарная,затем сварка пластины/накладки. Это в качестве совета. При сварке радиаторов,радиатор должен быть привязан на поводок всегда,чтобы исключить прожог при случайном контакте .Случается запарка,т.е .не закрепишь контакт,забудешь и получишь дырку от бублика... Хотя подобные дефекты устраняются элементарно,но все равно этого не должно быть. Не доходили руки облицевать диэлектриком подставку -как-то было недосуг, а вот теперь повод появился.







-
Если другой заказ,то на ширпотреб забили или не совсем? Если что-то будет из изделий 22-24 года,то обзорчик сделай...в худшую или в лучшую сторону что-то изменилось.
-
Что-то о Форсажах давно не было никакой информации. Что о них сейчас можешь сказать? Форсаж 315,цена 160тыс. в принципе оптимальный гаражный вариант ,но в том случае если железо в порядке.
-
Никто там ничего не выдает. Ты оторвался от действительности:есть производственный участок,есть начальник участка,несколько бригадиров и все.Понимаешь,все. Теоретизировать по поводу,как должно быть-это одно,а реальность другая. Есть опыт бригадира и опыт сварщика...больше ничего.
-
Что-то я не совсем понимаю причину столь бурной реакции на этот пост. Человеку предложили разобраться с напряжениями деформациями,возникающими при сварке.По сути,ему сказали:разберись с тем,чем ты занимаешься.Ты должен понимать,что ты делаешь .Что в этом ненормального ? ...или сварщик должен быть каким-то тупоголовым существом,которое не понимает,что делает? Кстати,к нынешним ИТР очень много вопросов,которых уже не счесть,так как документ о том,что человек имея диплом какого-то уч.заведения,что-то знает по своей специальности.
-
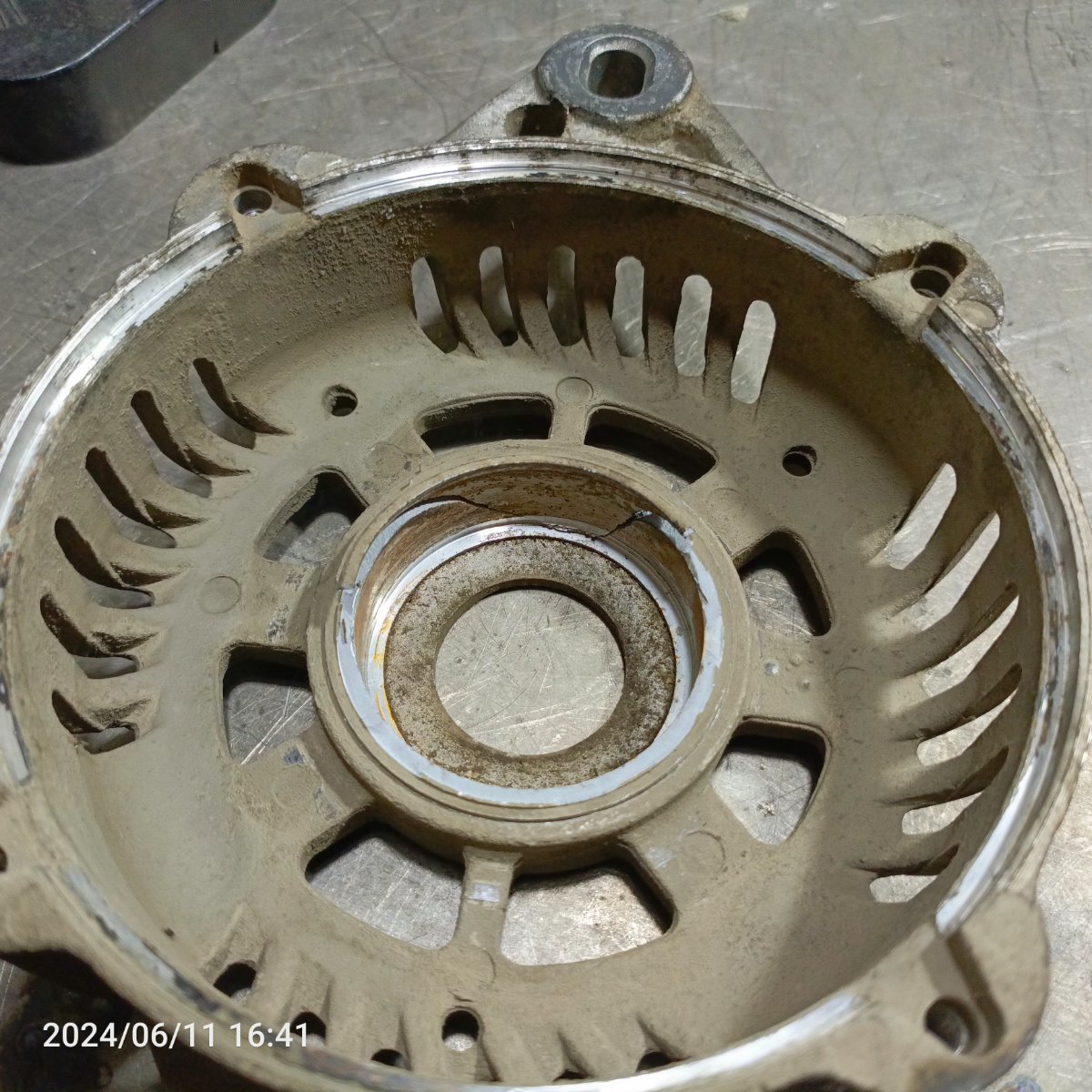
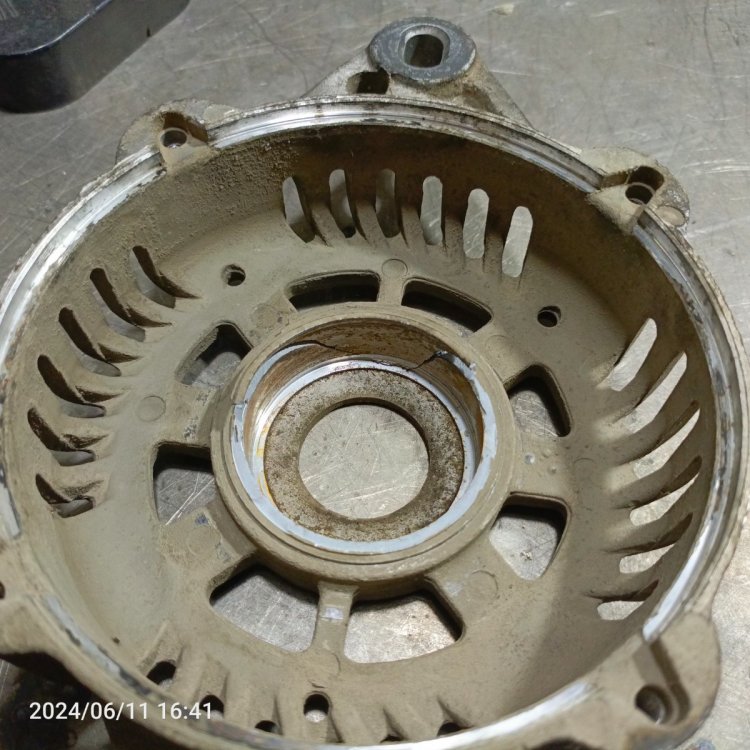
Крышка генератора Шевроле Круз .Что произошло? Порядок сборки -подшипник запрессовывается в крышку и вальцуется/обжимаестся,затем устанавливается на вал. Если потребовалась замена подшипника,то надо ножки съемника завести в отверстия вентиляции,зафиксировать на обойме п. и снять крышку с подшипником,срезать буртик и извлечь сам подшипник. Если сделать иначе,то получим,то что видите на снимке. Посадочное место подшипника будет деформировано в любом случае,даже если сварка будет производиться,когда подшипник вставлен в него..Доводка производится гравером наждачной бумагой по отпечатку-раз за разом по нескольку соток. Время - 2часа . Долгий процесс,но в данном случае это выход из положения.



