Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Чистота реза при резке пропаном или ацетиленом зависит от чистоты кислорода. При кислородной резке можно применять газы,которые при сгорании в смеси с кислородом дают температуру пламени 1800-1900 С Коэффициентом замены ацетилена называют отношение теплотворной способности ацетилена к теплотворной способности другого горючего газа.Если ацетилена расходуется 1000 дм/ч, при его теплотворной способности 12600ккал,то,зная теплотворную способность пропана 21200ккал,находим коэффициент замены.Он равен 0,6 умножаем на Vа (1000дм/ч )получим 600дм/ч. Иными словами,чтобы получить равное количество тепла надо сжечь 1000дм ацетилена и 600 дм пропана в кислороде...только кислорода для сжигания пропана надо будет израсходовать в 2,5 раза больше ,чем при сжигании ацетилена Температура пламени большинства горючих газов определяется скоростью воспламенения,которая зависит от физико-химических свойств газа и количества кислорода в смеси.Величина скорости воспламенения ацетилена 12,-13,5 м/сек,пропана 3,8-4,5 м/сек Чем больше скорость воспламенения,тем больше температура пламени..и возможность обратного удар) Исключением будет являться водород- при сравнительно высокой скорости воспламенения имеет низкую температуру пламени,т.к .обладает малой теплотворной способностью . Поскольку ацетилен дает наибольшую температуру пламени 3150 -3200 С,то его применяют во всех случаях газопламенной обработки металлов . Для разных газов требуется разное количество кислорода,подаваемое в горелку/резак.Для сжигания одного кубометра ацетилена требуется 1-1,3 кубометра кислорода.Для сжигания куба пропана нужно 3,4-3,8 куб.кислорода,а при сжигании природного газа нужно на куб газа 1,5-1,6 куб.кислорода. ,, а теперь прикиньте экономическую составляющую и делайте выводы
- 26 ответов
-
- 10
-

-
Заварить то вы его заварили-там особых технологических проблем не было.Иное дело,как он "работать " будет."Колокольные" бронзы содержат 80% меди и 20% олова-оптимальный вариант без учета примесей.Дело в том,что олово образует с медью очень твердое и ,следовательно,хрупкое соединение,которое будет выделятся в околошовной зоне.При каком-либо одиночном дефекте ,скажем,газовом полости или цепочки пор,или оксидных включениях в одном месте шва при ударной нагрузке и вибрации этот дефект даст фронтальное разрушение всего шва,т.к. будет очень хрупкая прослойка в околошовной зоне.Чтобы избежать разрушений при низкой пластичности свариваемых частей детали,допустим,тех же чугунов,сварку производят на связях,т.е. максимально укрепляют околошовную зону.через "ввертыши".В разделке сверлятся отверстия,нарезается резьба,вворачиваются шпильки,срезаются почти заподлицо,обвариваются и свариваются между собой.Мне представляется,что вам не приходилось выполнять сварку чугуна на связях,поэтому так подробно описываю процесс.Такая же картина с оловянными бронзами-хрупкость,чему свидетельство эта трещина.Чтобы максимально упрочить шов,я бы сделал сверление отверстий в разделке с внешней стороны клокола,нарезал резьбу и ввернул 4 мм шпильки из 304 ,соединил между собой аналогичным материалом,а потом заполнил разделку близким по составу сварочным материалом-той же бронзой электродов ОЗБ 2 М ,которая обеспечивает хорошую патинируемость металла шва. И еще.Вы выполнили шов из КМц 3-1,тем самым разделив полусферу колокола другим металлом,отличным по свойствам от основного .Не скажется ли это на акустических свойствах колокола? Я не сомневаюсь,что вы хорошо сделали работу и ,главное,не побоялись за нее взяться,а также пожелаю долгих лет жизни этому колоколу
-
Попробовать в общем-то можно,даже нужно,но варить надо на связях,т.е. разделка,сверление,шпильки в разделку и обварка. Мне приходилось сваривать медные полосы сечением 20/150 мм аргоном.Это тяжелое занятие.Была мощная горелка с водяным охлаждением АР - 9,детали грели два резака варил на токах 320а,а мощности не хватало.Горелка работала на пределе. Если вы собираетесь варить аргоном,то сожжете свои горелки наверняка. В вашем случает подойдут штучные электроды ОЗБ 2 М ..как раз эти электроды предназначены для таких работ