-
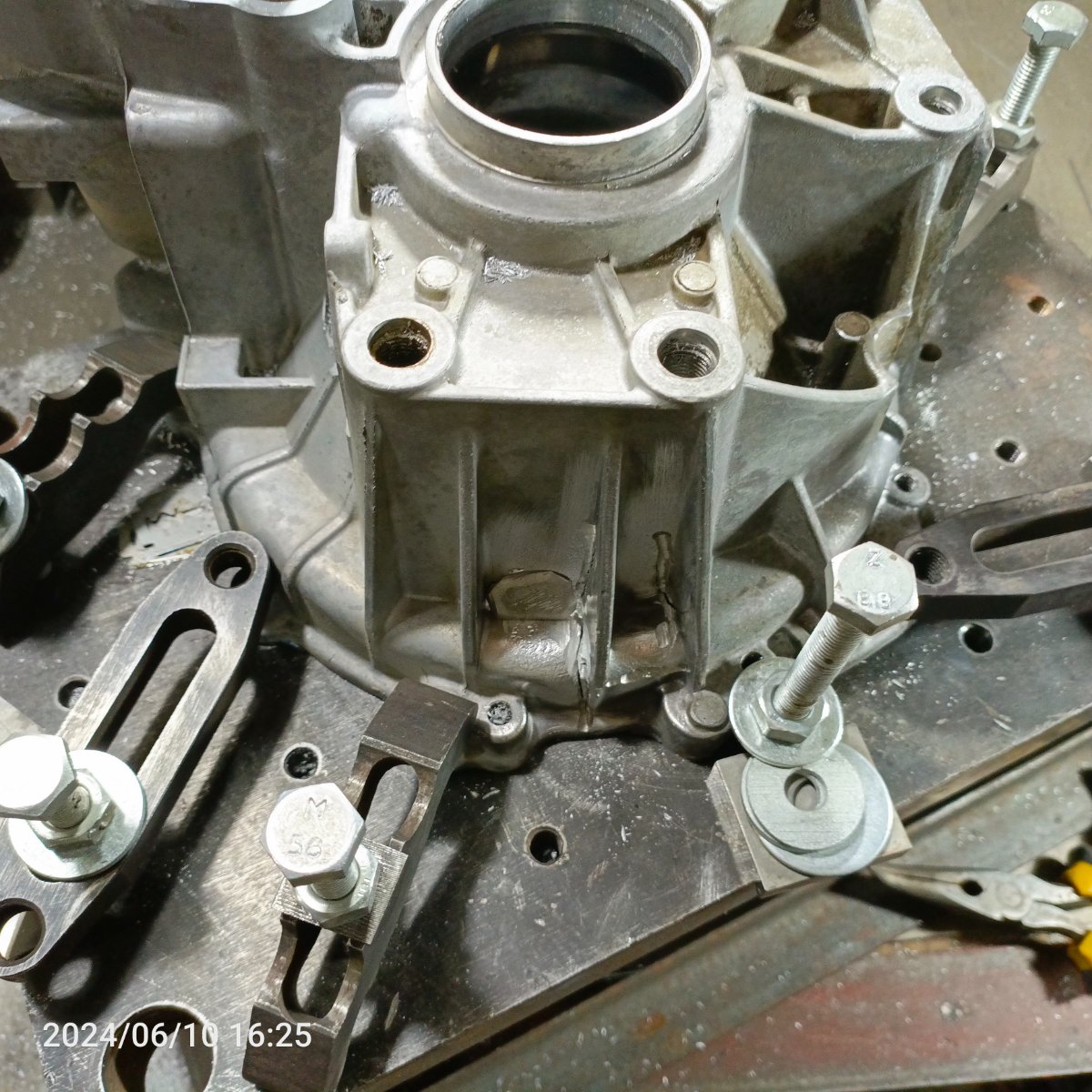
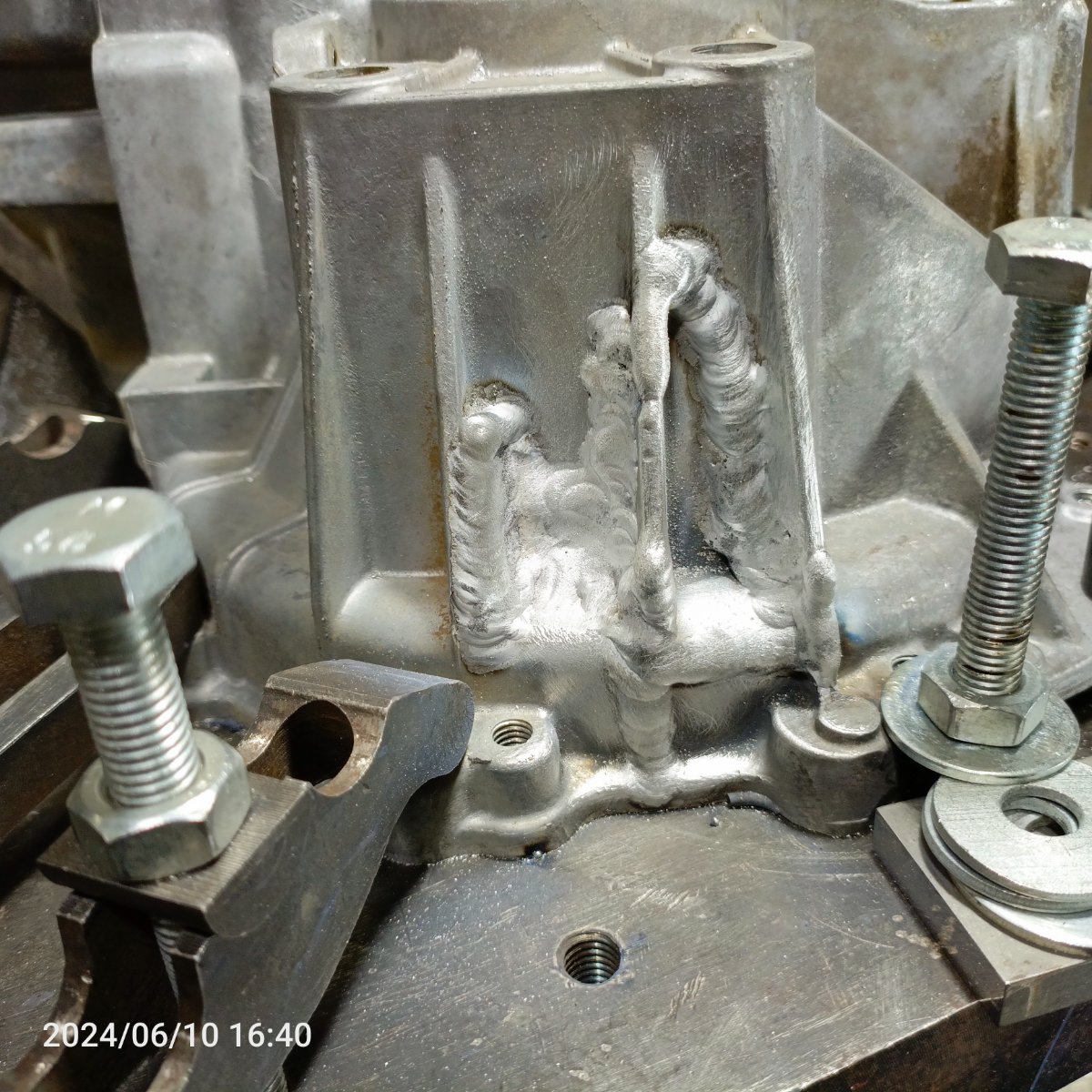
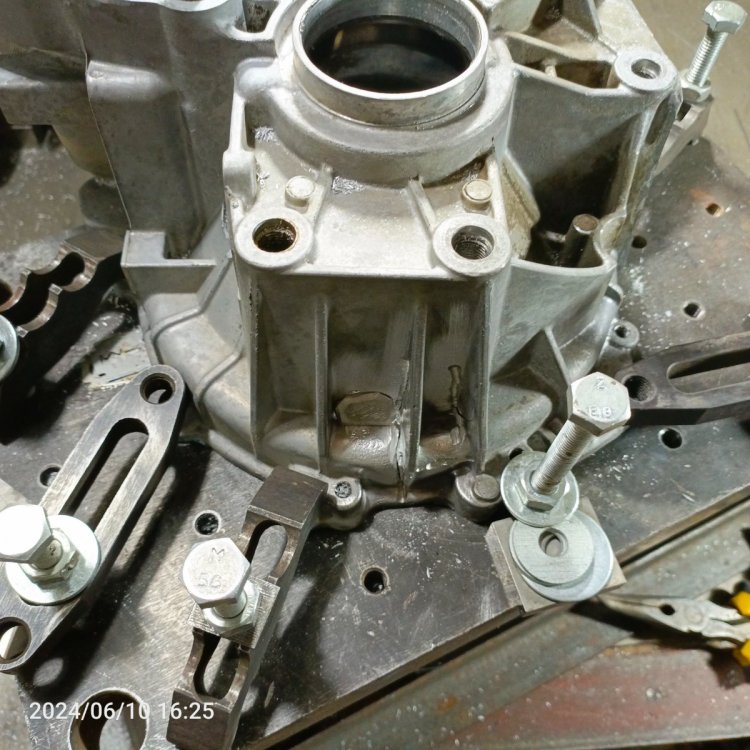
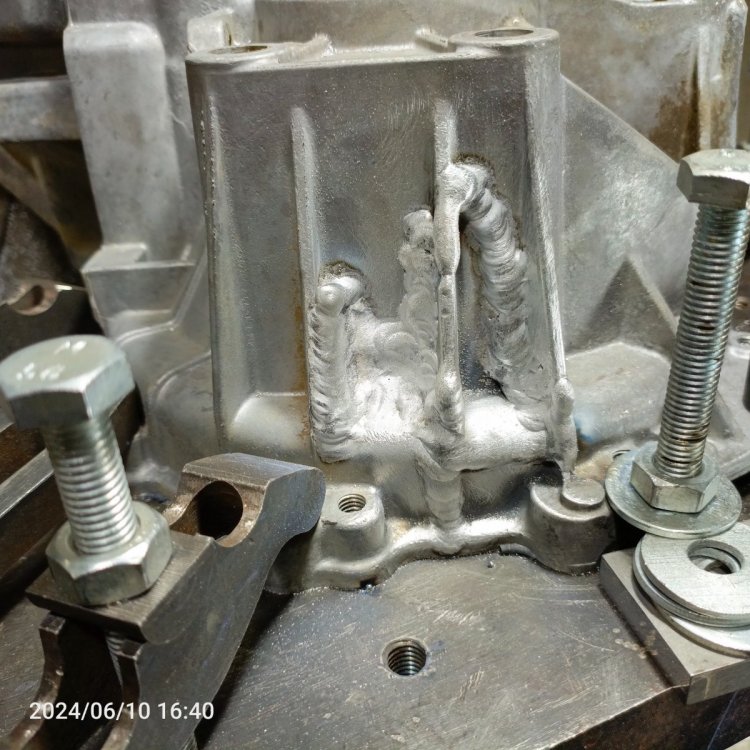
Коробка. Св. узел будет жесткий с достаточно большим объемом наплавленного металла,естественно св. напряжения будут деформировать пр.поверхность. Надо свести к минимуму деформацию. В общем-то удалось,кроме одного места -между отверстиями,где вертикальный шов - зазор 0,25мм,что допустимо. Дополнительной подгонки плоскости не потребовалось. С левой стороны 5 лезвий ...слегка перегнем..





-