-
Ортофосфорной кислотой
-
 Поднят очень серьезный вопрос-режимы эксплуатации оборудования. В свое время я сжег три китайских " сундука " подряд.Назывались они Элитех 200 ас/дс.Горели на токах 167 а.Период нагрузки на таких токах составлял около 3 минут.Горели силовые элементы.С тех пор стойкая неприязнь к сундукам,да и сейчас боюсь нагружать любой аппарат до номинала,хотя в каждой инструкции указано,что ПВ составляет 60% десятиминутного периода при температуре 40 С.Ни одна инструкция завода не оговаривает,какое время можно эксплуатировать аппарат в таком режиме.Начинаем считать- 60 % от 10 мин.= 6 мин. умноженное на 6 и на 8 часов,получаем- 4,8 часов нагрузки на номинальном токе,т..е. этот аппарат должен нормально работать по 5 часов на токах 350 а. ежедневно без каких-либо проблем. Здесь возникает нормальный вопрос: либо оборудование не соответствует заявленным характеристикам,либо сами характеристики изначально завышены и не свойственны такому классу аппаратов.В принципе речь идет о ресурсе аппарата - любой механизм,любое устройство можно вывести из строя чрезмерными нагрузками и длительным периодом таких нагрузок ,чему соответствует пословица- с дуру можно х.. сломать (Алексей,это не в ваш адрес) Среди обитателей Вебсварки популярны аппараты VTL,в частности, Гроверс и других раскрасок,с другими названиями...,а также Форсаж Рязанского завода.Каждый хочет знать:на что способен его аппарат,на каких режимах он может его эксплуатировать без опасения за его жизнь.Алексей,ваш опыт свидетельствует,что Гроверс 350 выдерживает жесткие условия эксплуатации,что это достаточно надежный аппарат.Я думаю,что высший авторитет на этом форуме Алексей - Техсвар даст свое экспертное заключение о том,что явилось причиной поломки,и допустимо ли эксплуатировать данное оборудование на таких режимах.Также было бы интересно узнать ,как ведет себя Форсаж 315 на максимальных токах...,иными словами- что можно выжать из этого оборудования,степень его надежности - оно же позиционируется в качестве профессионального
Поднят очень серьезный вопрос-режимы эксплуатации оборудования. В свое время я сжег три китайских " сундука " подряд.Назывались они Элитех 200 ас/дс.Горели на токах 167 а.Период нагрузки на таких токах составлял около 3 минут.Горели силовые элементы.С тех пор стойкая неприязнь к сундукам,да и сейчас боюсь нагружать любой аппарат до номинала,хотя в каждой инструкции указано,что ПВ составляет 60% десятиминутного периода при температуре 40 С.Ни одна инструкция завода не оговаривает,какое время можно эксплуатировать аппарат в таком режиме.Начинаем считать- 60 % от 10 мин.= 6 мин. умноженное на 6 и на 8 часов,получаем- 4,8 часов нагрузки на номинальном токе,т..е. этот аппарат должен нормально работать по 5 часов на токах 350 а. ежедневно без каких-либо проблем. Здесь возникает нормальный вопрос: либо оборудование не соответствует заявленным характеристикам,либо сами характеристики изначально завышены и не свойственны такому классу аппаратов.В принципе речь идет о ресурсе аппарата - любой механизм,любое устройство можно вывести из строя чрезмерными нагрузками и длительным периодом таких нагрузок ,чему соответствует пословица- с дуру можно х.. сломать (Алексей,это не в ваш адрес) Среди обитателей Вебсварки популярны аппараты VTL,в частности, Гроверс и других раскрасок,с другими названиями...,а также Форсаж Рязанского завода.Каждый хочет знать:на что способен его аппарат,на каких режимах он может его эксплуатировать без опасения за его жизнь.Алексей,ваш опыт свидетельствует,что Гроверс 350 выдерживает жесткие условия эксплуатации,что это достаточно надежный аппарат.Я думаю,что высший авторитет на этом форуме Алексей - Техсвар даст свое экспертное заключение о том,что явилось причиной поломки,и допустимо ли эксплуатировать данное оборудование на таких режимах.Также было бы интересно узнать ,как ведет себя Форсаж 315 на максимальных токах...,иными словами- что можно выжать из этого оборудования,степень его надежности - оно же позиционируется в качестве профессионального -
Насколько за З00 а ?
-
Профессионализм начинается тогда,когда перестают дрожать руки от волнения и появляется уверенность)
-
Алексей,я знаю ,что двигатель крепится на резинометаллических опорах,но при форс -мажоре нагрузки на крепления будут большими,несмотря на запас эластичности этих опор- это имею в виду.Я ничего не имею против использования МНЖКТ при ремонте нагруженных деталей- прочный сплав с сопротивлением на разрыв 44 кгс, что превышает прочность СЧ-20 в два раза,а я в общем-то о том,что слабость околошовной зоны должна быть компенсирована площадью напайки.
-
Постучать кувалдой по шпильке-это здорово.Кстати,большую часть энергии удара кувалды гасить именно шпилька.А что будет,если жестко закрепленный двигатель массой 200-300 кг."сыграет" на этих креплениях? ...или испытает иную нагрузку,ведь крепление уже было повреждено каким-то образом,где усилие не сравнимо с ударом кувалды по шпильке.
-
Есть хорошие электроды ЦЧ-4,к которым почему-то пренебрежительно относятся.На холодную ими варить трудно,а вот с подогревом другое дело .Допустим,те же самые тиски,приваривал крепления амортизатора к нижнему рычагу мерседеса ВИТО и т.д.Главное,чтобы была возможность прогреть градусов до 500 не больше. 60% феррованадия в обмазке электрода связывают углерод в мелкодисперсные непрочные карбиды равномерно распределенные в шве.10 % ванадиевая сталь шва обладает хорошими механическими свойствами ,Весь чугун варить панчем очень дорого и не нужно .Панч разрабатывался для сварки на холодную тонкостенных чугунных отливок-автомобильных блоков,коробок и т.д..Лучший результат ремонта чугунных деталей дает газовая сварка чугунными прутками.На холодную - всем набором присадочного материала из цветных металлов,а если деталь можно греть,удобно ее расположив,чтобы шов был горизонтальным,то ЦЧ - 4
-
Будут там проблемы,Валера.Температурный коэффициент расширения чугуна 10,5 (10-6 С),а МНЖКТ и КМц около 17 .При нагреве того же коллектора околошовная зона будет испытывать значительные нагрузки из-за разницы в расширении металлов и разрушение произойдет именно там.В отличие от никеля медь не растворяется в железе, поэтому наплавленный шов получается неоднородными и может включать высокоуглеродистое железо высокой твердости,то есть прочность соединение по линии сплавления КМц ,МНЖКТ-чугун будет низкой.С КМц и МНЖКТ удобно работать ,но лучше воздержаться от их применения в коллекторах и головках.
-
Продолжу тему ремонта головки Катерпиллера С15 .В головке были видны две трещины водяных каналов,которые идут на охлаждение форсунок между клапанами.Первая трещина шла по всему сечению канала и уходила в сторону стакана форсунки.Вторая доходила до трех четвертей канала.Заказчик был предупрежден,что головка будет нагрета до 400 С и все легкоплавкие детали придут в негодность.Я попросил снять вкладыши,так как было подозрение,что они из 83 баббита(оказалось,что это не баббит,а,скорее всего,сплав на основе цинка,если судить по блеску металла после шабрения ...нагрев вкладыши выдержали ) ..но ничего этого сделано не было.Первая рекомендация-не надо входить в положение заказчика,то есть может он снять определенную деталь или не может.Если решили выполнить сварку на горячую,то ее надо сделать несмотря на то ,что может или не может сгореть.Но я все-таки решил сберечь вкладыши и стал варить на холодную ТИГом.Это было первой ошибкой,так как после наварки массивной верхней части канала сварку подрывало в его нижней части в околошовной зоне .Проковать что-либо нормально на глубине 45 мм через отверстие 40 мм да еще на вертикальных стенках не получается.