Надпись должна читаться в любом случае. Маркировка должна идти непрерывно с интервалом в несколько сантиметров по всей длине шланга,в некоторых случаях разрыв в 250мм.



-
Название Гелакси можно заменить на тот же китайский Кемо и подобные,суть мало меняется,а меняется только цена.Посмотреть для ликбеза стоит. Маркировка на любом шланги должна быть четкой,читаться легко .
-
Трубка Шевроле Лачетти. Стоимость полторы тысячи рублей в рознице . На мой вопрос -Где это продается?..был указан сайт. Предостережение всем,кто не сталкивался с этим:не может нормальная трубка стоить 1,5тыс. На снимке обыкновенный шланг,не предназначенный для установки в системах кондиционирования.


-
Папа вам не мама
-
https://www.yaplakal.com/findpost/134191928/forum2/topic2785762.html
-
https://www.yaplakal.com/findpost/134154238/forum2/topic2785032.html
-
https://www.yaplakal.com/findpost/134155034/forum2/topic2785052.html
-
https://www.yaplakal.com/findpost/134003655/forum2/topic2782275.html
-
https://www.yaplakal.com/findpost/133979309/forum2/topic2781798.html
-
Шкив автобус Ман. Наплавка внутренняя с двух сторон. Полуавтомат и тиг. Диаметр 50мм. На снимке не поры,просто светотень.Слегка прошелся фрезой...