Повезли на опрессовку в Краснодар- не прошла,но выявили еще трещину под седлом в стенке рубашки.Встал вопрос,как проверить швы на герметичность керосином на месте,чтобы не таскать тяжеленную голову за 200 верст.Вопрос решился просто-чопиками глушатся отверстия форсунок со стороны распредвала.Далее, сварка на горячую полуавтоматом.Заварка трещины под седлом и стенке рубашки дала хороший результат-протечек не было,так же была заварена трещина канала четвертого цилиндра ( с такими трещинами проблем нет ),а вот в канале третьего цилиндра показал протечку (отпотевание ) в самой нижней части-это был след трещины ,которая уходила в сторону форсунки. Видишь через зеркало это течь,но подварить нет никакой возможности -только резать все и переваривать с самого начала. Так переваривал пять раз - след этой трещины все тянулся и тянулся,а я все ближе подходил к стакану форсунки,толщина стенки которого всего 5 мм.Ушло три баллона пропана,баллон аргона,два килограмма "александовского " панча и накрылось штук восемь фрез "дебевер " ..и все на один канал.) Пробовал варить полуавтоматом на холодную - результат плохой :трещины в околошовной зоне в самом низу-сильно затруднена проковка и не удается снять напряжения .Наиболее оптимальный вариант работы с такими трещинами-это полуавтомат с подогревом до 350 С.Греть нужно очень осторожно:либо это будет объемный нагрев,либо местный по всему сечению головки,но не с одной стороны,к примеру,горелкой,подставленной снизу.Это очень важный момент-если температура подогрева с одной стороны будет меньше чем с другой,то коробление головки по плоскости будет достигать 2-2,5 мм,что приведет к надрывам в околошовной зоны в нижней части канала. Рекомендация вторая:на вопрос-можно ли заварить такие трещины и сколько это стоит,то должен быть ответ-сначала надо разделать эти трещины,посмотреть куда они идут и можно ли подобраться к ним в этих каналах.Есть видимые трещины и их продолжение в виде надломов,невидимые,но легко превращающиеся в полноценные трещины во время нагрева,а также при сварочных деформациях.Никаких гарантий.Заказчик должен понимать,что вероятность успешного ремонта будет равна 50%.Заказчики бывают разные и некоторым лучше объяснять возможные последствия неудачного ремонта при свидетелях ..так лучше будет для всех-деталь очень дорогая

-
Зачистить.Разделать трещину,засверлить ее концы(обязательное условие),а дальше несколько вариантов: нагреть и сразу заварить за один проход,если длина позволяет Завернуть в минеральную вату и дать медленно остыть. Следующий способ -варить на "холодную " с проковкой
-
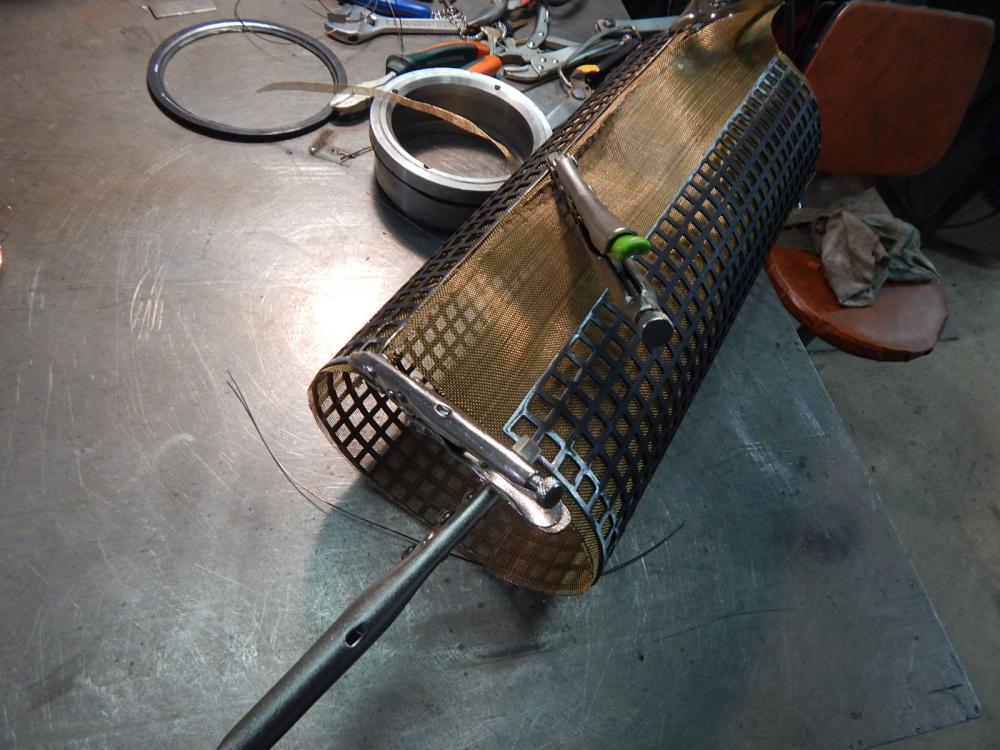
Посмотрел темы, куда можно было бы это пристроить,но не нашел ничего подходящего...если только для начинающего аргонщика ) Фильтр.Сетка латунная. Края сетки выводятся в стык обечайки и завариваются .Сетка также вваривается в дно и и горловину. Варил бронзой КМц и МНЖКТ . Долго с ним пришлось повозиться из - за тонкой латунной сетки.Фильтр рабочий -фильтрация битума -,надо было заменить сетку и повторить заводскую сварку,правда в оригинале сетка была из нержавейки
-
Надо было вырезать полосы из такого же листа ,скажем, 10/40/750 и раму сделать из этих полос-получилась бы совершенно другая конструкция.Если есть возможность,то так и сделайте.а профильная труба не даст нужной жесткости
-
Скважность
-
Бачок кулера стенка 0,3 или 0,35 без импульса )
-
Имейте в виду,что аргон используют не только для сварки,но и в других целях,например,при изготовлении пластиковых окон,где чистота газа не имеет никакого значения.Вполне возможно,что такой аргон вы и купили
-
Знаете,есть некоторые правила,которыми не стоит пренебрегать.Вы знаете,ЧТО вам продали в этой фирме? Ведь не придет же в голову покупать пирожки у неизвестной тетки на рынке,чтобы потом валяться с отравлением.На вид он пирожок,а что там внутри-Богу известно...так и с вашим баллоном.Есть обменные пункты,где вам обязаны сказать(на многих баллонах наклеены стикеры ),какой сорт газа в баллоне.Высший сорт-это 99,993,первый 99,98 Покупать газ надо только в таких обменниках.Если собираетесь варить алюминий,то останавливайтесь на высшем сорте.На столе у вас всегда должны лежать обрезки алюминия и нержавейки,на которых всякий раз,когда начинаете сварку или заменили электрод,проверяйте работу горелки на пятно.
-
Колпачок завинтите,чтобы не было зазора с корпусом горелки,т.к. иногда подсасывает воздух через уплотнительное кольцо. Вы обмениваете баллон или заправляете его?
-
Поясню,может быть,понятнее будет и не будешь заблуждаться на третьей тысячи,и маразм куда-нибудь уйдет. Есть такой документ,который называется ГОСТ 1412-85 ,который говорит,что в чугунных отливках разного сечения находится разный по составу чугун,т.к. разные по сечению части отливки будут остывать с разной скорость, естествено,графитизация чугуна будет проходить тоже с разной скоростью,и структура будет меняться от перлитной к ферритной.Если он будет разным по составу,то будет обладать разными механическими свойствами ,разными коэффициентами линейного расширения и разными напряжениями в зоне сварки . Иными словами-сначала надо было убрать ребро,выравнять стенку по сечению,а потом приступать сварке.Это надо было делать с самого начала,а не потом,когда "что-то пошло не так.." Серега,ты хороший сварщик и я уважаю тебя как специалиста,но я не приветствую хамоватого тона...,а заблудиться можно и на пятой тысячи блоков...на то он и чугун
-
Лучше сразу,а не потом .Хорошего отдыха .
-
Я бы ребро сразу срезал
-
Хорошо себя ведет,как и Кмц 3-1) Особенно хорош панч при токах под 200 а на подъем - это не шутка...если с соответствующей скоростью подавать присадку
-
Все литье автомобильных деталей можно свести в общих чертах к трем видам:гравитационное, под низким давление и высоким давлением в кокиль.Гравитационное литье-расплавить свинец в баночке и залить в углубление в кирпиче.Будет грузик,выполненный методом гравитационного литья).Литье под низким давлением.Пример - колесные диски или эта крышка-давление до 2 ати.Литье под высоким давлением - с 7 ати и до 200 .К чему я это говорю?Дело в том,что для каждого способа есть свои сплавы.Надо внимательно осмотреть деталь-чистоту поверхности отливки.Если класс чистоты поверхности будет высоким,то сплав может быть трудно свариваемым или не свариваемыми вовсе.Твой случай-это,скорее всего,АЛ 4 (АК 7) После сварки в кондукторе деформация снижается,но не устраняется полностью. Жесткое закрепление позволяет убрать деформацию на 70 %,а 30 % останется в любом случае.Как убрать эти 30 %? Обратный изгиб.Как его рассчитать?Приходим к тангенсу угла,иными словами:подкладку какой толщины и в каком месте надо подставить под деталь и прижимом задать обратный угол относительно базовой поверхности детали,чтобы устранить деформацию практически полностью. В твоем случае. Присадка 4043 (4047) она подходит практически для всех алюминиевых литейных сплавов.Имей в виду,что после сварки полка будет иметь изгиб в сторону шва и привалочную плоскость надо будет наваривать и фрезеровать,если ее варить без закрепления и обратного изгиба