-
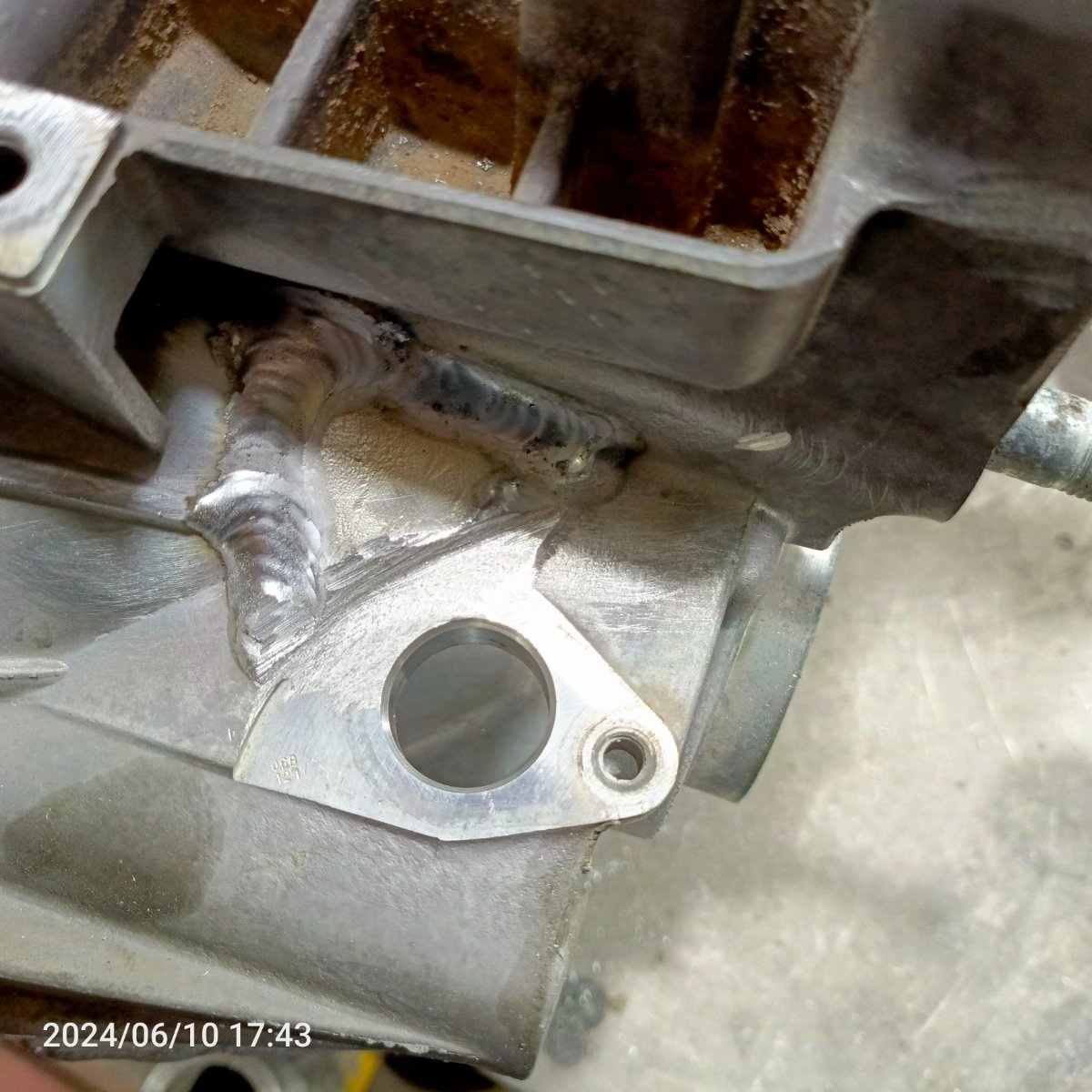
Головка Тойота. Крепление коллектора. Резьба уже была перерезана с 10 на 12 и сорвана окончательно. Разделка довольно глубокая -23 мм,раскрытие больше и объем наплавленного металла увеличится,что может привести к деформации,может но... деформация плоскости,но 0,1мм в одном углу.Доводка плоскости ручная.